
Содержание
- Определение, схема и разновидности стыковой сварки
- Стыковая сварка сопротивлением
- Стыковая сварка оплавлением
- Сущность процесса контактной стыковой сварки
- Нагрев свариваемого металла
- Пластическая деформация металла
- Технологические возможности стыковой сварки
Технология контактной стыковой сварки
- Свариваемые материалы и требования к конструкциям
- Подготовка к сварке
- Выбора параметров режима сварки
- Обработка соединений после сварки
Оборудование для контактной стыковой сварки
- Машины для сварки
- Системы управления оборудованием
- Приспособления и оснастка
- Обработка соединений после сварки
Применение стыковой сварки в промышленности
Контроль качества контактной стыковой сварки
Видео: Стыковая сварка арматуры
Видео: Стыковая сварка ленточных пил
Контактная стыковая сварка — это высокотехнологичный и, по большей части, автоматизированный способ соединения деталей. Доля стыковой сварки оплавлением составляет, примерно, 10% от всей контактной сварки, применяемой на практике. Данный способ сварки относится к электротермодеформационным процессам, согласно ГОСТ 2601, но, в отличие от точечной и шовной контактной сварки, соединение можно получить при помощи глубокой пластической деформации без расплавления металла.
Способы
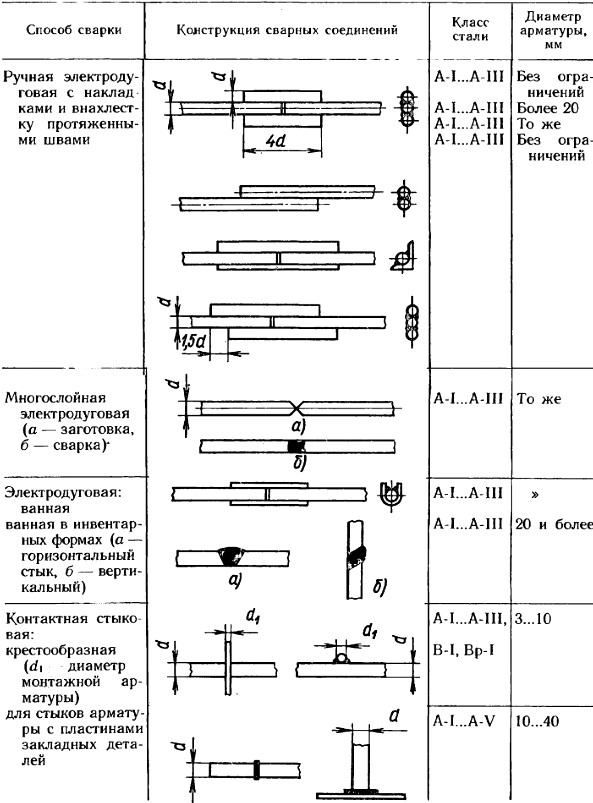
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток – соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

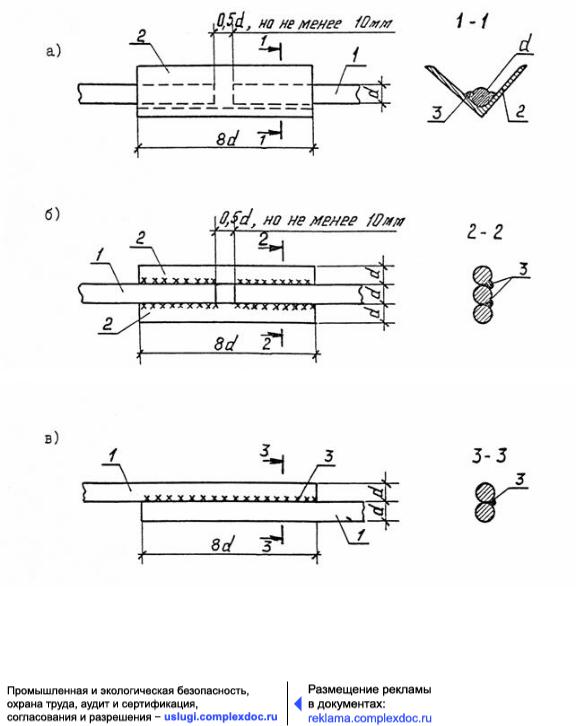
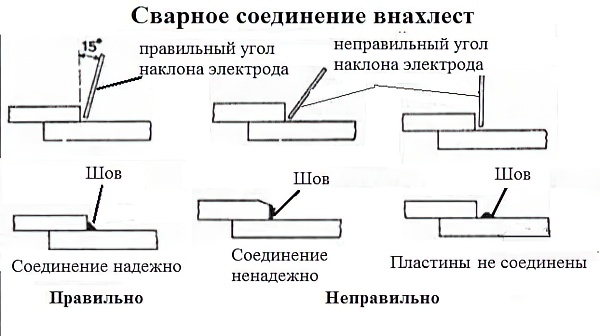
Внахлест
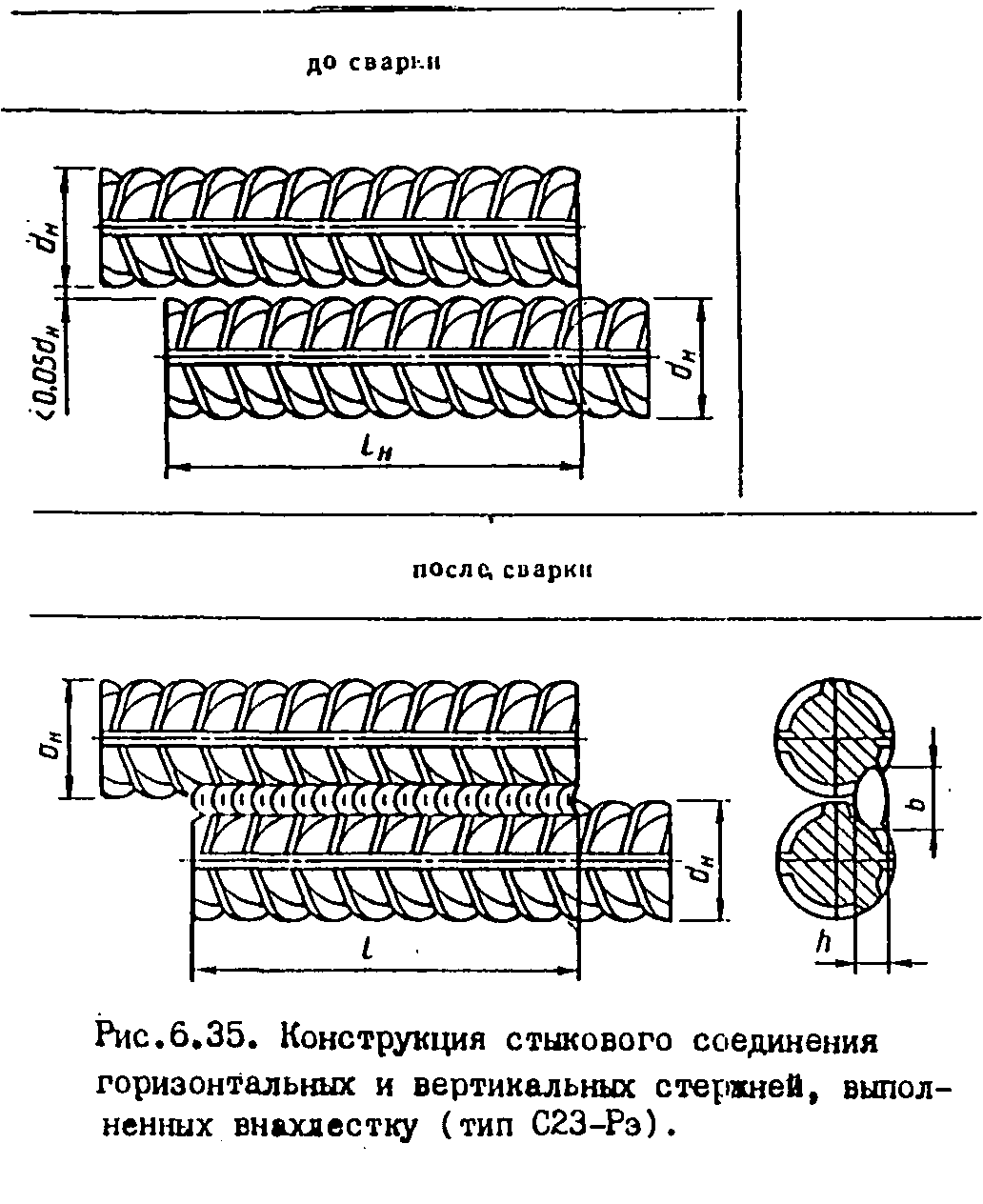
Следующий метод – сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой – снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.
Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. – электроды диаметром 5 мм.
Важно! Данная технология не применяется для сваривания стали, диаметр которой превышает 20 мм
Встык ванным способом
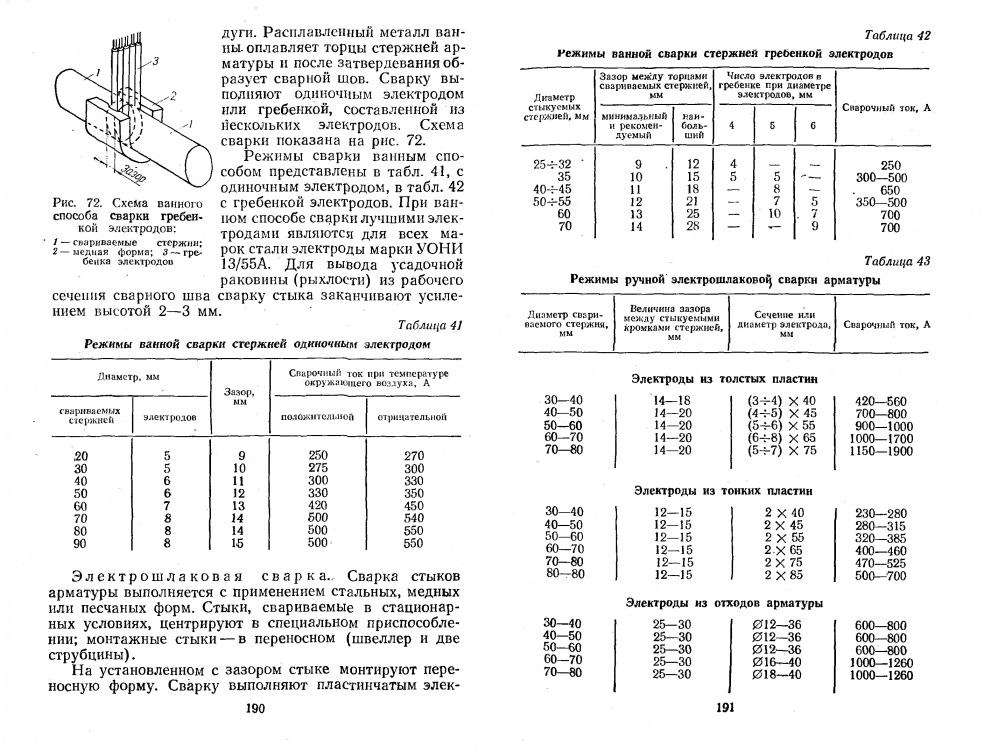
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.

Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа – возможность работы с арматурой большого диаметра – 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Технические требования
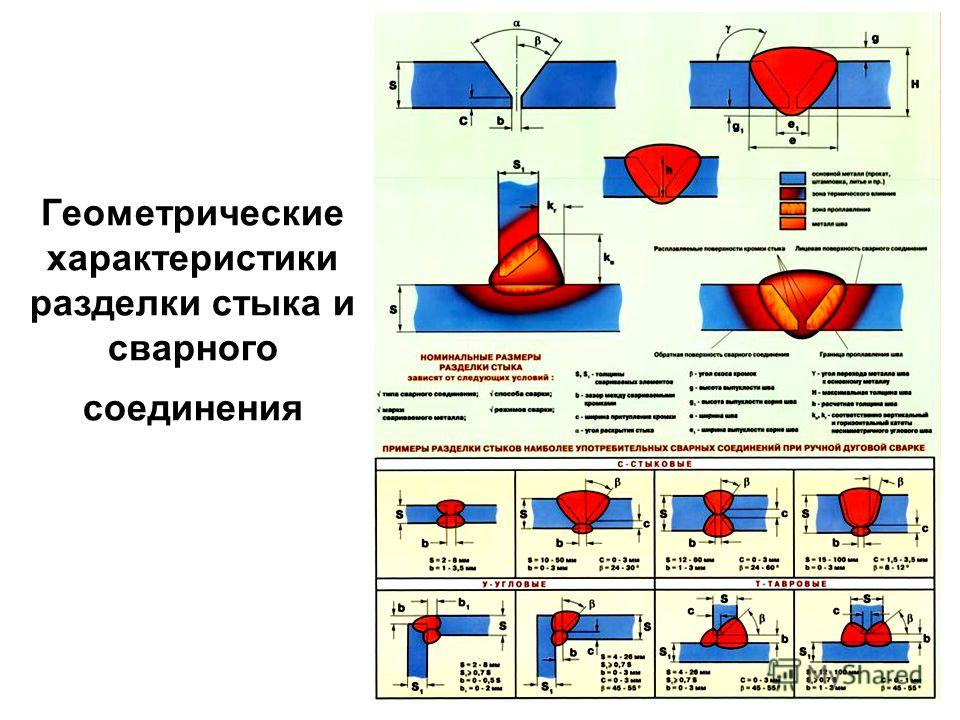
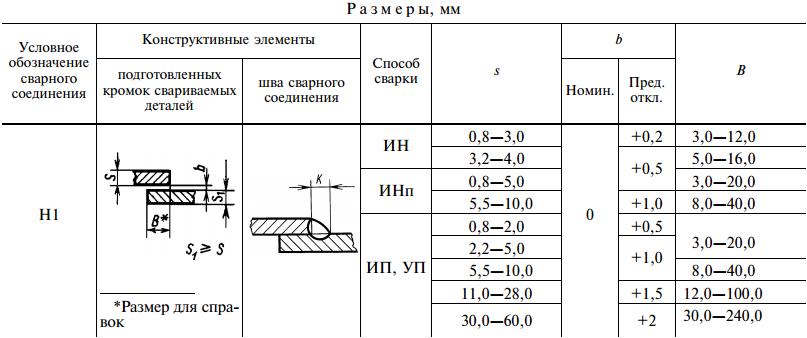
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением .
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением .
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей классов А240, А400С, А500С, А600С, Ап600С, А800С, А1000С должны соответствовать требованиям ГОСТ 34028;
(Новая редакция, Изм. № 1).
5.4.1 (Исключен, Изм. № 1).
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
— класса В500С — действующим нормативным документам*;
__________
* В Российской Федерации действует ГОСТ Р 52544
— класса Вр-1 — ГОСТ 6727.
5.6 Арматура немерной длины классов Ап600С, А800С и Ат1000С, равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматуру применяют в качестве арматуры класса А400С без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
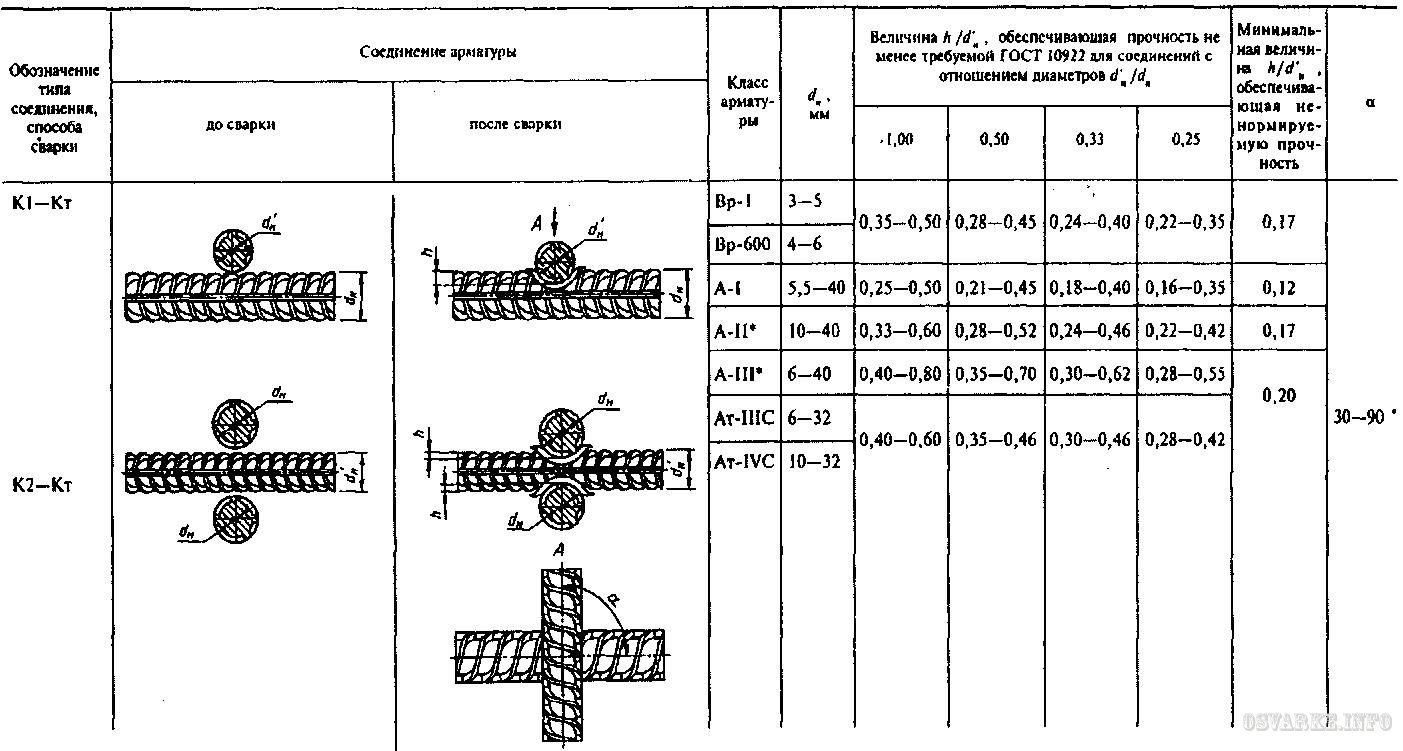
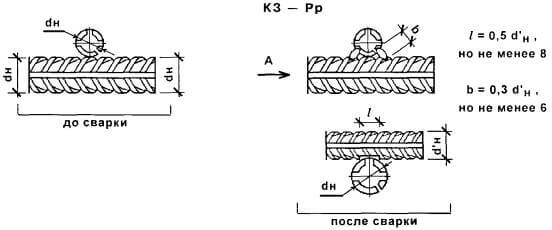
(Новая редакция, Изм. № 1).


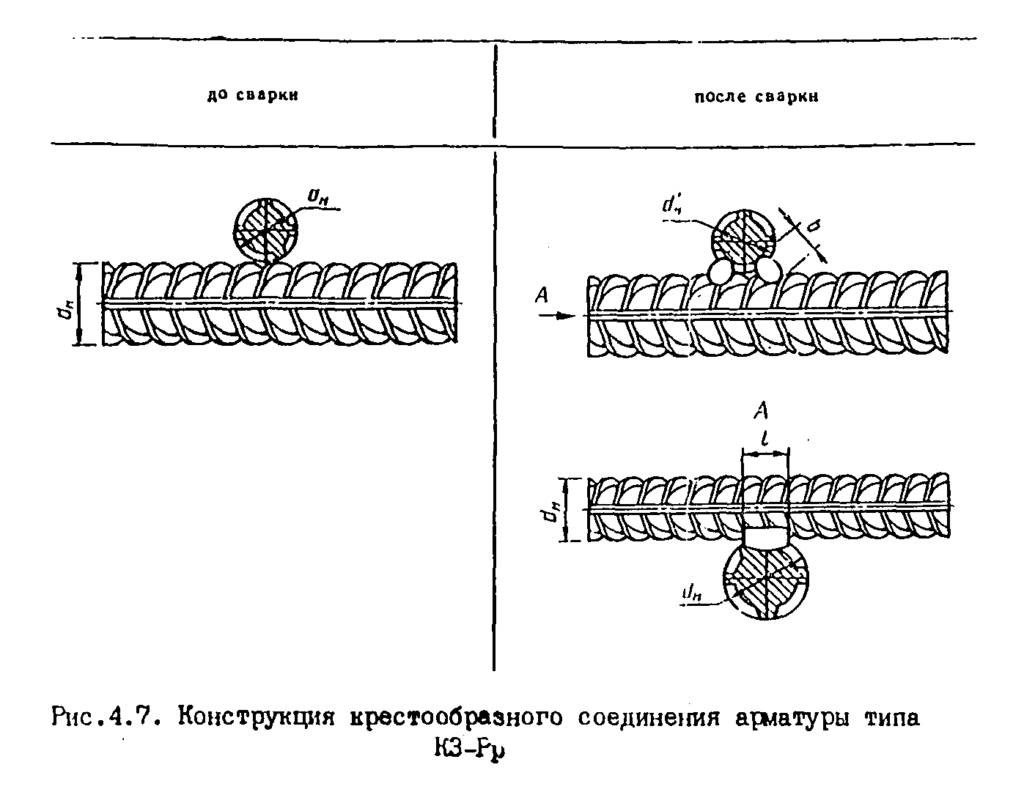
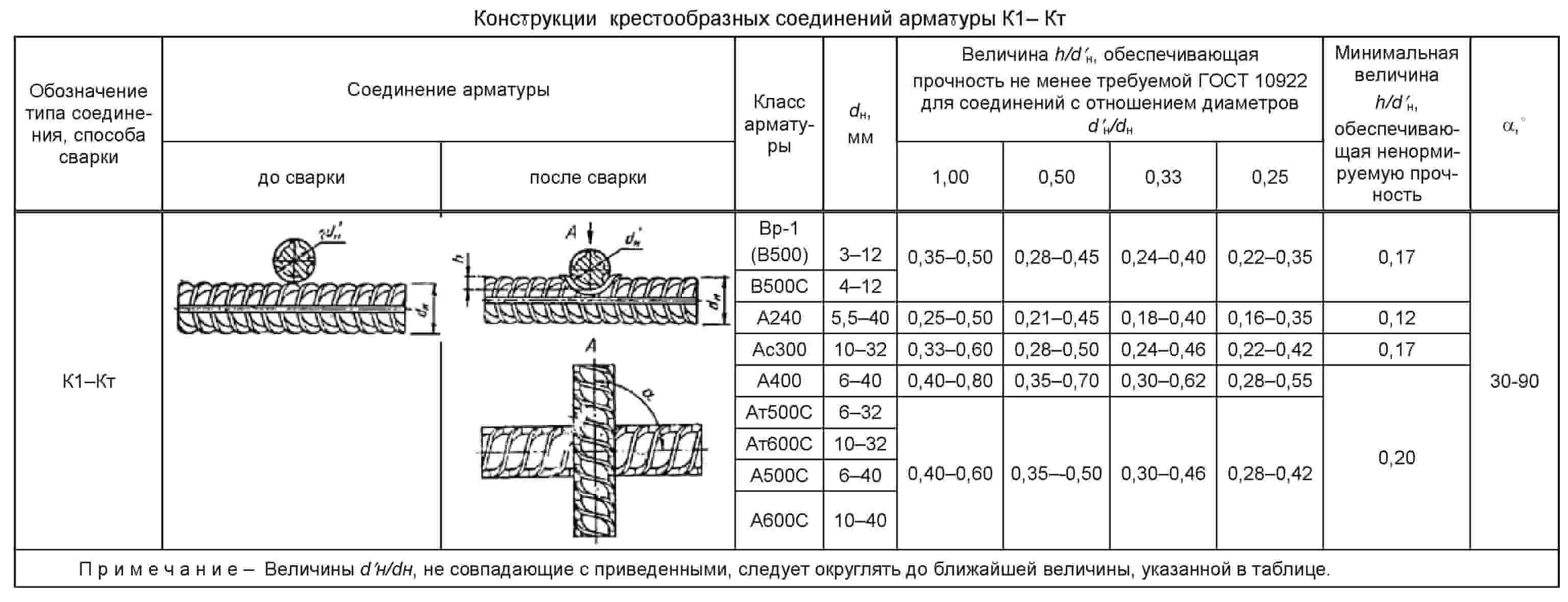
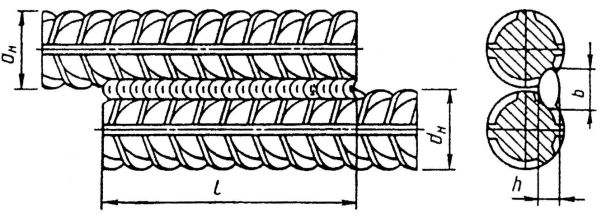
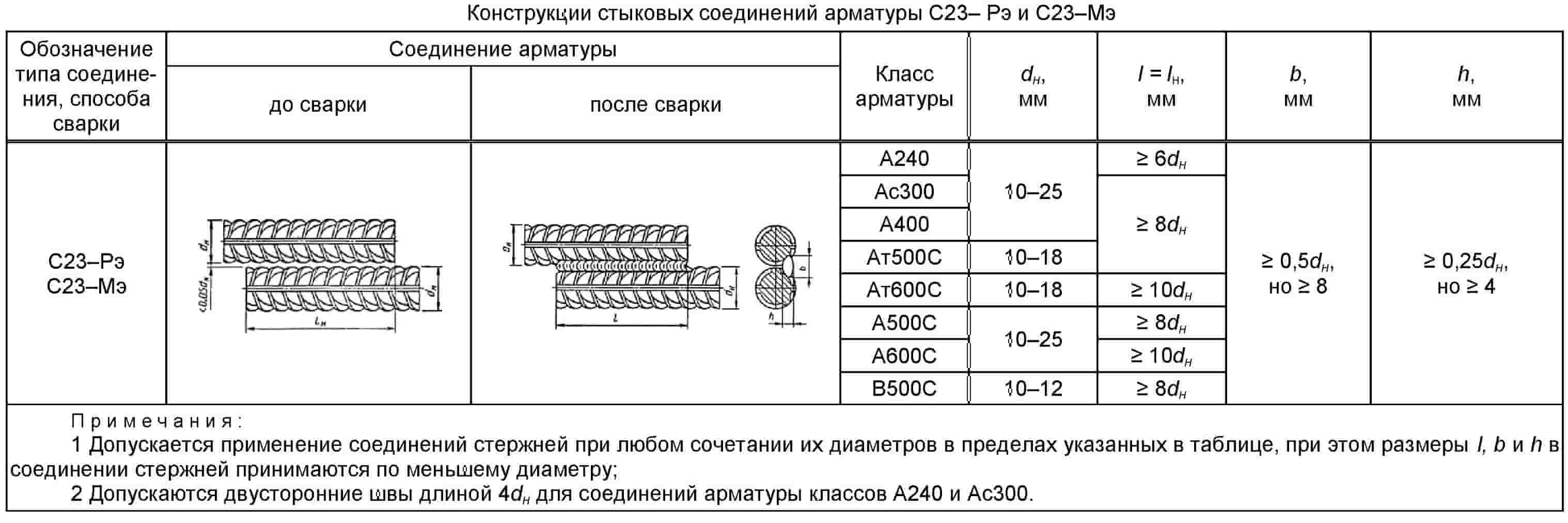
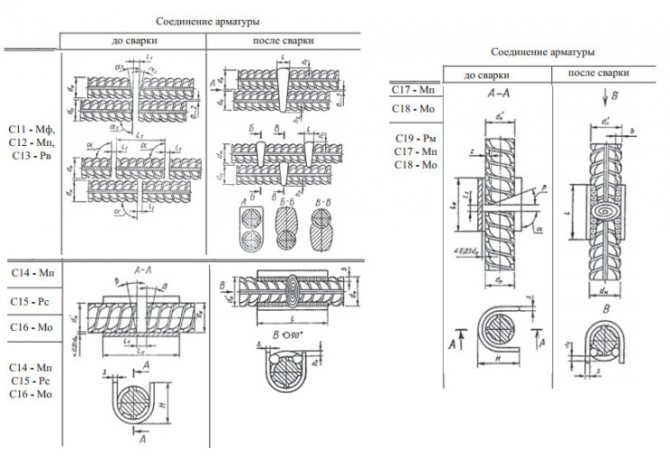
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке и в таблицах — .
| Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой |
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К3 — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок ) определяют по формуле
где: а — суммарная толщина стержней после сварки в месте пересечения, мм;
b — суммарная величина вмятин (b’ + b»), мм.
Величины относительных осадок h/d’н для соединений типа К1 должны соответствовать приведенным в таблице .
Электроды
Электроды доступны в свободной продаже в любом строительном магазине. При выборе рекомендовано учитывать следующее:
- для стержня диаметром до 14 мм и при работе на обычных сварочных машинах, можно воспользоваться устройствами типа «АНО-21»;
- для работы с металлом свыше 14 мм, использованию подлежат электроды, диаметром 4 мм;
- необходимо корректно подобрать величину тока, что влияет на качественные характеристики шва. Можно провести несколько проб с куском проволоки, используемой для создания сетки. Если электрод слегка прилипает к металлу, ток увеличивается;
- электроды для сварки арматуры А500С, должны быть предназначены для работы с низкоуглеродистой статью.
Определив нагрузку на фундамент, можно рассчитать сечение прута, который понадобится для армирования. Например, для двухэтажного коттеджа понадобится d – 14-18 мм
Технология проведения сварки
Чаще всего ванна для сварки арматуры применяется в строительстве, когда приходится работать с тяжелыми и ответственными конструкциями. С их помощью создают каркасы для высотных зданий. Сваривание происходит на высоких токах. Дуга выбирается трехфазная или однофазная. На каждую ванну следует рассчитывать потратить от 1 до 4 электродов соответствующей толщины, в зависимости от размеров арматуры.

Ванная сварка арматуры
Перед началом сваривания, концы арматуры зачищаются щеткой по металлу. Прутья устанавливаются соосно с относительно небольшим зазором. Арматуру располагают горизонтально. На месте будущего стука приваривают ванну. В ней начинают формировать массу расплавленного наплавочного материала. Под действием высокой температуры концы арматуры плавятся и привариваются к накладной скобке для ванной сварки. Затем происходит обработка соединения.
Технология сварочной ванны
Соединение арматурных стержней и других элементов сплошного сечения осуществляют следующим образом:
- Их устанавливают в кондукторе с некоторым зазором.
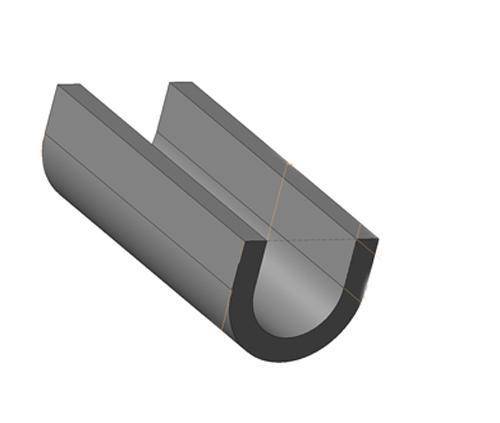
- Ограничивают пространство между заготовками с 3 сторон специальными накладками или U-образной скобой.
- Плавящимся электродом нагревают торцы до разжижения. Их необходимо постоянно поддерживать в таком состоянии, перемещая инструмент от одного изделия к другому. Постепенно зазор между ними заполнится расплавленным металлом.
Рекомендуем к прочтению Что такое холодная сварка и как ею пользоваться Различают ванную и ванно-шовную технологии. Во втором случае накладку приваривают к заготовкам фланговыми швами. В результате она усиливает стык, воспринимая часть нагрузки.
С использованием одного электрода
Для заполнения сварочной ванны 1 расходника не хватает. Так, для соединения арматуры диаметром 28 мм требуется 3 электрода толщиной 4 (мм).
Начинающие сварщики могут с такой задачей не справиться.
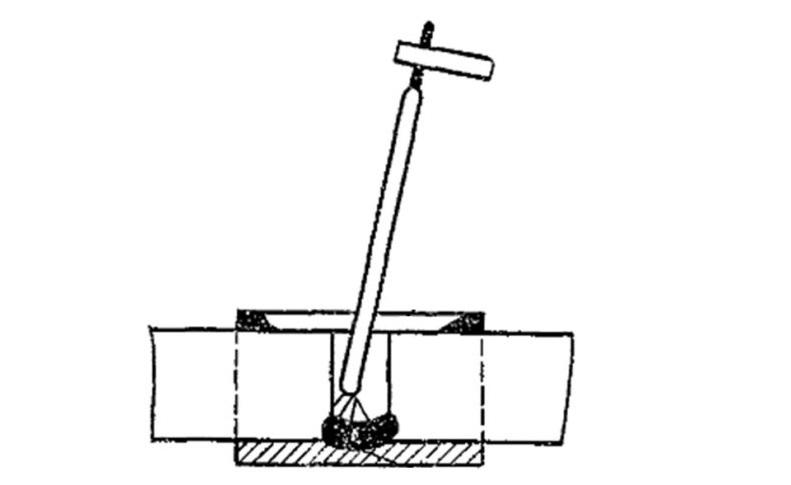
Одноэлектродная сварка.
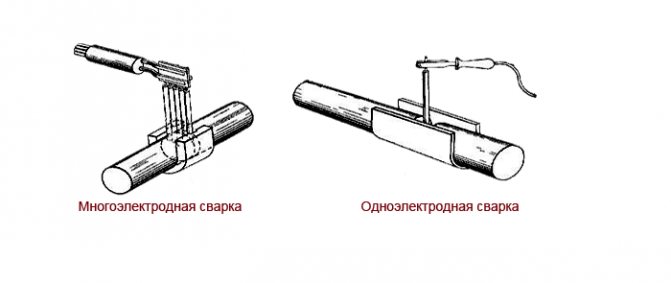
Многоэлектродная сварка
Проще формировать шов одновременно несколькими расходниками – т.н. гребенкой электродов. До начала работ их прихватками крепят к стальной пластине так, чтобы часть ее оставалась свободной. Этот хвостовик помещают в электрододержатель.
Техника исполнения не отличается от 1-электродного способа.
Трехэлектродная ванная сварка.
Технология сварки ванным способом
В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий.
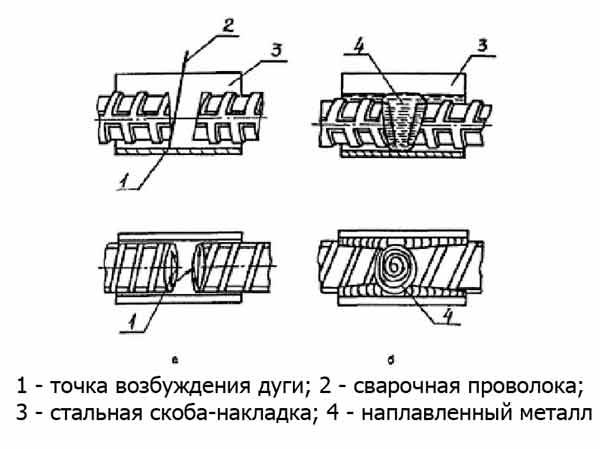 Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем
 Ванночка для сварки арматуры
Ванночка для сварки арматуры
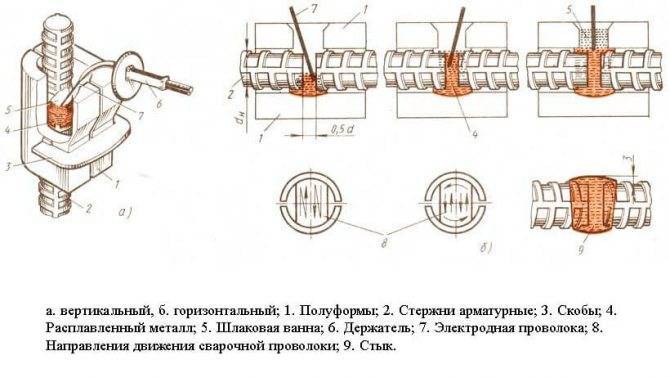
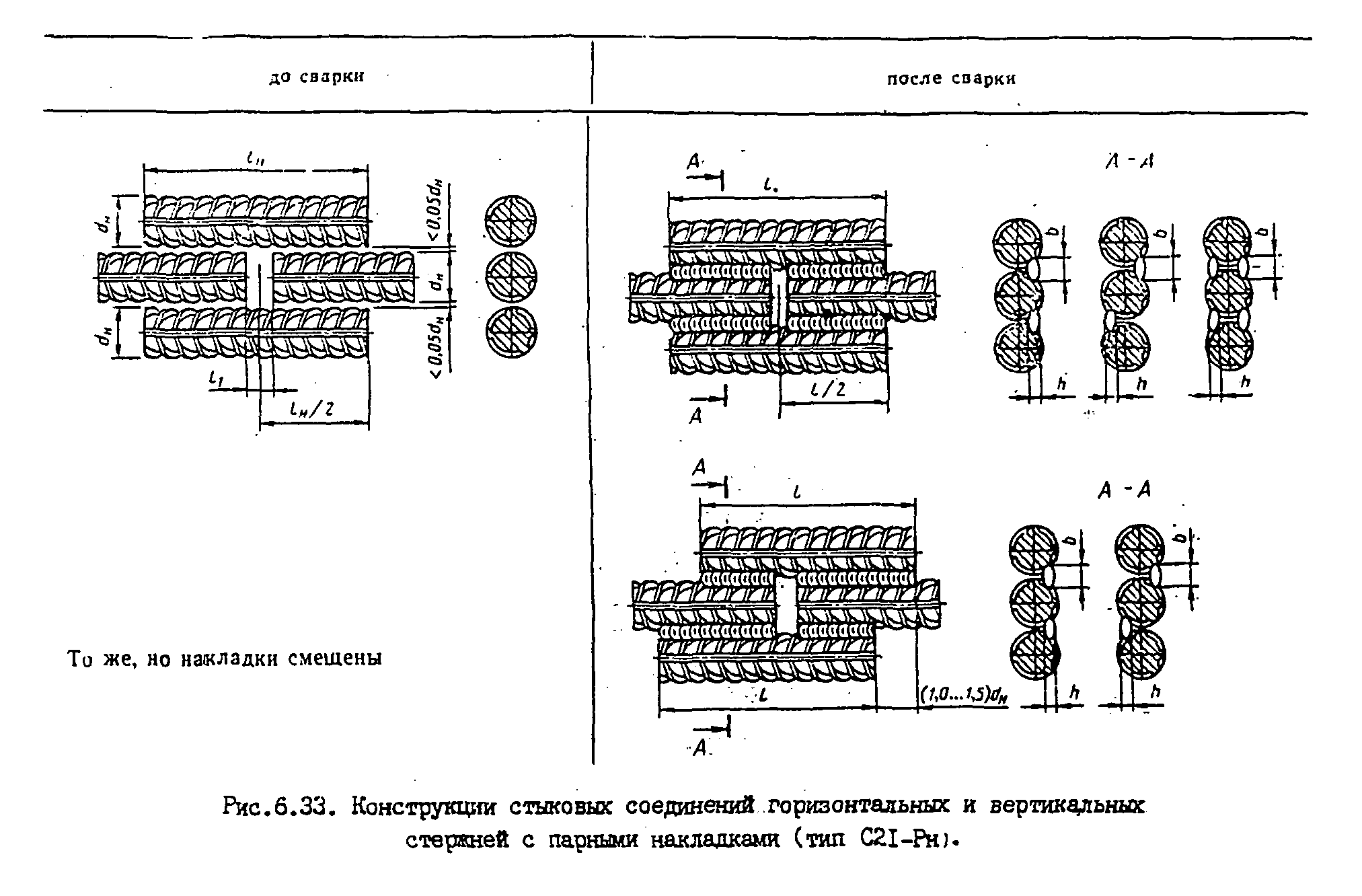
Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Достоинства и недостатки ванной сварки
Эта технологии позволяет достичь высокого уровня однородности сварочного шва. В процессе работы шлак и пузыри, содержащие инертный газ, собираются на поверхности, кардинально повышая прочность соединения.
Достоинствами рассматриваемого метода являются следующие его особенности:
- Подбор ванночки не содержит сложностей и может быть осуществлён на основе визуальных признаков.
- Применяя рассматриваемый метод можно обеспечить надёжное соединение стержней, сделанных из разных металлов.
- Такой способ соединения при ванной сварке арматуры и колонн деталей характеризуется высокой прочностью и долговечностью.
- При соединении прутков нагрев происходит равномерно, а не точечно.
- Этот метод удобно применять для сварки неподвижных элементов конструкций.
- Проведение диагностики шва при помощи гамма-лучевого метода позволит объективно оценить его качество.
- Таким способом можно сваривать стержни разных диаметров.
- Для сварки используется обычное оборудование. Здесь нет необходимости в применении дополнительных средств.
- В процессе работы разогрев прутков осуществляется равномерно, что способствует высокой прочности соединения.
- Нет необходимости в осуществлении дополнительных расходов при выполнении работ рассматриваемым способом.
При работе необходимо учитывать наличие следующих недостатков:
- Если сварщик решил использовать медные ванночки, то он должен быть готов к увеличению стоимости проведения работ.
- Высокое качество сварки может быть гарантировано только при точном соблюдении температурного режима.
- Сварка арматуры ванным способом требует проведения предварительных работ, которые могут потребовать определённого времени.
- Чтобы уменьшить количество образовавшегося шлака, нужно обеспечить постепенное остывание деталей.
Когда выполняется ванная сварка арматуры, технология требует от мастера принимать во внимание все особенности этого вида работ. Шов при ванной сваркеИсточник essentuki.gde.ru

Шов при ванной сваркеИсточник essentuki.gde.ru

Особенности сварки
Описываемый метод ванной сварки имеет также ряд дополнительных особенностей, которые вам необходимо знать. Сварка ванным способом не так уж сложна, но это все-таки полноценная технология, со своими нюансами.

Во-первых, ванную сварку нужно выполнять беспрерывно
Это очень важно для равномерного плавления. Ведь у некоторых металлов температура плавления настолько высока, что требует много времени
А благодаря непрерывному процессу металл плавится гораздо быстрее.
Во-вторых, во время сварки на поверхности металла могут образовываться пузыри из шлака и защитного газа (если вы используете его). Выше мы писали, что для их выхода нужно сделать небольшое отверстие в ванночке. Это действительно так. Но не воспринимайте шлак, как нечто чужеродное. Он наоборот защищает соединение от окисления.
Сварка арматуры ванным способом также предполагает образование защитной корки на поверхности соединения. Если она образовалась, значит вы соблюдали технологию и выполнили работу правильно. Не нужно сразу счищать корку, подождите, пока металл остынет. А пока деталь горячая ее можно аккуратно обстучать, чтобы вывести излишнее напряжение.
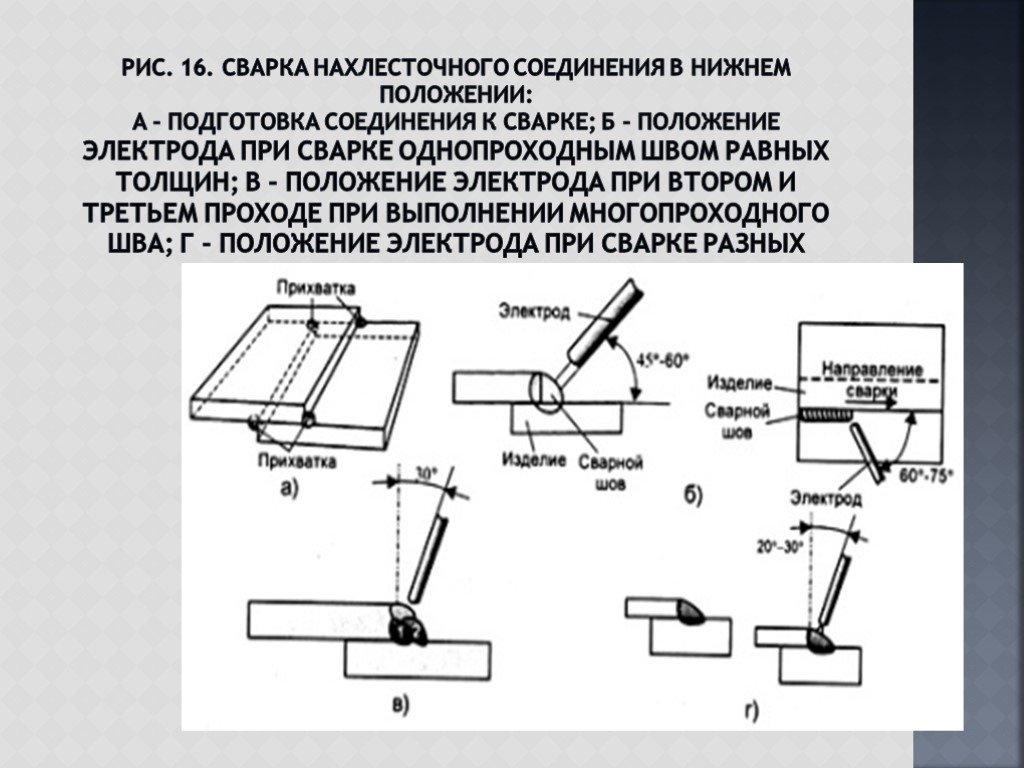
Пару слов о движении электрода. Не нужно держать его неподвижно на месте стыка, надеясь, что тепловая энергия сама распределиться по детали и металл равномерно расплавиться. Это частая ошибка у новичков. Движения должны быть поступательными, вместе с этим вы должны захватывать нерасплавленные кромки.
Скорость работы не должна быть слишком быстрой или слишком медленной. Если вы будете работать слишком быстро, то просто не расплавите металл до нужной температуры и соединение получится некачественным (хотя на первый взгляд может показаться, что все хорошо). А если вы наоборот будете работать слишком медленно, то не сможете расплавить металл равномерно и он распределится в ванночке так, что готовое соединение будет пористым и хрупким. Почитайте ГОСТы, чтобы знать, какая скорость сварки считается оптимальной.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов
Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Основные способы сварки
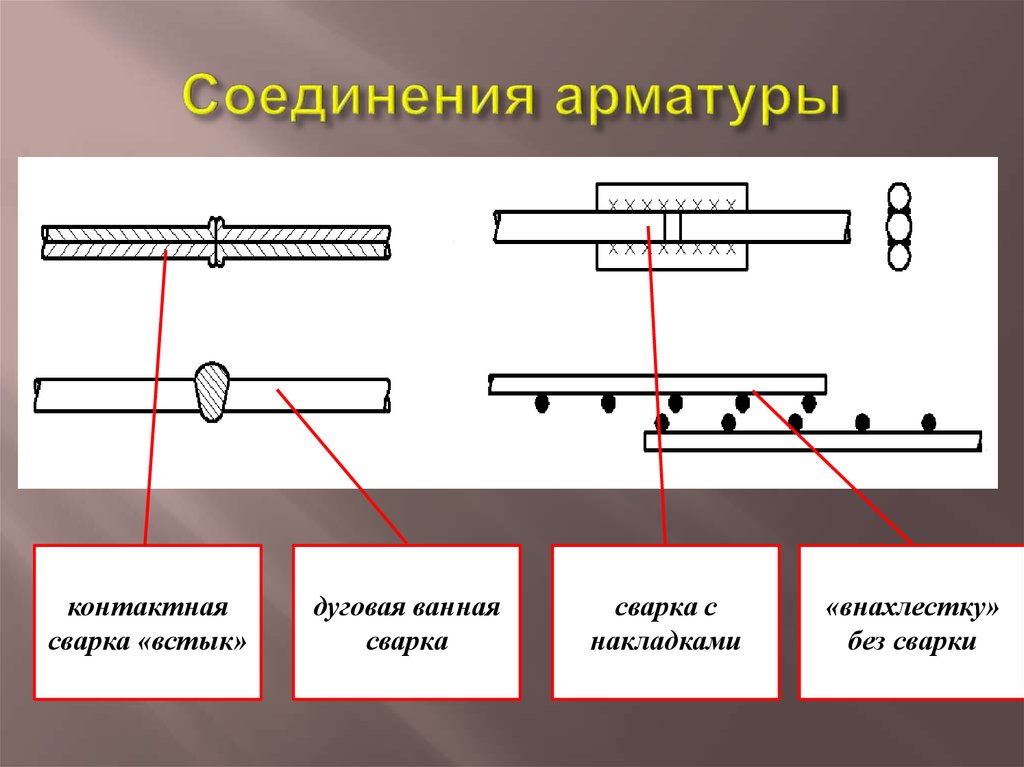
На сегодняшний день существует несколько способов соединения элементов арматурных каркасов при помощи сварки:
- электродуговая сварка;
- контактная стыковая сварка;
- контактная точечная сварка;
- сварка продольными швами;
- ванная сварка.
Электродуговая сварка
 Электродуговая сварка обеспечивает надежное соединение между собой стержней, изготовленных из различных типов стали. Она используется обычно на относительно небольших участках арматурных каркасов и не используется для соединения крупных массивных элементов конструкции.
Электродуговая сварка обеспечивает надежное соединение между собой стержней, изготовленных из различных типов стали. Она используется обычно на относительно небольших участках арматурных каркасов и не используется для соединения крупных массивных элементов конструкции.
Контактная стыковая сварка
Контактный стыковой метод сварки используется для прочного соединения стержней каркасов, имеющих различный диаметр. Данный способ требует существенного расхода таких материалов, как металл на швы и электроды. По этой причине он используется только в самых крайних случаях.
Контактная точечная сварка
 Контактная точечная сварка используется тогда, когда существует необходимость в соединении между собой металлических прутьев, диаметр которых составляет между собой более 50 мм. Данный метод предполагает относительно небольшие финансовые затраты и небольшой расход материалов. Но поскольку по степени надежности он существенно уступает стыковой сварке, используется точечная сварка только с очень малогабаритными элементами конструкциями небольшого веса.
Контактная точечная сварка используется тогда, когда существует необходимость в соединении между собой металлических прутьев, диаметр которых составляет между собой более 50 мм. Данный метод предполагает относительно небольшие финансовые затраты и небольшой расход материалов. Но поскольку по степени надежности он существенно уступает стыковой сварке, используется точечная сварка только с очень малогабаритными элементами конструкциями небольшого веса.
Сварка продольными швами
Сварка продольными швами применяется для соединения тяжеловесных элементов арматурной каркасной конструкции. Такой метод сварки является очень затратным, потому используется только в самых крайних случаях.
Ванная сварка
Ванная сварка представляет собой наиболее предпочтительный способ соединения элементов арматурных каркасов. Данный вид соединения осуществляется посредством специальных накладок. Электроды и металл на стыках при этом требуются в минимальных количествах, что позволяет сэкономить, и при том достаточно ощутимо.
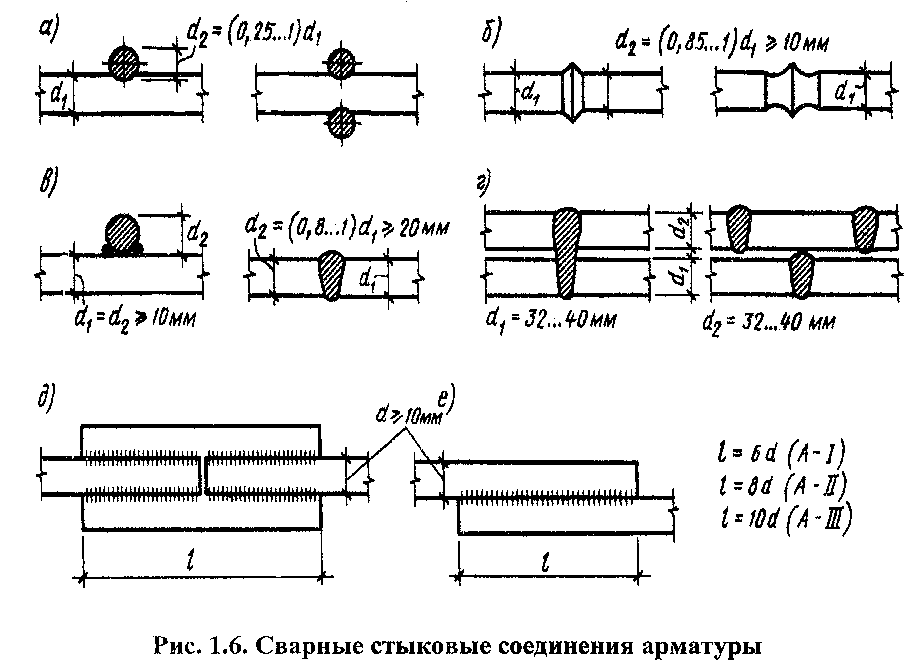
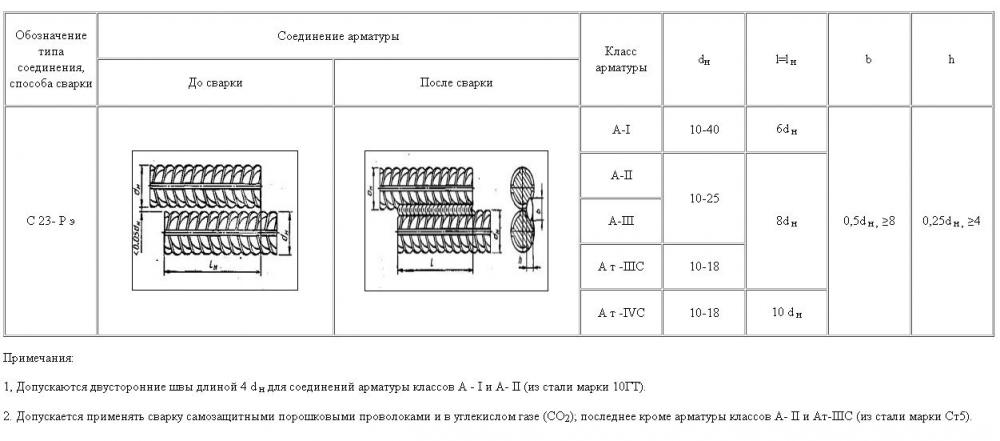
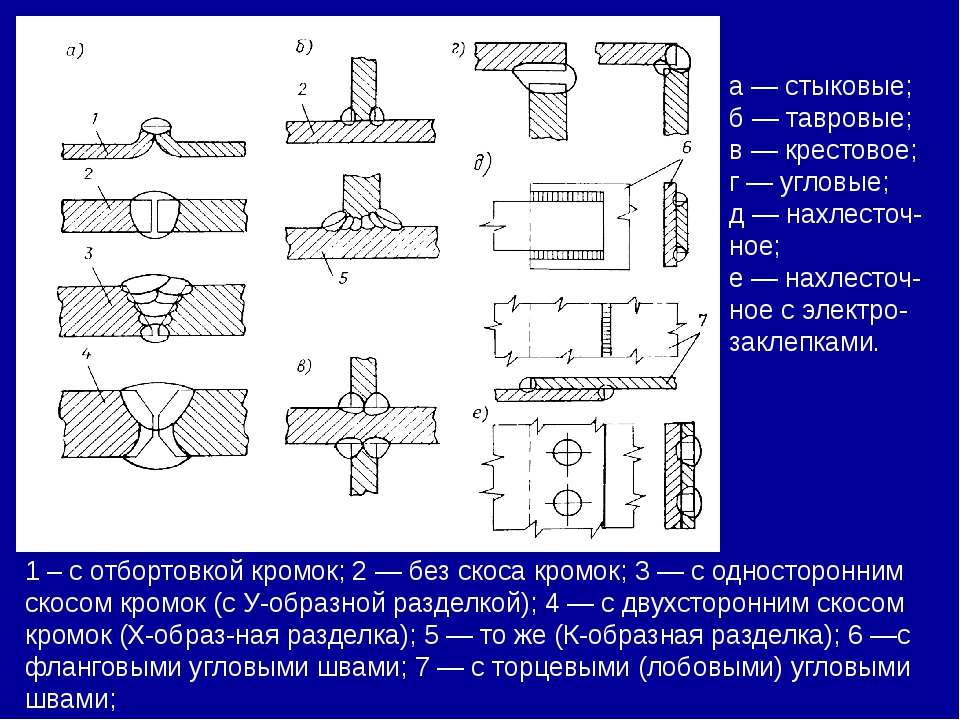
Экономическая оправданность ванной сварки доказана уже достаточно давно. И в последние годы многие строительные компании массово переводят своих работников на использование именно данной методики. Что касается сварных соединений стержней арматуры, по ГОСТу 14098-91 они могут быть следующих типов:
- стыковые;
- нахлесточные;
- тавровые.
Достоинства и недостатки
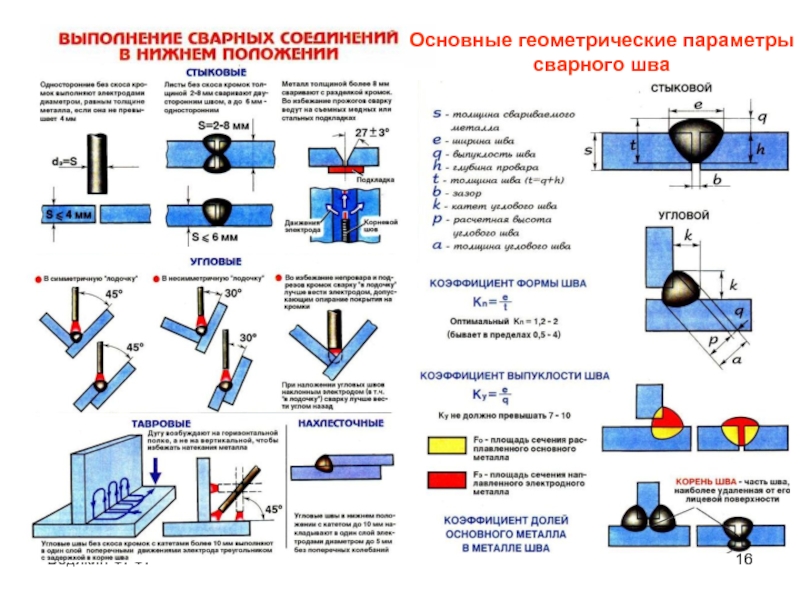
Сварочный материал и расплавленный металл арматуры, не растекаясь, заполняет ванночку и образует надежный шов, способный выдержать значительные нагрузки. Материал самой детали служит добавочным усилением для шва.
К остальным преимуществам ванной сварки относятся:
- минимальные затраты, обусловленные рациональным расходованием наплавочного материала;
- технология выполнения всех операций обеспечивает высокое качество шва при аналогичных условиях с другими методами сварки;
- ванный метод неоднократно испытан и проверен, имеется много литературы и пособий по производству работ;
- для каждого размера прутка, найдется подходящая ванночка – это обусловлено широким ассортиментом продукции.
Есть в ванном методе и недостатки. Использование стальных ванн может быть только одноразовым из-за приваривания к основному металлу. Медные ванночки, хотя можно применять несколько раз, цена их довольно высока. Необходимо также проводить подготовительные работы, что забирает время.
Недостатки носят сугубо субъективный характер, поэтому ванный способ соединения наиболее распространен.
Сварка арматуры для фундамента
Реализация подобных работ при обустройстве несущих конструкций, имеет некоторые особенности:
- металл нагревается до температуры, вызывающей его плавление, что обуславливает частичную потерю таких свойств, жесткость и прочность;
- чтобы нивелировать потери прочности, сваренный каркас должен быть более плотным;
- работы со сварочным аппаратом для создания армирующих конструкций для фундамента целесообразно проводить в том случае, если это позволяет характеристики грунта (отсутствие проседания и изменения структуры);
- заварив очередной стык, необходимо дать ему остыть и проверить металл на появление микротрещин;
- в местах стыковки проводится обработка шлифовальным инструментом, что обеспечить высокую прочность прилегания.
Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.

Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.
Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить маску-хамелеон), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Виды соединений арматуры
Армирующие стыки можно соединить в единую надежную конструкцию несколькими способами. Применение каждого из них требует точного соблюдения технологии, что обеспечивает надежность всей конструкции. Прочность соединений стальных прутьев, в зависимости от предполагаемой нагрузки, обеспечивается разными способами.
Различают три основных вида соединения:
- Методом нахлеста;
- Перекрестное;
- Встык.
Нахлесточное
Соединение арматуры внахлест чаще всего применяется при необходимости распределения сжимающих и растягивающих нагрузок по всей поверхности. Существует несколько правил, которым необходимо неукоснительно следовать при использовании этого метода:
- Соединение внахлест можно применять лишь на участках с наименьшим напряжением;
- Соединяемые прутья должны быть одного диаметра. Допускается лишь небольшое отклонение в исключительных случаях;
- Этот способ разрешается использовать лишь для соединения прутьев, диаметр которых не превышает 20 мм.
Иногда применяют соединение арматуры внахлест без сварки. В этом случае стальные прутья в местах пересечения связываются с помощью проволоки. Это возможно при создании металлоконструкций, которые не будут подвергаться большим нагрузкам. В промышленном производстве такой метод не используется, а для частного строительства иногда возможен. Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
Рекомендуем! Сварка алюминия аргоном для начинающих
Перекрестное
Крестообразное соединение прутьев металлического каркаса рекомендуется сваривать методом контактной точечной сварки. Этим способом изготавливаются сварные сетки, а также плоские каркасы из арматуры, с последующей их сборкой в пространственные конструкции.
Контактная сварка арматуры крестообразным способом осуществляется с использованием:
- В единичных случаях или мелком производстве – одноточечных машин стационарного или подвесного типа;
- Для массового промышленного производства – специализированных контактных многоточечных машин.
Для крестообразных соединений также может быть использован метод вязки. Он позволяет соединять между собой прутья арматуры любого диаметра, преимущественно до 20 мм. Стержни диаметром свыше 20 мм рекомендуется соединять сварным способом, при этом они создают большую площадь соприкосновения во время варки.
Стыковое
Сварка арматуры встык характерна соединением концов прутов по всей площади касания путем нагрева. Соединение стыков можно осуществлять двумя способами:
- Оплавление соприкасающихся плоскостей – стыки нагреваются до состояния оплавления;
- Нагрев соединяемых деталей методом сопротивления – при нагревании стык доводится до пластического состояния.
Выбор того или иного способа зависит от марки используемого металла, диаметра арматуры, а также от требований к прочности соединения. С особенностями сварки стыков и применения видов соединений можно ознакомиться, посмотрев данное видео:
Заключение
Подведем итоги. Для соединения арматурных прутков можно применять сварку. Основные сварочные методики — стыковое соединение ванным методом, сварка внахлест, крестообразное соединение, контактная сварка. Каждая из технологий обладает своими преимуществами и недостатками. Оптимальным методом соединения арматуры является сварка встык ванным методом, при котором прутки соединяются друг с другом с помощью U-образной металлической дуги.
Еще один хороший метод соединения арматуры — это точечная технология сварки. Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
- Яковлев, С. К. Расчет железобетонных конструкций по Еврокоду EN 1992. В 2 частях. Часть 1. Изгибаемые и сжатые железобетонные элементы без предварительного напряжения. Определение снеговых, ветровых и крановых нагрузок. Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.
- Ферстер, М. Справочная книга для инженеров-строителей. Часть I. Математика, механика, сопротивление материалов, статика сооружений, железобетон, геодезия / М. Ферстер. — М.: Государственное научно-техническое издательство, 1976.
- Салов, Александр Монолитное строительство: от теории к практике: моногр. / Александр Салов. — М.: LAP Lambert Academic Publishing, 2013.
- Статья на Википедии