
Инопуллер (обратный молоток) для самодельного споттера
Если вы разберетесь, как сделать споттер, то изготовить для него своими руками обратный молоток не составит для вас больших проблем. Не бойтесь потерять время на работу над таким устройством, потому что заводские модели инопуллеров стоят достаточно дорого.
В качестве основы для изготовления такого приспособления можно взять монтажный пистолет. От него отрезается та часть, в которую вставляется баллон с монтажной пеной или герметиком. На освободившуюся после этого крышку необходимо приварить три прутка диаметром 6–10 мм, которые будут выступать в качестве стоек. На свободные концы стоек приваривается кольцо, выполненное из прутка с таким же сечением. Диаметр кольца, которое после монтажа необходимо обмотать несколькими слоями изоляционной ленты, что исключит его приваривание к выравниваемой поверхности, должен составлять примерно 100 мм.
У штока монтажного пистолета также необходимо обрезать его изогнутую часть и упор. Вместо отрезанного упора приваривается крепление, к которому будет подсоединяться кабель, идущий от стоппера. В качестве такого крепления можно использовать болт с резьбой М10 и две гайки. Обрезанную часть штока необходимо заточить, придав ему конусную форму с диаметром концевой части 3 мм. Чтобы изготовить такое нехитрое приспособление, вам потребуется около часа (или меньше, если вы предварительно ознакомитесь с видео данного процесса).

Инопуллер для споттера из монтажного пистолета
Кроме самого споттера, для работы вам понадобятся специальные шайбы. Они привариваются с помощью этого аппарата к выправляемой поверхности по технологии точечной сварки. Изготовить такие шайбы и другие приспособления для работы также можно своими руками.
ГОСТы: сварочное оборудование
| Номер ГОСТ | Наименование |
|---|---|
| ГОСТ Р МЭК 60974-1-2012 | Оборудование для дуговой сварки. Часть 1. Источники сварочного тока. |
| ГОСТ IEC 60974-2-2014 | Оборудование для дуговой сварки. Часть 2. Системы жидкостного охлаждения. |
| ГОСТ IEC 60974-3-2014 | Оборудование для дуговой сварки. Часть 3. Устройства зажигания и стабилизации дуги. |
| ГОСТ Р МЭК 60974-4-2014 |
Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание |
| ГОСТ IEC 60974-5-2014 |
Оборудование для дуговой сварки. Часть 5. Механизм подачи проволоки |
| ГОСТ IEC 60974-7-2015 |
Оборудование для дуговой сварки. Часть 7. Горелки |
| ГОСТ IEC 60974-8-2014 |
Оборудование для дуговой сварки. Часть 8. Пульты подачи газа для сварочных систем и систем плазменной резки |
| ГОСТ Р МЭК 60974-9-2014 |
Оборудование для дуговой сварки. Часть 9. Монтаж и эксплуатация |
| ГОСТ IEC 60974-10-2017 | Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС) |
| ГОСТ IEC 60974-11-2014 |
Оборудование для дуговой сварки. Часть 11. Электрододержатели |
| ГОСТ IEC 60974-12-2014 |
Оборудование для дуговой сварки. Часть 12. Соединительные устройства для сварочных кабелей |
- ГОСТ 4.140-85 Система показателей качества продукции.Оборудование электросварочное.Номенклатура показателей.
- ГОСТ 95-77 Трансформаторы однофазные однопостовыедля ручной дуговой сварки. Общие технические условия.
- ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия.
- ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия.
- ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры.
- ГОСТ 304-82 Генераторы сварочные. Общие технические условия.
- ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия.
- ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия.
- ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия.
- ГОСТ 24376-91 Инверторы полупроводниковые. Общие технические условия.
- ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия.
- ГОСТ 22990-78 Машины контактные. Термины и определения.
- ГОСТ 297-80 Машины контактные. Общие технические условия.
- ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры.
- ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры.
- ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки.Ряды параметров.
- ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств.
- ГОСТ Р 50664-94 Аппараты ультразвуковые технологические. Рабочие частоты.
- ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний.
- ГОСТ Р 51526-2012 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Часть 10. Требования и методы испытаний.
- ГОСТ Р 55139-2012 Совместимость технических средств электромагнитная. Оборудование для контактной сварки. Часть 2. Требования и методы испытаний.
- ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия.
- ГОСТ IEC 60245-6-2011 Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки.
- ГОСТ Р 55554-2013 Электродержатели для подводной сварки и резки. Общие технические условия.
- ГОСТ Р 55738-2013 Шпильки и керамические кольца для сварки.
ГОСТы: процессы сваркиГОСТы: сварные соединения. Типы, конструктивные элементы и размерыГОСТы: сварочные расходуемые материалыГОСТы: сварочное оборудованиеГОСТы: механическое сварочное оборудованиеГОСТы: безопасность труда, требования безопасности к сварочному оборудованиюГОСТы: неразрушающие методы контроля сварных соединений, качество сваркиГОСТы: методы химического анализа сварочных материаловГОСТы: газовая сварка и резка металлов
Сборка устройства и электроды точечной сварки
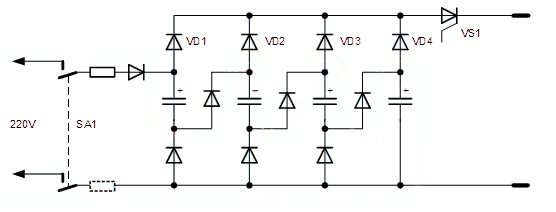
В зависимости от того, какие выбраны трансформаторы, может понадобиться получить на выходе большую мощность. Для этого необходимо подсоединить еще один трансформатор, согласно схеме, приведенной ниже.
После этого проверяют напряжение холостого хода на выходе трансформатора. Если ток не превышает 2000 А, устройством можно пользоваться. Схема управления устройством показана на фото и выполняется она с применением обычных деталей указанного номинала.
Точечная сварка из микроволновки сваривает, как и любая другая сварка, при помощи токопроводящих электродов. Один из электродов неподвижный, второй — подвижный электрод. При сборке нужно стараться сделать так, чтобы провод, который подходит к электродам был как можно короче, чтобы избежать потери напряжения. Наконечники, как правило, выполняют из медного прута толщиной около 15 мм.
Все работы по закреплению проводов и электродов проводятся резьбовыми соединениями, причем нужно учесть, что самые большие потери мощности приходятся именно на контакты. Учитывая довольно сильный нагрев во время работы, при интенсивном использовании ставят вентилятор охлаждения, укрепляя его на корпусе.
Это основные вопросы, которые необходимо знать, чтобы подготовить трансформатор от микроволновой печи для контактной сварки своими руками. Удачной работы!
Применение трансформатора
Основная деталь любого сварочного аппарата — это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков — это первичная обмотка. Обмотка, сделанная тонким проводом — это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора
Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.







Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Способ управления
Самые дешевые аппараты управляются вручную. В некоторых моделях даже нет возможности выставить силу тока — она всегда работает на максимуме. Оператор сам сдавливает клещи руками и следит за временем соприкосновения электродов, чтобы образовался нужный провар. Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Микропроцессорное (синергетическое) управление значительно облегчает работу. Сварщик указывает на панели тип выполняемого соединения (приварка шайбы, проволоки, сварка внахлест и т. д.), а также толщину изделия. Синергетическое управление само подбирает оптимальные параметры для сварки, подает ток и отключает его. Оператору остается лишь подносить электроды и ставить их в нужное место. Но такие модели стоят гораздо дороже.
Точечная сварка своими руками из … микроволновки!
Для мастера бывает необходимость в точечной сварке. Данная точечная сварка даёт ток до 800 Ампер, чего вполне достаточно для сварки листового металла до 1,5мм.
Итак, нам нужна старая микроволновка и чем она больше по размеру, тем лучше. В больших микроволновках установлен трансформатор большей мощности. Если у Вас нет ненужной микроволновки, то старые микроволновки часто можно купить дёшево на форумах и бесплатных досках объявлений, либо же можно поискать их возле мусорных контейнеров или спросить в телемастерских.
Внимание! Перед разборкой микроволновка должна быть выключена от питающей сети. Далее разбираем микроволновую печь
Внутри микроволновой печи есть несколько компонентов, которые представляют опасность даже в выключенном состоянии и могут нанести серьезный удар током — это конденсаторы (см. фото), способные держать заряд некоторое время. Поэтому разряжаем конденсаторы, замыкая их выводы между собой отверткой. ВВ трансформатор стоит внизу.
Из внутренностей микроволновки нас в первую очередь интересует высоковольтный трансформатор.
Сердечник трансформатора скрепляется с помощью двух тонких сварных швов, как видно на фото.
Как изготовить трансформатор для сварки?
Есть два варианта снятия обмотки:
- Разобрать сердечник трансформатора.
- Срубить обмотку зубилом.
Способ 1.
- Вам понадобятся ножовка или болгарка для того чтобы разрезать этот шов, а также молоток и долото чтобы добраться до обмоток трансформатора.
- Будьте аккуратны, извлекая первичную обмотку из трансформатора, так как она нам еще понадобится.
Постарайтесь не гнуть и не царапать её.
Вторичная обмотка может быть намотана очень плотно и ее сложно извлечь, поэтому если она Вам не нужна, то можно разрезать и вытащить по кускам, так будет намного легче.
Теперь, после всех манипуляций, у Вас на руках должны быть — целая и неповрежденная первичная обмотка трансформатора и его сердечник, разделенный на две части (без клея и бумаги, которые удерживали его обмотки внутри).
Следующим шагом будет намотка вторичной обмотки трансформатора. Для этого нужно взять медный (обязательно!) кабель приблизительно такого же сечения как и прорези в сердечнике трансформатора (около 7 мм) и намотать два витка.
- Затем я скрепил сердечник трансформатора с его основанием, используя обычную 2-х компонентную эпоксидную смолу и аккуратно прижав в тисках, оставил склеиваться.
- После того как эпоксидка высохнет, трансформатор должен выглядеть примерно так.
Способ 2.
Тоже не из лёгких, но при этом трансформаторное железо останется целым, что важно. Для этого нужно снять обмотку, используя зубило, долото, ножовку по металлу и т.д
Удаляем также шунты.
Далее наматываем новую обмотку на трансформатор. Она делается из многожильного провода с сечением не менее 100 мм2 (или диаметром более 1 см)
Будет достаточно сделать 2-3 витка.
Если провод имеет слишком толстую изоляцию, то допускается удалить ее и заменить тканевой изоляционной лентой.
Если используется сразу два трансформатора, то вторичная обмотка для них делается общей, но очень важно правильно соединить выводы с их первичных обмоток.
Напряжение на выходе трансформатора получилось чуть более 2-х вольт, но сила тока — около 800 Ампер! Это достаточный ток для того чтобы обеспечить прочное соединение при сварке металлов.
Корпус для сварки своими руками
Теперь осталось сделать корпус для аппарата точечной сварки. Можно сделать его из металла. Можно сделать корпус из дерева. Вы можете делать его исходя из того, что у Вас будет под рукой.







- После того как я вырезал все части корпуса, я тщательно закруглил их края с помощью фрезы.
- На верхнем рычаге Вам нужно будет сделать выемку, для того, чтобы рычаг мог легко подниматься вверх не упираясь в корпус.
- На задней панели я вырезал два отверстия, одно под выключатель, второе под провод питания.
- Затем я закрепил на задней панели выключатель и вставил кабель питания в отверстие. Утолщение на кабеле предотвращает его от выпадания.
- Я закрепил трансформатор на деревянной основе с помощью обычных саморезов. На один из них я одел клемму, которую присоединил к заземлению.
- Затем я отшлифовал, загрунтовал и окрасил все детали. Я выбрал два цвета — черный для корпуса, и желтый для движущихся частей (рычагов).
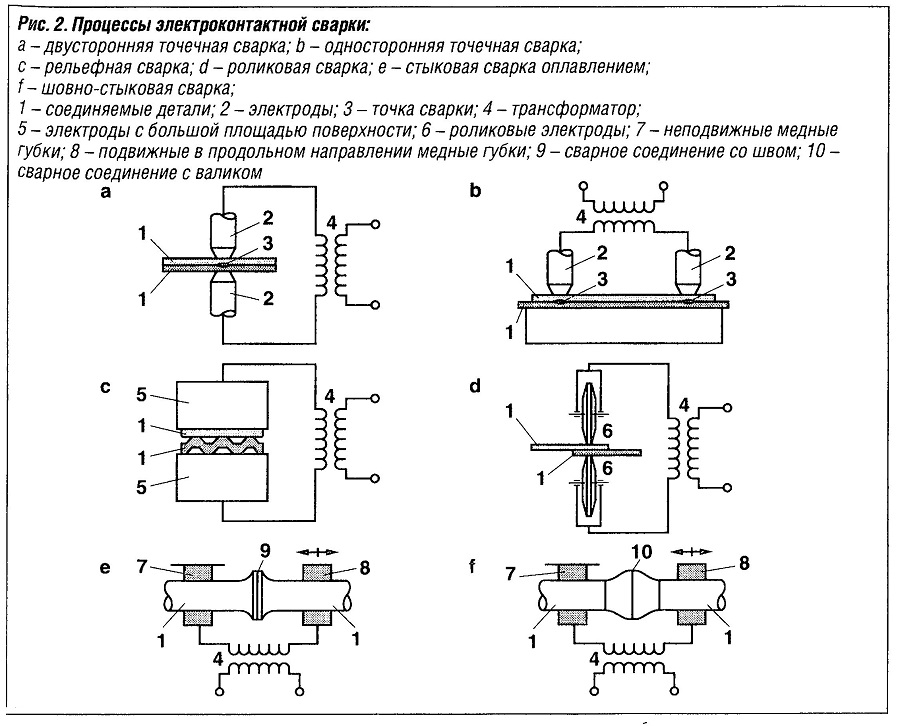
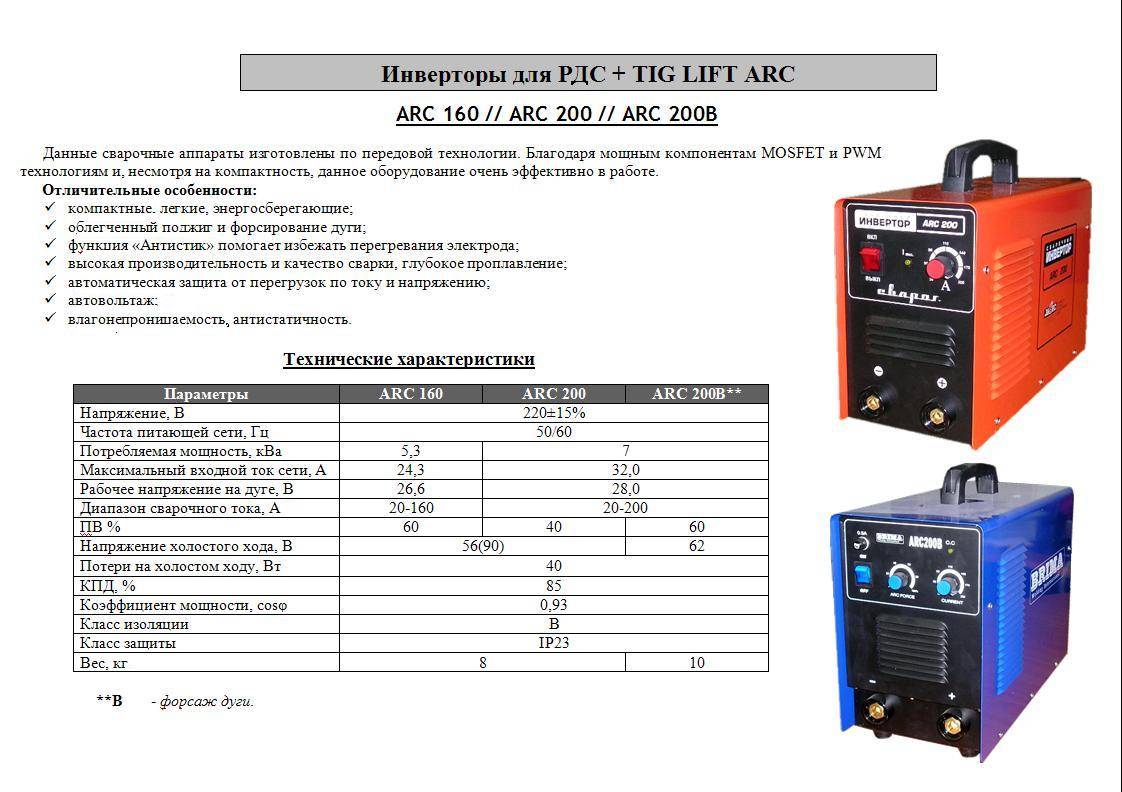
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
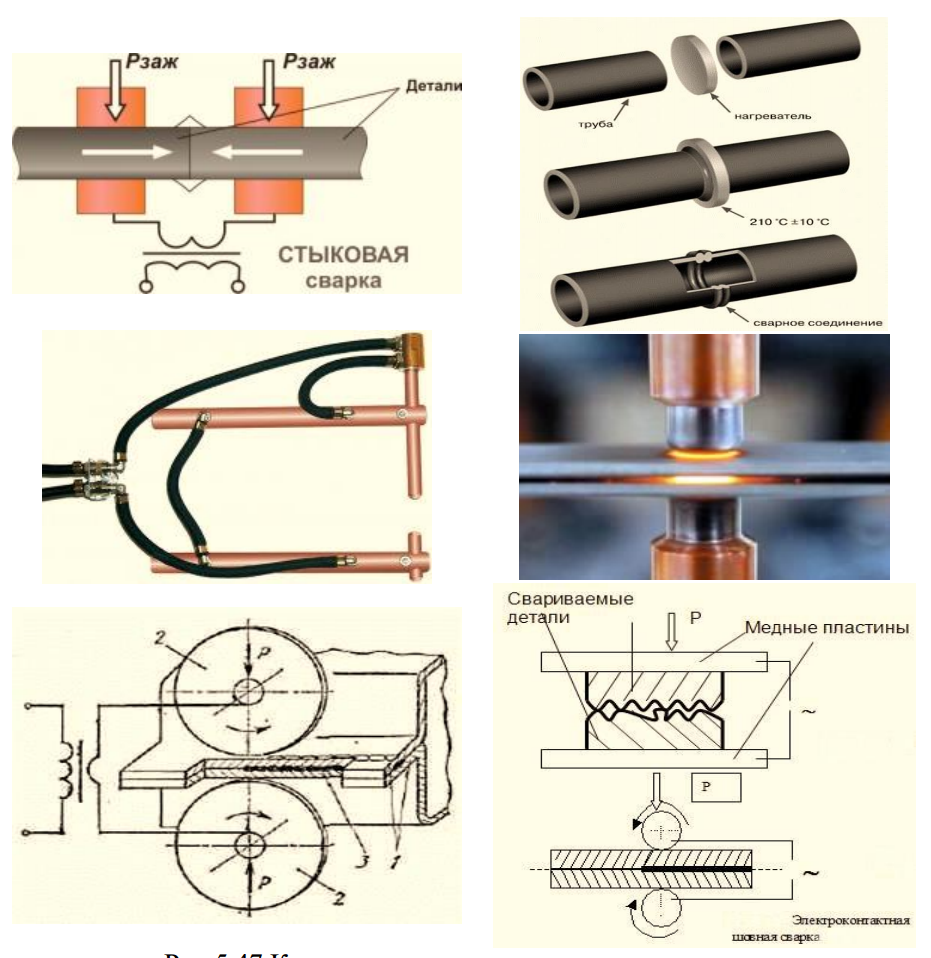
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
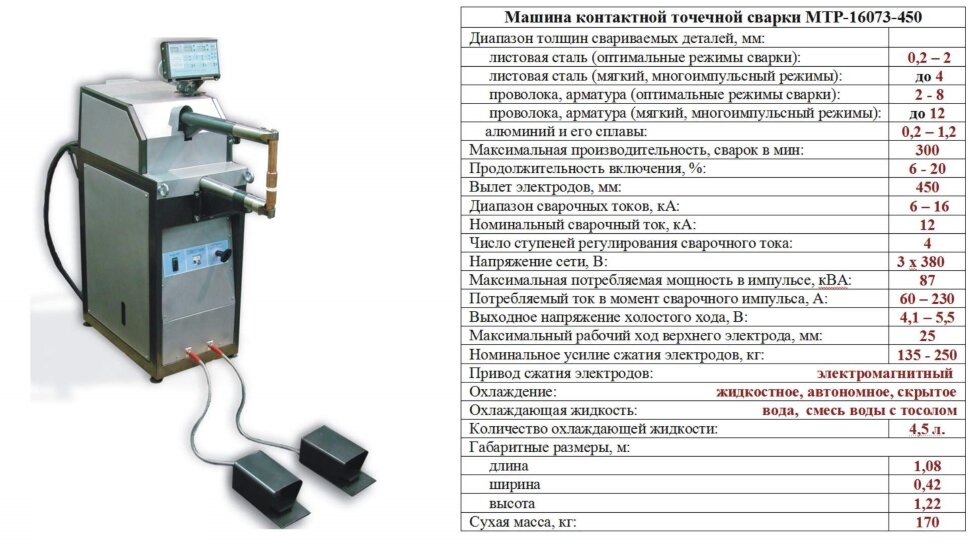
Как выбрать аппарат для точечной сварки
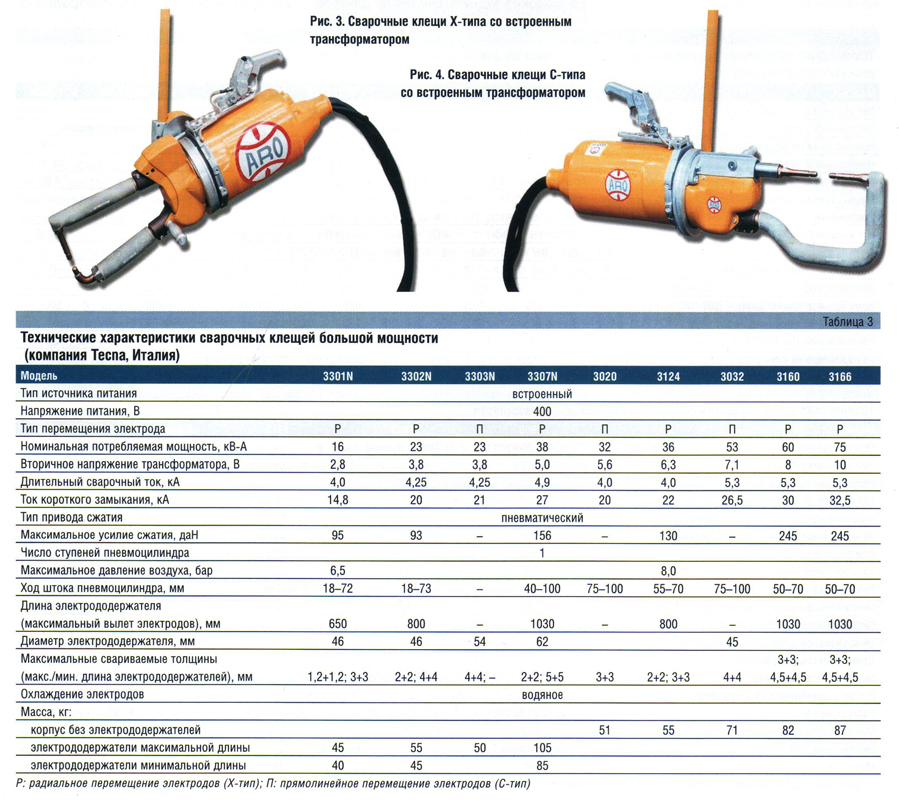
Не только цена и финансовые возможности решают, какой аппарат контактной сварки купить. Многое зависит от целей, сферы применения, а также технических эксплуатационных характеристик. Мы ознакомились с рекомендациями опытных мастеров, после чего обозначили первостепенные критерии – режим воздействия, максимально возможный сварочный ток, толщина металлов, способ управления, а также потребляемая мощность.
Режим воздействия
Современные модели работают по двум режимам воздействия на заготовки, детали:
- Односторонний режим. Он присущ больше споттерам, что оснащены пистолетом со штангой, обратным молотком с электродом на торце. Для сварки нужно прихватиться этой деталью к поверхности, выполнять обратные удары, чтобы вытянуть металл. Этот метод целесообразный, если воздействие производится в труднодоступных местах, а также при взаимодействии с крупными изделиями.
- Двусторонний режим. Этот способ уместен, если необходимо соединить металл внахлест. С такой задачей справятся клещи, обхватывающие участок с двух сторон. Удаленность точек будет зависеть от вылета консолей, обычно это 12-50 см. Подвижной бывает верхняя консоль, ее опускают путем прижима с одновременным разогревом.
Максимальный сварочный ток
Возможности оборудования напрямую зависят от границы сварочного тока. Например, если аппарат выдает 3000 А, общее сечение сможет соединить детали толщиной 3 мм. Если параметр повышен до 6000 А, в таком случае «сшивают» сталь 4-5 мм. Такие возможности демонстрируют бытовые модели, для промышленных целей созданы усиленное оборудование 10000-16000 А, что соответствует суммарной толщине 9 мм.
Толщина свариваемых металлов
Такой критерий также нельзя не учитывать при выборе сварочного оборудования. Если в инструкции указано, что клещи или споттер сцепит листы толщиной 3 мм, то работа с более широкими поверхностями будет некачественной. Обозначается параметр двумя способами – суммарный (например, 6 мм) или раздельный (3+3 мм). Промышленные версии способны одновременно скреплять 3 листа, тогда параметр будет 3+3+3 мм.
Способ управления
Бытовые задачи с легкостью решит упрощенная модель с ручным способом управления. Бюджетные товары не предусматривают настройки силы тока, действуя всегда на максимуме. С клещами оператору нужно будет самостоятельно сдавливать консоли, контролируя соприкосновение электродов.
Современные, промышленные конструкции оснащены синергичным микропроцессорным способом управления. Для этого предусмотрена цифровая панель, где мастер указывает тип соединения, толщину изделия. Умная система самостоятельно подбирает оптимальный режим, в нужное время подает и отключает ток. Остается только к ножному месту подносить электроды.
Мощность
Показатель мощности подбирается с учетом поверхностей, которые будут обрабатываться. Тугоплавкие металлы требуют устройство, на котором можно регулировать ток в большом диапазоне. Для обычного металла подойдет стандартный вариант точечной сварки. Параметр в пределах 5 кВт выдержит однофазное напряжение, все, что свыше требует дополнительных мер или сети 380 В.
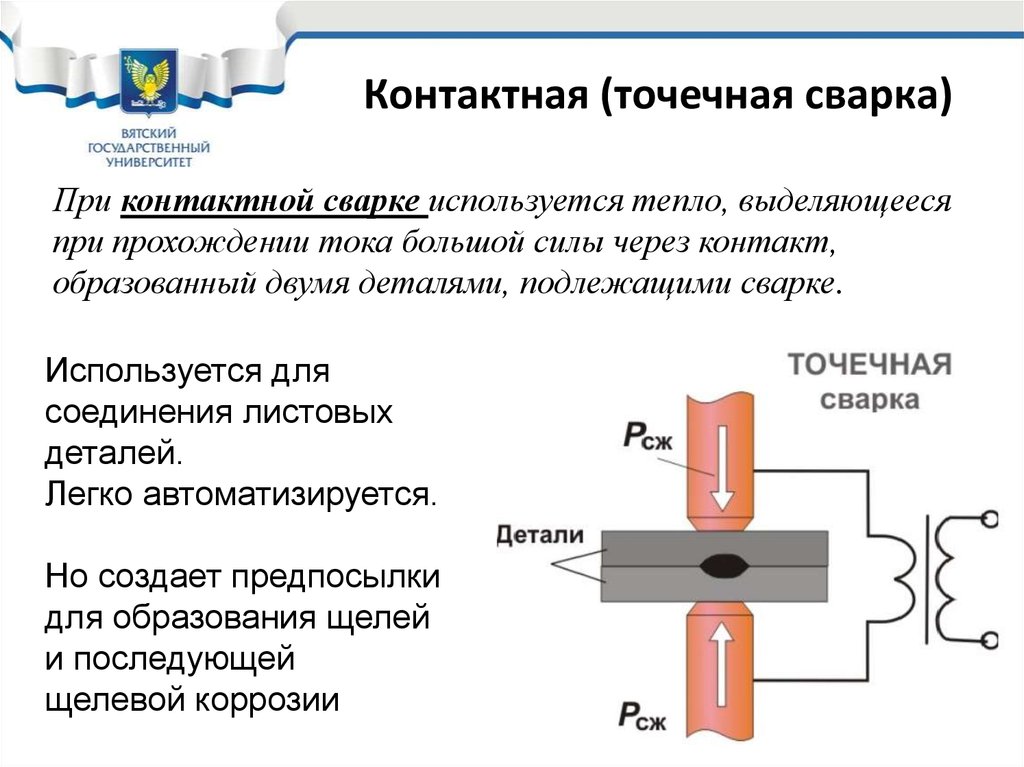
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.

При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
Подготовка трансформатора
Трансформатор — ключевой элемент контактной сварки. Он поднимает входное напряжение до нужного уровня. Подходящим для этого коэффициентом трансформации и мощностью 700-800 Вт обладает устройство из большой микроволновки. Изготовленная из него сварка выдаёт 4 кВт напряжения и может соединить металлический лист толщиной до 5 мм.
Если такая печь у вас есть, то приступайте к аккуратному изъятию детали. Процедура пошагово:
Не используйте молоток и прочий тяжёлый инструмент
Открутите основу корпуса микроволновки, демонтируйте все крепления и осторожно извлеките трансформатор из разъёма.
Вторичная обмотка устройства выполнена из более тонкого провода и витков на ней сравнительно больше. Вам она не нужна
Удалите витки с помощью небольшого молотка и зубила, не повредив первичной обмотки. Также демонтируйте шунты для ограничения силы тока, если таковые будут.
Удалите магнитопровод. Если он выполнен с помощью сварки, то для снятия вторичной обмотки с него примените ножовку по металлу или стамеску. Иногда её буквально приходится выковыривать или высверливать. Это тоже очень тонкая операция, поскольку опасна разрушением магнитопровода.
Теперь приступайте к наматыванию новой вторичной обмотки. Используйте провод сечением от 10 мм. Он не обязательно должен быть новым и цельным.
На сердечник необходимо намотать 2-3 витка (для получения 2 В на выходе), как на фото. Лишняя длина вызовет ненужный рост сопротивления.
Совет. Если у провода толстая изоляция — снимите её, а жилу обмотайте изолентой на тканевой основе.
Разобраться в деталях вам поможет видео. Из точечной сварки можно выжать ток большей силы. Для этого потребуется установить второй аналогичный трансформатор, объединив с первым в цепь






В этой процедуре особенно важно корректно соединить выводы разных обмоток двух трансформаторов (используйте вольтметр), иначе получите короткое замыкание. После сборки основы точечной сварки измерьте силу тока, которую она производит
Помните, больше 2000 А в домашних условиях генерировать нельзя из-за проводки.
Споттеры для точечной сварки
Споттер – это вид ручного аппарата точечной сварки, актуальная в ремонте транспортной техники, на стройке. Большую эффективность демонстрирует, взаимодействуя с габаритными изделиями, когда невозможен доступ к внутренней стороне. Продается стандартным комплектом – само устройство, кабель заземления, провод подачи тока, сварочный пистолет. Мы проанализировали мнения мастеров, отзывы покупателей, протестировали самые покупаемые модели, выделив 3 явных лидера.
Fubag TS 2600
Споттер для односторонних прихваток на металлических изделиях толщиной до 1.5 мм. При компактных габаритах 200х320х180 мм устройство потребляет напряжение 5.4 кВт, выдавая силу тока 2800 А. Комплект дополнен пистолетом, угольным электродом и тремя «звездочками», штангой с обратным молотком. Предусмотрено несколько режимов эксплуатации (всего 5) – разогрев угольным электродом, приварка гофрированной проволоки и колец, прихватка «звездами». Благодаря обратному молотку, грузику весом 1.1 кг можно быстро вытягивать вмятины. Вес конструкции 14 кг. Производитель прилагает все нужные инструменты. Дополнительные функции – термозащита, контроль поджига.

Достоинства:
- Надежное соединение;
- Световая индикация;
- Полный комплект инструментов;
- 5 режимов;
- Простота настройки;
- Компактность.
Недостатки:
- Тяжело переставлять из-за большого веса;
- Отсутствует опция регулировки силы тока в амперах.
FoxWeld SW-2500
Полуавтоматический трансформатор обеспечивает конденсаторную сварку со временем разряда от 1 до 3 мс. Весь рабочий процесс полностью автоматизированный, поэтому использовать FoxWeld SW-2500 может даже новичок. Глубина проникновения минимально возможная — приблизительно 0.1 мм, это позволяет выполнять действия на тонкостенных металлах 0.6 мм. При этом детали и изделия не подвергаются перфорации, деформации, не меняют цвет. Комплект состоит из пистолета, источника питания, зажима-массы, цанг и ключей для их смены. Корпус размерами 355x355x155 мм весит 14.5 кг. Мощность 2.5 кВт, диаметр шпильки не должен быть больше 10 мм. Для простоты управления на передней стенке установлен цифровой дисплей. Скорость формирования точек сцепки — 10-20 штук за минуту.

Достоинства:
- Высокая производительность;
- Цифровой дисплей;
- Широкая область применения;
- Хороший комплект;
- Аккуратный результат;
- Простота эксплуатации.
Недостатки:
- Кабеля не выносят низкие температуры;
- Цена.
По характеристикам, заявленным возможностям аппарат относят к профессиональной категории. Может работать со сталью, нержавейкой, алюминием, латунью. Используется при строительстве зданий, приборостроении, в электронной промышленности и др.
ТСС SW-1600
Аппарат ультразвуковой точечной сварки для сцепления шпилек конденсаторным методом. Это мгновенный разряд энергии со скоростью 1-3 мс или 10-20 штук за минуту. Минимальная толщина листа металла должна быть 0.6 мм, при этом никаких следов не остается. Потребляемая мощность 1.6 кВт. Для управления предусмотрен цифровой дисплей. Комплектация состоит из сетевого кабеля, источника питания, пистолета на проводах, зажима-массы, цанг и ключей для их замены. Также производитель прилагает гарантию. Степень защиты от влаги, пыли здесь выше, чем у предыдущих номинантов — IP21. При габаритах 355×355×155 мм конструкция весит 18 кг.

Достоинства:
- Высокая точность ультразвука;
- Цифровой дисплей;
- Быстродействие;
- Скорость;
- Хороший комплект;
- Профессиональная серия.
Недостатки:
- Цена;
- Не всегда есть в наличии у магазинов.
Использовать это устройство можно, если предстоит работа с латунью, сталью, алюминием. Его главное отличие – экономия потребляемой энергии, времени владельца. Это новинка от российского производителя, созданная современными технологиями. Выдержит как бытовые, так и промышленные нагрузки.
Лучшие трубогибы