
Физико-механические аспекты
Сущность КС заключается в последовательной реализации физико-механических процессов, способствующих образованию неразъемного сварного соединения. Для этого технологическую схему КС разбивают на следующие стадии:
- Механическое поджатие свариваемых деталей между электродами – для обеспечения плотного контакта между стыкуемыми поверхностями.
Сопрягаемые поверхности в силу своей шероховатости не являются идеально гладкими, поэтому физический контакт двух заготовок осуществляется по многочисленным площадкам микроскопических размеров (так называемые микроконтакты).
- Пропускание электрического тока через границу контакта сопрягаемых элементов – для нагрева до оплавления соединяемых поверхностей. На этой стадии КС начинается межатомное взаимодействие материалов деталей, способствующее формированию сварного соединения.
В соответствии с законом Джоуля – Ленца при прохождении электротока через поверхности сопрягаемых деталей происходит выделение тепла, количество которого возрастает при увеличении силы сварочного тока Iсв и омического сопротивления R участка прохождения тока.
Особенностью зоны контакта сопрягаемых металлов является ее высокое электрическое сопротивление Rк, значительно превышающее сопротивления других участков сварочной цепи – сопротивления Rдет свариваемых деталей и сопротивления прижимающих электродов Rэлек .
При прохождении тока через микроконтакты происходят сотни тысяч микрооплавлений, способствующих расплавлению всей контактирующей поверхности. При этом в процессе КС сами свариваемые заготовки практически не нагреваются, поскольку их сопротивление небольшое.
Для скорого нагрева зоны контакта необходимы мощные токи, сила которых достигает нескольких тысяч ампер. С учетом большой величины сопротивления Rк микрорасплавления происходят в течение десятых или даже сотых долей секунды, что обуславливает высокую скорость КС.
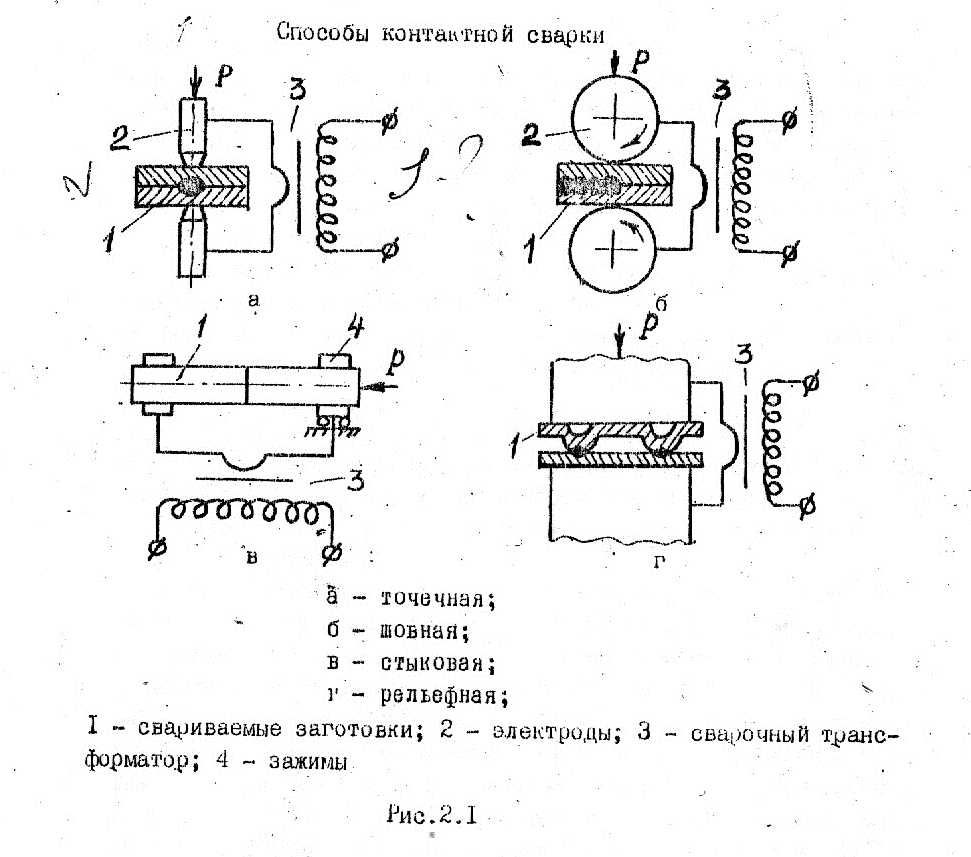
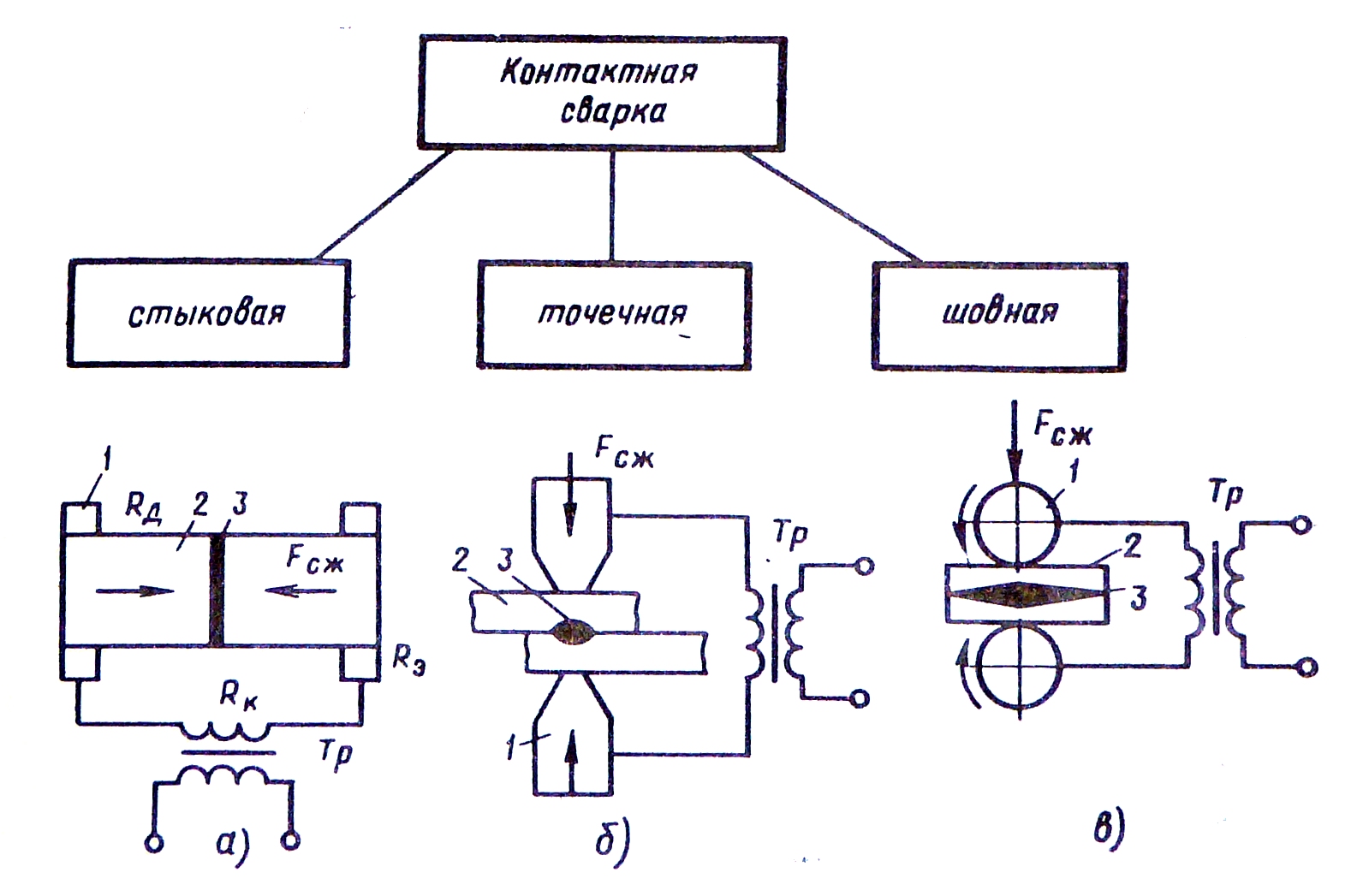
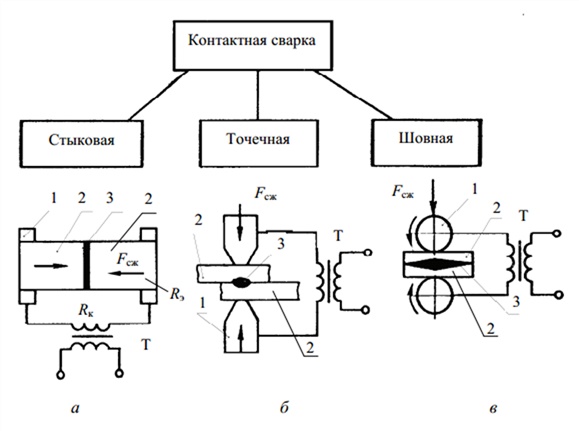
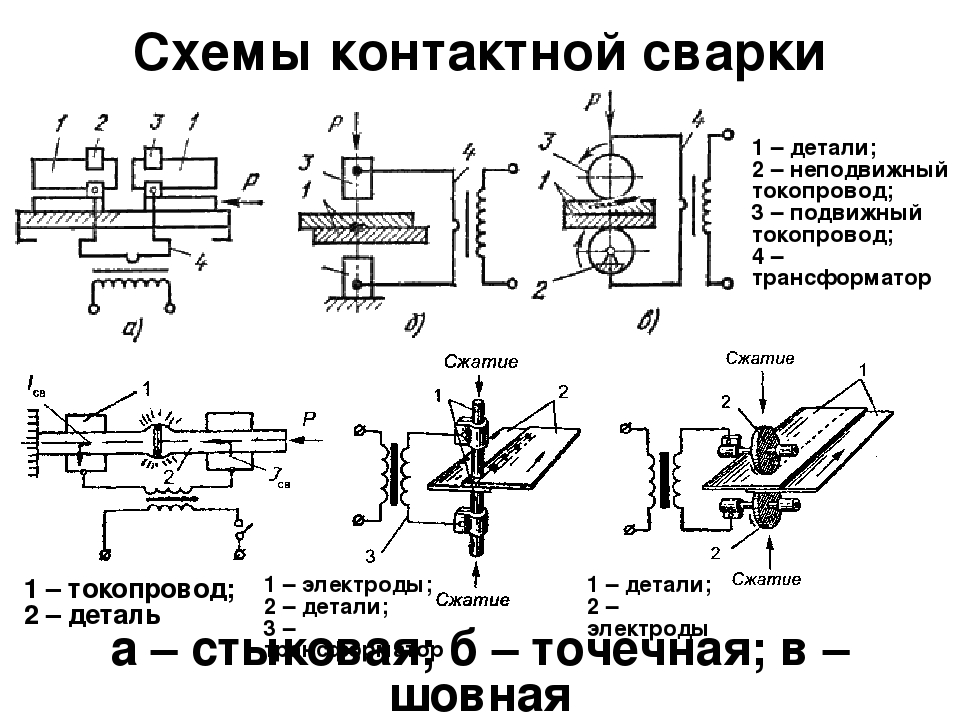
На рис. ниже показаны схемы КС, иллюстрирующие особенности сопряжения поверхностей двух свариваемых деталей:
- (а) – схема КС;
- (б) – схема непосредственного (физического) контакта деталей в процессе сварки.
- Осадку свариваемых частей, представляющую собой поджатие нарастающим усилием, — для создания местной пластической деформации и образования пространственных межатомных связей.
При локальном нагреве сопряженных деталей повышается пластичность металла в зоне контакта. Под действием сжимающего усилия микронеровности на границах микроконтактов сминаются, после чего начинается взаимное диффузное проникновение атомов до расстояний, соизмеримых с параметрами кристаллических решеток. Образуются новые структурные связи, в зоне контакта формируется сварное соединение.
- Отключение подачи электротока, охлаждение расплавленного металла в зоне контакта до его окончательной кристаллизации. В ходе процесса кристаллизации сжимающее воздействие электродов сохраняется в целях предотвращения дефектов усадочного характера – рыхлот, пор и трещин.
Разновидности процесса контактной сварки
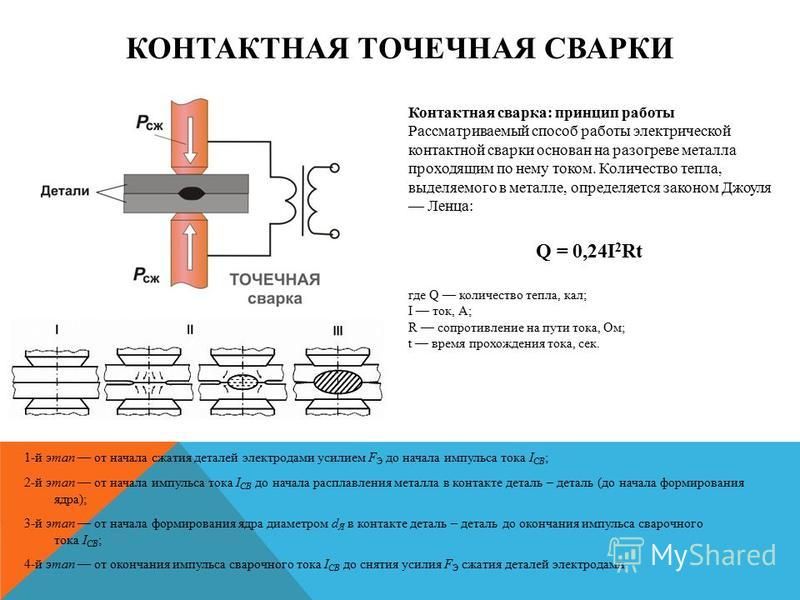
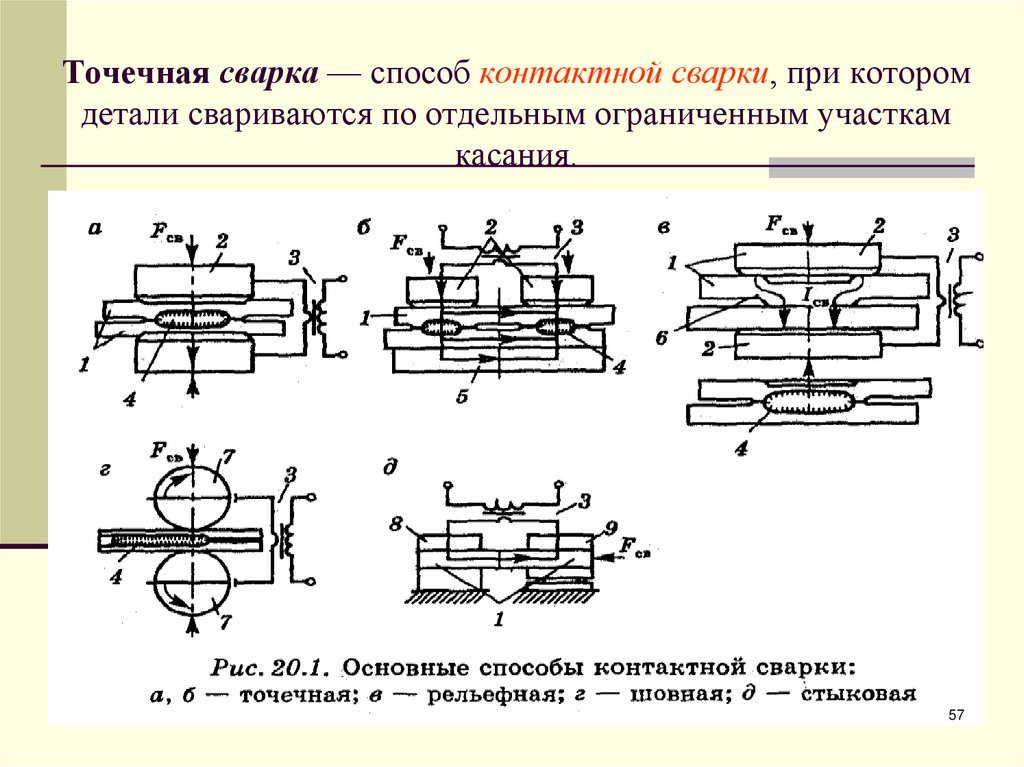
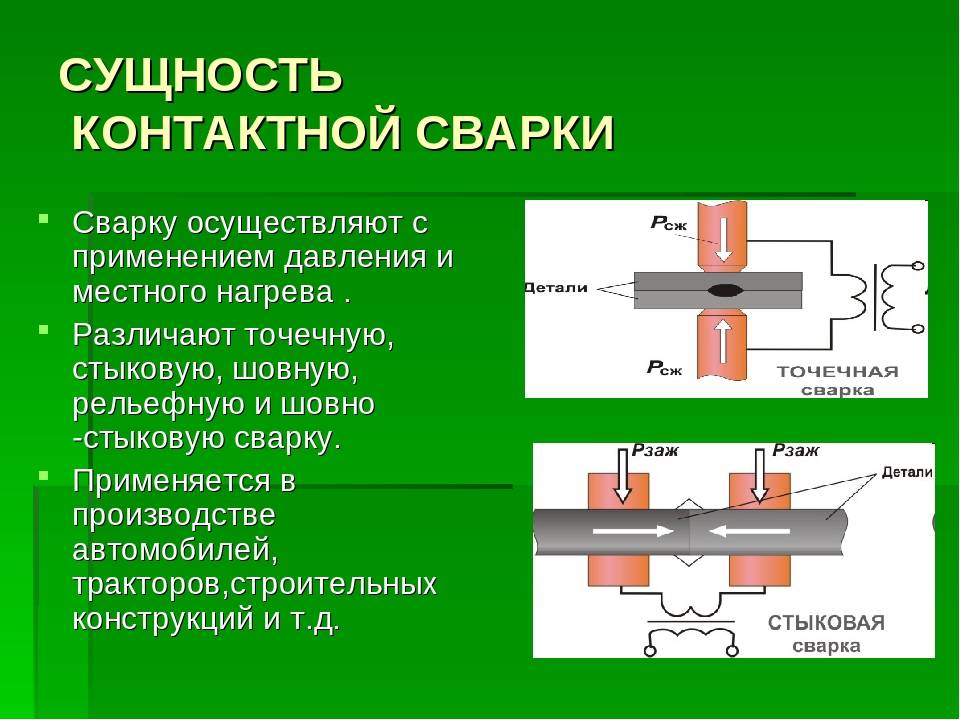
Точечная сварка
- Точечная сварка
- способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания (по ряду точек).
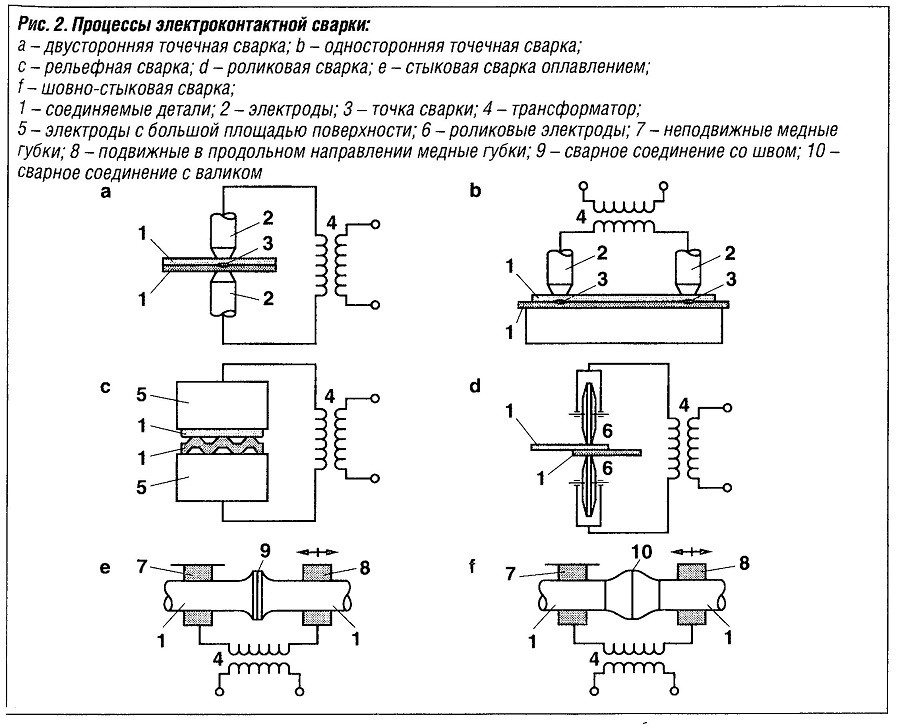
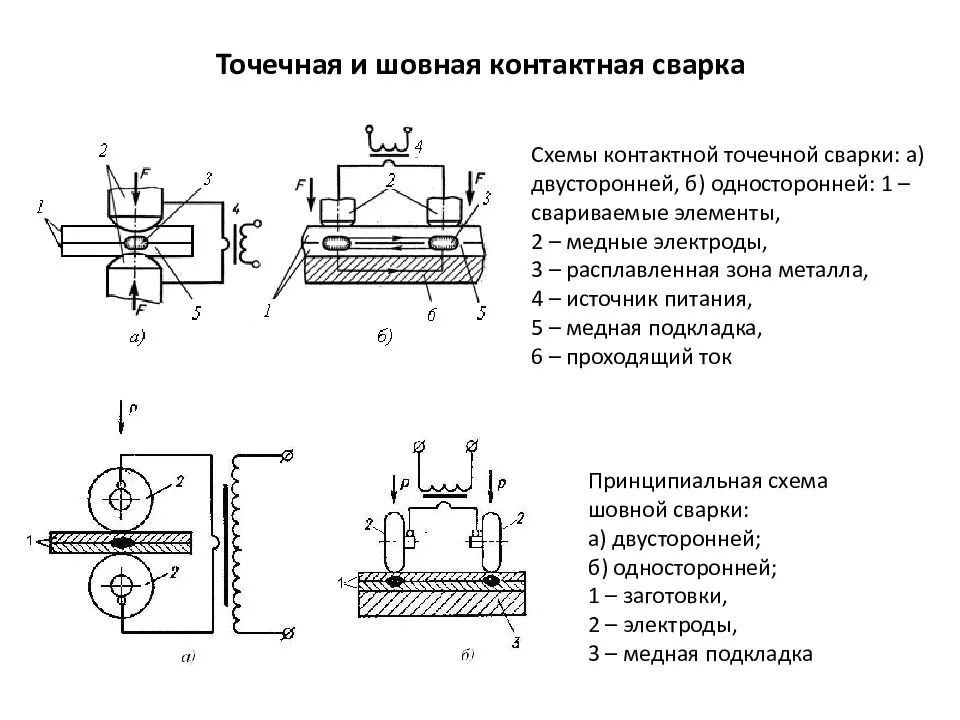
При точечной сварке детали 1 собирают внахлестку, сжимают между электродами 2, к которым подключен источник электрической энергии 3 (например, сварочный трансформатор). Детали нагреваются при кратковременном прохождении сварочного тока до образования зоны взаимного расплавления деталей 4, называемой ядром. Нагрев зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок 5, надежно предохраняющий жидкий металл от выплеска и от окружающего воздуха. Поэтому специальной защиты зоны сварки не требуется.
После выключения тока расплавленный металл ядра быстро кристаллизуется, и образуются металлические связи между соединяемыми деталями. Таким образом, образование соединения при точечной сварке происходит с расплавлением металла.
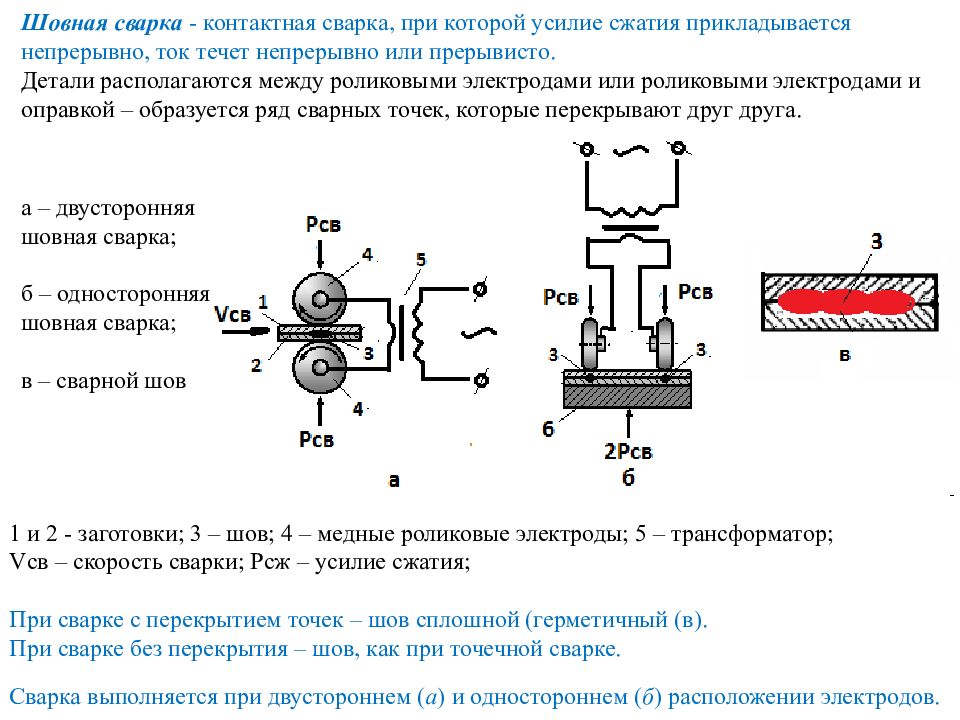
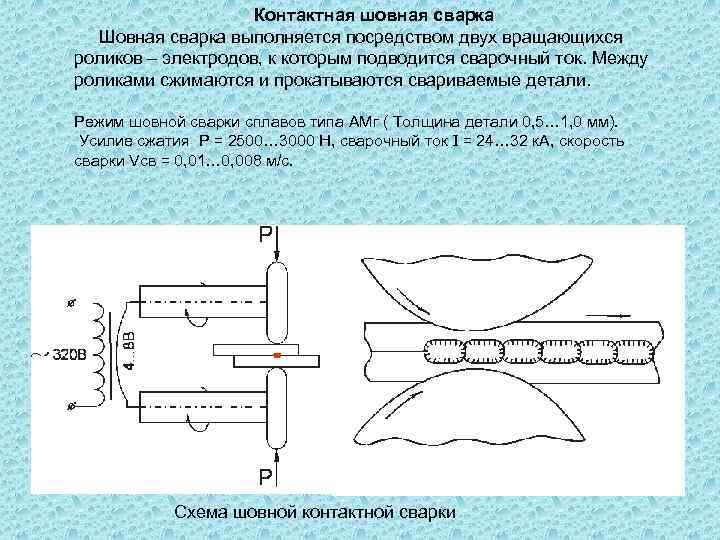
Шовная сварка
- Шовная сварка
- способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек.
Подвод тока и перемещение деталей осуществляют с помощью вращающихся дисковых электродов – роликов 2. Как и при точечной сварке, детали 1 собирают внахлестку и нагревают кратковременными импульсами сварочного тока от источника 3 в результате чего образуется ряд перекрывающихся точек 4.
Рельефная сварка
- Рельефная сварка
- одна из разновидностей точечной сварки.
При этом на поверхности одной из деталей 1 предварительно формируют выступ – рельеф, который ограничивает начальную площадь контакта деталей. В результате в этой зоне повышаются плотность тока и скорость тепловыделения. При нагреве рельеф постепенно деформируется; на определенной стадии процесса сварки формируется ядро, как при обычной точечной сварке. Сжатие деталей 1 и подвод к ним сварочного напряжения осуществляется при помощи плит 2.
Стыковая сварка
- Стыковая сварка
- способ контактной сварки, когда детали соединяются по всей площади касания (по всему сечению).
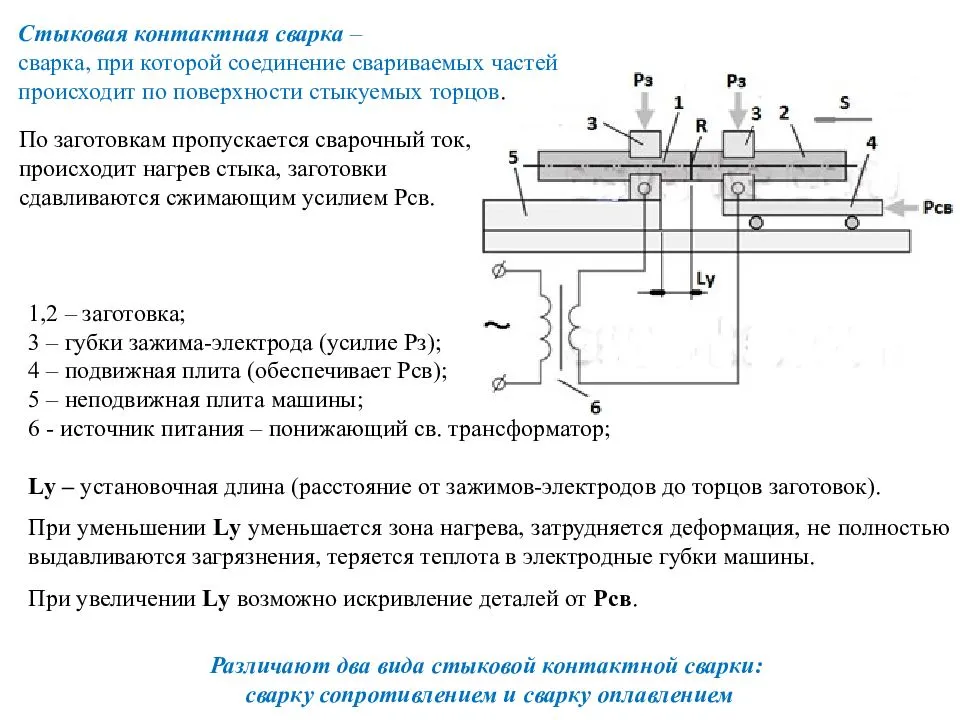
Детали 1 закрепляют в токоподводящих зажимах 2 и 4, один из которых (4) подвижен и соединен с приводом усилия сжатия машины. Напряжение к деталям подают от источника 3.
При стыковой сварке сопротивлением детали предварительно сжимают усилием и включают в сеть сварочный трансформатор. По деталям протекает сварочный ток, и происходит постепенный нагрев стыка деталей до температуры, близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей, которые деформируются в стыке. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт, и образуется соединение.
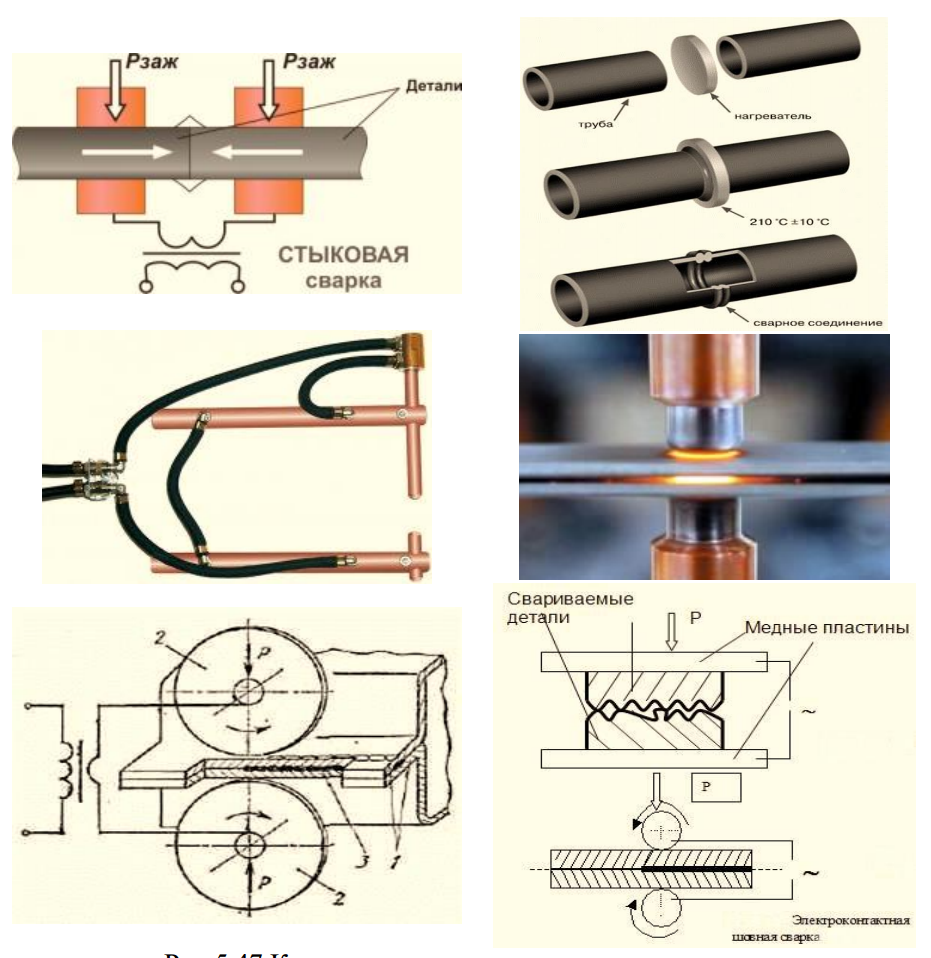
При стыковой сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают. При соприкосновении деталей в отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения контактов – перемычек. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивают скорость сближения и усилие осадки F деталей; торцы смыкаются, большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливается из зоны сварки, образуя утолщение – грат. Сварочный ток выключается автоматически во время осадки деталей. Для более равномерного нагрева деталей по сечению и получения однородных свойств соединений в ряде случаев до начала оплавления торец подогревают током способом сварки сопротивлением.
Шунтирование тока. Шунтирование тока проявляется в протекании части тока вне зоны сварки, например, через ранее сваренные точки при двухсторонней точечной сварке или через одну из деталей при односторонней сварке, при шовной сварке, при стыковой сварке изделий замкнутой формы. Шунтирование в значительной мере нарушает симметрию электрического поля и может привести к уменьшению плотности тока. Токи шунтирования обычно снижаются в процессе сварки за счет нагрева шунта и снижения сопротивления электрод-электрод.
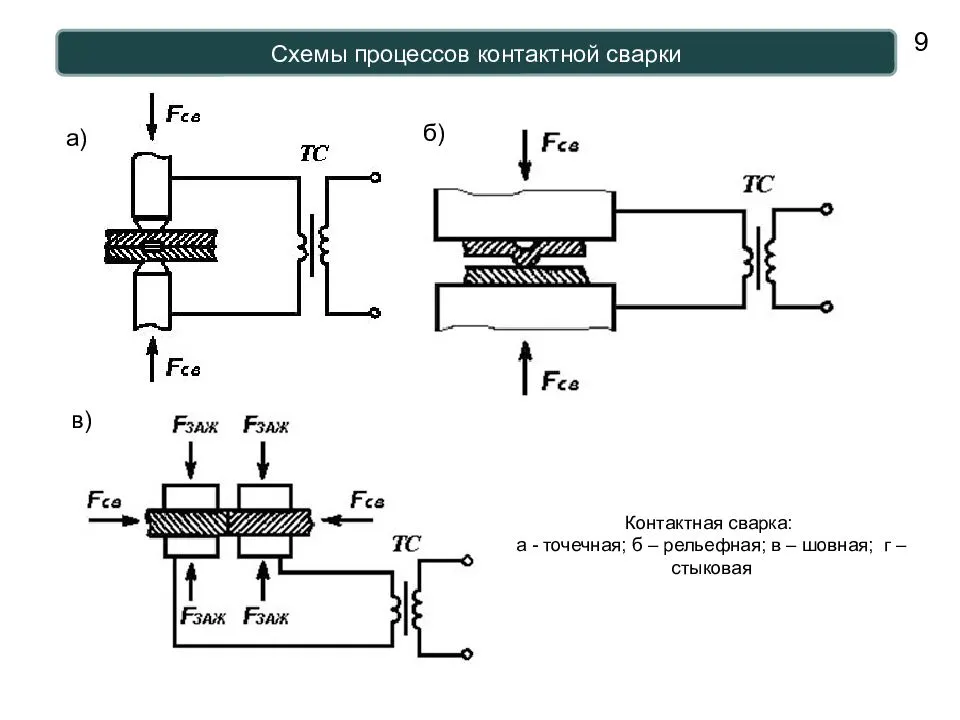
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.


Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Расходные материалы сварочного аппарата
Самый важный элемент сварочного аппарата – электроды или сварочная проволока. В процессе располагаются с одной или обеих сторон соединяемых деталей.
Односторонняя контактная сварка считается менее эффективной, ее применяют, когда нет возможности подвести электроды с двух сторон соединяемых деталей.
В этом случае ток замыкается по контуру поверхностей. Электроды в разных аппаратах имеют разнообразную форму, в зависимости от назначения оборудования.
Чаще всего используются неплавящиеся электроды, они изготавливаются из металлов, температура плавления которых выше, чем температура плавления соединяемых металлов.
При работе с подобными аппаратами используется припой для контактной сварки, чаще всего – медные, бронзовые сплавы с добавлением других металлов.
Изготовленные из тех же металлов, бронзовые, медные электроды для контактной сварки используются в аппаратах с расплавляемыми электродами, но такие выпускаются довольно редко.
Это интересно: Ручная электродуговая сварка — особенности применения
Виды и классификация способов контактной сварки
Известные способы контактной сварки, согласно ГОСТ 19521, классифицируются
по ряду технических и технологических признаков:
1. По технологическому способу (форме соединений) различают точечную,
шовную (роликовую) и стыковую
контактную сварку.
2. По конструкции соединения: виду сборки деталей — нахлёсточные и стыковые
(торцевые) соединения, предусмотренные выступы на одной из деталей — рельефная
сварка.
3. По предельному агрегатному состоянию металла в зоне сварки — с расплавлением
металла и без расплавления.
4. По количеству одновременно выполняемых соединений (швов) — одно- и многоточечная,
сварка одним или сразу несколькими швами, одновременная сварка одного или же
сразу нескольких стыков.
5. По способу подвода и по роду тока — наиболее распространённые способы с
кондукционным (контактным) подводом тока или с индукционным нагревом, характерным,
в основном, для стыковой контактной сварки, а также сварка импульсом переменного
тока или униполярным импульсом, для него характерно изменение во времени тока
одной полярности.
6. По применению дополнительных защитных или связующих компонентов (грунтов,
эмалей, клеев, припоев) — сварка по слою грунта, клеесварные и сварнопаяные
конструкции.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.
Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.
Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
Дефекты контактной точечной сварки
При качественном исполнении, точечная сварка обладает высокой прочностью и способна обеспечить эксплуатацию изделия в течение длительного срока службы. При разрушениях конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по сварным точкам.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.
Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Дефекты точечной сварки подразделяются на три типа:
- Отклонения размеров литой зоны от оптимальных, смещение ядра относительно стыка деталей или положения электродов;
- Нарушение целостности металла в зоне соединения;
- Изменение свойств (механических, антикоррозионных и др.) металла сварной точки или прилегающих к ней областей.
Наиболее опасным дефектом считается отсутствие литой зоны (непровар в виде «склейки»), при котором изделие может выдерживать нагрузку при невысокой статической нагрузке, но разрушается при действии переменной нагрузки и колебаниях температуры.
Прочность соединения оказывается сниженной и при больших вмятинах от электродов, разрывах и трещинах кромки нахлестки, выплеске металла. В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий, если они были.
Контроль качества готовых сварных соединений
Оценку качества сварных узлов, полученных различными способами КС, проводят с целью определения их соответствия техническим требованиям, предъявляемым к производимым изделиям. Для выявления дефектов КС используются методы разрушающего и неразрушающего контроля.
К основным методам неразрушающего контроля относят следующие:
- Внешний осмотр сварного контактного соединения. Особенностью этого метода применительно к КС является осложнение контроля качества из-за плотного прижатия деталей друг к другу, скрывающего некоторые недостатки соединения.
При оценке результатов сварки при внешнем осмотре партии однотипных изделий рекомендуется иметь образец-эталон сварного узла.
- Пневматические испытания для проверки герметичности швов, выполненных шовной сваркой. Готовое изделие заполняется сжатым воздухом небольшого давления и погружается в воду, чтобы выходящие пузырьки воздуха указали возможные места нарушения герметичности.
- Рентгеновское просвечивание, используемое для контроля ответственных изделий, работающих в условиях динамических нагрузок (оси, тяги и т.п.).
- Ультразвуковой контроль или УЗК, получивший широкое распространение благодаря промышленному выпуску простых в употреблении компактных приборов УЗК.
На рис. ниже показан рабочий момент УЗК с использованием ультразвукового дефектоскопа А1212 Мастер для поиска трещин, непроваров и других внутренних дефектов.
Методики разрушающего контроля основываются на отборе части изготовленной продукции (так называемые технологические пробы) и выполнении разрезов деталей по шву для определения дефектов. К основным методам разрушающего контроля относятся:
- механические испытания, в ходе которых сварные соединения испытываются на прочность и пластичность;
- металлографические испытания, в ходе которых определяют глубину проплавления металла, выявляются раковины, трещины, непровар и другие внутренние дефекты.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы
Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Режимы контактной точечной сварки

В условиях завода или обычного гаража для контактной точечной сварки используют специализированные машины. Таковыми являются аппарат точечной сварки Telwin ALUSPOTTER 6100, FoxWeld МТ-25 – машина контактной сварки, ручные клещи для точечной сварки TECNA 7915, подвесные точечные сварные клещи TECNA 7913 и так далее. Существует мягкий и жестким режим спот-сварки
Основные технические характеристики, на которые нужно обратить внимание сварщику, описаны в таблице ниже
| Технические значения | Усилия сжатия | Сила тока | Время сваривания | Диаметр рабочего элемента электрода |
| Описание | Обеспечивает надежный контакт между заготовками, а также создает их деформацию, что препятствует попаданию в зазоры расплавленного металла. Зависит от вида металла и толщины деталей. | Определяется химическим составом материала деталей и их общей толщиной. | Состоит в прямой зависимости от размера сварной точки в ядре контакта. | Понимается та часть заготовки, которая находится в контакте с рабочими поверхностями электрода. Этот технический аспект учитывается профессиональными сварщиками. |
Представленные технические величины в процессе сварки обязательны к исполнению! Даже минимальное отклонение от параметров может обернуться низким качеством сварки. Подбирать параметры нужно с учетом толщины материала. Их прямая зависимость описана в специализируемых таблицах, которые обязательно должны быть на рабочем месте профессионального сварщика.
История
В 1856 году английский физик Уильям Томсон (лорд Кельвин) впервые применил стыковую сварку. В 1877 году американский исследователь Элиу Томсон независимо разработал стыковую сварку и внедрил её в промышленность. В том же 1877 году русский изобретатель Николай Николаевич Бенардос предложил способы контактной точечной и шовной сварки.
Для осуществления процессов контактной точечной сварки использовались специальные клещи с угольными электродами, к которым подводился электрический ток. Затем две сложенные одна на другую стальные пластины зажимались клещами, а ток, подведённый к угольным электродам, проходя через металл, давал достаточное количество теплоты для образования сварной точки.
В 1886 году Э. Томсон занимавшийся исследованиями и разработками в области контактной сварки подал заявку на патент, защищающий принципиально новый способ электрической сварки, описываемый следующим образом: «свариваемые предметы приводятся в соприкосновение местами, которые должны быть сварены, и через них пропускается ток громадной силы — до 200 000 ампер при низком напряжении — 1-2 вольт. Место соприкосновения представит току наибольшее сопротивление и потому сильно нагреется. Если в этот момент начать сжимать свариваемые части и проковывать место сварки, то после охлаждения предметы окажутся хорошо сваренными». Способ сварки называли «электрической ковкой» или «безогненным методом сварки».
В конце XIX века стыковая контактная сварка применялась для соединения телеграфных проводов. В своих дальнейших исследованиях Элиу Томсон стал комбинировать нагрев электрическим током с пластическими деформациями, возможными благодаря применению гидравлических систем сжатия. К началу XX века относятся сообщения о применении фирмой Fiat контактной сварки для изготовления самолётных двигателей.
В 1928 году фирма Stout Metal Airplane Company (отделение фирмы Ford Motor) использовала контактную сварку на линиях изготовления конструкций из дюралюминия. В начале 1930-х годов в Америке были проведены испытания контактной сварки легкоплавких металлов и их сплавов. В ходе проведённых исследований были разработаны технологии и оборудование, которые приняли в производство фирмы Douglas, Boeing и Sikorsky Aircraft.
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
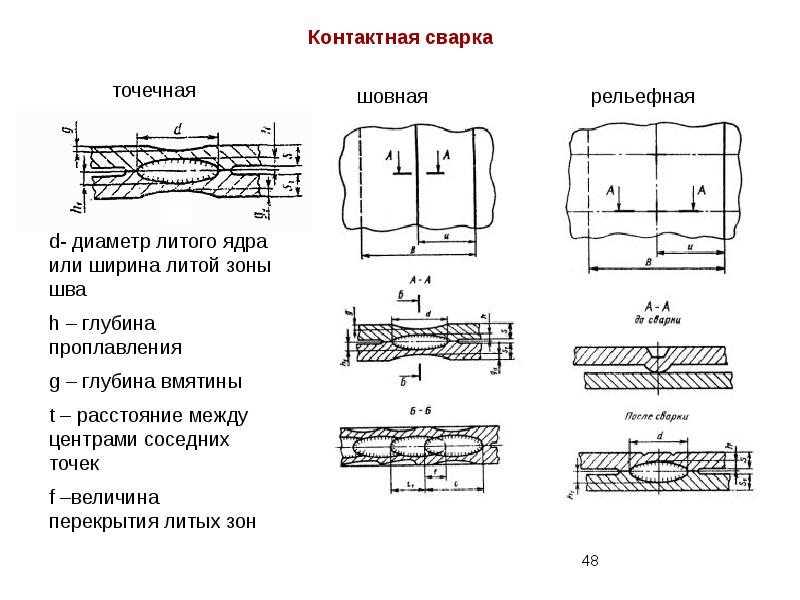

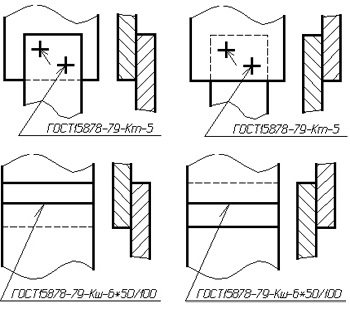

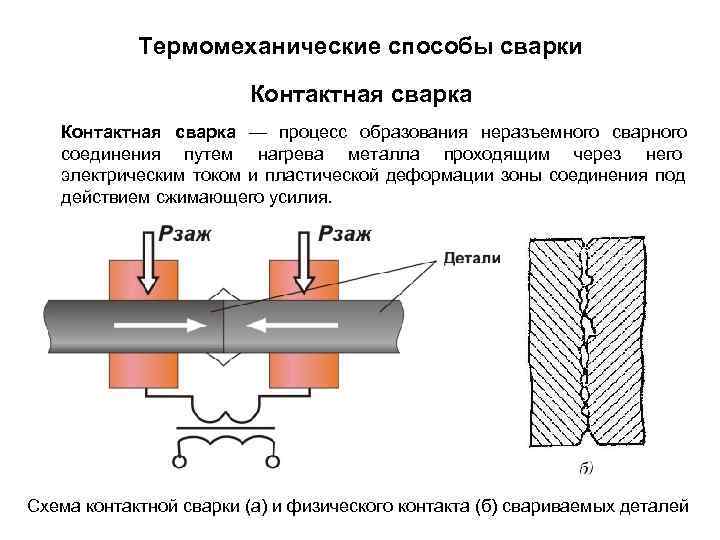
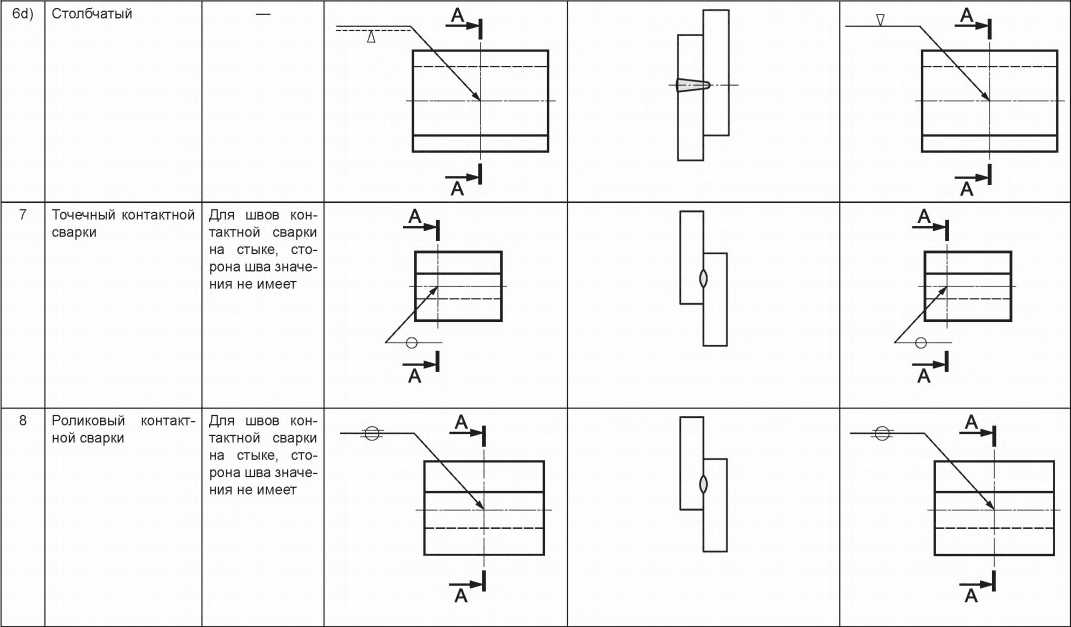
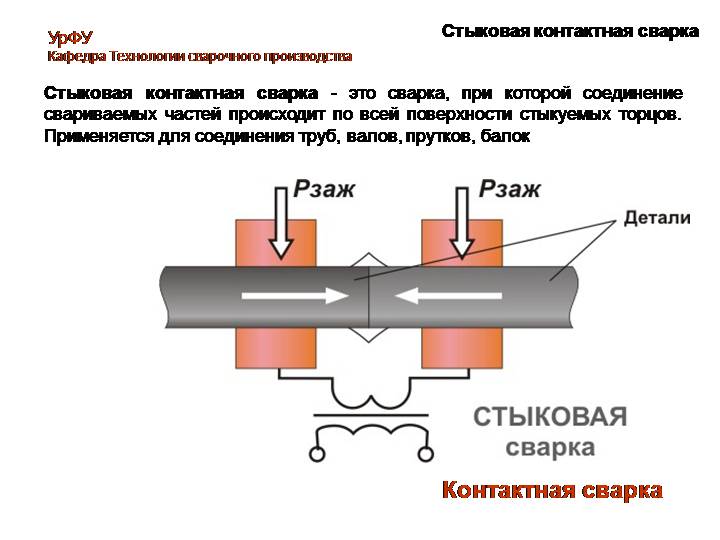
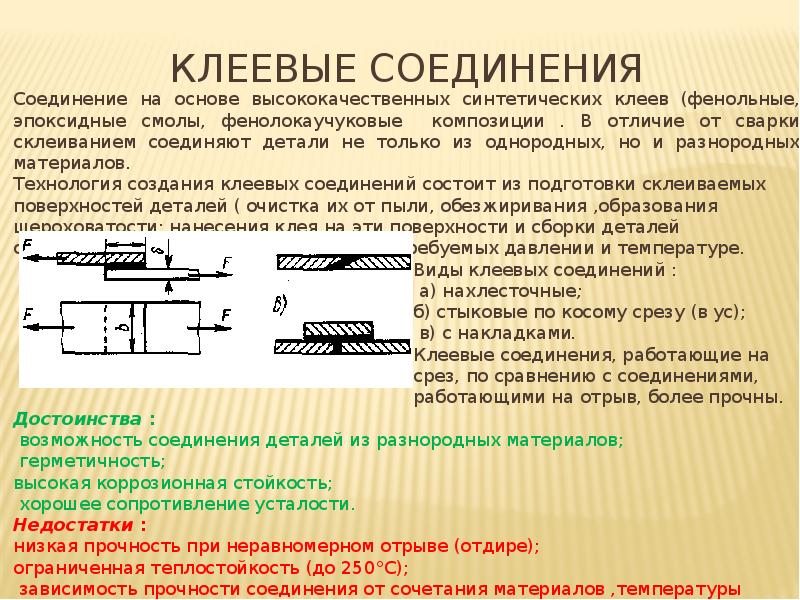
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.