
Параметры давления
При эксплуатации этих емкостей важно знать, что у них есть два показателя давления. К первому показателю относится рабочее давление, которое при соблюдении всех правил эксплуатации и транспортировки резервуара, не должно выходить за пределы 150 Атм
Ко второму типу давления относится проверочное, которое приобретает большую значимость во время этапа подсоединения основной системы. Этот параметр не должен быть выше, чем 225 Атм. Также стоит отметить, что при заказе этих емкостей, необходимо удостовериться в наличии защитного колпака.
Можно добавить, что после проведения некоторых химических исследований, а также лабораторных наблюдений, было установлено, что СО2 в резервуаре является наиболее безопасным газом среди всех, а потому его можно использовать на открытых площадках.
Элементы устойчивости и объем

Сверху на всех баллонах обязательно крепится колпак. Он предохраняет вентиль от случайных повреждений при транспортировке. На нижнюю часть плотно насажена основа квадратной формы.
Она позволяет устойчиво выставлять емкость в вертикальное положение, что важно при сварке. Во время эксплуатации перемещать баллон вместе со сварочным полуавтоматом можно на специальной тележке
Это удобный метод обслуживания сварочного места в любой рабочее зоне.
В продаже представлены емкости от 10 л до 40 л. Соблазнительным кажется вариант приобретения для сварки меньшего объема. Цена его меньше, но после использования газа заправить новый будет не так просто.
Большинство заправочных станций приспособлено для заполнения 40 л. Исключение составляет углекислота. В связи с тем, что ее закачивают в огнетушители, возможности заправочных станций позволяют заполнять маленькие объемы.
Параметры давления
При эксплуатации этих емкостей важно знать, что у них есть два показателя давления. К первому показателю относится рабочее давление, которое при соблюдении всех правил эксплуатации и транспортировки резервуара, не должно выходить за пределы 150 Атм
Ко второму типу давления относится проверочное, которое приобретает большую значимость во время этапа подсоединения основной системы. Этот параметр не должен быть выше, чем 225 Атм. Также стоит отметить, что при заказе этих емкостей, необходимо удостовериться в наличии защитного колпака.
Можно добавить, что после проведения некоторых химических исследований, а также лабораторных наблюдений, было установлено, что СО2 в резервуаре является наиболее безопасным газом среди всех, а потому его можно использовать на открытых площадках.
Устройство газовых баллонов
Газовые баллоны для сварки изготавливаются в соответствии с ГОСТом. В этих целях применяется толстый листовой металл толщиной от шести до восьми миллиметров. Из него создается цельнотянутая оболочка без соединительных стыков.
Форма изделия – цилиндрическая, с выпуклым дном и узкой сферической горловиной. В последнюю устанавливается вентиль, позволяющий регулировать проток газа.
Стоит обратить внимание на то, что устройство вентиля для кислорода и горючих газов различное. Тем не менее у всех них имеется шпиндель, двигающийся при повороте маховика
 Таблица маркировки газовых баллонов.
Таблица маркировки газовых баллонов.
Обеспечение надежной эксплуатации достигается использованием дополнительного специального кольца, запирающего вентиль. Кольцо также закрывается предохранительным колпаком.
Через вентиль осуществляется не только подача газа, но и заправка.
Основным параметром изделия является максимально допустимое давление газа, который в него можно закачать. Для сорокалитровых емкостей это значение составляет 150, а для пятидесятилитровых 200 кг/см2.
Что касается габаритов, то емкости разных объемов имеют одинаковый диаметр, а вот их высота отличается. Кроме того, отличия могут быть и между одинаковыми моделями, если они изготавливаются из стали разной толщины. Отсюда и вес пустых емкостей может отличаться.
При учете массы всей емкости не стоит забывать и о весе комплектующих изделий. Следует учесть нижний башмак, для кислородного баллона его вес составляет 5.2 килограмма, кольцо и металлический колпак весом 300 грамм и 1.8 кг соответственно.
Редуктор
Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
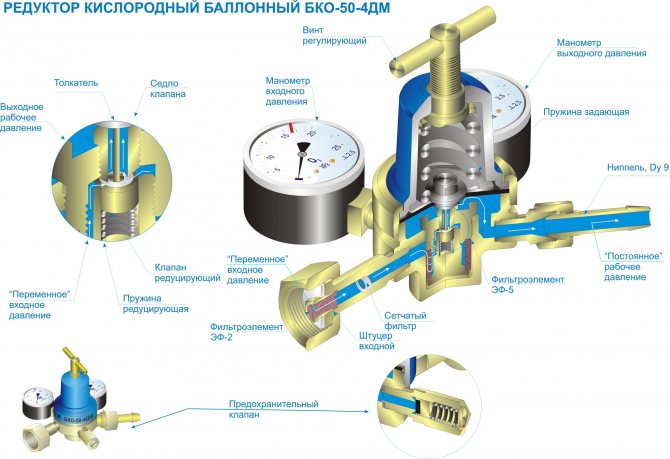
Отличие кислородного редуктора от углекислотного
Объединяет эти два типа редукторов-одно, они предназначены для регулирования давления при подаче газа. Отличия есть в целевом предназначении, в популярности и в конструкции. Так, редукторы отличаются диаметром форсунки выпускающего клапана, масштабами накопительной камеры.Также кислородные редукторы используются чаще,поскольку кислород,как газ более востребован в промышленности.
Кислородный редуктор имеет 2 монометрических устройства, в то время как углекислотный-одно. Помимо этого отличие есть в металле, и материалах из которого устроены редуктора. Для того, прибор служил долго, обязательно необходимо подбирать правильно редуктор под вид используемого газа, несоблюдение этого правила может быть опасным.










РазноеКомментировать
Виды сварочных аппаратов
Инвертор — источник образования и питания электродуги. Принцип действия основан на преобразовании характеристик электрического тока посредством трансформатора и электронного блока, построенного на силовых транзисторах.
Аппарат, собранный по схеме инвертора, отличается от других силовых источников:
- меньшими габаритными размерами;
- улучшенные динамические показатели электродуги;
- повышение КПД;
- снижение фактора разбрызгивания расплавленного металла;
- возможность плавно менять параметры и режимы работы.
Инвертор способен производить сварку:
- MMA — электродуговая сварка электродами с покрытием в ручном режиме. Осуществляется на постоянном (DC) или переменном (AC) токе.
- MIG/MAG — сварочный процесс в облаке защитного газа с использованием специальной проволоки.
- TIG — процесс соединения деталей посредством электродуги и неплавящимся электродом в среде инертных или активных газов. Режим постоянного тока используется для стыковки сталей, переменный — алюминия.
советы по выбору для сварщика
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.

Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Что выбрать
Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном. Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
svaring.com
Безопасность

Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Основные достоинства по сравнению с доставкой смеси баллонами
- Стабильность состава смеси. В отличие от поставляемой на предприятие в баллонах, сварочной смеси, производимой на месте можно поддерживать стабильные технологические параметры: процентный состав (широкий диапазон регулировок), давление, температура, расход (зависит от потребления). Эти факторы влияют на качество сварного шва.
- Снижение себестоимости смеси. Цена на углекислоту для сварки — в несколько раз дешевле, чем баллонной.
- Снижение трудозатрат и повышение безопасности при работе со смесью. Отказ от смены баллонов в технологическом процессе, снижение рабочих давлений.
- Резкое снижение транспортных расходов. Доставляя жидкие аргон и углекислоту, Вы не занимаетесь перевозкой баллонов, где 70% составляет вес баллона, и 30% — вес продукта.
- Упразднение затрат на содержание и обслуживание баллонного парка.
- Удовлетворение требованиям любого сварочного оборудования.
Наше предприятие предлагает Вам купить комплексы по приготовлению на месте газовых сварочных смесей из углекислоты, двухкомпонентных: аргон и углекислота (СО2 — 20% + Ar — 80%), трехкомпонентных (СО2 + Ar + О2 — до 5%), производительностью 50, 100, 200 м³/ч. Предлагаемые нами комплексы позволят Вам самим делать смеси на Вашем предприятии.
С экономической точки зрения имеет место двойной экономический эффект: Доставка газов осуществляется в жидком виде с последующей газификацией на месте, минуя стадию транспортировки в 40 л баллонах (например: из одной тонны жидкого кислорода или аргона получается объем газа эквивалентный 110-120 баллонам);
Преимущества применения защитных газовых смесей позволит на Вашем производстве минимизировать разбрызгивание и снизить затраты на зачистку шва, повысить пластичность и прочность сварного шва, стабилизировать процесс сварки и улучшить микроструктуру металла шва, улучшить внешний вид сварного шва, экономить сварочную проволоку, повысить скорость сварки, улучшить условия труда сварщика, увеличить в полтора раза производительность труда, при этом снизить на 20% себестоимость работ.
Особенности баллона с СО2
Баллон под углекислый газ должен быть полностью окрашен в черный цвет, а также иметь надпись «УГЛЕКИСЛОТА», выполненную из желтой эмали. Стоит отметить, что вес емкости устанавливается без учета таких деталей, как вентиль, кольца, колпаки, башмаки. В дополнении к окраске и надписи, на резервуаре должна находиться паспортная информация о нем.
Нанесение этих данных осуществляется ударным методом
Важно знать, что наносится информация в верхней части баллона, а место ее расположения полностью зачищается до металлического блеска и имеет выделяющую черту шириной 20-25 мм желтого цвета. Вот список тех сведений, которые должен содержать паспорт:
- дата производства емкости и год последующей проверки;
- какое давление углекислого газа в баллоне (указывается в МПа (кгс/см2);
- вместимость резервуара (указывается в литрах);
- вес пустой емкости (указывается в килограммах);
- порядковый номер резервуара и клеймо фирмы, которая изготовила его;
- клеймо той компании, которая провела техническое освидетельствование;
- последнее клеймо от подразделения технического контроля той компании, которая изготовила резервуар.

Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.










Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Читать также: Шароточка для токарного станка своими руками
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Таблица достоинств и недостатков
Наименование
Достоинства
Недостатки
Сварочные смеси
+ увеличение производительности за счет повышения массы наплавляемого металла в единицу времени;+ снижение лишнего расхода присадочного материала за счет уменьшения количества брызг;
+ повышение пластичности шва, плотности за счет меньшего порообразования и, соответственно, значительное повышение прочности соединения;
+ снижение количества вредных аэрозолей и дымов на рабочем месте, что улучшает гигиенические условия труда;
+ стабильность процесса даже при неравномерной подаче присадочной проволоки.
— для смеси аргона с кислородом повышенное окисление металлов, что снижает прочность швов, также образование вредного для здоровья угарного газа;— смесь аргона с углекислым газом взрывоопасна, что требует особых предосторожностей при ведении работ;
— при работах со смесью аргона с углекислотой также образуется угарный газ вследствие взаимодействия углекислоты с кислородом воздуха, поэтому оператор должен работать в специальной маске.
Углекислый газ
+ возможность сваривать тонкие металлические листы, которые не деформируются, а также относительно толстых заготовок в любых пространственных положениях, то есть делать горизонтальные, вертикальные и потолочные швы;+ образование хорошей дуги, что удобно для сварщиков с небольшим опытом работ;
+ низкая стоимость способа сварки и самой углекислоты;
+ безопасность в работе;
+ возможность сварки металлов с разными характеристиками;
+ несложность и доступность оборудования для сварки;
+ высокое качество получаемых швов;
+ при соединении деталей с большой толщиной металла углекислый газ выделяет много теплоты, что повышает производительность.
— повышенное брызгообразование, что вызывает необходимость очистки сварных швов после сварки;— прочностные характеристики швов более низкие, чем при способах сварки под флюсом или электродами с покрытием, поэтому не рекомендуется использовать этот метод для деталей, которые будут работать в условиях низких температур или ударных нагрузок.
Применение и преимущества сварочного газа
Сварочный газ в баллонах – это смесь, подходящая для широкого спектра газосварочных работ в быту и в промышленности. Применяется, в основном, для сварки углеродистых и низколегированных видов стали. Основные преимущества использования:
- более высокая производительность сварочных работ, в сравнении с традиционным способом;
- минимальное образование брызг электродного металла;
- увеличение глубины провара шва, как следствие – более прочные конструкции;
- улучшение условий труда и здоровья сварщиков;
- готовые конструкции меньше подвержены короблению;
- затраты, в пять раз меньшие, чем при обычном способе сварки;
- нулевая вероятность образования пор.
| 5 л | 10 л | 20 л | 40 л | |
|---|---|---|---|---|
| Газ | 500 р | 500 р | уточняйте у менеджера | 900 р |
| Баллон новый | уточняйте у менеджера | уточняйте у менеджера | уточняйте у менеджера | уточняйте у менеджера |
| Баллон б/у | 2 500 р | 3 500 р | уточняйте у менеджера | 5 300 р |
Смесь обеспечивает полноценную защиту дуги, снижает себестоимость готовой продукции и капиталовложения для производства работ
Экономия средств – самое важное из перечисленных преимуществ использования сварочного газа в баллонах. Потери электродного металла при сварочных работах углекислотой составляют 120-140 кг на тонну
Применение двухкомпонентной сварочной смеси позволяет снизить их в 6-7 раз, и, следовательно, достичь экономии труда на очистку шва и близлежащей зоны. Продукция потребителей баллонов со сварочным газом является более конкурентоспособной.Перечисленные выше преимущества «работают» лишь в том случае, если не нарушена технология смешивания компонентов, соблюдены пропорции. Сварочная смесь в баллонах от компании М-Газ стабильна, не содержит вредных примесей, однородна. Продукция сертифицирована и отпускается с паспортом качества. Закачка в емкости производится при помощи компрессоров высокого давления. Транспортировка баллонов происходит в полном соответствии с правилами перевозки опасных грузах в стальных баллонах различной емкости серого цвета.
Комплектация баллонов с газом:
- опорные башмаки;
- вентили;
- шайбы горловины для накрутки защитных колпаков.
Кроме продажи смеси, мы предлагаем все виды обслуживания баллонов и принимаем обменную тару в случае исправных вентилей и наличия в емкости остаточного давления. Мы предоставляем клиентам исчерпывающую информацию о составе газовой смеси и консультируем по поводу безопасной эксплуатации баллонов.
Преимущества сотрудничества с М-Газ
Наши клиенты могут не заботиться о наличии технического газа для производственных процессов. Мы строго соблюдаем сроки поставок и не допускаем перебоев в обслуживании.
Другие преимущества партнерства:
- собственное производство, вследствие этого – демократичная стоимость на баллон сварочного газа;
- отлаженная система доставки;
- наличие баллонов различной емкости, обменная тара;
- оптовая и розничная продажа;
- удобные формы оплаты, программы лояльности для клиентов.
Безопасность

Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Использование чистых газов в сварке
При проведении сварочных работ применяют инертные газы, защищающие дугу и ванну без оказания воздействия на расплав:
- Выпускаемый промышленностью аргон может иметь высший или первый сорт. Материалы отличаются содержанием посторонних примесей. Высококачественный газ используют при сварке деталей, изготовленных из цветных металлов или их сплавов. Первый сорт с повышенным содержанием кислорода и азота предназначен для работ с изделиями из стали или технически чистого алюминия.
- При проведении сварочных работ используют экологически безопасный гелий, отличающийся небольшим удельным весом. Газ выпускают в 2 модификациях с разной степенью очистки. Характеризуется повышенной себестоимостью, ограничивающей применение, но подача гелия позволяет нарастить мощность дуги в 1,5-2 раза при сохранении исходных настроек. Газ обеспечивает увеличение скорости сварки и повышение глубины проплавления металла. Чистый гелий востребован при соединении деталей из алюминия либо магния.
- Для сварки медных сплавов применяют азот, не образующий соединений с медью. В соответствии с ГОСТ 9293-74 выпускается 4 сорта газа, отличающихся степенью очистки (содержат от 97 до 99,9 чистого азота).

При проведении сварки применяют инертные газы.
Помимо инертных газов, применяют активные среды, обеспечивающие защиту расплава с одновременным растворением или формированием химических соединений. Например, кислород может использоваться только как добавка к смесям, а углекислый газ высшего сорта позволяет сваривать чугунные заготовки или конструкции из низколегированных либо углеродистых сталей.
Виды газовых баллонов
Сварочные газовые баллоны различаются по цвету, в зависимости от того, какой газ в них закачивают.
Кроме того, в зависимости от типа газа в емкости, различается и цвет надписи.
Например, ацетиленовый баллон газосварочный для газовой сварки окрашивают в белый цвет. А вот синяя краска используется для кислородных емкостей.
Стоит отметить, что они используются не только для выполнения сварочных работ, но и для других целей. Например, кислород востребован в медицине, производстве сверхчистых материалов и др.
Использование подобных емкостей в различных технических целях жестко ограничено государственными стандартами в целях безопасности выполнения работы. Все это необходимо, чтобы исключить вероятность взрыва, возгорания или использования не того газа.
Ацетиленовые баллоны

Маркировка на газовом баллоне. Ацетилен – это, пожалуй, самый распространенный тип газа, используемый в сварке. Обычно непосредственно к месту работ данный газ поставляется в сорокалитровых баллонах.
В заправленной емкости объемом 40л содержится пять кубометров ацетилена под давлением 1.9 МПа.
Емкости, содержащие ацетилен, отличаются от других из-за своего наполнения. Их заполняют различными материалами с высокой пористостью. Может использоваться пемза, инфузорная земля, уголь.









Специфическое наполнение позволяет надежно и безопасно хранить и транспортировать емкости с газом.
Пропитка наполнения ацетоном позволяет существенно увеличить объем газа. Ацетилен растворяется в ацетоне в соотношении 23л газа на 1 л пропитки. Кроме того ацетон обеспечивает равномерное растворение, а также снижение давления до приемлемого уровня.
Емкости для хранения ацетилена изготавливаются из цельнотянутой трубы, без сварных соединений, окрашиваются в белый цвет и маркируются красной надписью.
Пропановые баллоны
Пропановые емкости окрашиваются в красный цвет и маркируются белой надписью. Это единственный вид емкости, которая может быть сделана с использованием сварного соединения.
Емкость различных баллонов для сварки.
Так как пропан не обладает цветом и запахом его утечку очень тяжело идентифицировать. В связи с этим в него добавляют специальные вещества со специфическим неприятным запахом. Он позволит без труда определить наличие утечки.
Также они могут использоваться в газовых горелках. Например, в инфракрасной газовой горелке применяется данный вид топлива в целях разогрева керамического излучателя.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Сложность орбитальной сварки и готовое решение для упрощения технологии
Орбитальная сварка используется для соединения труб и цилиндрических емкостей. Для них необходим высококачественный двусторонний провар, но полноценный доступ к изнаночной стороне шва затруднено. В этом случае при малом диаметре заготовок их вращают перед сварочной горелкой, при большом диаметре или невозможности вращения на заготовки надевают специальную оснастку, по которой, как планета по орбите, движется сварочный автомат. При этой технологии часто используют подогрев заготовок.
Орбитальная сварка, как правило, проводится в чисто аргонной среде. Если же к соединению по техническим условиям предъявляются особые требования, как-то:
- скорость сварки;
- глубина проплава;
- конфигурация изнаночной стороны шва.
В аргон добавляют гелий или водород. Для особо сложных случаев сварки создают смеси из нескольких компонентов, каждый из которых дает свой эффект.