
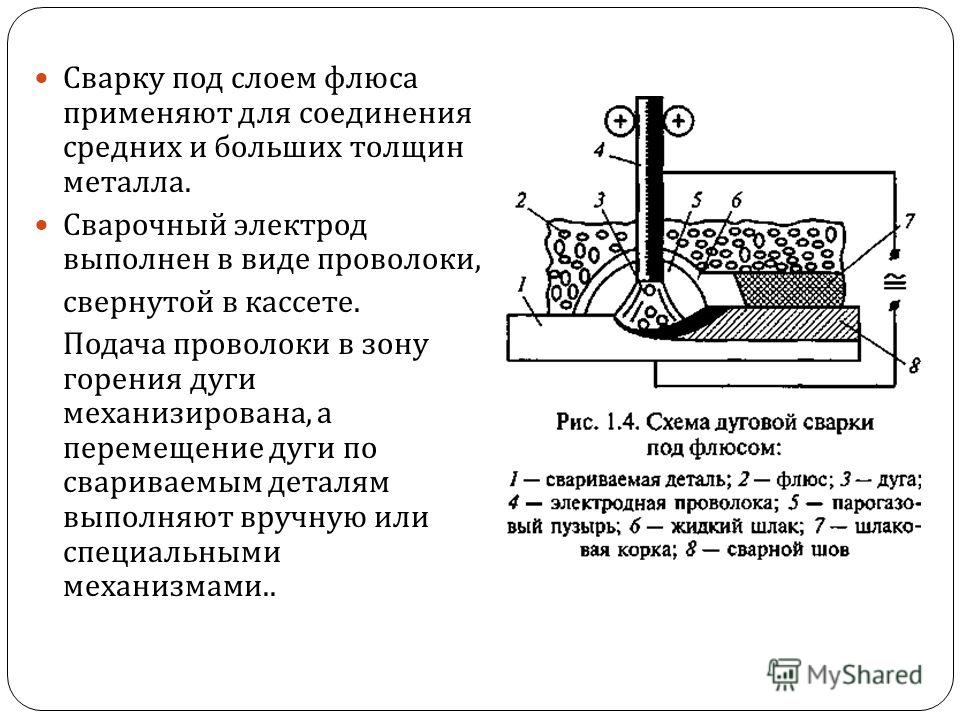
Основные способы сварки
На сегодняшний день существует несколько способов соединения элементов арматурных каркасов при помощи сварки:
- электродуговая сварка;
- контактная стыковая сварка;
- контактная точечная сварка;
- сварка продольными швами;
- ванная сварка.
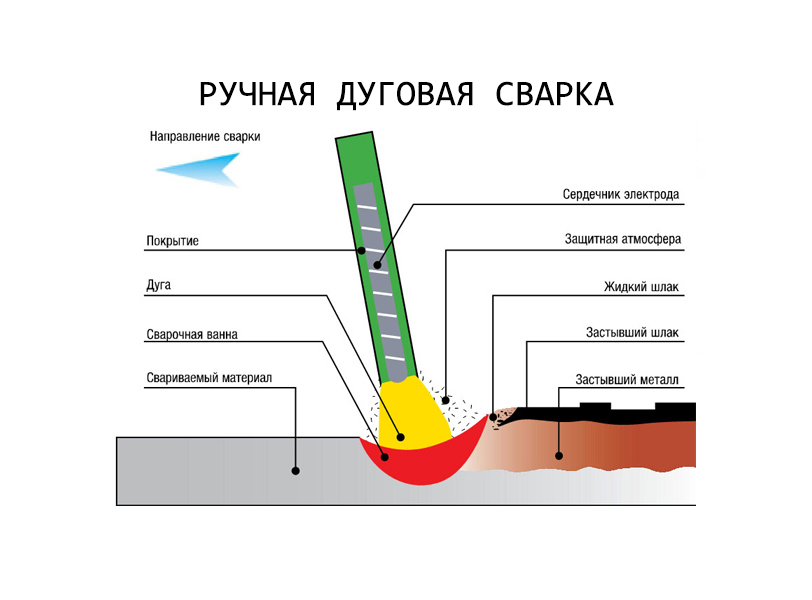
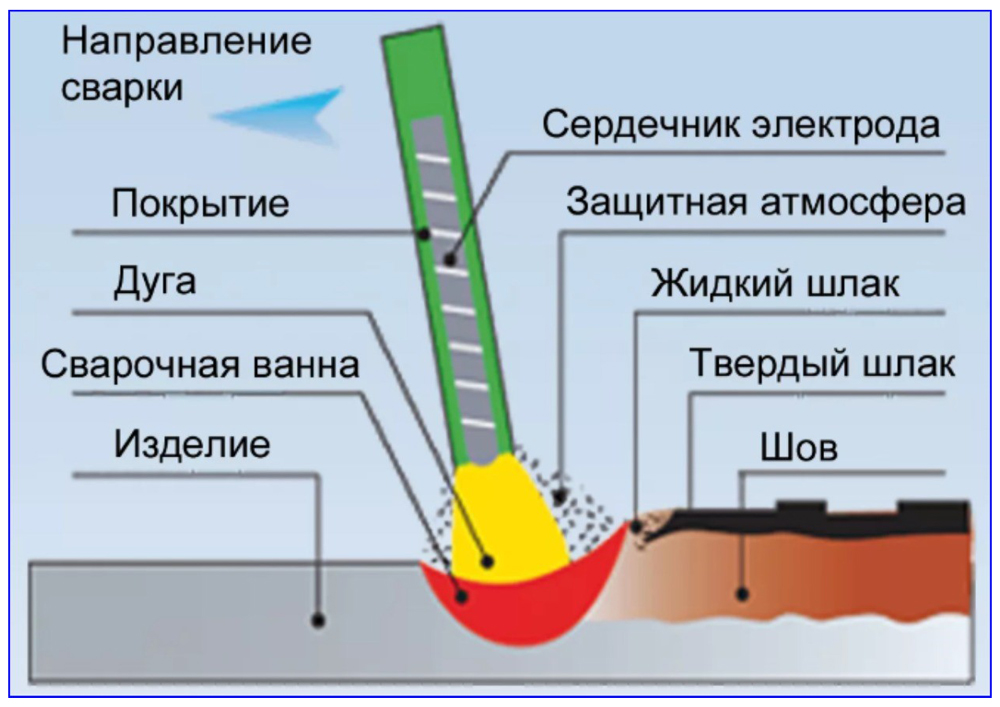
Электродуговая сварка
Электродуговая сварка обеспечивает надежное соединение между собой стержней, изготовленных из различных типов стали. Она используется обычно на относительно небольших участках арматурных каркасов и не используется для соединения крупных массивных элементов конструкции.
Контактная стыковая сварка
Контактный стыковой метод сварки используется для прочного соединения стержней каркасов, имеющих различный диаметр. Данный способ требует существенного расхода таких материалов, как металл на швы и электроды. По этой причине он используется только в самых крайних случаях.
Контактная точечная сварка
Контактная точечная сварка используется тогда, когда существует необходимость в соединении между собой металлических прутьев, диаметр которых составляет между собой более 50 мм. Данный метод предполагает относительно небольшие финансовые затраты и небольшой расход материалов. Но поскольку по степени надежности он существенно уступает стыковой сварке, используется точечная сварка только с очень малогабаритными элементами конструкциями небольшого веса.
Сварка продольными швами
Сварка продольными швами применяется для соединения тяжеловесных элементов арматурной каркасной конструкции. Такой метод сварки является очень затратным, потому используется только в самых крайних случаях.
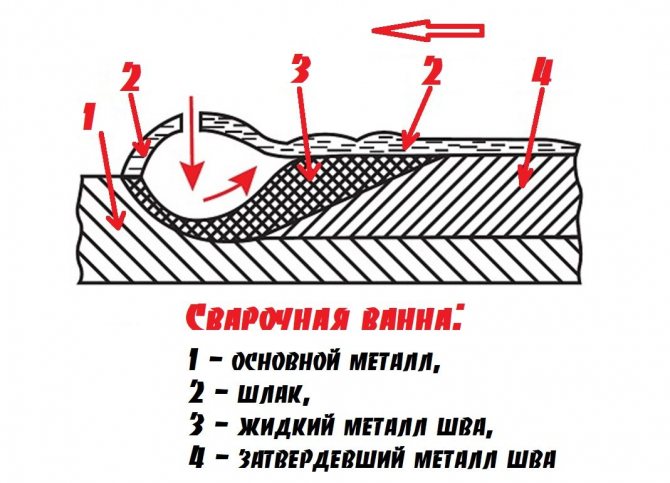
Ванная сварка
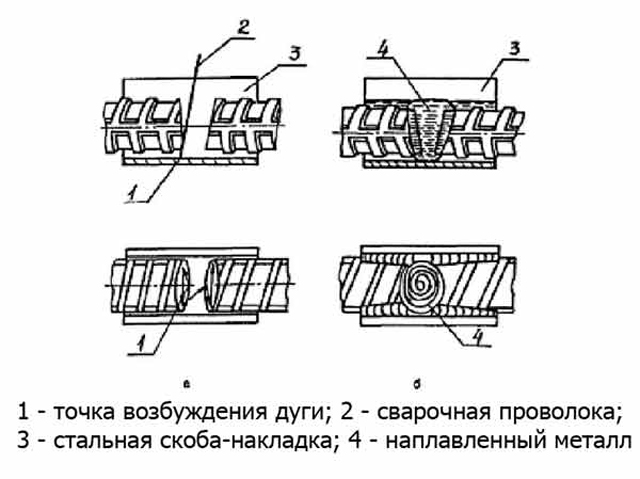
Ванная сварка представляет собой наиболее предпочтительный способ соединения элементов арматурных каркасов. Данный вид соединения осуществляется посредством специальных накладок. Электроды и металл на стыках при этом требуются в минимальных количествах, что позволяет сэкономить, и при том достаточно ощутимо.
Экономическая оправданность ванной сварки доказана уже достаточно давно. И в последние годы многие строительные компании массово переводят своих работников на использование именно данной методики. Что касается сварных соединений стержней арматуры, по ГОСТу 14098-91 они могут быть следующих типов:
- стыковые;
- нахлесточные;
- тавровые.
Дуга электрической сварки
После тщательного изучения плюсов и минусов ручного сварочного оборудования можно перейти к осмотру электрических приборов. Перед тем как возбудить дугу, сварщик касается кончиком электрода металлической заготовки, отводя её кончик на 3 миллиметра. Таким образом, начинается вспыхивание дуги, равноудаленная длина которой поддерживается с помощью постепенного опускания самого электрода в меру его плавления
Важно успеть закрыть лицо щитком перед формированием дуги. Другой способ зажигания дуги заключается в проведении кончиком электрода по поверхности заготовки, после чего необходимо увести его на короткое расстояние
Дугу поддерживают как можно короче. Известно, что короткие дуги уменьшают количество мелких капель, к тому же в таком случае плавление электрода осуществляется в свободном темпе, обеспечивая ровный пучок искр. В таком случае глубина проплавления становится максимально большой.
Если ручной станок не способен выдавать конкретную глубину, то электрод начинает плавиться и окисляться, что приводит к его разгибанию. Из-за этого шов получается неровным и содержит в себе большое количество оксидов.
Вы должны понимать, что длина дуги контролируется с помощью звука, который появляется при горении. Электрическая дуга с определенной длиной издаёт равномерный звук на одном тоне. Если эта деталь слишком длинная, тон становится по-особому резким, а иногда он сопровождается громкими хлопками. Если по каким-либо причинам происходит обрыв дуги, её необходимо повторно возбудить, тщательно заварив провал в месте обрыва. Затем можно продолжить сварку шва.
 Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Уровень квалификации и опытность сварщика отыгрывают значительную роль в том, насколько умело происходит зажигание и последующее контролирование длины дуги.
Ведь чем успешнее поддерживается длина, тем выше получается качество швов, а соответственно — прочность самого соединения
Важно научиться правильно манипулировать электродом, перемещая его по линии накладываемого шва для придачи определенной формы
Особенности сварки ванным способом
Еще нередко он применяется при строительстве домов, железобетонных объектов и арматурных каркасов. Ванная сварка позволяет по всему предмету получать цельный силовой каркас. Причем использование ванного способа сварки позволяет работать со стыковой арматурой в любом удобном положении.
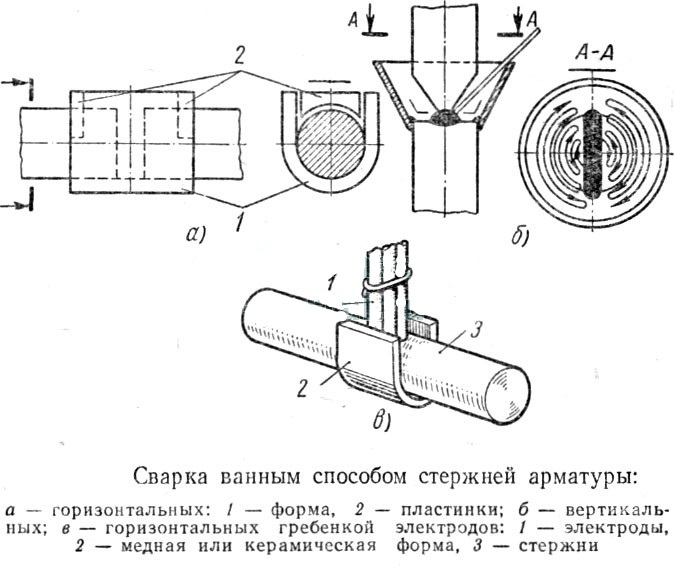
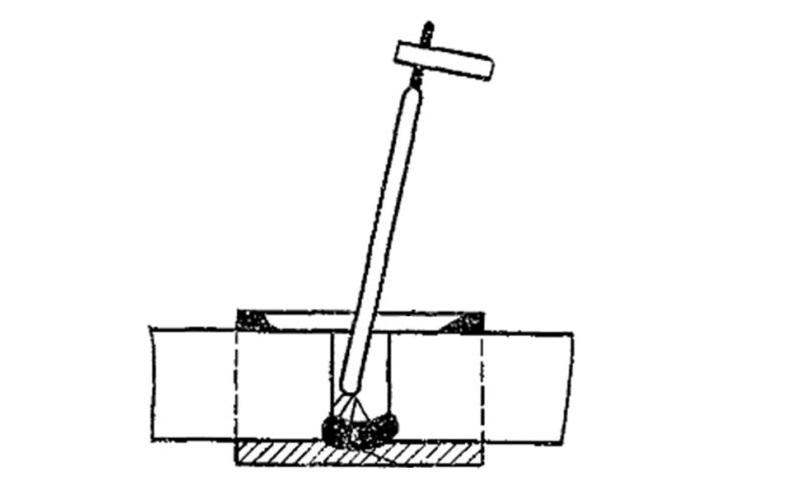
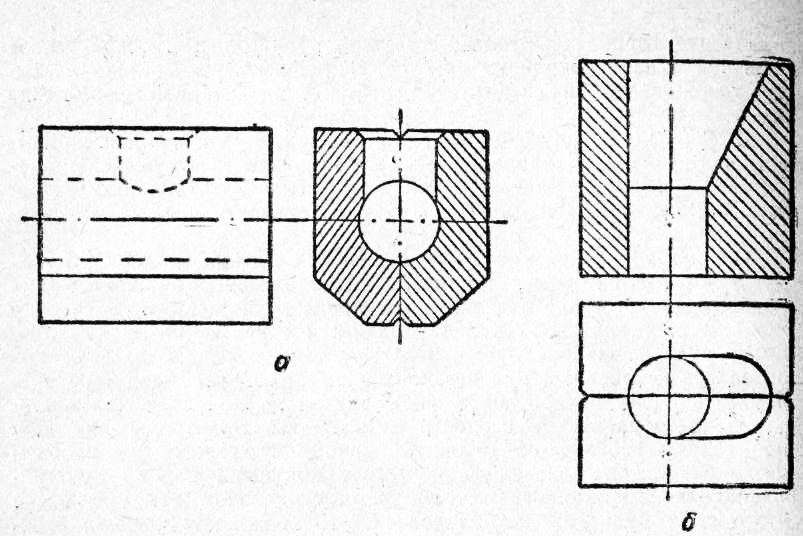
Рисунок 1. Схема сварки ванным способом.
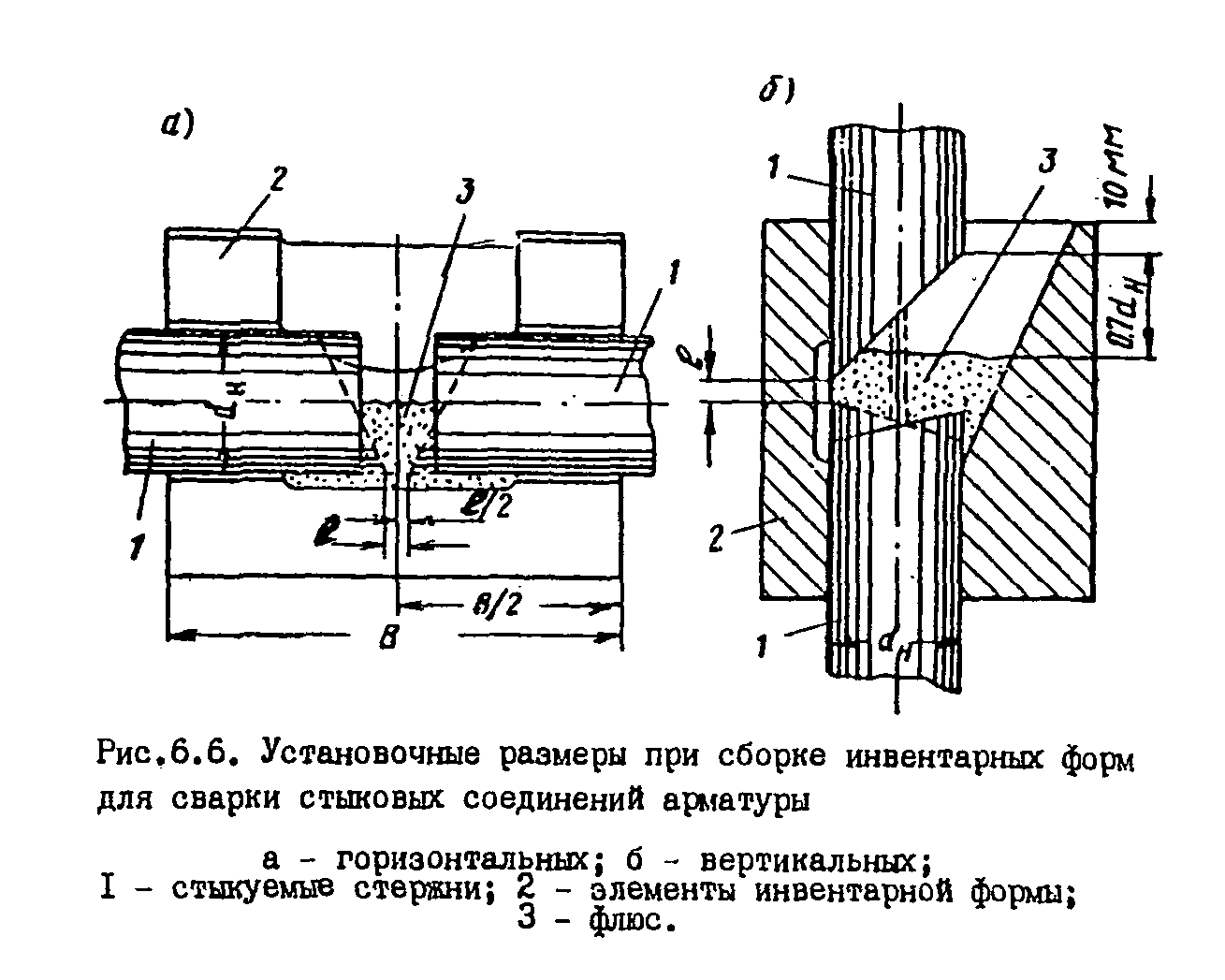
Для получения качественного результата необходимо четко соблюдать совмещение выпусков, где показатель смещения осей соединяемых стержней должен составлять не более 0,05 диаметра. Чтобы добиться этого, с совмещением выпускной арматуры в установочных соединениях части сборного предмета и его арматурным каркасом следует работать в специализированных кондукторах, где предусмотрена фиксация больших размеров и положения стержней арматуры. Как правило, при приеме подобных частей проверке подвергается размер и взаимное положение арматурных выпусков.
К основным преимуществам данного вида соединения относят:
- Возможность использования обычного сварочного оборудования, которое применяют для дугового соединения колонн.
- Нет необходимости постоянно поворачивать конструкцию в процессе сварки, поскольку не нужна кантовка.
- Возможность проверять качество шва.
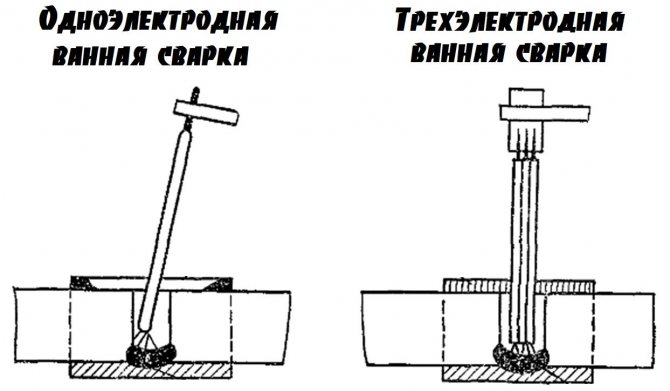
В настоящее время технологически различают 2 разновидности ванной сварки:
- ручная в скобе с 3-фазной и 1-фазной дугой;
- полуавтоматическое соединение;
- автосварка ванно-шлаковая.
Более экономичным вариантом считаются соединения стержней железобетонных колонн без использования накладок. Так, поскольку не всегда удобно размещать в сечениях накладки, ванный способ позволяет затрачивать значительно меньше сил, исключая дополнительно и затраты материала на изготовления накладок.
Процедура ванной сварки
Схема устройства сварочного полуавтомата.
Ванная сварка заключается в том, что стержни арматуры в точке стыка соединяются с формой из стали, где теплотой дуги создается ванна расплавленного металла, которая постоянно подогревается.
От температуры ванночки для сварки арматуры плавят торцы стержней, образуя таким образом единую форму, а после остывания – необходимое соединение. Именно ванночки для сварки арматуры в форме подковы, позволяют сохранять жесткость по всему периметру, создавая цельные силовые каркасы. Различают ванночки для сварки вертикального и горизонтального сечения.

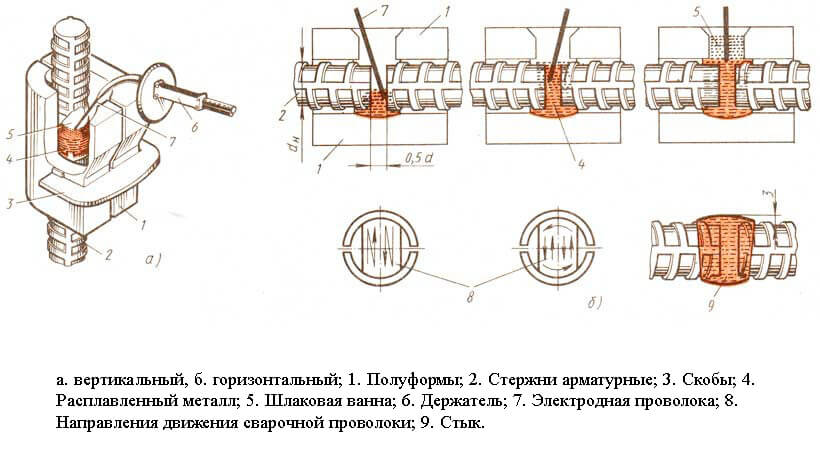
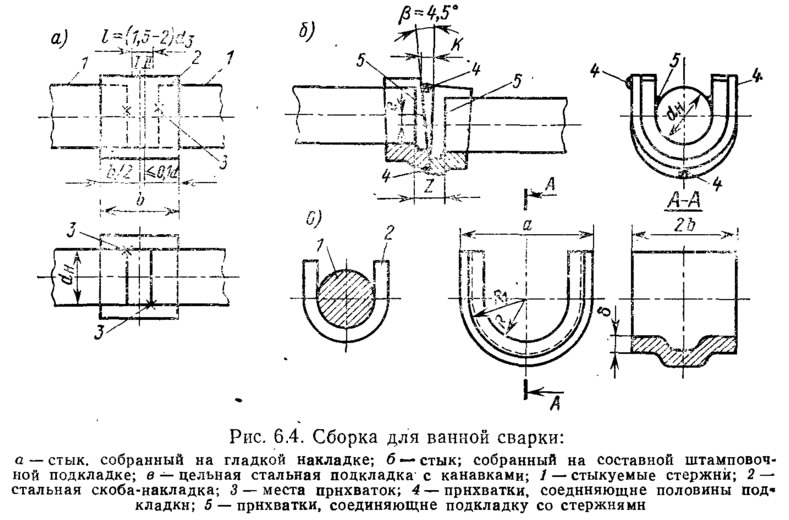
Вертикальные швы должны соединяться только с помощью использования штампованной детали из листовой формы, которая представлена на рисунке 1 б, где также имеется общая схема ванного способа сварки стыков арматуры. Штампованная форма присоединяется к нижнему стержню, после чего к нему прихватывается верхний. Дальше осуществляется заполнение ванночки для сварки арматуры наплавляемым металлом.
Обеспечить шлаку путь выхода можно, прожигая для этого в стенке формы отверстия, но после их снова нужно будет заварить. Для этого используют электрод. Соединение осуществляется при больших токах, например, используя электроды диаметром 0,5 см, ток может составлять примерно 430 А. При невысоких температурах процедуру можно выполнять только при токе, который будет превышать в среднем на 12% установленный показатель. В процессе необходимо оставлять зазор между торцами стержней в 2 раза больше, чем диаметр электрода. К тому же выполнять процедуру можно как одним, так и несколькими электродами. Специалисты рекомендуют использовать электроды марки УОНИ-13/55.
Применение ванного способа сварки позволить не только уменьшить расход электроэнергии и электродов, но и сократить стоимость работы.
Режимы TIG-сварки
ТИГ-режим осуществляется на однополярном (DC, Direct Current) или переменном (AC, Alternating Current) токе. Режим однополярного тока используется для работ с широким перечнем металлов. Переменный — по алюминию, титану и другим сплавам с наличием поверхностных тугоплавких пленок.
Постоянный ток
Однополярный ток применяется на прямой полярности: на вольфрамовый стержень подается «минус», на заготовку — «плюс». Такой способ позволяет:
- ускорить сварочный процесс;
- создать зауженную и глубокую сварочную ванну;
- повысить ресурс неплавящегося электрода.
Этот режим применяется для соединения высоколегированных и нержавеющих сталей. Обратная полярность способствует разрушению тугоплавкой окисной пленки. Поэтому используется для работ с титаном, алюминием и его сплавами.
Переменный ток
Процесс используется с алюминием, титаном и сплавами, образующими на поверхности тугоплавкую пленку. Переменный ток создает периодическую смену «плюса» и «минуса» (прямой и обратной полярности). Прямая полярность способствует формированию качественной сварной ванны. Обратная — разрушению защитной пленки и очищению поверхности металла. Баланс между полярностью поддается регулировке:
- Подавая больший «плюс» (повышение величины обратной полярности) на электрод, улучшаем процесс очищения от пленки.
- Подавая больший «минус» (усиление обратной полярности) на вольфрамовый стержень, создаем проплавление металла, добиваемся необходимой глубины ванны.
Как работает электрическая сварка
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
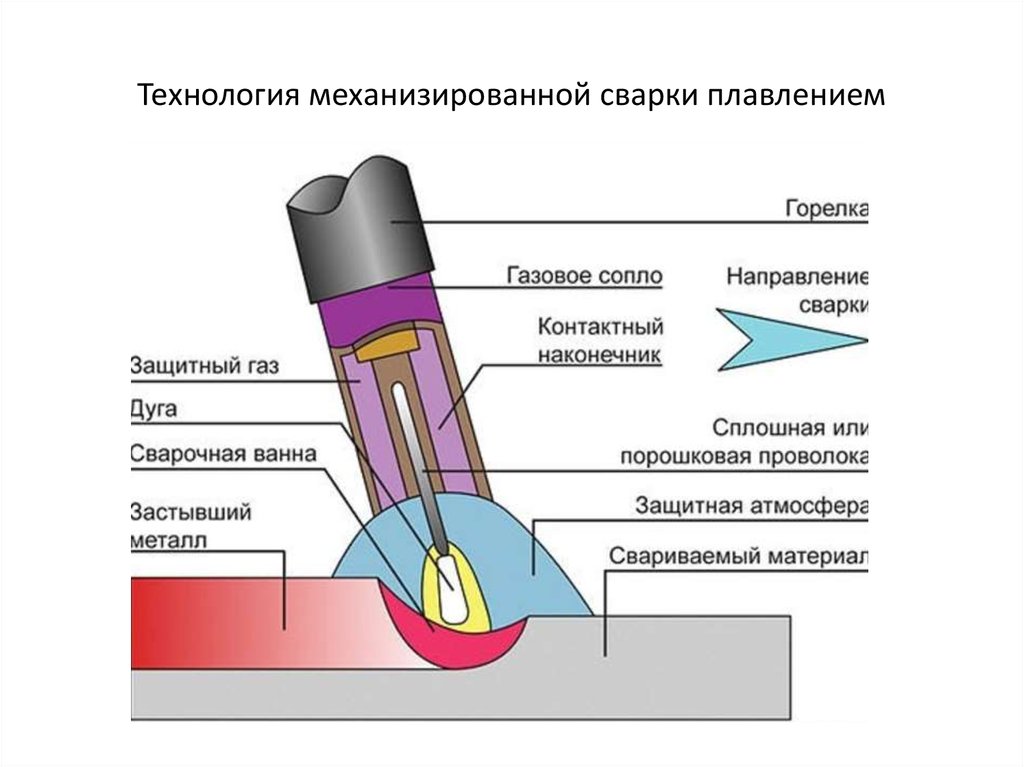
Технология механизированной обработки
Сначала обрабатываемые поверхности подготавливают. Проводят правку для устранения деформаций проката, наносят разметку, выполняют резку металла и обработку кромок. Края подвергают механической обработке абразивными материалами (инструментами) высокой твердости.
Далее выбирают режим сварки. Определяют силу, род и полярность тока, напряжение дуги, скорость сварки, температуру окружающей среды, число проходов, пространственное положение шва.
К электроду подводят электроэнергию, а обрабатываемое изделие заземляют для возбуждения и поддержания дуги. При соприкосновении этих объектов возникает сварочный ток. Под воздействием нагрева металл электрода и кромка изделия плавятся. Расплавленные частицы одного и другого вещества попадают в сварочную ванну, где происходит их смешивание в единую массу. При этом образуется расплавленный шлак, который поднимается на поверхность и образует защитную пленку. Затвердевание металла способствует образованию сварного шва.
Технология сварочной ванны
Соединение арматурных стержней и других элементов сплошного сечения осуществляют следующим образом:
- Их устанавливают в кондукторе с некоторым зазором.
- Ограничивают пространство между заготовками с 3 сторон специальными накладками или U-образной скобой.
- Плавящимся электродом нагревают торцы до разжижения. Их необходимо постоянно поддерживать в таком состоянии, перемещая инструмент от одного изделия к другому. Постепенно зазор между ними заполнится расплавленным металлом.
Рекомендуем к прочтению Что такое холодная сварка и как ею пользоваться Различают ванную и ванно-шовную технологии. Во втором случае накладку приваривают к заготовкам фланговыми швами. В результате она усиливает стык, воспринимая часть нагрузки.
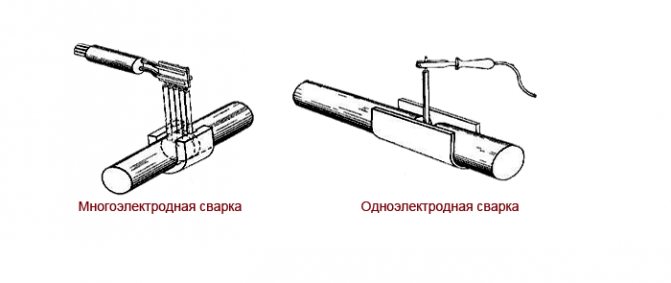
С использованием одного электрода
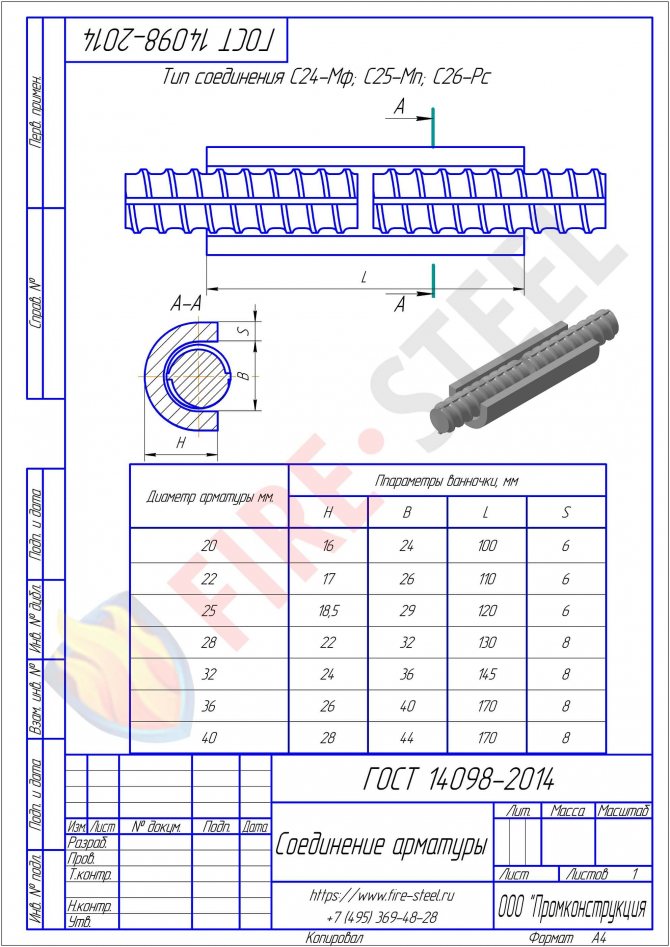
Для заполнения сварочной ванны 1 расходника не хватает. Так, для соединения арматуры диаметром 28 мм требуется 3 электрода толщиной 4 (мм).
Начинающие сварщики могут с такой задачей не справиться.
Одноэлектродная сварка.
Многоэлектродная сварка
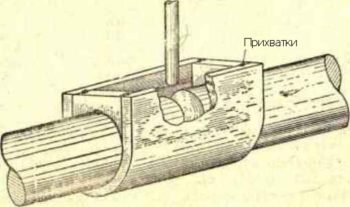
Проще формировать шов одновременно несколькими расходниками – т.н. гребенкой электродов. До начала работ их прихватками крепят к стальной пластине так, чтобы часть ее оставалась свободной. Этот хвостовик помещают в электрододержатель.
Техника исполнения не отличается от 1-электродного способа.
Трехэлектродная ванная сварка.
Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
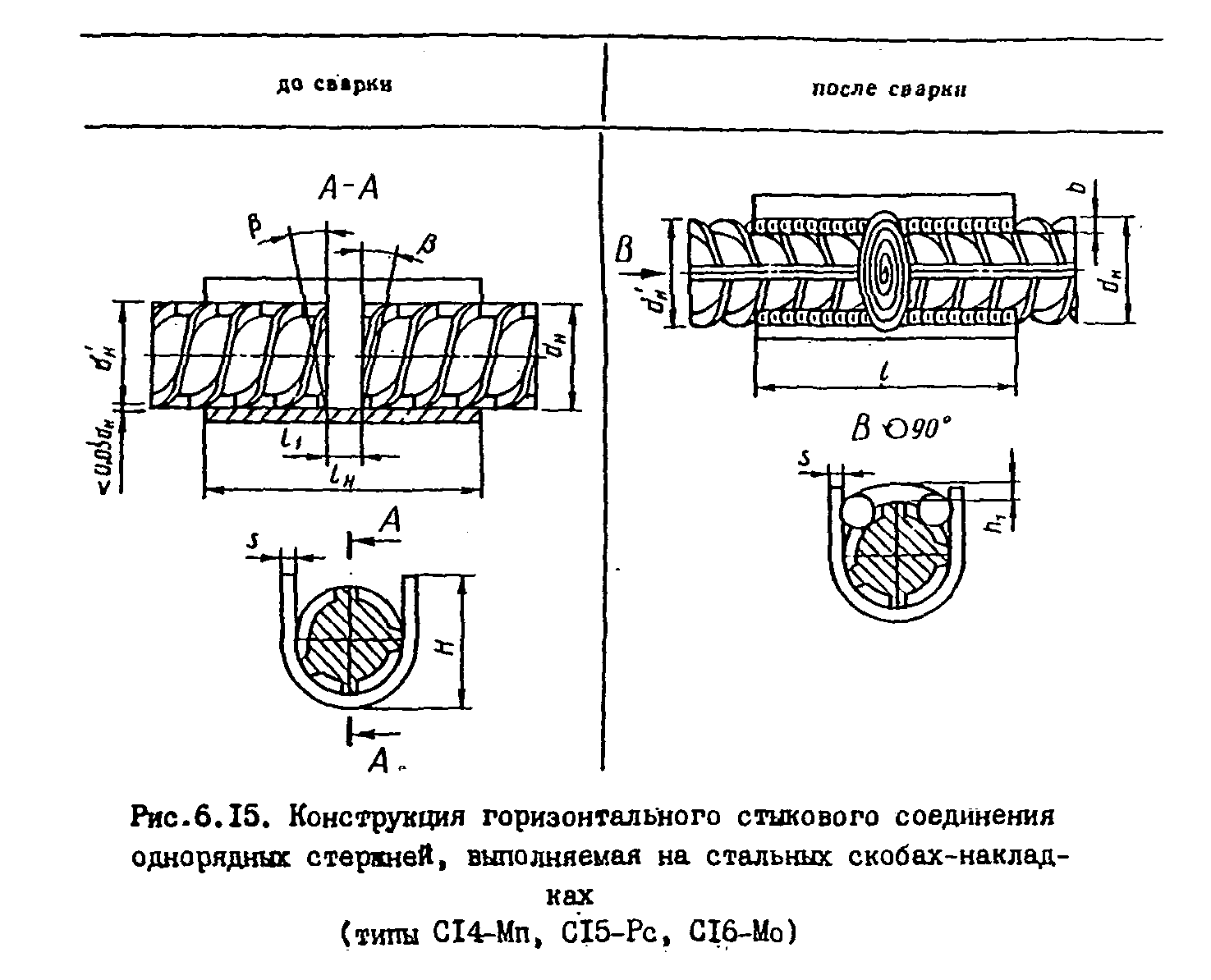
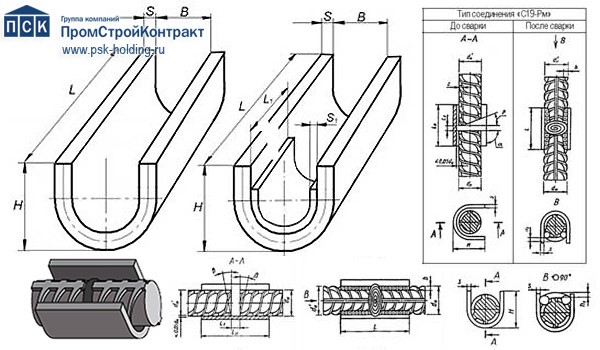
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.
Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.



Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить маску-хамелеон), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Связывание арматурного каркаса
Чтобы заполнить тело монолитного бетона арматурным каркасом достаточно связать отдельные металлические прутья в единую конструкцию с помощью гибкой вязальной металлической проволоки.
Технология проведения работ по вязке металлических стрежней несложная и ее посильно освоить любому домашнему мастеру — строителю.
Вязку арматуру лучше всего проводить в следующей последовательности:
- Для соединения отдельных стрежней необходимо приготовить несколько кусков длиною по 200 мм стальной или оцинкованной вязальной проволоки диаметром от 1,2 до 1,4 мм.
- Заготовку из вязальной проволоки необходимо сложить пополам до образования петли, которую необходимо подвести к соединительному узлу арматурного изделия.
- Специальным вязальным крючком нужно захватить свободные концы и протянуть через петлю. Место пересечения арматурных прутьев должно надежно охватываться вязальной проволокой.
- Полученную скрутку необходимо как следует затянуть до плотного узлового соединения арматурных элементов.
Связывание металлических прутков вязальным крючком относится к трудоемким ручным процессам, но вместе с тем такой способ с экономической точки считается самым дешевым. Затраты состоят из покупки вязальной проволоки.
Чтобы немного облегчить ручной труд дополнительно применяют механизмы, повышающие производительность и снижающие физические затраты. К ним относятся:
- Специальный автомат-пистолет для вязки. Производительность труда с его применением значительно возрастает, однако обращаться с ним может только специалист.
- Дрели и шуруповерты, оборудованные специальными насадками (битами),которые можно найти в любом строительном магазине.
Видеопример вязки арматуры шуруповертом:
Положительные стороны арматурной вязки
При индивидуальном строительстве наиболее целесообразно применять соединение арматуры методом вязки, который имеет ряд преимуществ:
- Простота выполнения и доступность работ любому желающему.
- При вязке стрежней отсутствуют дополнительные напряжения в местах узловых соединений.
- Возможность использования арматуры меньшего сечения, что приводит к удешевлению стоимости арматурных работ.
Техника создания металлического каркаса связыванием
Перед началом работ по связыванию металлического армированного элемента фундамента необходимо подготовить арматурные стержни по размеру и диаметру в соответствии с рабочей исполнительной схемой каркаса или сетки. После этого рекомендуется выполнить следующие технические операции:
Нижний горизонтальный ряд арматурного изделия располагают на расстоянии в 4 – 6 см от земли. Необходимый защитный зазор между бетоном и каркаса создают металлические или пластиковые подкладывающие элементы – подкладки.
Вертикальные стержни располагаются сверху с определенным шагом и фиксируют в неподвижном состоянии вязальной проволокой.
При связывании арматуры следует помнить о надежности соединения
Главное, чтобы в процессе заливки бетонной смесью не произошло смещение отдельных арматурных стержней.
При выполнении арматурных работ следует уделить особое внимание угловым соединениям. Для этого производят дополнительное их крепление несколькими витками вязальной проволоки
Угловые арматурные концы надо загнуть внутрь и не допускать их выступа за рамки фундамента.
После сборки можно провести простое испытание прочности арматурной конструкции. Для этого можно положить на верхнюю часть связанного пространственной конструкции доску и пройтись по ней. Правильно собранный каркаса не должен изгибаться от веса человека.
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием
Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс
Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Технология сварочной ванны
Соединение арматурных стержней и других элементов сплошного сечения осуществляют следующим образом:
- Их устанавливают в кондукторе с некоторым зазором.
- Ограничивают пространство между заготовками с 3 сторон специальными накладками или U-образной скобой.
- Плавящимся электродом нагревают торцы до разжижения. Их необходимо постоянно поддерживать в таком состоянии, перемещая инструмент от одного изделия к другому. Постепенно зазор между ними заполнится расплавленным металлом.
Рекомендуем к прочтению Как варить металлы в газозащитной среде Различают ванную и ванно-шовную технологии. Во втором случае накладку приваривают к заготовкам фланговыми швами. В результате она усиливает стык, воспринимая часть нагрузки.
С использованием одного электрода
Для заполнения сварочной ванны 1 расходника не хватает. Так, для соединения арматуры диаметром 28 мм требуется 3 электрода толщиной 4 (мм).
Начинающие сварщики могут с такой задачей не справиться.
Одноэлектродная сварка.
Многоэлектродная сварка
Проще формировать шов одновременно несколькими расходниками – т.н. гребенкой электродов. До начала работ их прихватками крепят к стальной пластине так, чтобы часть ее оставалась свободной. Этот хвостовик помещают в электрододержатель.




Техника исполнения не отличается от 1-электродного способа.

Трехэлектродная ванная сварка.
Преимущества холодной сварки
Холодная сварка металлов обладает рядом преимуществ, которые заметно отличают ее от всех остальных видов сварки.
Наиболее важным и отличительным преимуществом холодной сварки является отсутствие нагрева соединяемых металлов, что позволяет:
- сваривать термически разупрочняемые металлы без снижения механических свойств металла вблизи зоны сварного шва;
- сваривать электрические провода, имеющие изоляционные покрытия, либо без удаления последних (в случае эмалированных покрытий), либо при удалении на небольшом участке длины провода (в других случаях);
- вести процесс сварки в огне- и взрывоопасных средах;
- герметизировать корпуса приборов, банки, контейнеры, ампулы и другие емкости, нагрев которых недопустим.
Другими достоинствами холодной сварки являются малая энергоемкость процесса, гигиеничность, высокая производительность, простота процесса и оборудования, возможность механизации и автоматизации процесса.
Оборудование для холодной сварки значительно проще в эксплуатации любых машин и установок для дуговой, контактной, электронно-лучевой, плазменной, лазерной и других видов сварки.
Как показал многолетний опыт внедрения холодной сварки, ее успешно осуществляют операторы — сварщики невысокой квалификации. По сравнению со всеми остальными видами сварки, а также пайкой холодная сварка наиболее экономичная. При ее осуществлении отсутствуют газовые выделения, брызги расплавленного металла, световое излучение, шум. Качество сварки не зависит от скорости приложения внешнего усилия, поэтому процесс можно вести быстро. Это открывает возможности создания высокопроизводительного оборудования. Основные параметры холодной сварки легко программируются, что позволяет создавать машины — полуавтоматы и автоматы, пригодные для работы в автоматических линиях. Прочность зоны сварного соединения увеличивается за счет наклепа металла в процессе пластической деформации. Например, при стыковой сварке прочность доброкачественно сваренного стыка при растяжении всегда выше прочности основного металла.
Переходное электрическое сопротивление в соединении практически отсутствует, что обеспечивает стойкость и надежность контакта между сваренными металлами.
При холодной сварке надежно соединяют разноименные металлы, например алюминий с медью, без образования в стыке хрупкой интерметаллидной прослойки, присущей соединениям этих металлов, полученных сваркой с нагревом. Замена одних деталей, подлежащих холодной сварке, другими требует, как правило, переналадки оборудования и замены оснастки.
В связи с указанными особенностями холодную сварку наиболее рационально применять в крупносерийном или массовом производстве однотипных деталей.