
Процесс сварки алюминия и его особенности
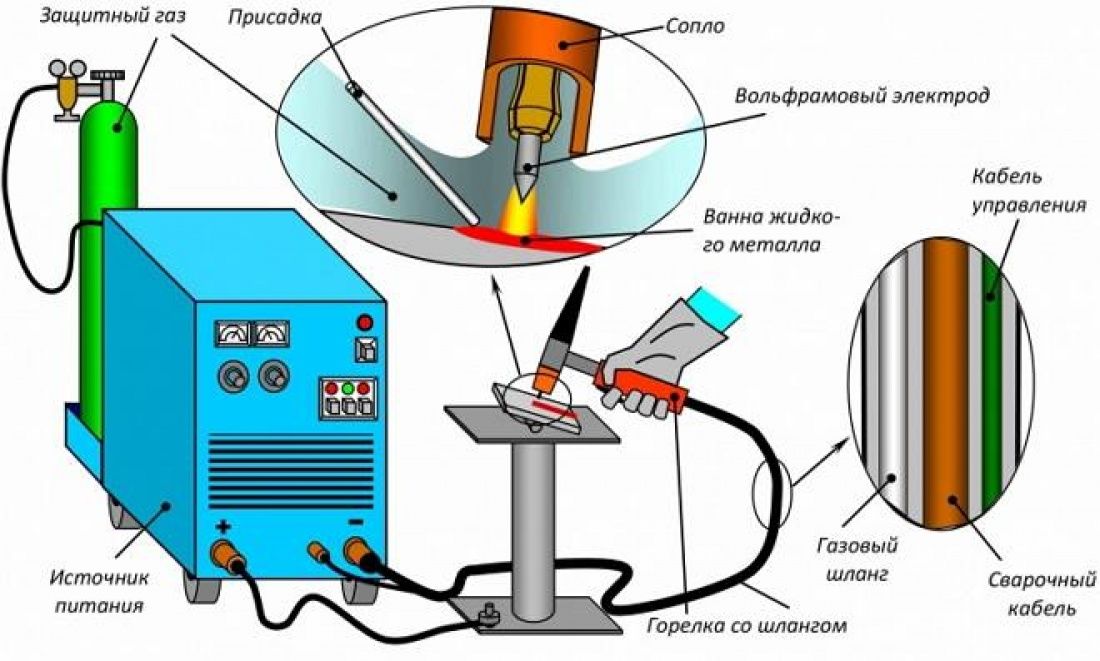
Соединение деталей из алюминия требует учёта физико-химических свойств этого лёгкого и прочного металла. Дело в том, что на его поверхности образуется тонкий и прочный оксидный слой с температурой плавления около 2 000 о, а температура плавления самого сплава — около 650 оС. Механически удалить окисленный слой практически невозможно, поэтому процесс сварки происходит в среде аргона, нейтрального газа, исключающего доступ агрессивного кислорода к соединительному шву. Выполняется сварка алюминия в домашних условиях инвертором, который имеет режим работы переменным импульсным током, также помогающим разрушить тугоплавкую оксидную плёнку.

Сварочный инвертор для алюминия и нержавейки
Промышленностью выпускаются различные сплавы алюминия, которые отличаются по прочностным свойствам, весу и условиям обработки. По свариваемости наиболее распространённые сплавы алюминия делятся на следующие основные группы:
- силумин, алюмокремниевый сплав (Ал2,Ал4 и Ал9), обладающий ограниченной свариваемостью;
- алюмомарганцевый сплав АМц, сваривается без ограничений;
- алюмомагниевый сплав, АМг3, сваривается без ограничений, АМг1, АМг5 и АМг6 являются ограниченно свариваемыми;
- дюралюминий, алюмомедное соединение марки Д1, Д16 относятся к трудно свариваемой группе;
- термоуплотняемые сплавы марок АВ, АК, В95 также отличаются трудной свариваемостью.
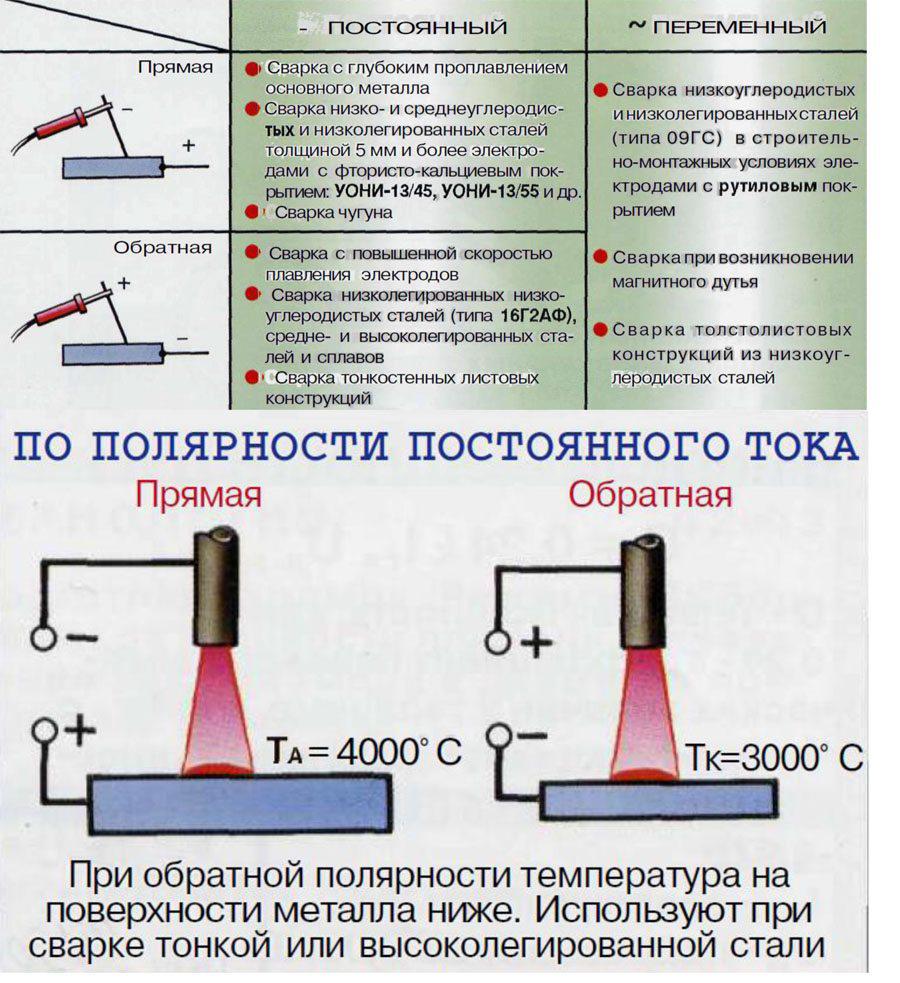
В большинстве случаев высокопрочная сварка осуществляется переменным током с применением аргона и неплавящегося электрода, она обеспечивает качественное соединение металла разной толщины. Но также допускается сварка алюминия инвертором с использованием постоянного тока обратной полярности на электроде. В этом случае необходимо прогреть свариваемые элементы, тщательно очистить от оксидного слоя и использовать прокалённые, специальные электроды для алюминия с покрытием. По шву нужно делать несколько проходов, а сами детали при толщине более 5 мм предварительно подготовить к процессу.
Иногда сварочный аппарат для прочной сварки алюминия комплектуется осциллятором, который позволяет соединять заготовки из нержавеющей стали, титана и производить деликатную сварку металлов разной толщины.
Необходимо знать, что разные методы и оборудование для сварки имеют свои достоинства и недостатки, которые надо учитывать при покупке конкретного аппарата.
СПОСОБЫ СВАРКИ
ИНВЕРТОРНАЯ СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода , а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность .
СВАРКА СТАЛЬНЫМИ ЭЛЕКТРОДАМИ
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой . Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
СВАРКА ЧУГУННЫМИ ЭЛЕКТРОДАМИ
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, какой длины ваш электрод. 1 миллиметр электрода соответствует 50 амперам.
СВАРКА НЕПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура . Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные , вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка ). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом , предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
ГАЗОВАЯ СВАРКА ЧУГУНА
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс . При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень
Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Свойства и разновидности
Угольный электрод представляет собой твёрдый стержень, состоящий из угля (кокса) и нескольких добавок. В роли связующего элемента здесь применяется смола.
Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина – от 25 до 300 мм (самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте). Также они могут иметь разную форму:
- круглую;
- полукруглую;
- прямоугольную;
- полую.
В большинстве ситуаций для работы применяются круглые и полукруглые электроды — это лучший вариант для получения стандартного сварного шва.
Прямоугольные изделия в основном используются для заделки дефектов на стальных поверхностях, а полые характеризуются тем, что способны создать в месте соединения канавку в виде буквы U.
Стоит также знать, что помимо обычных существуют омеднённые угольные электроды. На них наносят медное напыление для увеличения прочности, но при этом все иные эксплуатационные свойства остаются примерно такими же.
Применяемые способы
Электрическую дугу активно используют не только при сварке, но и при резке металла. Существует несколько разновидностей дуговой резки металлических деталей: ручная дуговая резка плавящимся и неплавящимся электродами, а также воздушно- и кислородно-дуговая резка.
Дуговая резка неплавящимся электродом
При данном способе работа проводится как на переменном, так и на постоянном токе прямой полярности. Сила тока должна составлять 400-800 А. При этом используются угольные и графитовые электроды.
Разрез осуществляется путём плавления металла в необходимой зоне, а не путём его сгорания. Благодаря этому качеству, появляется возможность работать с материалами, которые не поддаются резке газом, такими, как чугун или высоколегированные стали.
Данный метод не отличается высокой точностью проведения работы: ширина самого разреза большая, а кромки остаются неровными. Если использовать электроды с прямоугольным сечением, то удастся немного улучшить результат работы.
Дуговая резка плавящимся электродом
Этот метод позволяет достичь большей точности и чистоты, а сам разрез выходит более узким в отличие от предыдущего метода. Для резки применяют те же электроды и того же диаметра, что для сварки, повысив при этом силу тока на 20-30%. Проводя подобную работу в бытовых условиях, можно использовать простые электроды, но для улучшения процесса работы рекомендуется приобрести специальные электроды с особым покрытием.


Производство вышеописанных электродов осуществляется из проволоки диаметром от 3 до 12 мм и длиной до 300 мм. Толщина особого покрытия должна составлять 1-1,5 мм. Расчёт силы тока производится из следующего соотношения: 55-65 А на 1 мм диаметра используемого электрода.
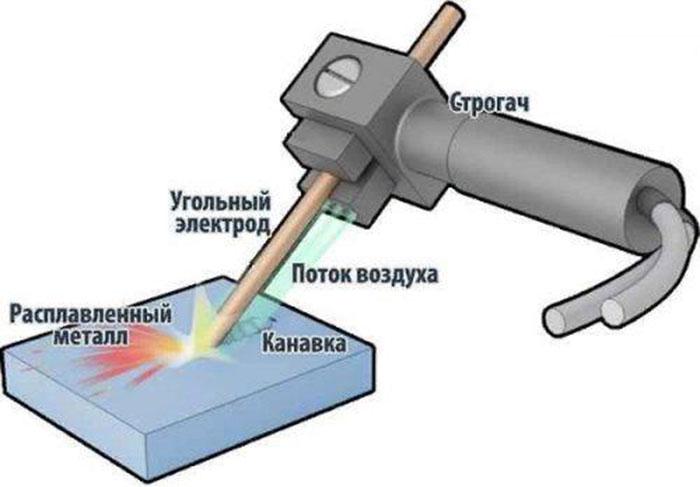
Воздушно- и кислородно-дуговая резка
Такой способ разделения металлических частей отличается от предыдущих тем, что расплавленный электрической дугой металл сразу выдувается струёй сжатого воздуха или чистого кислорода. Обычно этот метод применяют с целью избавления от дефектов места сварки и разделения заготовок из нержавеющей стали толщиной не более 20 мм.
Разделение осуществляют графитовым или стальным электродом при постоянном токе с использованием специальных резаков. Электрод должен быть не тоньше 4-5 мм, имеющий покрытие ОММ-5, ЦМ-7 или ОСЗ-3. Сила тока может доходить до 250А и позволяет резать металл до 50 мм толщины. Сжатый воздух подаётся сбоку с силой давления 0,4-0,5 МПа. Средний расход кислорода варьируется от 100 до 160 л/мин.
Схема воздушно-дуговой резки металла
Если использовать резак типа РГД, тогда электрододержатель держат в правой руке, а сам резак в левой. Как только металл начинает плавиться, на него подаётся струя воздуха и выдувает его.
Полезные советы
Специалисты рекомендуют использовать графитовые электроды без омеднения. Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.

Также стоит учитывать следующие моменты:
- Перед началом работы торец графитового электрода обрабатывается – на нем формируется выемка. Это будет способствовать формированию шарика спайки правильной формы. В качестве альтернативы заводских графитовых электродов можно рассмотреть вариант использования токосъемников, применяемых в троллейбусах или стержней из батареек. Они имеют относительно небольшие размеры и могут быть закреплены на ручке инвертора. Обязательно использование защитных средств – маски сварщика (темных очков), перчаток и одежды с длинными рукавами.
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.
Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина — 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый — подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский — с квадратным или прямоугольным сечением.
- Полукруглый — подойдет для выполнения резки.
- Полый — удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.

Плюсы и минусы использования
У графитного электрода можно перечислить такие достоинства:
- Повышенная стойкость к влиянию тока.
- Хорошая электропроводность, обеспечивающая минимум потерь расходных материалов.
- Нет окисления при повышении температуры, что увеличивает срок службы электрода.
- Не требуется применять при работе специальные держатели — достаточно простых.
Недостатки:
- Действие изделий ограниченное, для использования в особых условиях надо приобретать дополнительные материалы с разной формой наконечников.
- Диаметр стержней — от 6 мм, поэтому при необходимости выполнить тонкое соединение возникают сложности.
При выборе электродов надо руководствоваться условиями, в которых предстоит их использовать. Если свойства графитовых не подходят для выполняемых работ, нужно найти другой вариант.
Угольный электрод плоский 16×4,8×305 мм ArcAir ESAB
Плоский угольный электрод ArcAir 16×4,8×305мм ESAB применяется для резки, строжки и прошивки отверстий в изделиях из нелегированных и низколегированных марок стали, коррозионно-стойких сталей, чугуна и других металлов. С помощью дуги происходит расплавление металла. Удаление расплавленного материала осуществляется мощной струей воздуха, которая также охлаждает угольный электрод.
Щёлкните, чтобы открыть изображение полностью
Описание товара
Омеднённый графитовый электрод, предназначенный для воздушно-дуговой резки и строжки металла. В отличие от OK GPC, данный процесс обладает значительно более высокой производительностью, т.к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой. Следует помнить, что процесс воздушно-дуговой резки сопровождается сильным шумом и выбросом расплавленного металла на большие расстояния, поэтому рабочему необходимо защищать не только глаза и коже, но и органы слуха, а также строго соблюдать правила пожарной безопасности. Данные электроды выпускаются как круглой, так и прямоугольной формы, соединяемые — Jointed (позволяющие вставлять один электрод в другой, тем самым сводя к минимуму огарок) и несоединяемые — Pointed, а также подразделяются на предназначенные для работы на постоянном токе прямой полярности и для переменного тока. Электроды с круглым сечением используют, преимущественно, для снятия фасок, строжки канавок и резки. Электроды с прямоугольным сечением применяют для очистки поверхности и устранения поверхностных дефектов на стальных отливках.
Воздушно-дуговая строжка угольными электродами — самый быстрый и дешевый процесс для резки/удаления металла. Угольный электрод необходим для поддержания дуги, чтобы расплавить металл, одновременно мощной струей воздуха сдувается шлак и расплавленный металл. Сжатый воздух также охлаждает угольный электрод. Угольные электроды применяется для резки, строжки, пробивки отверстий в углеродистых, низколегированных и легированных сталях. Комплект оборудования для воздушно-дуговой строжки состоит из компрессора, сварочного выпрямителя, специального держателя — Flair 600, Flair 1600 или K4000 с моно кабелем. OK Carbon обеспечивает пользователю самую высокую возможную эффективного удалением металла на единицу длины электрода и единицу времени.
сталелитейная промышленность, судостроение, производство металлоконструкций, машиностроение.
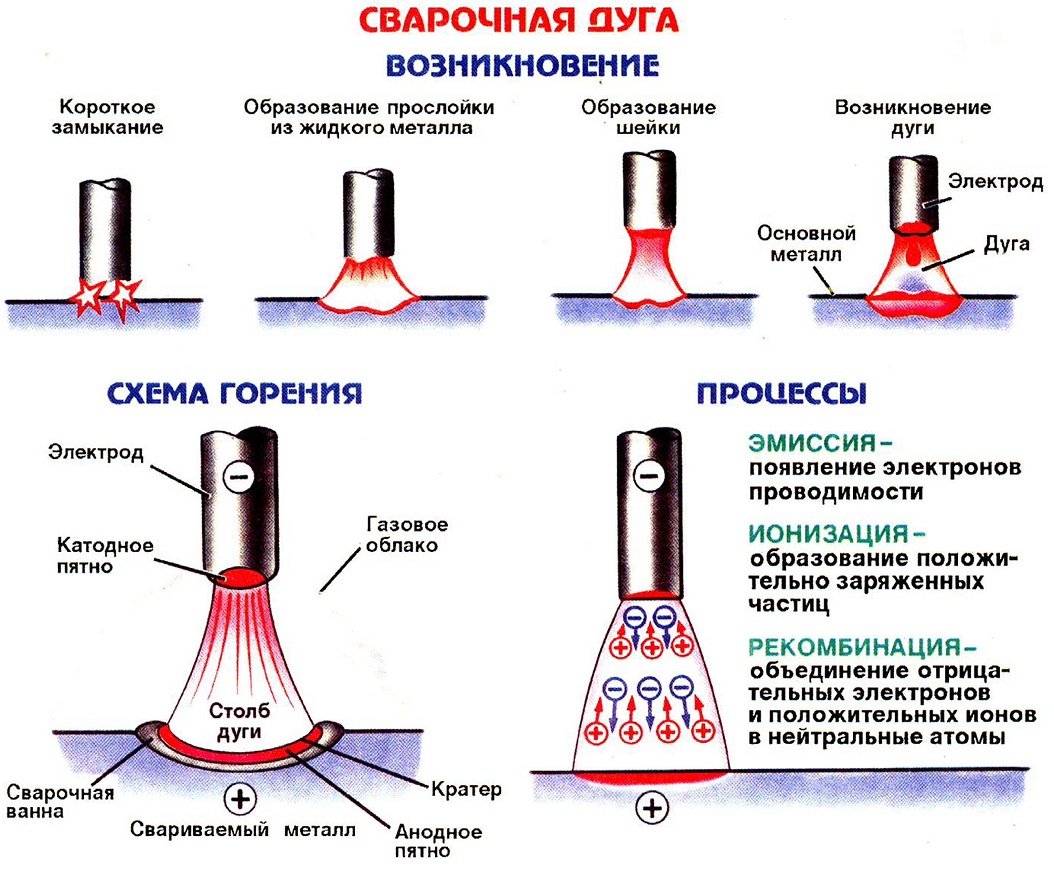
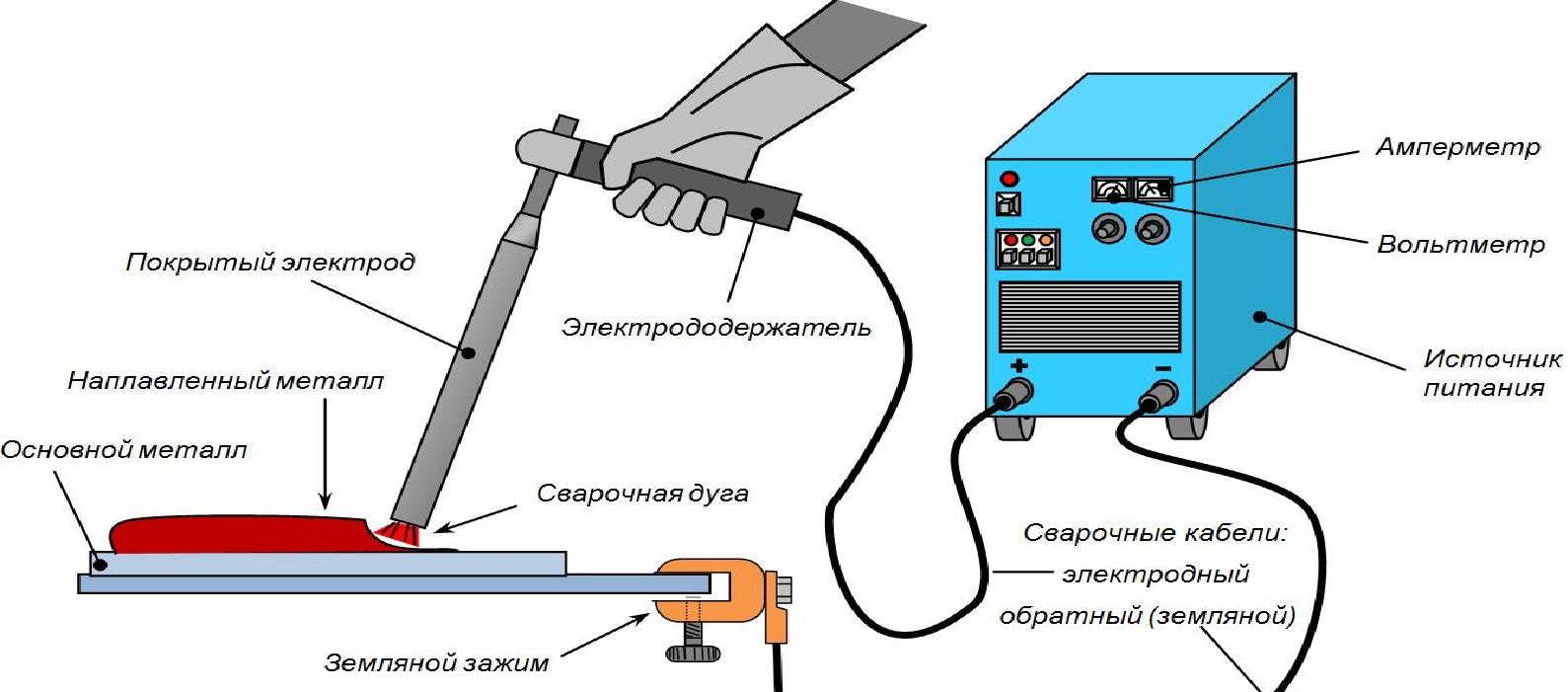
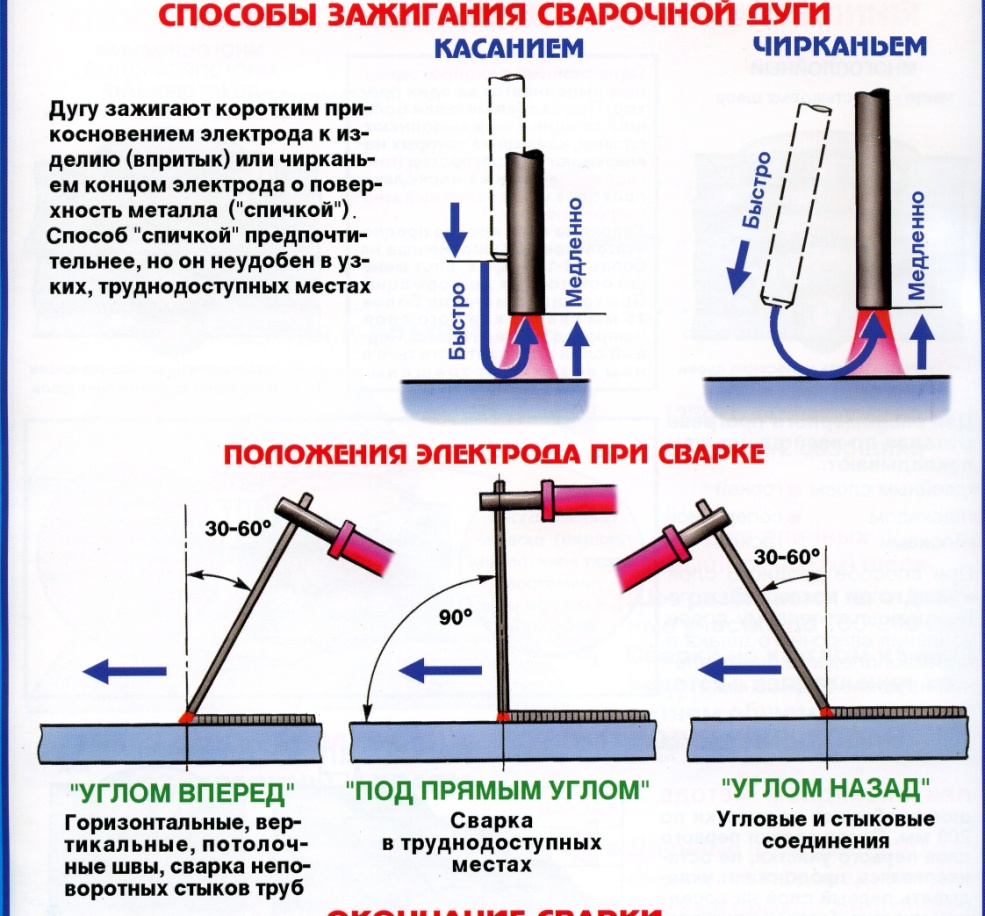
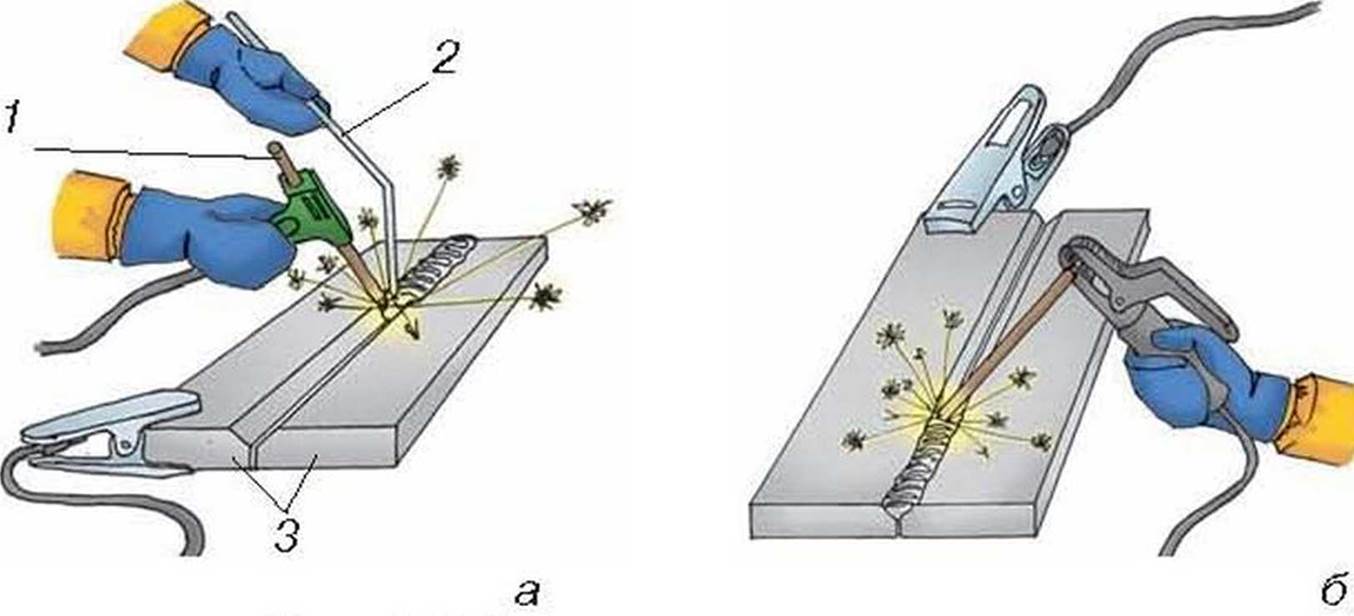
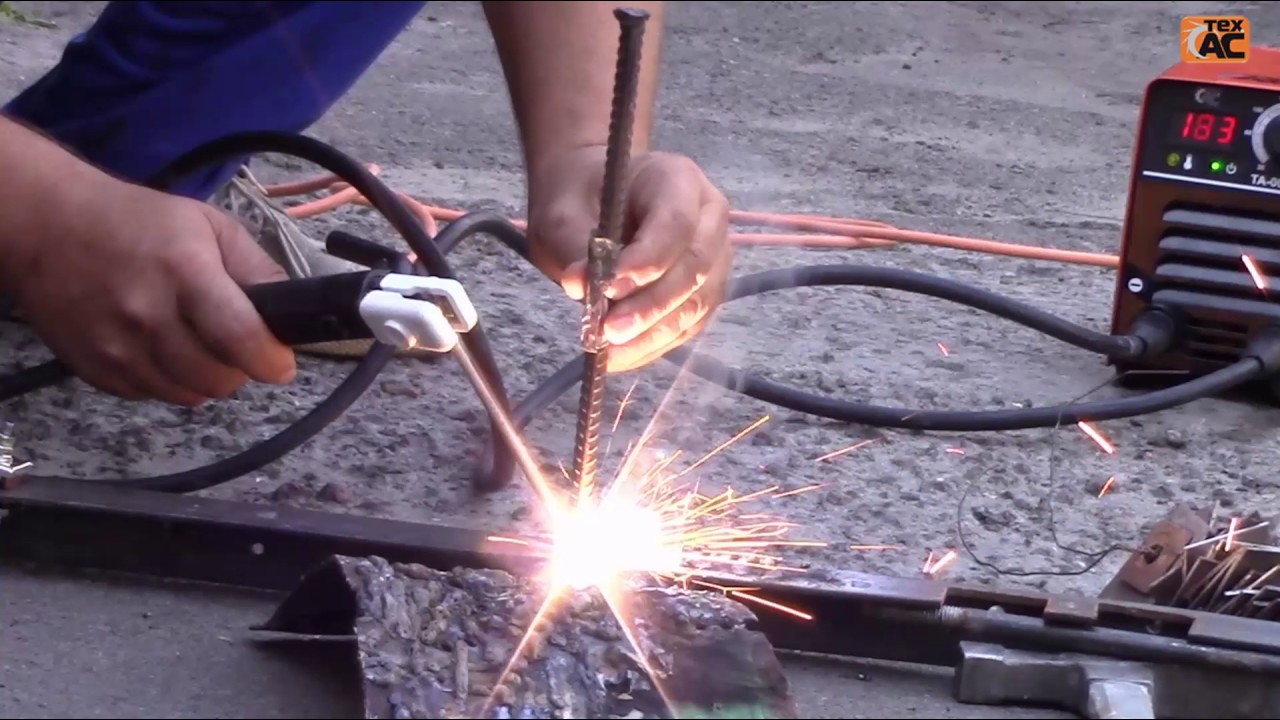
Процесс электросварки
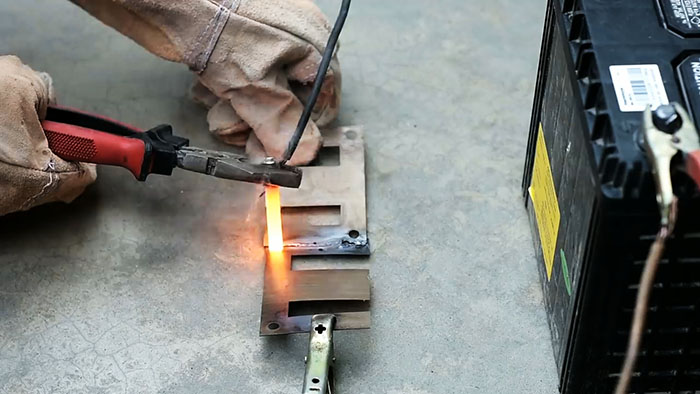
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
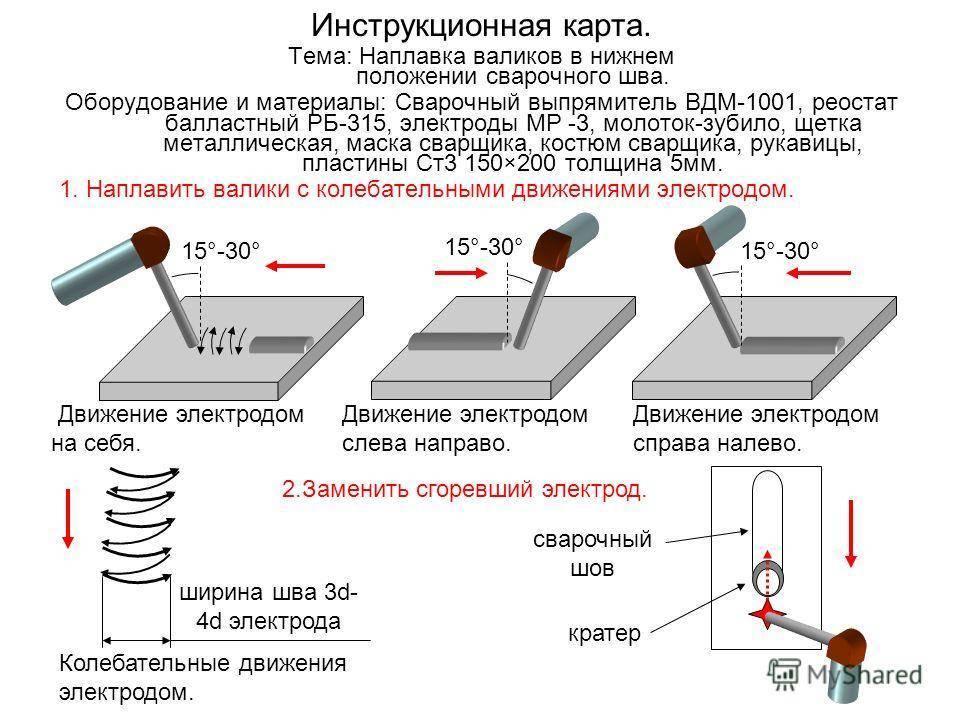
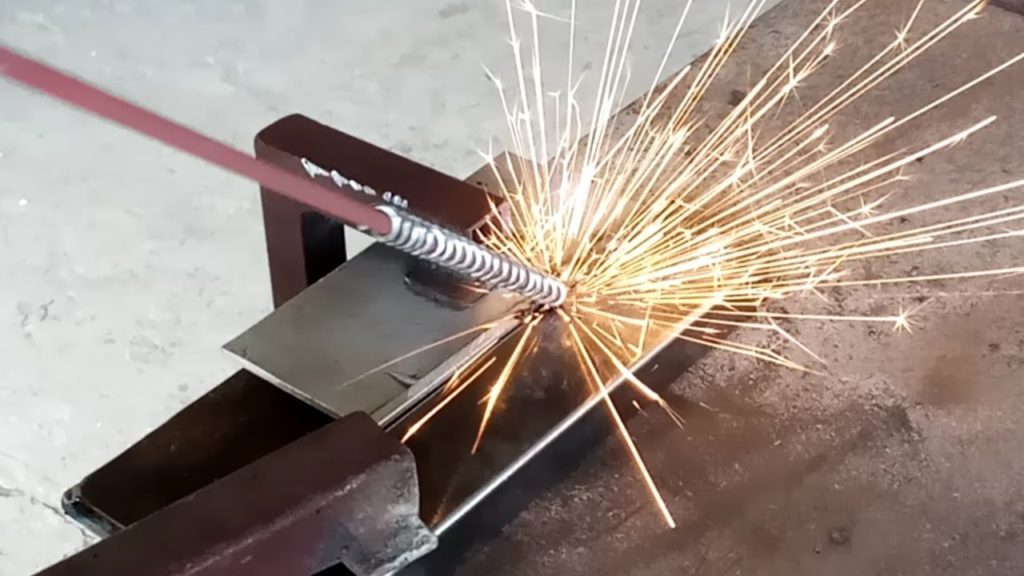
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.






Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
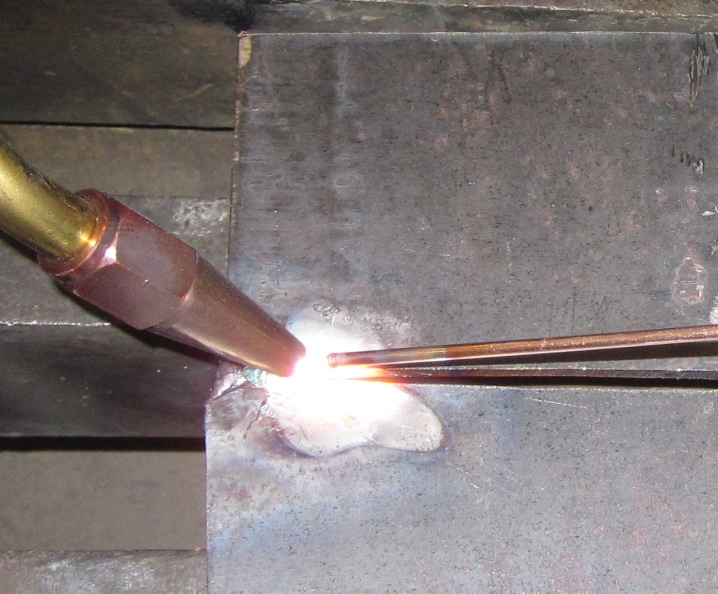
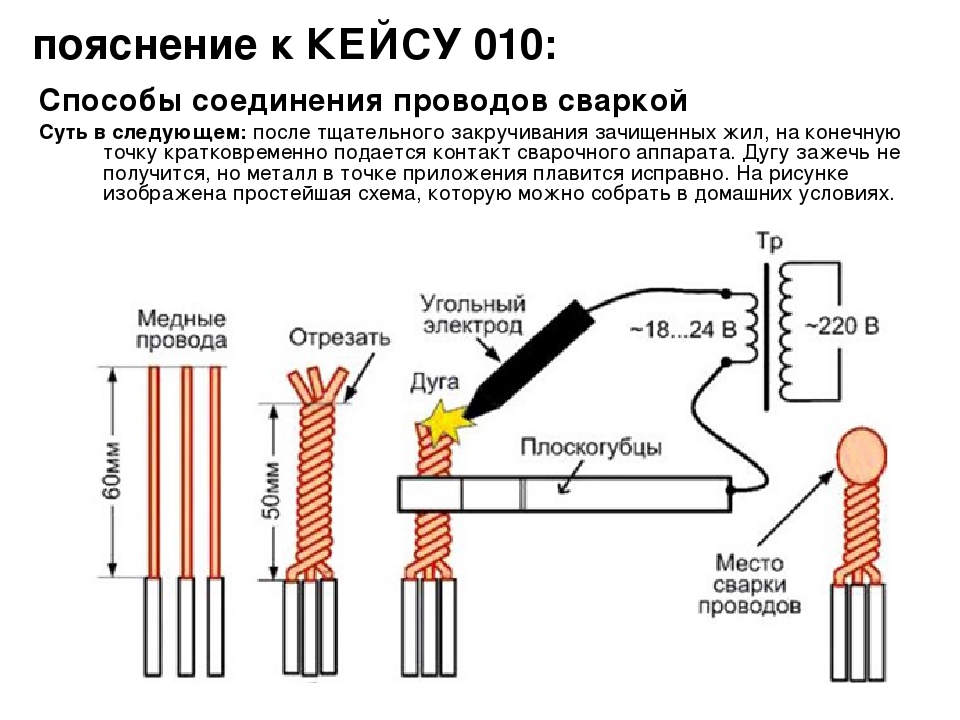
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса. Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Используемые для меди припои
Применение флюсов помогает повысить качество соединения, уменьшить число дефектов, сделать конструкцию более прочной. По свойствам припои делятся на высоко- и низкотемпературные.
Высокотемпературные флюсы
Такие припои сохраняют свои качества при нагревании до +1100 °С. В состав средств входят кремний, серебро, цинк, медь, фосфор. Большая часть составов может использоваться при сварке меди и стали или других металлов.
Высокотемпературный флюс – вещество, которое облегчает процесс пайки.
Низкотемпературные флюсы
Такие средства предназначены для использования при нагреве до 450 °С. Их применяют при сварке материалов с низкой температурой плавления.
Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
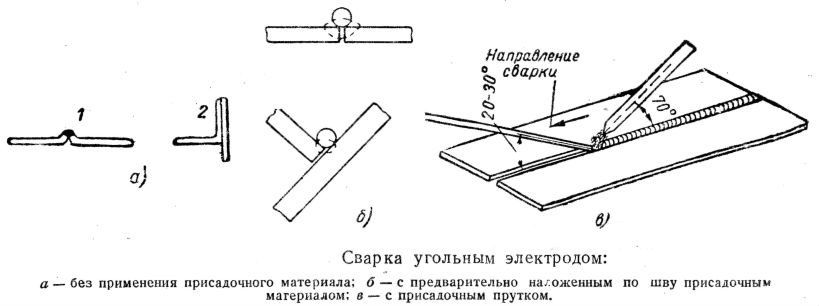
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности
Другими словами, минус подается на электрод.
При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
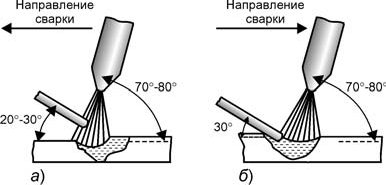
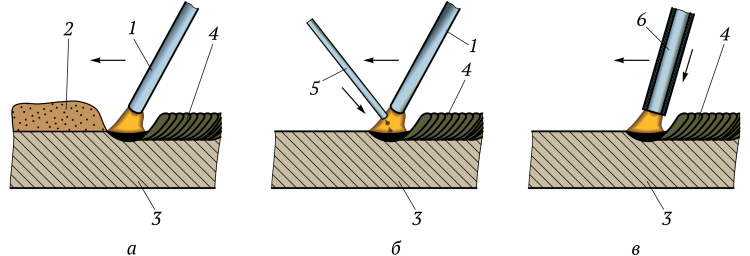
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Разновидности и предназначение
При проведении сварки чаще всего применяются следующие виды неплавящегося электродного покрытия:
- на основе угля;
- чистое графитовое;
- из вольфрама.
Независимо от покрытия электродов для ручной дуговой сварки все они относятся к одной категории, но при этом предназначаются для вполне конкретных целей.
Угольные
Так, угольные расходные материалы применяются при проведении воздушно-дуговой резки, а также востребованы при устранении дефектов, имеющихся на поверхности заготовок.
Сварка неплавящимися стержнями с угольным покрытием проводятся в режимах с токами не более 500-600 Ампер, которых хватает для соединения не очень массивных стальных конструкций, а также исправления поверхностных дефектов литых изделий.
При этом сваривание с их помощью может быть организовано как с присадочным материалом, подаваемым в зону формирования будущего шва, так и без него.
Графитовые
Чисто графитовые электроды чаще всего применяются при работе с цветными металлами (алюминием или медью), а также с их сплавами. Этот вид сварного материала в отличие от угольных образцов более экономичен и выгоден на практике.
К тому же такие неплавящиеся стержни обладают целым рядом достоинств, а именно: устойчивость к воздействию высоких температур, меньший износ и простая подготовка к работе (резке).
Особое распространение графитовые стержни получили при сварке проводов и других изделий из меди.
Вольфрамовые
Вольфрамовые неплавящиеся электроды неплавящегося типа относятся к разряду самого востребованного на производстве и в бытовых условиях расходного материала. С их помощью удаётся обрабатывать в защитной среде аргона или других газов разнообразные марки металлов, включая алюминий.
Они изготавливаются в форме длинного покрытого прутка с диаметром от 1-го до 4-х миллиметров и очень тугоплавки. Температура плавления такого электрода намного превышает тот же показатель для рабочей дуги, вследствие чего он обладает универсальными свойствами и может применяться даже для сварки сложной в обработке нержавейки.


Вольфрамовые неплавящиеся электроды могут делать с добавлением тория, оксида лантана (лантанированные) или иттрия. Каждая из марок предназначена для определенного вида сварки.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.
В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки <30°:
- легче зажигание дуги;
- более широкий сварной шов;
- необходима меньше сила сварочного тока;
- уменьшение возможности блуждания дуги;
- снижение глубины проплавления металла;
- меньше срок службы электрода из вольфрама.
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
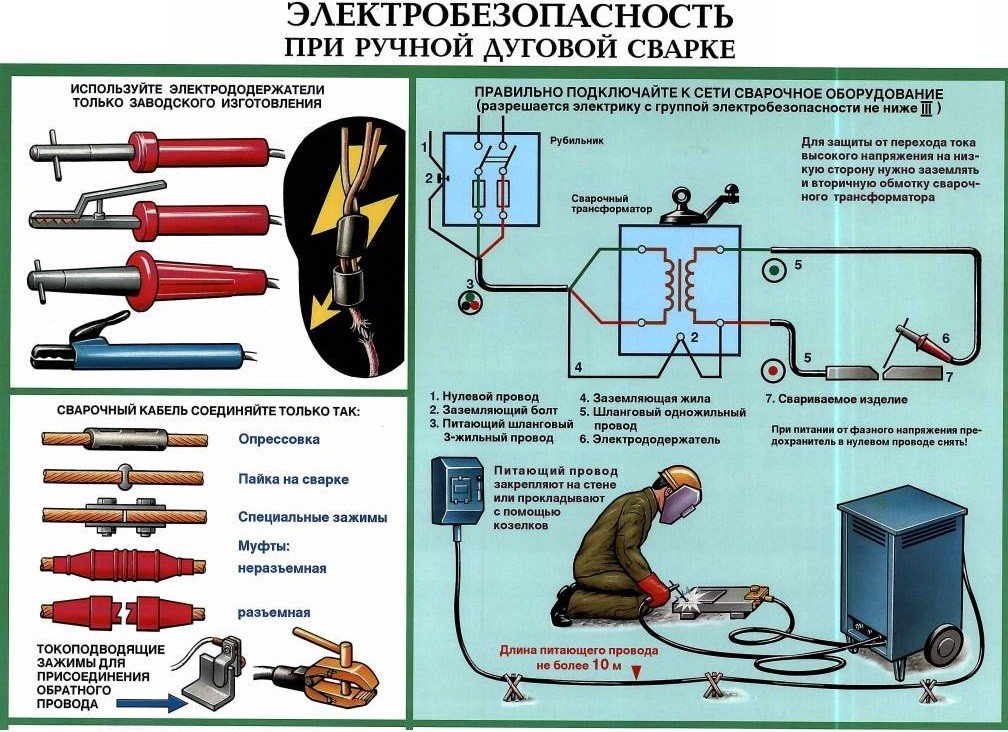
Требования техники безопасности и цены
Электропровода, которые свариваются между собой, необходимо предварительно отключить от сети. Средства личной защиты (одежда, перчатки, маска) нужны при производстве любых сварочных работ. В непосредственной близости не должно быть легковоспламеняющихся материалов. Если производится сварка большого количества скруток, перед тем, как приступить к следующей, нужно дождаться остывания уже готовой — просто чтобы исключить ожог. Все готовые скрутки следует изолировать при помощи изоленты или термоусадочных трубок.
Расценки на разные виды графитовых электродов могут значительно отличаться. Цена изделий диаметром 8–10 мм от 10 до 80 рублей за штуку, в зависимости от вида (обычный или омеднённый), производителя и величины приобретаемой партии. Кроме того, существуют крупные графитированные электроды, применяемые в электротермических рудных или сталеплавильных печах. Такие стержни имеют диаметр 75–500 мм и продаются от 70 до 150 тыс. рублей за тонну.
Источник