
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.
Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение. Некоторые особенности:
- необходимо проводить сваривание только током с обратной полярностью;
- чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой “Al” или стандартные модели, но с увеличенным диаметром;
- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
Аргоном (AC TIG)
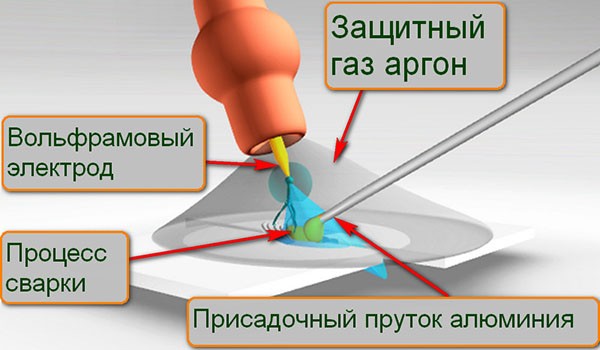
В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта. Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
Инвертором и покрытым плавящимся электродом
Шов, полученный электродом ОЗАНА-2.
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
Режимы и технология сварки алюминия
Одним из основных условий получения высококачественного сварного соединения алюминия и его сплавов является правильный выбор способа и параметров сварки.
Сварку неплавящимся электродом целесообразно применять при работе с изделиями толщиной до 6—8 мм, если они выполнены из термически упрочняемого алюминиевого сплава, и толщиной до 12—14 мм, если применяется неупрочняемый термической обработкой сплав алюминия. Ручной сваркой неплавящимся электродом обычно выполняют небольшие объемы сварочных работ, в некоторых случаях при ремонте и исправлении дефектов сварных соединений, при сварке в потолочном, вертикальном и других сложных положениях (кроме сварки труб), при невозможности или нецелесообразности автоматизации процесса.
При применении автоматической сварки неплавящимся электродом следует ориентироваться на сварку за один проход или за два прохода при двусторонней сварке, так как формирование шва происходит в основном (на 65—75%) за счет расплавления основного металла.
При сварке плавящимся электродом в случае, когда необходимо получить сварной шов или наплавку большой ширины, применяют сварку с поперечными колебаниями электрода или расщепленным электродом.
Для этих целей можно, использовать электродную проволоку диаметром не более 2,5—3 мм, при увеличении диаметра электродной проволоки объем расплавленного металла в сварочной ванне увеличивается настолько, что нормальное формирование шва нарушается.
Сварку с поперечными колебаниями дуги и сварку расщепленным электродом целесообразно применять для изделий толщиной до 15—20 мм, при работе с изделиями большей толщины эффективнее сварка на режимах большой мощности (500 а и более) плавящимся электродом большого диаметра.
При сварке трехфазной дугой двумя неплавящимися электродами значительно повышается производительность и можно успешно сваривать изделия толщиной до 20—25 мм. Однако по экономическим показателям сварка изделий из алюминиевых сплавов такой толщины плавящимся электродом выгоднее.
Применять автоматическую и полуавтоматическую сварку плавящимся электродом наиболее целесообразно при толщине, свариваемого изделия более 6—8 мм, причём преимущества сварки плавящимся электродом в наибольшей степени проявляются при сварке изделий толщиной от 15—20 до 150 мм и более электродом большого (3—5 мм) диаметра. Для сварки плавящимся электродом следует использовать проволоку достаточной жесткости, с тем чтобы избежать потерю устойчивости, затирание, проскальзывание в механизмах подачи сварочных автоматов, и тем самым обеспечить устойчивое горение дуги. Предпочтение следует отдавать электродной проволоке нагартованной или большего диаметра.
При сварке электродной проволокой диаметром до 2,5—3 мм для питания дуги целесообразно использовать импульсный источник тока, что способствует стабильности горения сварочной дуги и получению необходимого качества.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология предусматривает гибридное сочетание газа и электричестваИсточник svarkalegko.com
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Линия сборки-сварки тавровых балок завода «Красное Сормово»Источник google.com.ua
Cварка алюминия постоянным и переменным током
Алюминий и его сплавы характеризуются легкостью, прочностью, устойчивостью к коррозии. Такой комплекс свойств делает металл широко востребованным в различных сферах промышленности. Сварка изделий из алюминия ведется практически всеми известными промышленными способами. Возможна работа с постоянным током обратной полярности и с переменным током.
Особенности работы с металлом
Сварка алюминия постоянным током или переменным сопровождается образованием защитной оксидной пленки на поверхности металла. Оксид алюминия – тугоплавкое соединение. Оно отрицательно влияет на стабильность процесса сваривания и снижает прочность сварного шва (образуются непровары). Эта особенность требует тщательного подхода к выбору материалов и методов работы.
Так, работать лучше вольфрамовыми электродами с использованием переменного тока. Постоянный ток тоже позволяет сваривать алюминий, но при условии обратной полярности. Разрушение тугоплавкой пленки происходит в полупериод обратной полярности. Прямая полярность – это большое количество брызг, проблемы со стабилизацией дуги и черный налет на поверхности шва (прожоги).
Сварка алюминия переменным током
Сварка алюминия переменным током производится в среде аргона или гелия. Режим работы тока — TIG.
Специалисты советуют использовать метод вытянутой руки, но без выхода электрода из защитной среды.
TIG-сварка применяется для изготовления металлоконструкций из алюминия в химической, пищевой, авиационной промышленности, в некоторых ядерных технологиях. В качестве присадки используют алюминиевую проволоку. Тонкие листы можно сваривать без присадки.
Особенности процесса:
- Угол наклона горелки в вертикальной плоскости не менее 15 и не более 40 градусов.
- Расход газа может достигать 12 л/мин в зависимости от диаметра форсунки.
- По окончанию сварки проводят продувку газом, чтобы защитить шов и охладить вольфрамовый электрод.
При аргонодуговой сварке рекомендуется подключать осциллятор дополнительно к основному источнику питания, чтобы облегчить поджиг. Устройство подает на электрод высокочастотные импульсы с большим напряжением, которые помогают ионизировать защитный газ. После зажигания дуги осциллятор работает в режиме стабилизатора, подавая импульсы только во время перемены полярности. Это позволяет добиться более ровного горения.
Сваривание постоянным током
Сварка алюминия на постоянном токе обратной полярности проводится в режиме MIG.
Лучше использовать импульсно-дуговые аппараты, в которых предусмотрена программа сварки алюминиевых сплавов.
Для создания инертной среды берут аргон. На электрод подключают положительный полюс, а на металлоконструкцию – отрицательный.
Обратная полярность нужна для создания термической нагрузки, при которой плавится оксидная пленка. Это обеспечивает надежное сваривание кромок изделия. Недостатком метода считается невозможность регулирования плотности тока.
Особенности сварки переменным током:
- Вертикальный угол наклона горелки должен находиться в диапазоне 10-20 градусов.
- Нельзя допускать попадания воздуха в среду защитного газа.
- Форсунка должна находиться на расстоянии 10-15 мм от металла.
Существуют технологии безаргонной сварки электродами на основе хлоридов и фторидов металлов. Эти соединения стабилизируют дугу и позволяют расплавить оксидную пленку.
При выборе метода сварки алюминия и его сплавов ориентируются на предназначение изделий и условия их эксплуатации. Качество сварного шва должно быть оптимальным для конкретных условий.
steelguide.ru
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду

Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода
Режимы сварки алюминия вольфрамовым электродом
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Настройка аппарата
При подготовке агрегата к работе задают следующие параметры:
- Расход газа (6-12 л). Показания считывают с манометра, расположенного ближе к шлангу. При работе в помещении выбирают величину, в 1,5 раза меньшую, чем при сварке на открытой площадке. При повышении расхода газ смешивается с воздухом, что ухудшает его защитные свойства.
- Сила. Настройку аппарата выполняют в соответствии с толщиной соединяемых деталей. Правильно выбрать величину помогают специальные таблицы.
- Время отключения дуги. В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.
- Длительность подачи газа после затухания дуги – 3-5 секунд.
- Полярность. Для алюминия выбирают значение 50/50. При работе с чистым материалом для снижения температуры нагрева регулятор тока смещают в отрицательную сторону. Для сплавов устанавливают положительные значения.

Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.
Плюсы и минусы
Аргонодуговая сварка обладает рядом преимуществ:
- Свариваемая заготовка не подвергается значительной термообработке, что положительно влияет на целостность структуры поверхности.
- Использование защитного газа надежного защищает расплавленный металл от взаимодействия с окружающей средой. Полученный будет иметь однородную структуру и высокие качественные характеристики.
- Использование вольфрамового электрода позволяет равномерно проплавить шов на всех уровнях.
Имеются и недостатки, которые также необходимо учитывать при выборе технологии:
- Присадочный материал подается руками, что снижает производительность, по сравнению с полуавтоматическим режимом.
- Предъявляются высокие требования к квалификации исполнителя.
- Технологическая сложность процесса. Даже незначительные изменения, например соотношения угла наклона горелки к прутку может негативно сказаться на результате.
Какие функции выполняет аргон
Так как аргон является главным действующим компонентом, на него возложено обеспечение таких функций как:
- сокращение времени на разжигание дуги. Продолжительность включения инверторных аппаратов обозначено значением 0,85-0,92;
- благоприятствует эффективному очищению защитной пленки благодаря большой плотности молекул;
- поддерживает стабильное горение дуги. Этот момент очень важен при импульсной дуговой сварке.
Процесс отдельно взятого промежутка времени аргонной сварки алюминия можно схематично представить таким образом: первый положительный разряд разрушает слой Al2O3, второй отрицательный разряд максимально нагревает металлическую поверхность до жидкого состояния и свойства диффузии позволяют проникнуть внутрь друг друга веществам двух деталей.
Технология аргонодуговой сварки алюминия
- Ручная дуговая сварка MIG/MAG в струе инертного газа, положительными особенностями которой считается высокая производительность и возможность соединять смежные детали любой толщины.
- Сварка неплавящимся вольфрамовым электродом (процесс WIG/TIG) с использованием переменного тока, полярность которого не имеет существенного значения.
В бытовых условиях метод MIG/MAG особой распространенности не получил. Причина в том, что электрод получает большую температурную нагрузку и его стойкость (особенно при использовании больших токов) оказывается незначительной. Инверторы в этом плане имеют преимущество, поскольку по самому принципу действия аппарата в нем постоянно происходит инвертирование (преобразование) переменного тока в постоянный, и наоборот. В результате нагрев электрода существенно меньше.
При использовании метода WIG/TIG для аргонодуговой сварки алюминия происходит следующее.
При расплавлении теплом дуги приконтактных слоев металла, в столб дуги вводится вольфрамовый электрод. Поскольку температура плавления вольфрама существенно выше, то поджиг дуги производится еще до контакта электрода с поверхностью. Сам электрод подается из корпуса сварочной горелки, внутри которой предусмотрено две коаксиально размещенные трубки. По внутренней производится перемещение электрода, а по внешней — инертного газа, который подается по шлангу от недалеко установленного баллона. Следует отметить, что аргон должен быть высшей степени чистоты, поскольку любые примеси снижают защитный эффект, и соединение окажется ненадежным.
Оптимизирует время и качество поджига дуги, которое, как известно, должно соответствовать рекомендуемому для каждого конкретного типа инвертора параметру ПВ (продолжительности включения)
Для большинства типов инверторов ПВ должно находиться в диапазоне значений 0,85-0,92;
Способствует лучшей очистке поверхности алюминиевых деталей, поскольку обладает достаточно высокой плотностью;
Обеспечивает стабильность горения дуги в канале разряда, что немаловажно именно для аппаратов импульсной сварки.. Процесс единичного акта сварки происходит в два этапа
Вначале первая (положительная) полуволна разрушает пленку двуокиси алюминия. Затем вторая, отрицательная полуволна, интенсивно нагревает поверхность, расплавляет ее и вводит внутрь соединения мощность, необходимую для образования прочного сварного шва
Процесс единичного акта сварки происходит в два этапа. Вначале первая (положительная) полуволна разрушает пленку двуокиси алюминия. Затем вторая, отрицательная полуволна, интенсивно нагревает поверхность, расплавляет ее и вводит внутрь соединения мощность, необходимую для образования прочного сварного шва.
Аргонная сварка алюминия может реализовываться и на прямой полярности, однако используемые при этом электроды должны иметь специальные обмазки, также успешно разрушающие оксидную пленку. Такими электродами возможна сварка алюминиевых изделий толщиной до 2-3 мм. Обмазку для электродов можно приготовить и в домашних условиях. Для этого на обычный электрод, пригодный для работ по алюминию, наносится тщательно подготовленная однородная смесь из молотого мела и силикатного клея. Поверхность электрода предварительно очищается от механических и химических загрязнений и высушивается.
Оборудование для газовой сварки алюминия
Когда изделие готово к сварке аргоном, необходимо позаботиться о наличие всех необходимых комплектующих и о настройке оборудования. Для совершения процесса требуется следующее:
- аппарат;
- вольфрамовые электроды;
- придаточная Al проволока;
- инертный газ (в нашем случае аргон).
В качестве аппарата используется обычная горелка, применяемая для всех видов газовой сварки, так как производится сварка алюминия постоянным током в среде аргона. Вольфрамовые неплавящиеся электроды бывают разных типов, зависимо от добавок в их составе. Для их различия на конец наносится разноцветная маркировка. Перед использованием электрод требуется заточить. Когда появляется дуга, на его конце образуется шарик. Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Важно все комплектующие, необходимые для газовой сварки алюминия проверить на срок годности. Нельзя варить просроченными материалами
Возможные сложности
Если свариваемые детали поддаются статическим нагрузкам, то работу можно выполнять плавящимися электродами. Когда в месте шва создаются скручивающие нагрузки, сварку выполняют полуавтоматом или аргонодуговым методом, т.к. они обеспечивают более надежное соединение.

Проблемы возникают при неправильной настройке оборудования. Повышенная продувка сварочной зоны не позволяет шву нормально образоваться, кроме этого, увеличиваются затраты на данный процесс. Если же подача газа недостаточная, то металла в зоне проведения работ вспенивается, а вольфрамовый электрод начинает гореть.
Почему при сварке алюминия нужен аргон
Вообще, со сваркой алюминия может управляться и любой другой инертный газ. Например, гелий, который еще в 40-х годах прошлого века активно применялся в США для сварки алюминиевых сплавов. Однако себестоимость аргона в разы ниже, а результирующий эффект остается таким же. Важнее знать, почему именно наличие слоя инертного газа способствует качественному соединению алюминиевых изделий.
Если тщательно соскоблить поверхностный слой на любой алюминиевой детали, то можно заметить, что под поверхностью находится блестящий металл. Однако вскоре его цвет изменится на более тусклый и это верный признак того, что на поверхности уже образовался слой окиси алюминия Al2O3 — вещества, устойчиво предохраняющего металл от дальнейшего окисления. Если температура плавления чистого алюминия составляет 660С, то окисной пленки — более 2000С, что существенно ограничивает технологические возможности обычных видов сварки. Кроме того, Al2O3 — вещество химически инертное и весьма твердое. Таким образом, для сварки алюминия подойдет технология, при которой каким-либо образом удастся «содрать» эту пленку с поверхности металла и удалить ее за пределы зоны сварки. Таким источником тепла может быть только электрическая дуга. Причем дуга переменного тока, когда общее его направление будет меняться в соответствии с частотой тока в бытовой электросети, т.е. 50 Гц. Использование переменного тока для сварки алюминия решает две задачи:
- Позволяет использовать более компактные и удобные в эксплуатации сварочные инверторы (вместо громоздких сварочных преобразователей, которые требуют высокой квалификации работающего и специальной подготовки рабочего места);
- Обеспечивает надежное удаление поверхностной пленки оксида алюминия с поверхности алюминиевых заготовок, поскольку температура электрода при этом превышает граничную температуру термической стойкости Al2O3 .
Важно, что при этом обязательно необходимо соблюсти нужную полярность тока. При обратной полярности, когда анодом является электрод-инструмент, направление электронного потока направлено от электрода к заготовке
Поскольку температура в столбе дуги составляет 5000-6000С (в приконтактных областях она, правда, ниже, но все равно существенно превышает температуру плавления окиси алюминия), то обладающие огромной энергией электроны разрушают окисную пленку, очищают исходную поверхность и обеспечивают ее устойчивое плавление.
Однако наличия обратной полярности для успешной сварки алюминия недостаточно. Необходима также наружная среда, индифферентная к воздействию повышенных температур, и активно противодействующая попыткам оксида алюминия вновь восстановиться на очищенной поверхности. Эту задачу и выполняет инертный газ.
Определение холодной сварки
Это способ соединений деталей при обычной комнатной температуре, без нагрева дополнительными источниками. Сваривание происходит при помощи определенных устройств, которые вызывают направленную пластичную деформацию очищенных и обезжиренных поверхностей и напряженное нарастающее напряжение, в результате которого образуется высокопрочное монолитное соединение. В результате создания определенных связей атомов заготовок друг с другом происходит процесс сварки необходимых деталей.
Холодную сварку можно осуществлять в помещении, при любой температуре. Источники нагрева, применяемые в дуговой сварке, здесь не используются.
Свойства алюминия
 Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.
Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.
Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.