
Выбор сварочника по техническим характеристикам
Если вы ищете сварочный аппарат для дачи, то логично предположить, что вам подойдет лишь та модель, которая поддерживает работу со стандартной электросетью напряжением 220 В. Однако вам всё равно не стоит спешить с покупкой. Вы должны убедиться, что выбранная вами модель сварочного оборудования оснащена специальными защитными механизмами, которые предохранят его от скачков напряжения. Выбираемый для дачи аппарат должен поддерживать работу с напряжением в диапазоне от 180 до 240 В. Если он рассчитан на условия эксплуатации обычной бытовой электросети — 215−225 В, то покупать такой аппарат для дачи не стоит.
Также при выборе сварочного инвертора для дачи обязательно обратите внимание на его мощность. От этого параметра напрямую зависит, какой величины ток сможет выдать агрегат во время работы
Не забывайте, что именно мощность определяет возможности аппарата по соединению металлических изделий определенной толщины. Для дачи отлично подойдет прибор, у которого показатель тока находится в диапазоне 200- 250 Вт. Имея в своем распоряжении такое устройство, вы сможете проводить сварочные работы электродами «четвёрка» и выполнять надежное соединение деталей толщиной до 6 мм.
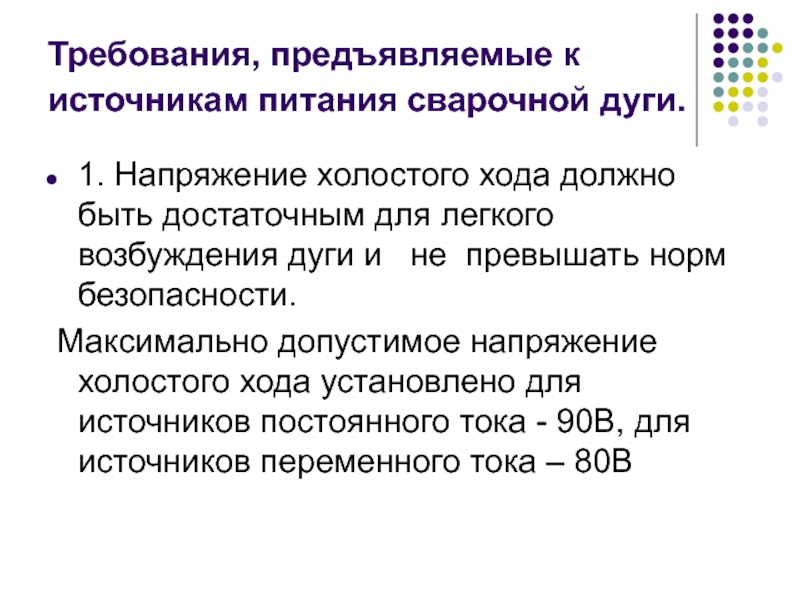
Для сварочного устройства, выбираемого для дома, важную роль играет такая характеристика, как показатель напряжения холостого хода. От неё зависит способность устройства для сварки эффективно разжигать и обеспечивать стабильность сварочной дуги. Лучше всего выбирать модели, имеющие максимальный показатель холостого напряжения. Для выпрямителей он должен быть не более 90 В, для трансформаторов — 80 В, а для инверторов оптимальным будет значение в диапазоне от 35 до 50 В.
Такая характеристика, как производительность сварочного аппарата зависит от длительности его эксплуатации в непрерывном режиме. Если у выбранной вами модели этот параметр составляет 30%, то знайте, что работать им без перерыва вы сможете не более 3 минут. После этого придется его отключить и дать ему отдохнуть на 7 минут. Работать таким аппаратом будет, конечно, неудобно, поэтому лучше всего подобрать модель с увеличенным временем непрерывной эксплуатации.
Также у сварочных аппаратов можно выделить и ряд других важных характеристик, которые нужно учитывать при их выборе для использования в бытовых условиях:
- Возможность расширения функционала для проведения электродуговой сварки. Например, в магазинах можно найти специальные рабочие узлы, которые позволяют при их установке на сварочный аппарат проводить аргоновую сварку.
- Температурный режим, при котором допустимо использовать сварочник.
- Уровень защиты устройства от влаги и пыли. Наиболее подходящими по этому параметру являются модели с маркировкой IP23.
- Возможность использования сварочного аппарата в связке с генератором.
Если вы во время сравнения в магазине разных моделей будете учитывать вышеописанные показатели, то вам не составит труда подобрать высокопроизводительную и эффективную модель аппарата для сварки в домашних условиях.
Оборудование для сварки сегодня используют не только профессиональные сварщики. Сегодня его можно встретить и у обычных граждан, не имеющих отношения к этой профессии. Покупают же они эти устройства из-за того, что у них часто возникает необходимость в проведении сварочных работ. И, естественно, наиболее качественно соединить изделия из металла можно только с помощью специализированного оборудования.
Но не все знают, какой выбрать сварочный аппарат. Ведь сегодня производители выпускают несколько видов таких агрегатов, которые вдобавок ко всему отличаются между собой разными рабочими характеристиками.
О том, что они означают и какие из них являются наиболее важными, большинство потребителей не догадывается. Поэтому часто они ошибаются с выбором оборудования для сварки. Однако, если разобраться, то в этом нет ничего сложного. Чтобы подобрать достойного качества оборудование для сварки, достаточно запомнить несколько ключевых параметров, от которых зависит производительность и эффективность их работы.
Но главное — необходимо уяснить, что среди всех представленных устройств именно инверторы лучше всего приобретать для использования в домашних условиях, а также на даче. Научиться работать с ними сможет даже человек, который никогда ранее не занимался сваркой.
https://youtube.com/watch?v=mAQhb0VoUok
https://youtube.com/watch?v=wz41Q2NNbJU
Сварочные аппараты «Дуга»
Надежность соединения зависит от следующих особенностей оборудования:
- качества сборки;
- встроенной электроники;
- используемой оснастки.
Хороший аппарат стоит дорого, а дешевый не позволяет получить аккуратный и прочный шов. Оборудование марки «Дуга» лишено обоих недостатков. Оно имеет доступную стоимость, но только за счет упрощения конструкции, а не потери качества. Производитель не стал оснащать аппараты дорогим инвертором. Он взял за основу трансформаторное изделие и внес ряд усовершенствований, назвав конечный результат «сварочным выпрямителем». Получился простой в использовании агрегат средней мощности, предназначенный для работ в быту на постоянном токе.
Наиболее востребованы 2 модели:
- 318МА;
- 318М1.
Первая характеризуется следующим образом:
- Сварочный ток – до 160 А.
- Тип электрода – плавящийся или вольфрамовый с подачей аргона и других защитных газов.
- Питание – от сети 220 В или генератора.
Модель «Дуга 318М1» позиционируется как полупрофессиональная.
Ее параметры:
- Сварочный ток – до 300 А со ступенчатой регулировкой.
- Разновидность расходников – плавящиеся с покрытием, диаметром до 6 мм.
- Питание – сеть 220 В (включается в розетку).
- Охлаждение – принудительное.
Возможно производство следующих видов работ:
- Сварка деталей из нержавеющей стали.
- Резка металлов.
- Наплавка.
Недостаток аппаратов «Дуга» – большие габариты и вес (50 кг).
Источники тока для сварки, краткий FAQ
Сварка, отличия источников тока.
Очень часто можно встретить вопрос: — Как переделать трансформатор или инвертор для сварки ПА.
В этой небольшой статье я обьясню конструктивные, а так же различия в так называемых ВАХ (вольт- амперная харатеристика) источников тока, в дальнейшем ИТ.
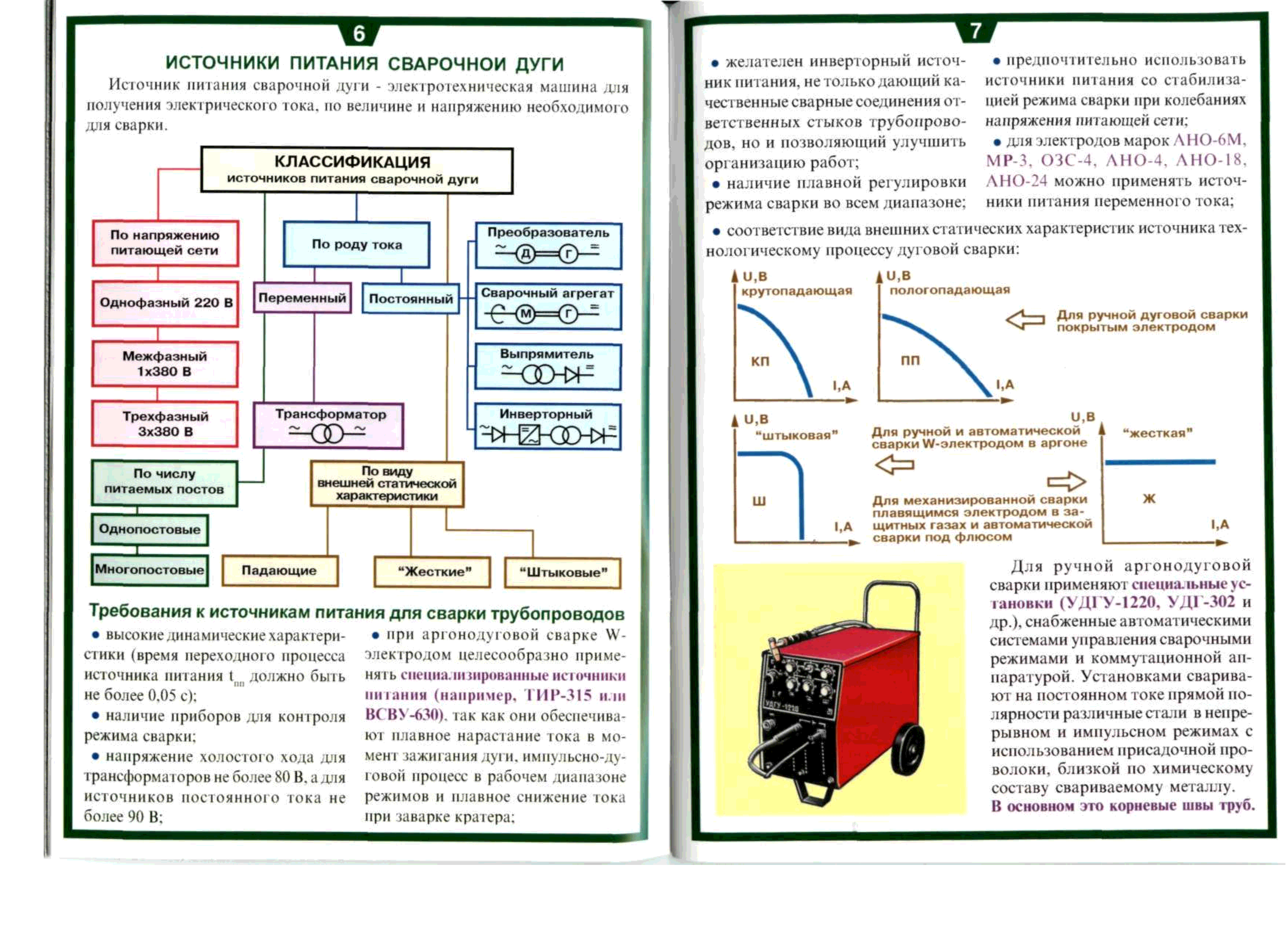
Для сварки покрытыми электродами и аргонно- дуговой сварки используеться падающая характеристика тока. До зажигания дуги аппарат работает в режиме холостого хода, при этом напряжение холостого хода, в зависимости типа аппарата и предьявляемыми требованиями ТБ, до 113 вольт, сила тока при этом равна нулю. Такое большое напряжение холостого хода необходимо для уверенного поджига дуги. В инверторных источниках тока для этого может использоваться фунция Hot start, при сравнительно небольшом напряжени холостого хода эта фунция обеспечивает уверенный поджиг дуги путем кратковременного повышения напряжения в момент зажигания.



При касании электродом поверхности металла вступает в действие закон Ома, при небольшом сопротивлении перехода электрод – металл, напряжение падает практически до нуля, сила тока при этом растет, происходит короткое замыкание и поджиг дуги. Дуга являеться ничем иным как проводником тока, на который так же действует магнитное поле, по сути своей дуга являеться одним из агрегатных состояний веществ, а именно плазмой. Процесс горения дуги сопровождаеться выделением большого количества тепла что и позволяет осуществлять процесс сварки. Так же подобная ВАХ позволяет управлять длинной дуги без ее погасания, т.е при изменении расстояния от электрода до свариваемого материала дуга продолжает гореть и чем круче кривая тем стабильнее остаеться дуга. Так же по стабильности дуги характеризуеться качество ИТ.
Посмотрим на картинку. При увеличении длинны дуги ток остается постоянным, а напряжение меняется, в результате мы получаем более горячую дугу, но при сварке покрытыми электродами этого делать не рекомендуется так как при этом нарушается защита сварочной ванны.
ВАХ дуги для сварки полуавтоматом полого-падающая. Напряжение изменяеться в зависимости от толщины проволоки и толщины свариваемого металла, в пределах от 18 до 28 вольт. При такой ВАХ возможно явление саморегуляции длинны дуги при сварке. При увеличении расстояния между свариваемой деталью и контактной дюзой длинна дуги сначала увеличиваеться , а подача проволоки остается постоянной поэтому увеличивая вылет проволоки мы увеличиваем сопротивление и уменьшаем силу тока, но при постоянном напряжении длинна дуги остается постоянной.
Различие ИТ. Трансформаторные ИТ различить очень просто, по обмоткам. Источник с постоянным током (падающая характеристика) имеет обмотки расположенные на одном сердечники друг возле друга, в случае с источником постоянного напряжения (жесткая характеристика) вторичная обмотка намотана поверх первичной. Инверторные источики тока различить по внешнему виду невозможно.
Что будет если подключить подачу проволоки к трансформатору с постоянным током? Если просто подключить подачу проволоки к трансформатору то сварка будет очень посредственной, так как будет отсутствовать автоматическая регулировка дуги, но если ввести зависимость подачи от тока то подача проволоки будет являтся «стабилизатором» длинны дуги.
Дополнение статьи приветствутся, картинки честно позаимствовал из интернета.
Надеюсь в дальнейшем эта статья поможет избежать вопросов связанных с переделкой трасформаторов.Изменено 4 марта, 2013 пользователем s_even
Дополнительный материал КПД сварочных процессов
КПД сварочных процессов
Каждая ступень передачи энергии от источника к изделию может иметь свой коэффициент полезного действия. Из теории распространения теплоты при сварке известны эффективный ηи и термический ηt КПД процесса, которые принято выражать следующим образом:
Кроме того, по мере накопления данных по энергетическому анализу всех процессов сварки вводят термодинамический КПД процесса:
Этот КПД по форме аналогичен КПД процесса проплавления, однако он имеет более общий характер, т.к. показывает отношение минимальной удельной энергии ε ст, необходимой в зоне сварки для выполнения данного соединения, к требуемой энергии источника на выходе трансформатора ТЭ. Удельная энергия ε ст соответствует в данном случае изменению энергосодержания зоны стыка, отнесенному к площади получаемого за счет энергии соединения.
Интерес представляет сравнение введенной в изделие удельной энергии ε и и удельной энергии ε р , необходимой для разрушения полученного сварного соединения. Их отношение будет приближенно характеризовать некоторый физический КПД процесса соединения материалов: η ф = ε р / ε и .
Поэтому целесообразно сравнивать по вводимой энергии все существующие сварочные процессы. Этот критерий поможет выявить общие физические закономерности, связывающие их между собой.
Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q электрической энергии:
пренебрегая теплом, идущим на химические реакции в дуговом промежутке и несколько, меняющим тепловой баланс дуги.
Не все тепло сварочной дуги идет на нагрев изделия: часть тепла затрачивается на нагревание нерасплавившейся части электрода, часть – на излучение в окружающее пространство, некоторое количество тепла теряется с каплями электродного металла при его разбрызгивании. Поэтому вводят понятие эффективной тепловой мощности сварочной дуги.
Эффективная тепловая мощность сварочной дуги (q) – это количество тепла, введенное в металл изделия в единицу времени, равное:
q = Q t, кал/сек,
где Q – количество тепла, введенное в металл, t – время горения дуги.
Потери тепла сварочной дуги в результате излучения на нагревание электрода для различных способов сварки будут разные.
Величиной, характеризующей тепло, расходуемое на нагревание металла, является КПД процесса нагрева изделия сварочной электрической дугой. КПД сварочной дуги представляет собой отношение эффективной тепловой мощности сварочной дуги (q) к тепловому эквиваленту ее электрической мощности (q):
Эта разница в значениях КПД получается в связи с тем, что при сварке металлической дугой часть тепла, идущая на расплавление электрода, с каплями металла будет переходить в сварочную ванну, а при сварке под флюсом, кроме того, значительно уменьшаются потери тепла в окружающее пространство. Значение КПД будет зависеть от способа сварки, материала электродов, состава покрытий и других факторов.
Эффективная тепловая мощность сварочной дуги может быть определена калориметрическим методом.
Калориметрический метод основывается на измерении тепла, выделяемого в металле при циклическом нагружении. Калориметрический метод основан на применении калориметрических установок, им пользуются главным образом для определения теплового баланса. Впервые этот метод был применен в России в 1909 г. с целью определения соотношения между механической работой и выделяющимся теплом.
Эффективность использования способов сварки плавлением достигается при минимальной ширине шва, что, в свою очередь, определяется концентрированностью источника теплоты (радиусом пятна нагрева) и теплофизическими особенностями проплавления. Эти особенности учитываются при определении энергозатрат на сварку через термический КПД процесса, а полученные выше минимальные оценки удельной энергии составляют лишь часть общей энергии сварки.
Учет эффективного и термического КПД процессов может изменить представления о целесообразности применения того или иного способа сварки при прочих условиях.
Так, дуговая сварка с высокими значениями эффективного КПД: 0,6 – 0,9, характеризуется низкими значениями термического КПД: 0,15 – 0,25.
При сварке открытой металлической дугой η = 0,5 – 0,85, при сварке под слоем флюса η = 0,8 – 0,95, а при сварке угольной дугой η = 0,5 – 0,65.
Лазерная сварка, характеризующаяся высокими значениями термического КПД: 0,484, в термодинамическом смысле сопоставима с дуговыми способами, а с учетом получения высоких значений эффективного КПД – более предпочтительна.
Источник
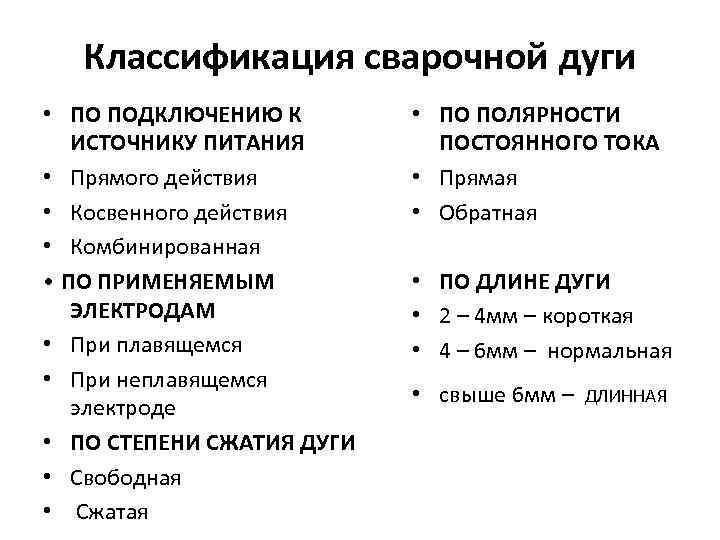
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
Прямое действие сварочной дуги характеризуется особым направлением тока. Электрод располагается почти параллельно свариваемой поверхности и при этом дуга формируется под углом в 90 градусов. Электрическая сварочная дуга и ее характеристики могут быть и косвенного действия. Она может формироваться лишь с использованием двух электродов, расположенным под углом над поверхностью свариваемой детали. Здесь так же возникает сварочная дуга и металл плавится. Как мы писали выше, сварочные дуги также делятся по атмосфере, в которой формируются. Вот их краткая классификация:

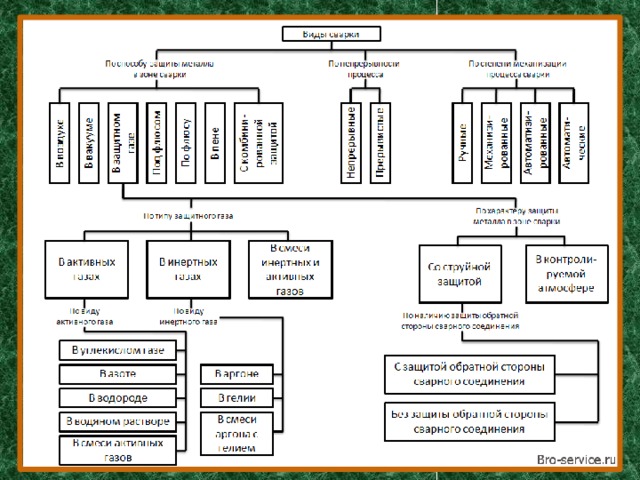
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
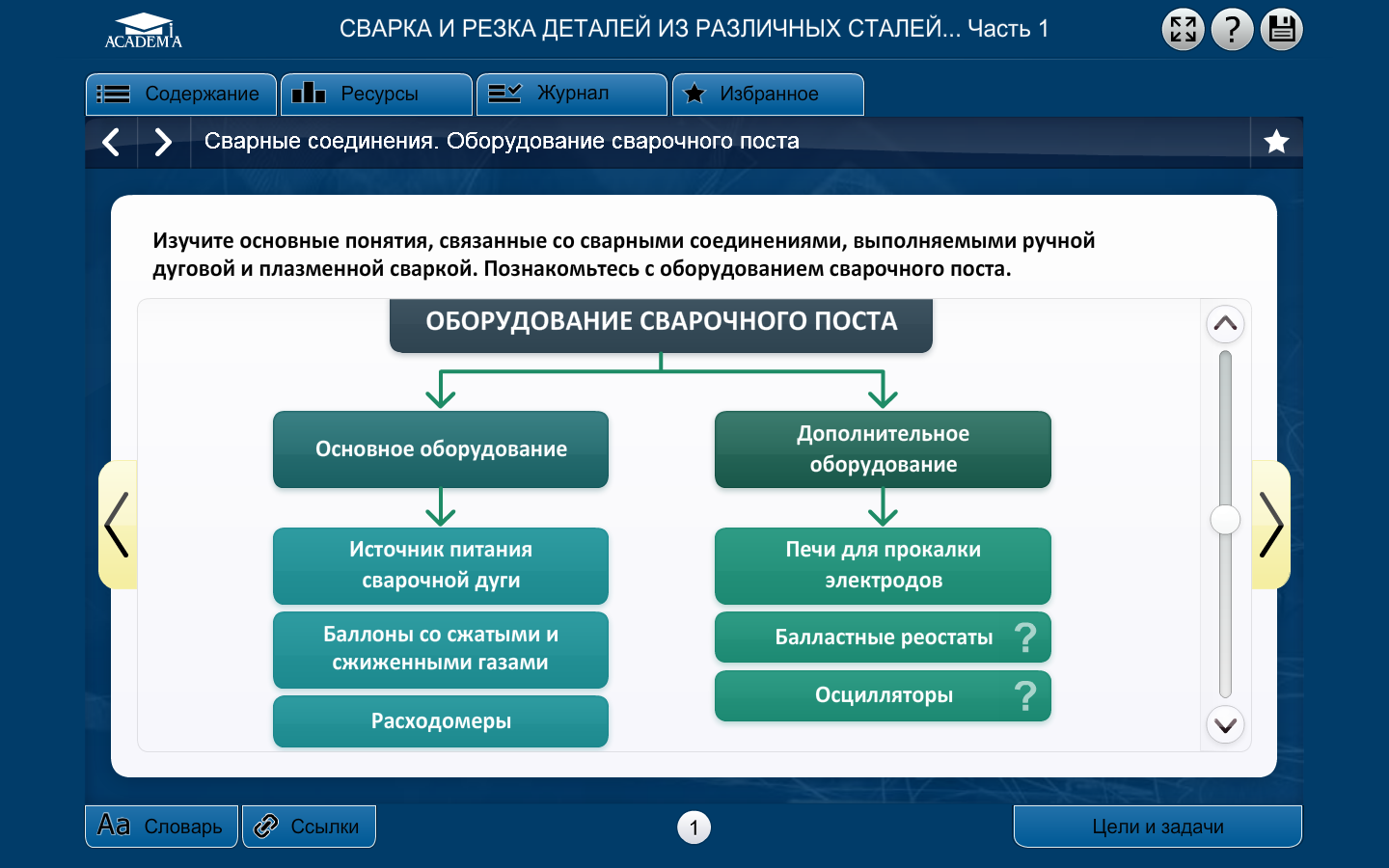
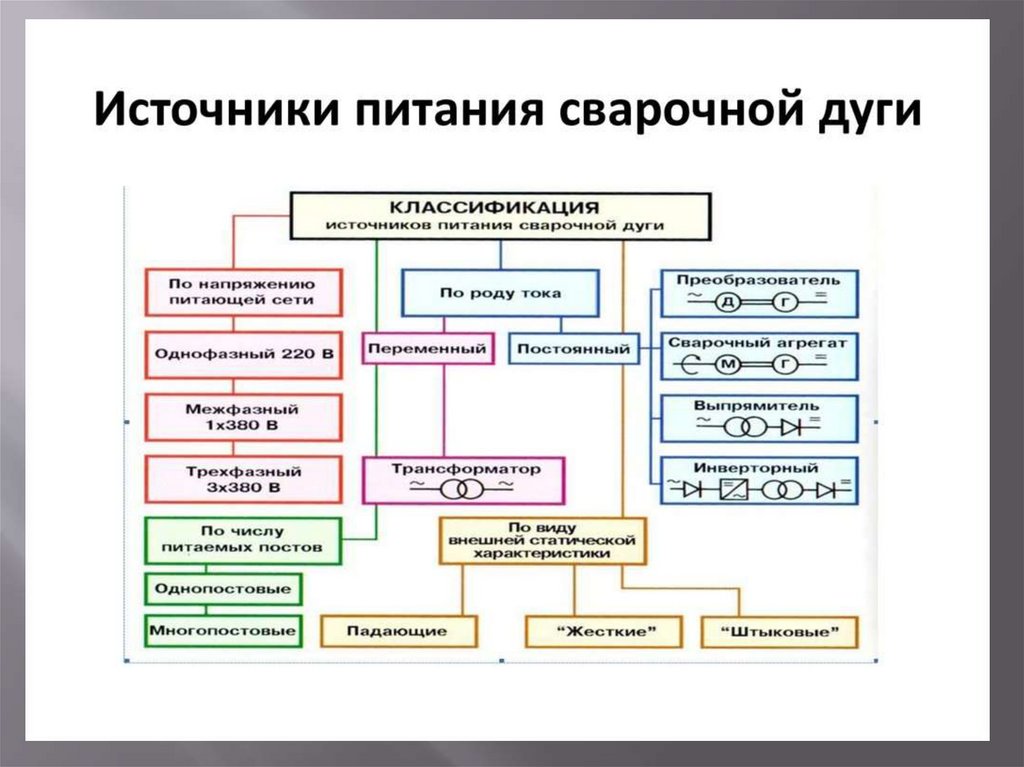
Классификация источников питания сварочной дуги
По типу сварочного тока
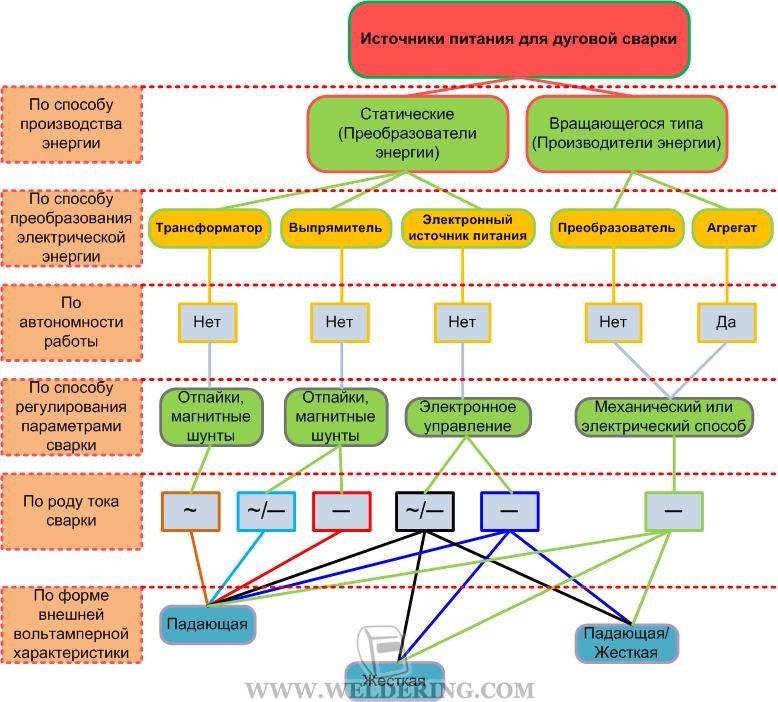
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Химический источник тока
Химические источники питания постоянного тока – это семейство устройств и аппаратов, которые выдают напряжение на своих клеммах в результате внутренних химических процессов окисления или гальванизации. Их работа основана на реакциях химических веществ, которые, вступая во взаимодействие между собой, производят постоянный электроток.
К сведению. Процессы, протекающие в химических источниках (ХИТ), идут без тепловых или механических воздействий. Это выделяет их в особый ряд среди устройств, генерирующих напряжения постоянной полярности.
Некоторые виды химических источников тока
Термины и определения подробно описаны в ГОСТ Р МЭК 60050-482-2011, введённом в действие 01.07.2012 года. В нём сокращённо обозначены химические источники тока – ХИТ.
Разделение по видам ХИТ производят в следующей градации:
- первичные;
- топливные;
- аккумуляторы.
Это различие проведено по способу действия источника.

Химические источники тока
Элементы однократного применения – первичные источники. В них заложен конечный запас реагентов, которые вступят в реакцию и перестанут вырабатывать энергию по окончании процесса. Это различные батарейки типа АА.
Топливные ХИТ способны работать постоянно, но требуют поступления новой дозы веществ и удаления отработанных продуктов. По сути, это гальваническая ячейка, куда подводятся раздельно топливо и окислитель, они вступают в реакцию на двух электродах. В электролите растворяется топливо, и происходит катодное окисление. Это практически прецизионный лабораторный процесс.

Схема работы топливного элемента
Вторичные элементы, которые имеют возможность использоваться много раз, после подзаряда или перезаряда называются аккумуляторами. Если к таким устройствам подключить ток, то они снова регенерируются и аккумулируют энергию. Они нашли самое широкое применение в питании мобильных устройств и механизмов.

Аккумуляторный источник тока
Тиристорный сварочный выпрямитель
Упрощенная схема универсального тиристорного сварочного выпрямителя приведена ниже.
Тиристор представляют собой управляемый диод. Внешне тиристор выглядит также как и диод, но имеет дополнительный управляющий электрод, по которому он получает сигналы управления, и которые его отпирают (открывают) в заданный момент полупериода напряжения. Этот момент называется углом отпирания тиристора. Запирается тиристор автоматически (самостоятельно) при окончании полупериода напряжения, т.е. когда напряжение на нем снизится до нуля. Регулирование напряжения и тока на выходе источника питания осуществляется изменением угла отпирания тиристора. Чем меньше угол отпирания тиристора, т.е. чем большую часть полупериода напряжения он оказывается открытым, тем выше сила тока на выходе выпрямителя. При использовании больших углов отпирания тиристора значение выходных параметров снижается при одновременном повышении их пульсаций. Для снижения пульсации напряжения и тока на выходе тиристорных источников питания устанавливают большие катушки индуктивности. Индуктивность является эффективным средством по сглаживанию электрических сигналов, но, в то же время, она ухудшает динамические свойства источника питания.
Тиристорные выпрямители являются, как правило, универсальными, т.е. такими которые обеспечивают как падающие, так и пологопадающие внешние вольтамперные характеристики и таким образом, могут быть использованы как для ручной дуговой сварки покрытыми электродами, так и для полуавтоматической и автоматической сварки в защитных газах и под флюсом.