
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготавливаем материалы
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка.
Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
- При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
- Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
- Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Приступаем к настройке оборудования
Эффективность мероприятия будет зависеть от того, как вы сможете соотнести толщину сварного материала, диаметр электрода и мощность тока. Все эти параметры отображены в таблице технического паспорта аппарата. Стоит внимательно их изучить, но в то же время и понимать, что это базовые данные и отклонения от нормы вполне допустимы при условии, что специалист имеет большой опыт и содержит устройство в полном порядке. Для каждого сырья прописаны свои параметры тока, например, для пластин, толщиной в 3 мм необходимо установить 100/120 А. Не все аппараты имеют в своей комплектации трансформатор с регулировкой
Тем, кто пользуется старыми моделями, важно переместить подключение кабеля до уровня, когда ток перестает прожигать сварную точку
Важно знать! Во избежание прожога (образование дырок) на конструкции, сделанной из тонкостенного материала или при работе с кузовами автомашин следует набраться опыта. Для этого возьмите ненужную деталь и начните сварку, где методом проб и ошибок вы подберете необходимый режим мощности аппарата, постепенно повышая силу тока
Кроме того перед началом работы стоит проверить специальным тестером напряжение в сети. Убедившись, что линия не перегружена, вы сможете приступить к реализации плана. В противном случае стоит дождаться стабилизации проблемы. Если скачки повторяются раз от раза, то приобретите стабилизатор, он поможет вам бесперебойно и спокойно осуществлять поставленную задачу.
Немаловажное значение имеет правильное сочетание кабеля массы и держателя:
- Шестнадцатижильный медный провод с наружным диаметром в 11,5 миллиметров подходит для материала с тонкой стенкой.
- Для сваривания более толстого образца подойдет 25-ти жильный кабель с отверстием 13,5 мм.
Учимся правильно создавать плазменный ствол
Если вы новичок в деле, то мы предлагаем вам простой способ, освоив который вам легко будет перейти к профессиональному методу розжига.
Для этого ведите электродом, как спичкой по коробку, у вас получится чирканье. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует расходник наклонить назад под углом в 15 градусов и быстрыми движениями вести шов по намеченной линии. Главное условие – непрерывность в работе, так как остановка даже на короткое время грозит срывом горения.
В современных аппаратах существует высокочастотный розжиг, который позволяет образовывать плазменный ствол без непосредственного касания материала. То есть при приближении расходника за счет токов высокой частоты создается дуга, что сопровождается жужжащим треском.
Мы предоставляем вам наглядное пособие, посмотрев которое вы поймете, почему липнут электроды при сварке на инверторе и что необходимо сделать для предотвращения этого:
Не ровно горит электрод
Когда только начинал заниматься сваркой и понятия не имел. Постоянный ток с прямой и обратной полярностью, переменный. Что электроды бывают как для постоянки с обратной полярностью так и для переменки и универсальные. К сварщику подойдешь уговоришь чтоб дал поварить. Все настроено ни чего регулировать не надо. Вот так и начиналась моя практика. По не знанию электроды достанешь какие нибудь и к сварочному железяки варить. А они зараза липнут либо вовсе раскаляются до красна. Потом вся обмазка стекает. После уже когда пошел учится на сварщика и постигать азы узнал что электроды бывают разного предназначения с различной обмазкой. Какой род тока нужен для каждого типа электрода. Холостой ход сварочного агрегата и силу тока.
Сперва надо четко понимать с каким металлом имеете дело. Если нержавейка то тут нужно четко следовать указаниям написанные на пачке электродов специально предназначенные именно для этой марки стали. Нержавеющая сталь она только с виду такая, а по свариваемости абсолютно разная. Если оду сталь нержавеющую варит электрод хорошо то другую марку будет варить плохо. Наблюдается разбрызгивание металла во время сварки. Здесь может быть несколько причин. Неправильно подобран ток, сам электрод, обмазка некачественная, скачки напряжения, нарушение техники сварки (относительное удлинение дуги при прохождении по контуру, угол наклона). Если при условии что был правильно выбран род тока и прокаленные электроды. При сварке углеродистых сталей, рядовых, высоко углеродистых допускается режим с повышенной силы тока, для удлинения дуги.
Покрытие электрода играет важную роль в сваривании металла. Обеспечивает газовую защиту, выведение различных загрязнений из сварочной ванны, раскисление металла при низкой температуре плавления. Электроды с основным покрытием имеют в свое составе силикат калия. Это покрытие сгорает при высокой температуре равномерно и не быстро. При увеличении силы тока стержень электрода плавится быстрее и испаряется сам металл. Происходит разрыв дуги или частичное затухание сопровождается своего рода выстрелов от разряда тока. Если посмотреть на сгоревший электрод видно что стержень утоплен на 2-5мм. При этом расплавленный металл переносится не должным образом. Его разрывает плазма дуги. В жидком состоянии он переносится мелкими каплями на поверхность расплавленного металла шва.С рутиловыми электродами при увеличении силы тока происходит тоже самое разбрызгивание металла из за сильного тока.
Что влияет на неравномерное горение дуги может быть не качественной обмазкой электрода и нарушение техники сварки. А что относится к козырянию электрода это я вам разъясню.
- Большая сила тока
- Род тока очень сильно влияет на процесс переноса металла от электрода к металлу. Либо он переменный либо постоянный прямой или обратной полярности. В некоторых случаях универсальные электроды к примеру как МР-3С могут по разному варить с тем или иным током.
- Напряжение холостого тока аппарата для поддержания горения дуги. В зависимости от рода тока может быть разной. Если на переменном токе вам хватало 90 вольт то те же при постоянном токе сожгут электрод махом.
- К другим недостатком можно отнести плохое покрытие электрода, с наличием влаги.
- Нарушена технология хранения электродов
- Скачки напряжения в сети.
- Не качественный сварочный аппарат.
Все основные проблемы возникающие при сварке с электродами я попытался рассказать.
- Электрод ЦЧ 4 Качественные электроды для наплавки сварки чугуна ЦЧ-4. Чугун может быть с шаровидными графитовыми зернами, серый ковкий с пластинчатой структурой графита. Часто попадаются трубы б/у на столбы. Допустим нужно приварить сталь…
- Электроды мр-3с синие Если в конструкции предусмотрено форма шва и его прочность на пластичность за исключением знакопеременных нагрузок то можно применять электроды марки МР-3С. Пользуются спросом для сталей конструкционного типа с перлитной структурой…
- Электроды т-590 Электроды для наплавки Т-590 прекрасно подходят для восстановления поверхностей. К примеру лемехов, шнеков подающих. Работающие преимущественно на абразивный износ с умеренными ударными нагрузками, в сухих местах. В минусовую температуру нет…
- Электроды для наплавки Бывает когда надо просто на сталь с одними свойствами приварить металл с другими свойствами. В деревообработке к ленточной пиле приваривают зубья из твердого металла. Сам он по себе как режущая…
- Электроды цл-17 Специализированная сварка теплоустойчивых сталей на основе хрома и молибдена, с предварительным подогревом до рабочей температуры 450 градусов. Ее можно проводить электродами цл-17 в ремонтных целях. Стержень электрода покрыт основным составом,…
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.





Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
Почему прилипает электрод при сварке
Известно, что в сварочных работах основным расходным сырьем являются электроды. Выпускаются они в разнообразии и подходят для соединения разных металлов в особых условиях эксплуатации. При правильно подобранном материале наплавки и режиме пользования, устраняются многие неблагоприятные явления и некачественные соединения. В таких работах требуется соответствие техническим нормативам, а также высокий профессионализм исполнителя. Ведь существует много причин прилипания сварочных электродов.
Перед выпуском расходное сырье подвергается разным уровням контроля, что гарантирует высокое качество приобретаемой продукции. При покупке потребителю остается только сделать правильный выбор и использовать в соответствии с нормативами для достижения определенной эффективности.
Кроме правильного производства, изготовитель должен обеспечить соответствующее хранение и транспортировку своей продукции. Ведь в результате залипания электродов может испортиться конструкция сварного шва и портиться инвертор.
Какие могут быть причины прилипания электродов при проведении работ?
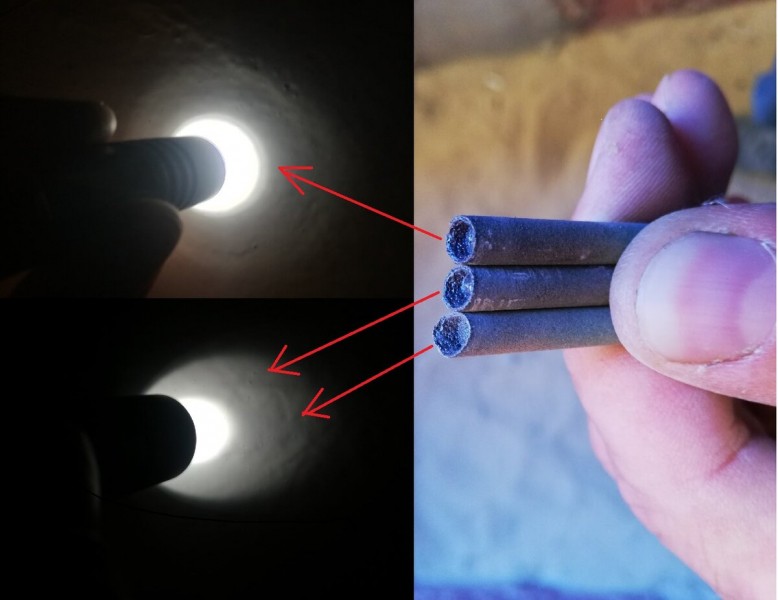
Основной причиной сливания основного металла с расходником, является достаточное покрытие на сварочном электроде. В основном именно конец электрода является уязвимой областью, где осыпается обмазка. Без этой обмазки дуга останется незащищенной, не стабильной, приводя к залипанию.
Электроды могут залипать из-за их сырости. При увлажненной обмазке дуге трудно зажигаться, где не поможет также повышенный объем рабочего тока. Из-за этого материал лучше заменить другим.
Другой причиной залипания может быть скопление влаги покрытием. Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Также электроды могут залипать в результате несоответствующего рабочего режима. Большинство специалистов бояться перепаливания главного металла и выбирать слабые режимы. В результате недостаточной силы тока, для зажигания дуги не достаточно энергии. Даже при ее коротком зажигании, заряд исчезает и электрод залипает
Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром). Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями
Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода
Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями. Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода.
Элементарной причиной залипания электрода при инверторной сварке является его плохое качество. При приобретении дешевых материалов часто могут проявляться негативные явления.
Рекомендации при сварочных работах
Основные рекомендации к устранению залипания при сварочных работах является следующее:
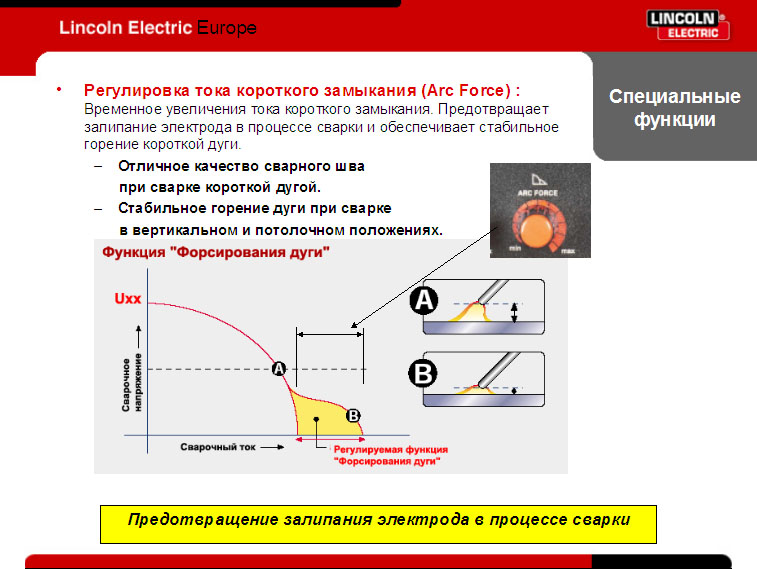
- наличие дополнительной опции «антизалипания» на современном оборудовании. Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;
- правильно выбирать электроды и режимы эксплуатации. Иногда для стабилизации горения дуги достаточно увеличивать силу тока;
- просушивать и прокаливать расходные материалы перед работами, устраняя лишнюю влагу;
- проводить проверку концов у электродов перед первым зажиганием и дальнейшими работами из-за возможного наличия шлаков или осыпания обмазки.
svarkagid.com
Электроды ОК 46 — характеристики, режимы работы и описание
Электроды ОК-46, изготовленные компанией ЭСАБ (Швеция), получили массовое применение при проведении ремонтных и монтажных работ. Они предназначены для сварки конструкционных углеродистых и низколегированных сталей с пределом текучести не выше 380 МПа, а также судовых сталей.
Сфера использования – создание новых стальных изделий в условиях промышленного производства и небольшой мастерской и ремонт на месте.
Технические параметры и характеристики
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотную обмазку и стабильную дугу, благодаря чему сварочная ванна защищена от влияния внешних факторов. Он хорошо поджигается даже при низком токе в начале работы и при повторном розжиге, когда обмазка уже обгорела или конец расплавлен.
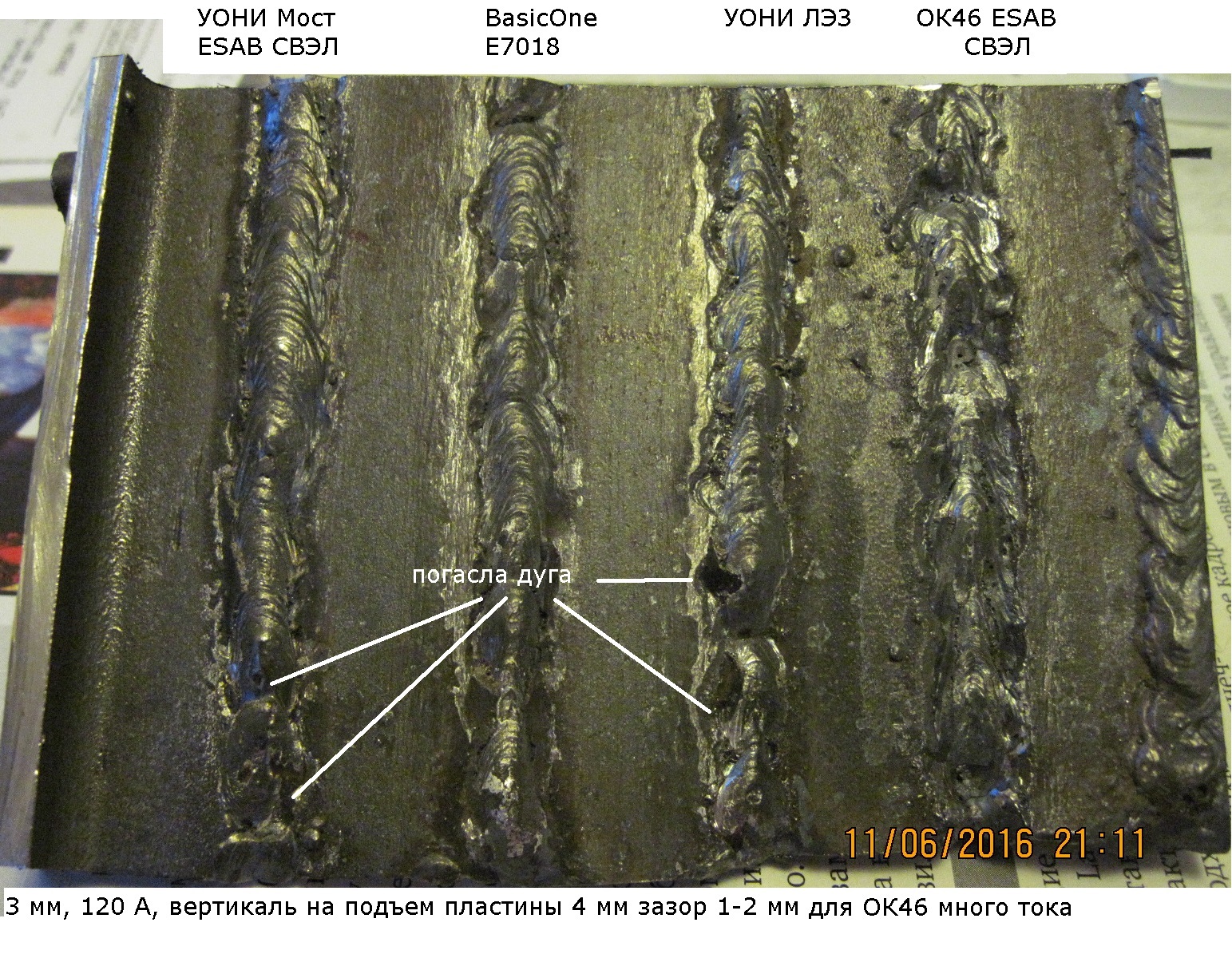
Рисунок 1 — Результат сварки
Электроды ОК-46 универсальны в вопросе пространственного положения сварочного шва. Они варят даже в узких местах и по окрашенной поверхности. Подходят для выполнения монтажных прихваток, наложения коротких и корневых сварочных швов. Хорошо себя зарекомендовали при периодических обрывах дуги.
Ключевые особенности:
- используются для сваривания оцинкованных изделий и с другим гальваническим покрытием;
- хорошо сваривают тонкостенные детали;
- легкий поджиг, в том числе и повторный;
- благодаря низкому тепловложению хорошо подходят для заполнения больших зазоров;
- есть возможность накладывать шов в вертикальном положении в направлении на спуск;
- отсутствие чувствительности к загрязнениям и ржавчине упрощает подготовку кромок.
Описание
Электроды ОК-46 по ГОСТ 9467-75 производятся диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для маленьких сечений ∅1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготавливаются из сварочной стальной проволоки СВ-08 или СВ-08А с нанесением рутиловой обмазки.
Стандартная производительность работ – 1,4 кг/час. Именно столько потребуется электродов для наплавки 1 кг металла. Для прокалки потребуется режим 70–90 °C и продолжительность нагрева 1 час.
Рисунок 2 — Технические параметры
В обозначении ОК-46 указано, что электрод предназначен для выполнения ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг/мм².
Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и протекания процесса сварки. Именно по техническим характеристикам и виду выполняемой работы сварщики подбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: С=0,08%, Si=0,3%, Mn=0,4%.
Механические свойства шва:
- предел прочности – 510 МПа;
- предел текучести – 400 МПа;
- сопротивлению разрыву – 510 Н/мм²;
- ударная вязкость при температуре -20…0 °C составляет 33–70 Дж/см²;
- выход наплавленного металла в относительном измерении – 96%.
Режимы работы
Оптимальные условия сварки достигаются при четком соблюдении режимов работы. Они подбираются исходя из диаметра стержня и расположения сварочного шва. Диапазон параметров позволяет создать наилучший режим для конкретного случая.
Режимы сварки
| Диаметр электрода, мм | Расход на 1 кг,
штук |
Сила тока в зависимости от положения, А | ||
|---|---|---|---|---|
| нижнее | вертикальное | потолочное | ||
| 2 | 50 | 40-80 | 40-60 | 50-70 |
| 2,5 | 45 | 60-100 | 60-90 | 60-110 |
| 3 | 39 | 80-160 | 80-140 | 80-180 |
| 4 | 19 | 110-210 | 110-200 | 90-220 |
| 5 | 13 | 150-300 | 150-280 | 150-270 |
Электроды ОК-46 работают от постоянного и переменного тока любой полярности. Могут подключаться к бытовым источникам питания, потому что имеют стабильное горение дуги при минимальном значении тока и малое напряжение холостого хода (50В).





Назначение и тонкости применения
Электроды ОК-46 могут служить основным присадочным материалом для заполнения стыков и пустот в металлических изделиях, а также дополнительным – для прихваток и предварительной сборки конструкции.
Рисунок 3 — Самоочищение сварного шва
Электроды ОК-46 не рекомендуется применять при сварке длинных швов. Они предназначены для накладывания коротких валиков.
Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом к основной поверхности. Металл при сваривании почти не разбрызгивается, происходит самоотделение небольшого количества шлака. Преимущества данных электродов лучше всего проявляются при проваривании швов с глубоким расположением корня.
Расходные материалы упакованы в герметичный пакет и картонную коробку. Таким образом они надежно защищены от воздействия влаги и механических повреждений. Выдержат несколько перевозок и длительное хранение.
Если у вас есть опыт работы с электродами ОК-46, пишите: нам будет интересно услышать ваш отзыв.
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка
Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400оС.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
Важно! Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
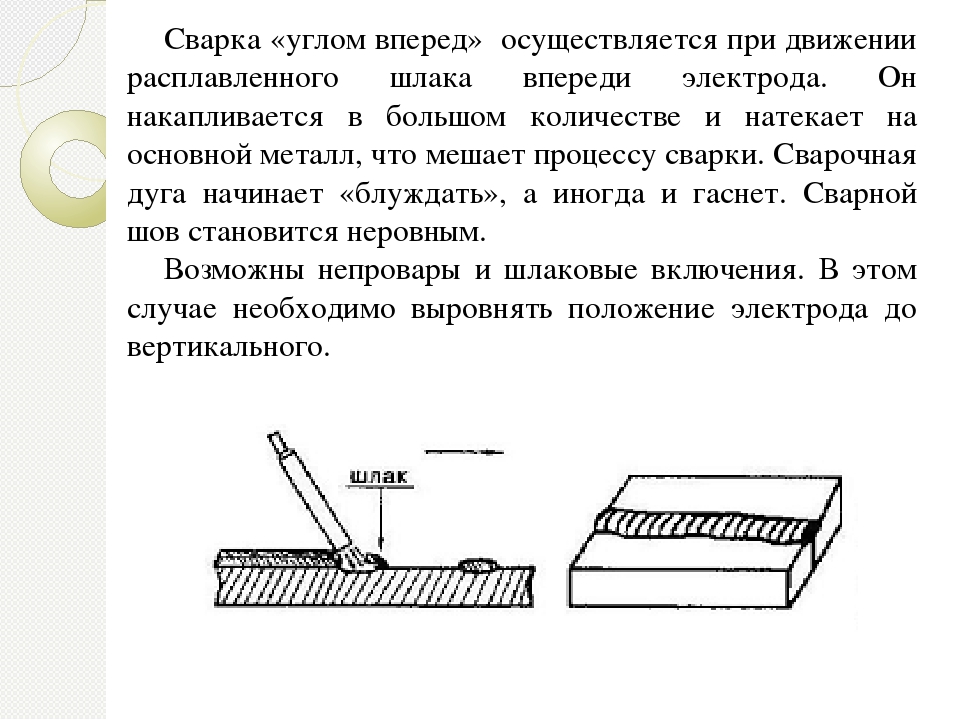
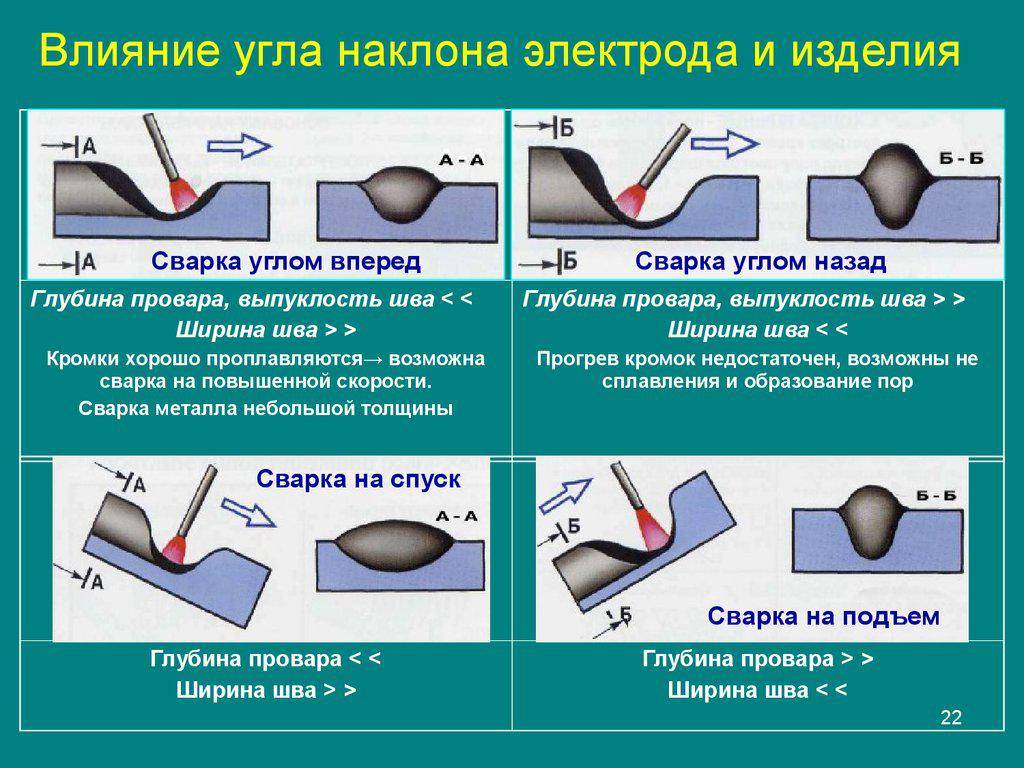
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.
Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
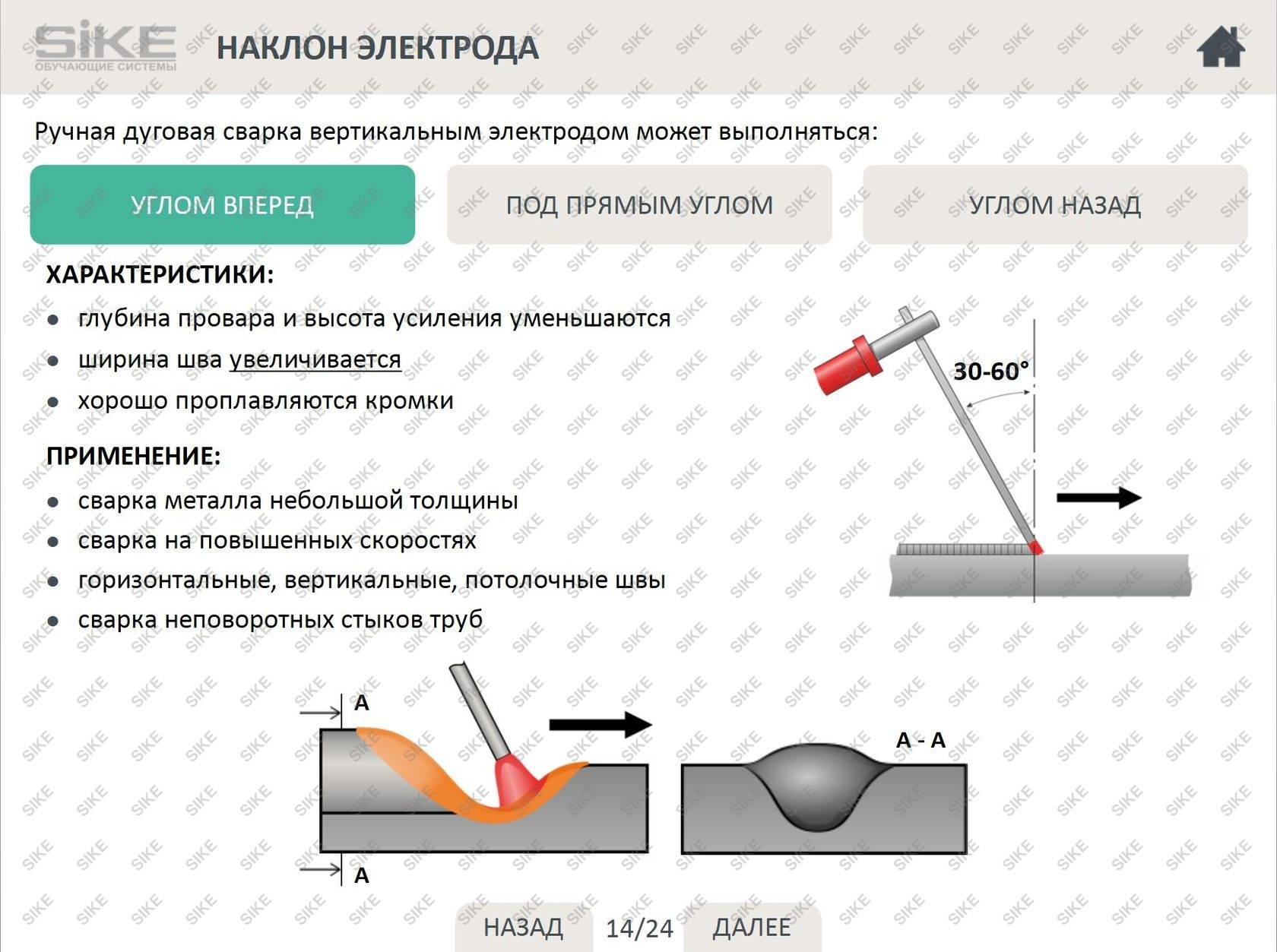
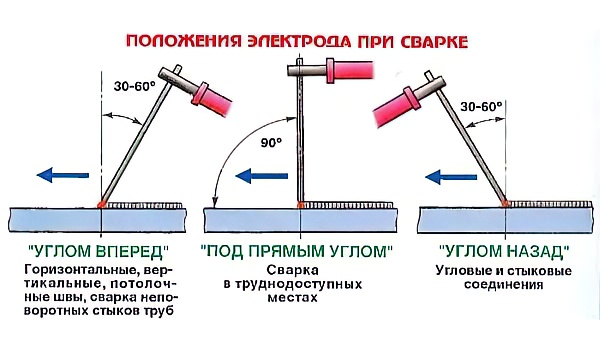
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения. Не следует также наклонять держатель под слишком острым углом
При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата
И, наконец, важно применять правильные приемы розжига дуги
Почему прилипает электрод при сварке
Известно, что в сварочных работах основным расходным сырьем являются электроды. Выпускаются они в разнообразии и подходят для соединения разных металлов в особых условиях эксплуатации. При правильно подобранном материале наплавки и режиме пользования, устраняются многие неблагоприятные явления и некачественные соединения. В таких работах требуется соответствие техническим нормативам, а также высокий профессионализм исполнителя. Ведь существует много причин прилипания сварочных электродов.



Перед выпуском расходное сырье подвергается разным уровням контроля, что гарантирует высокое качество приобретаемой продукции. При покупке потребителю остается только сделать правильный выбор и использовать в соответствии с нормативами для достижения определенной эффективности.
Кроме правильного производства, изготовитель должен обеспечить соответствующее хранение и транспортировку своей продукции. Ведь в результате залипания электродов может испортиться конструкция сварного шва и портиться инвертор.
Какие могут быть причины прилипания электродов при проведении работ?
Основной причиной сливания основного металла с расходником, является достаточное покрытие на сварочном электроде. В основном именно конец электрода является уязвимой областью, где осыпается обмазка. Без этой обмазки дуга останется незащищенной, не стабильной, приводя к залипанию.
Электроды могут залипать из-за их сырости. При увлажненной обмазке дуге трудно зажигаться, где не поможет также повышенный объем рабочего тока. Из-за этого материал лучше заменить другим.
Другой причиной залипания может быть скопление влаги покрытием. Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Также электроды могут залипать в результате несоответствующего рабочего режима. Большинство специалистов бояться перепаливания главного металла и выбирать слабые режимы. В результате недостаточной силы тока, для зажигания дуги не достаточно энергии. Даже при ее коротком зажигании, заряд исчезает и электрод залипает
Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром). Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями
Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода
Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями. Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода.
Элементарной причиной залипания электрода при инверторной сварке является его плохое качество. При приобретении дешевых материалов часто могут проявляться негативные явления.
Рекомендации при сварочных работах
Основные рекомендации к устранению залипания при сварочных работах является следующее:
- наличие дополнительной опции «антизалипания» на современном оборудовании. Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;
- правильно выбирать электроды и режимы эксплуатации. Иногда для стабилизации горения дуги достаточно увеличивать силу тока;
- просушивать и прокаливать расходные материалы перед работами, устраняя лишнюю влагу;
- проводить проверку концов у электродов перед первым зажиганием и дальнейшими работами из-за возможного наличия шлаков или осыпания обмазки.
svarkagid.com
Рекомендации по самостоятельному ремонту
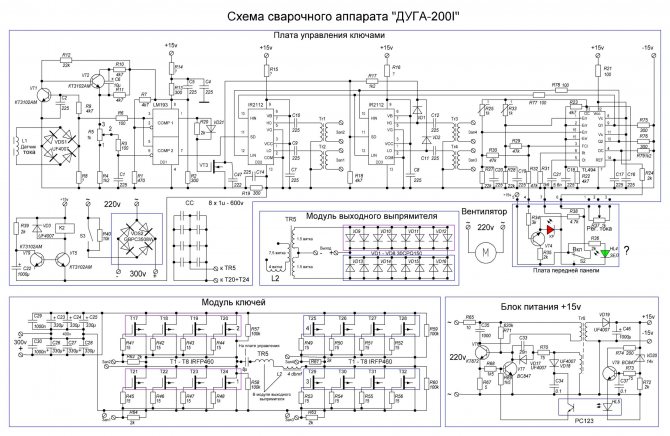
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.