
Что такое газовая сварка
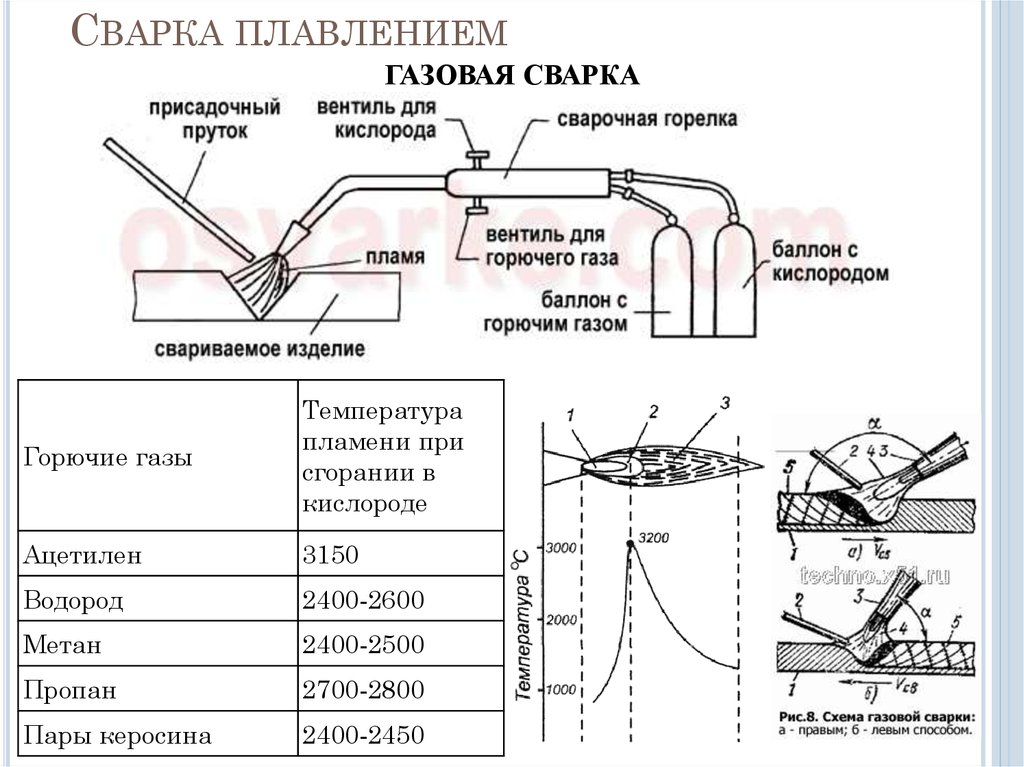
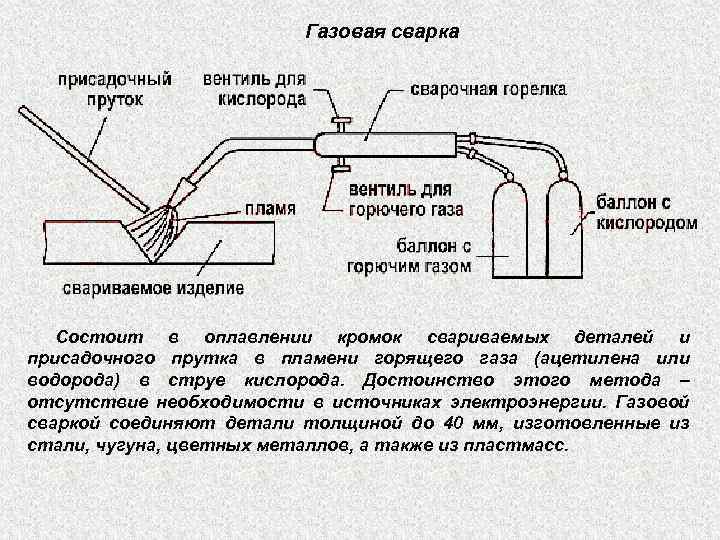
Сущность газовой сварки заключается в том, что металл соединяемых заготовок и присадочного материала плавится теплом, выделяемым при сгорании горючих газов. Для получения высокой температуры они смешиваются с чистым кислородом в смесителе газовой горелки. Соотношение компонентов можно оперативно изменять регулировкой объемов, подаваемых в смеситель. Это позволяет настраивать оптимальный режим сварки или резки.
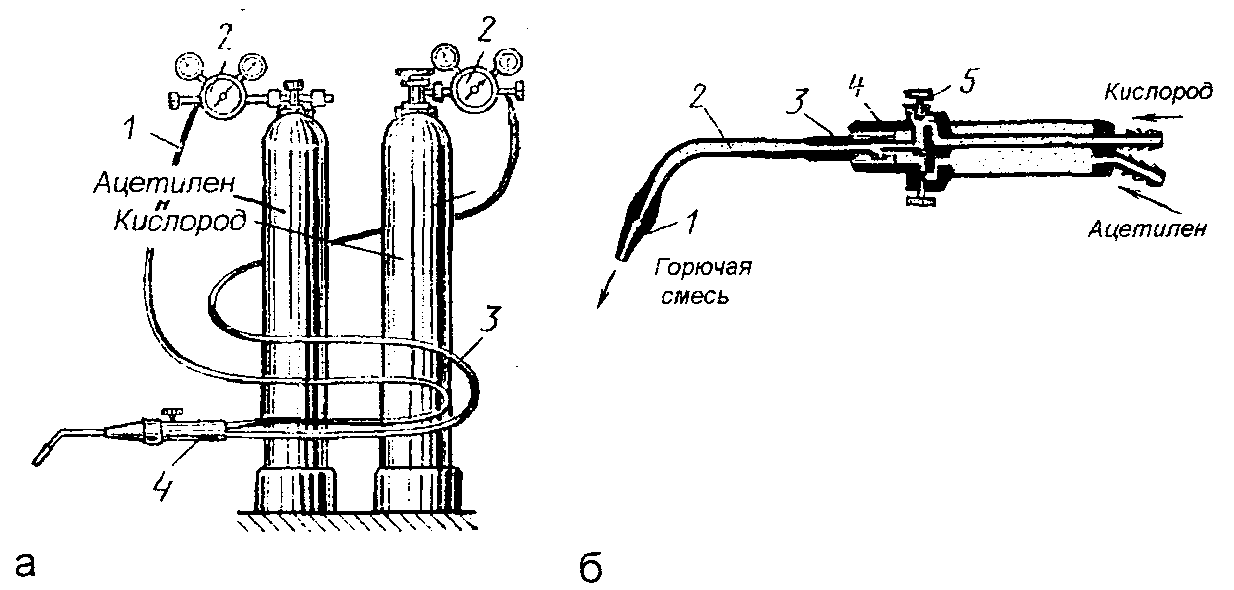
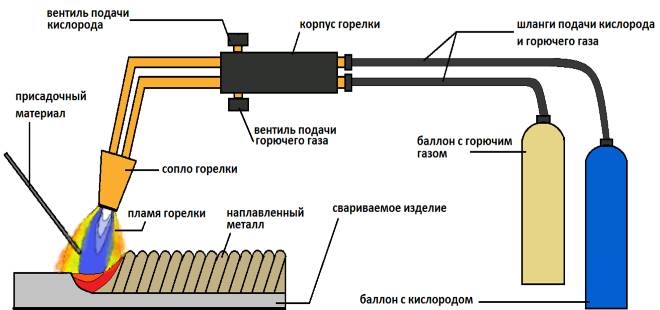
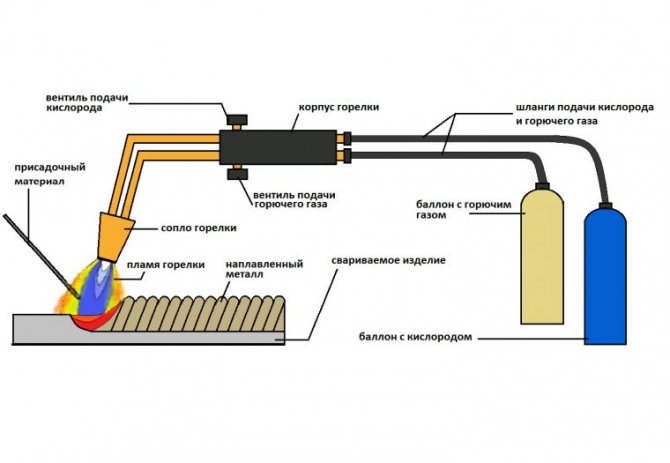
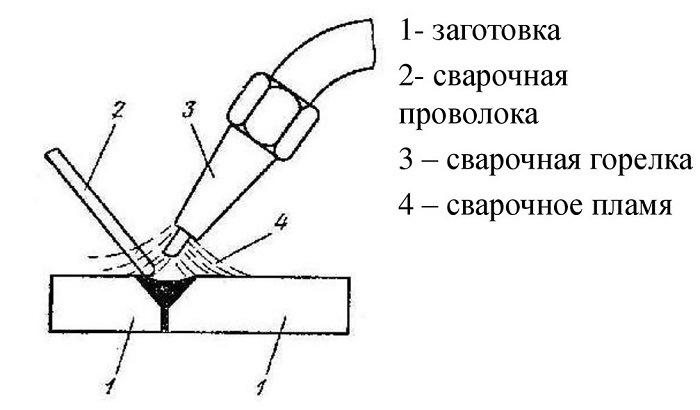 Схема газовой сварки
Схема газовой сварки
У газовой сварки, по сравнению с дуговой, скорость нагревания рабочей зоны меньше. Эту особенность относят к достоинствам при работе с инструментальной сталью, чугуном, цветными металлами. Сварка этих металлов должна проводиться с медленным нагревом и охлаждением. К ним также относятся некоторые марки легированной стали.
Опасные факторы
Вне зависимости от того, где эксплуатируется сварочное оборудование – в помещении или под открытым небом – всегда есть опасные факторы, которые воздействуют и на сварщика, и на стоящих рядом людей. Средства защиты нужны не только специалистам, но и помощникам. Стоит учитывать, к примеру, что искры от электродов могут рассыпаться в радиусе до пяти метров. Поймать отблеск сварки (так называемый «зайчик») можно с расстояния в три метра.
Существует множество причин, вызывающих несчастные случаи и травмы:
- искры легко прожигают все виды ткани, кроме специальной, и могут стать причиной ожога;
- расплав легко прожигает современную обувь, изготовленную из искусственных материалов;
- в зоне разлета искр могут воспламеняться горючие материалы;
- от раскаленного металла подымаются горячие пары, которые могут травмировать кожу лица или глаза;
- искры могут попадать на открытые участки кожи и вызывать легкие ожоги;
- плохая изоляция кабеля может привести к поражению электрическим током;
- при взрыве оборудования или дополнительной оснастки возможно возникновения пожаров;
- плохо закрепленные элементы конструкций падают на землю, травмирую людей;
- при выполнении сварочных работ на высоте не исключается падение сварщика.
Химические и физические факторы:
- работающее сварочное оборудование генерирует шумы высокого уровня;
- инфракрасное и ультрафиолетовое излучение;
- при работе электродуговой сварки излучается слепящий глаза свет;
- при работе с металлическими сплавами в воздух испаряются свинец, цинк, хром, кадмий и прочие опасные для дыхательных путей вещества;
- над ванночкой присутствует взвесь высокой температуры с микровключениями;
- высока вероятность теплового воздействия горелки или электрической дуги.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
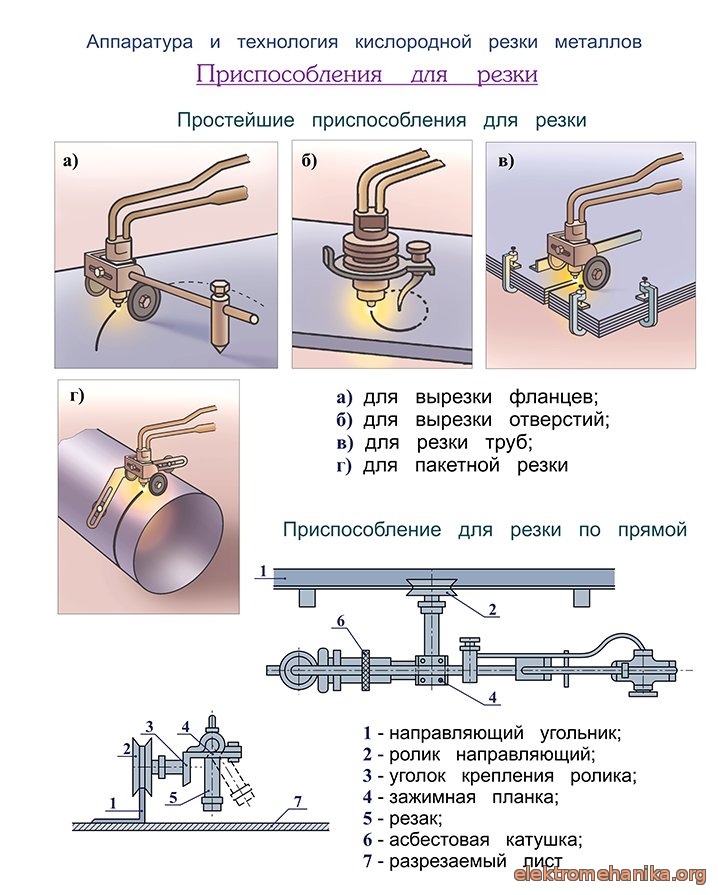
Машины газовой резки
Машины газовой резки делятся на два класса:
- стационарные. Это мощное высокопроизводительное оборудование, заготовки к которому доставляются специальными транспортными средствами;
-
переносные. Это небольшие мобильные агрегаты (массивные устанавливаются на самоходные тележки), перемещение в которых выполняется с помощью:
- пружинного механизма;
- газовой турбины;
- электродвигателя.
Чтобы применить такую машину, ее необходимо установить непосредственно на обрабатываемую заготовку (труба, лист и т. п.) и направить в нужном направлении (по гибкому копиру, направляющим и т. д.).
Модели обоих классов состоят из следующих основных узлов:
- несущий. Это «скелет» агрегата, на котором монтируются исполнительные и вспомогательные механизмы. У стационарных машин «скелет» монтируется на мощном основании;
- резак. Мощные машины, имеющие высокую производительность труда, оснащаются несколькими резаками;
- ведущий. Этот узел является приводным механизмом, он является источником движения всей машины и обрабатываемой заготовки;
- пульт управления. Отсюда осуществляется управление и контроль всеми процессами, происходящими на машине газовой резки. Существуют виды управления:
- ручное;
- с помощью ЧПУ.
Переносная машина газовой резки труб «CG2-11». Ист. http://www.mossvarka.ru/catalog/mashiny_gazovoy_rezki/.
Большой популярностью пользуются следующие модели:
- переносная машина газовой резки труб модель «CG2-11» бренд «ЗАО НПО «Вектор» (Беларусь);
- машина термической резки модель «Комета» бренд «SPICOM» г. Барнаул.
Виды присадочной проволоки
Выполнение сварочного шва не обходится без использования присадок. Они обеспечивают геометрию, повышают эксплуатационные характеристики и гарантируют отсутствие дефектов. Для работ используют следующие виды проволоки.
- Порошковая. Подходит для углеродистой стали, подвергающейся впоследствии термической обработке.
- Алюминиевая. Применяется для сварки заготовок из аналогичного материала.
- Нержавеющая. Используется для легированных сталей.
- Омедненная. Подходит для высоколегированных сплавов.
- Стальная. Такой проволокой свариваются низко и среднелегированные металлы.

Требования к помещению для газосварочных работ
Сварочные работы, предполагающие использование горючих и взрывоопасных газов, проводятся в специально предназначенном для этих целей помещении. Они должны полностью отвечать рабочему процессу.
Рабочее место не должно быть менее 4 кв. м. Это значение не распространяется на размещение сварочного оборудования. Между сварочными постами должен быть проход с шириной как минимум метр.
В процессе выполнения газопламенных работ в отсеках, ямах и резервуарах, в которых допускаются скопления вредных отравляющих газов, должны работать приточно-вытяжные мероприятия.
Перед тем как приступить к сварке в закрытом помещении, нужно проветрить помещение, чтобы удалить скопление газов.
Рабочее место сварщика всегда должно содержаться в чистоте, а работоспособность инструментов подлежит регулярной проверке.
В месте проведения газосварочных работ обязательно присутствуют средства пожаротушения. Нужно соблюдать и прочие правила пожарной безопасности. Ацетилен допускается тушить только сухим песком, тушение водой недопустимо.
Не допускается устанавливать газосварочное оборудование в помещениях с высокой температурой (например, в кузнях, котельных).
Если сварочные работы производятся в помещении, в котором работают другие люди, то по периметру выставляется защита.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При обнаружении утечки газа работу немедленно прекратить, устранить утечку, проветрить помещение.




4.2. Прочищать мундштук наконечника латунной иглой, а не стальной проволокой.
4.3. При обратном ударе пламени немедленно закрыть ацетиленовый и кислородный вентили на горелке (резаке), вентиль водяного затвора и вентиль на баллоне. После этого охладить горелку (в холодной воде без следов масла).
4.4. Прежде чем вновь зажечь горелку, проверить уровень воды в водяном затворе и состояние разрывной мембраны в затворе, а также проверить шланги и продуть их газами.
4.5. Прекратить проведение газосварочных работ в случае возникновения пожара вблизи газосварочного поста.
4.6. При несчастном случае необходимо немедленно сообщить о случившемся администрации, вызвать скорую помощь по телефону 103 (если это необходимо), сохранить обстановку такой, какой она была на момент происшествия (если это не угрожает жизни и здоровью работников и не приведет к дальнейшей аварии), оказать помощь пострадавшему.
4.7. При возникновении пожара вызвать пожарную команду по телефону 101 и приступить к тушению пожара имеющимися первичными средствами пожаротушения.
4.8. При обнаружении запаха газа или прорыве трубопроводов (водоснабжения, канализации, отопления и других) вызвать соответствующую специализированную аварийную бригаду.
Состав комплекта сварной установки
В стандартный набор для сварных работ входит следующее оборудование.
- Водяной затвор. Его задача обеспечивать защиту всех элементов от обратной тяги огня.
- Газовый баллон. Емкости, окрашенные в соответствии с нормативами для содержащегося в них газа. Краска не наносится на их верхнюю часть, для исключения контакта ее компонентов с содержимым баллона.
- Редуктор. Он может быть прямого и обратного действия, и предназначен для регулировки давления газа.
- Шланги. По которым подается газ. Они маркируются цветными полосами в соответствии с параметрами давления, при которых проводится работа.
- Горелка. Она обеспечивает смешивание газов и их горение. Мощность горелок зависит от количества горючей смеси, пропускаемой в единицу времени.
- Наконечники к горелке. Это необходимый для работы набор, составляющие которого позволяют сваривать заготовки различной температуры плавления и толщины.
Газовая сварка осуществляется в специально оборудованном месте, оснащенном вытяжной вентиляцией и местом для расположения вспомогательных инструментов.

Общие правила безопасности
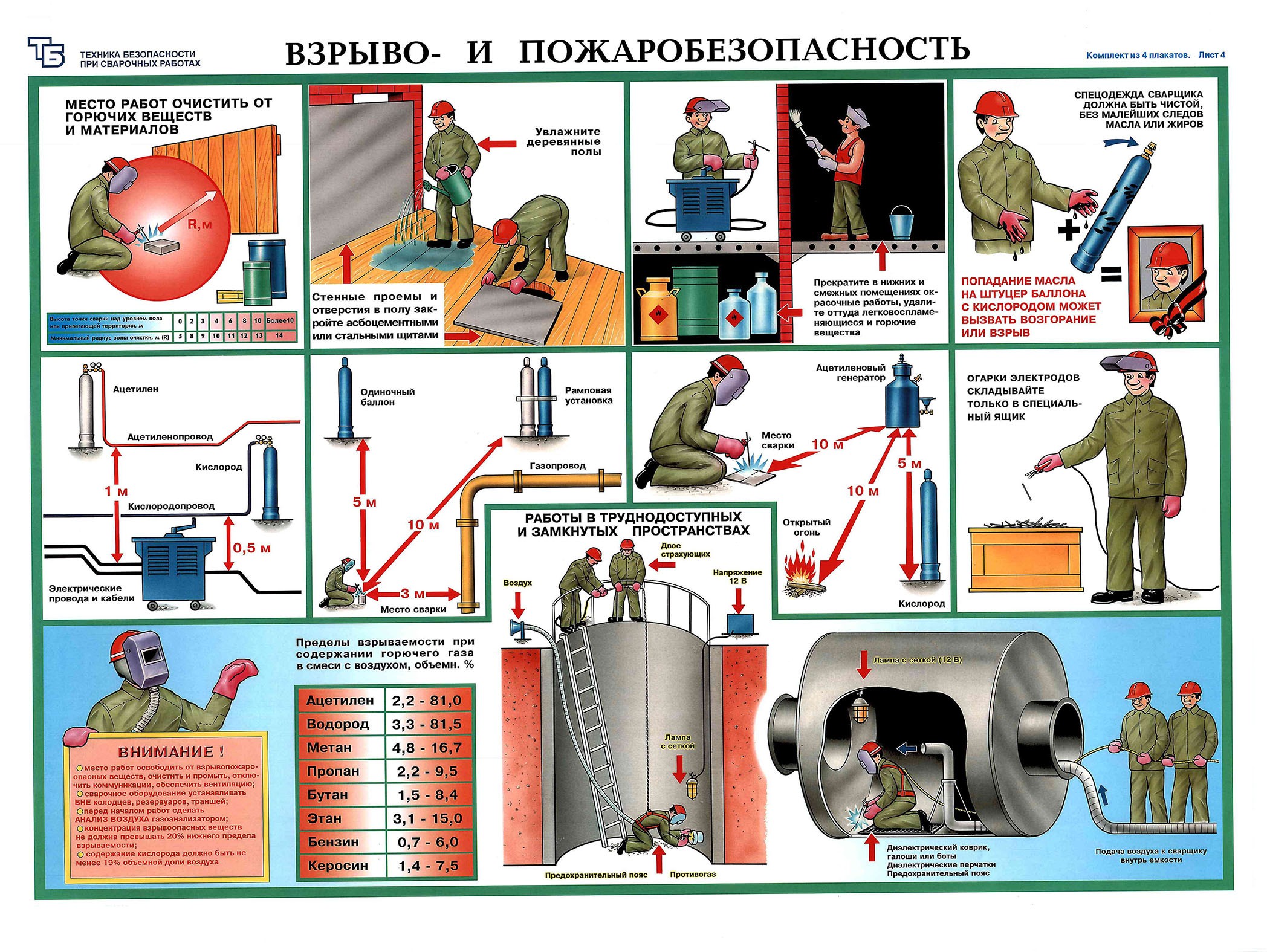
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Рекомендуем к прочтению Информация о сварке с помощью трения
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.
Подготовка к работе
Точная настройка проводится на заводе – изготовителе в качестве завершающей фазы технологического процесса и контроля качества. Самостоятельные « улучшения» и «доводки», описания которых можно встретить в блогах народных умельцев, ни в коем случае не нужно пытаться повторить. Вмешательство в конструкцию и настройки газовой аппаратуры прямо запрещено правилами ее эксплуатации и может привести к пожару, взрыву, серьезным травмам или даже гибели людей.
Напомним общие правила по подготовке к работам по газовой резке:
- Тщательно осмотреть все оборудование, включая баллоны, шланги, редукторы и вентили, на предмет отсутствия механических повреждений.
- Прислушаться и принюхаться — нет ли утечки газа. Эту операцию следует повторить после присоединения шлангов и горелки.
- Проверить состояние всех прокладок. Ремонту они не подлежат, в случае малейших подозрений на дефект их следует заменить.
- Осмотреть кислородный вентиль на предмет масложировых пятен. Даже малейшие следы могут вызвать взрыв. Протереть вентиль растворителем или обезжиривателем, вытереть чистой ветошью насухо.
- Осмотреть штуцера на предмет отсутствия задиров и неровностей, могущих нарушить уплотнение. При обнаружении аккуратно выправить дефект бархатным надфилем.
- Присоединить редукторы к баллонам: синий – кислород;
- красный – пропан.
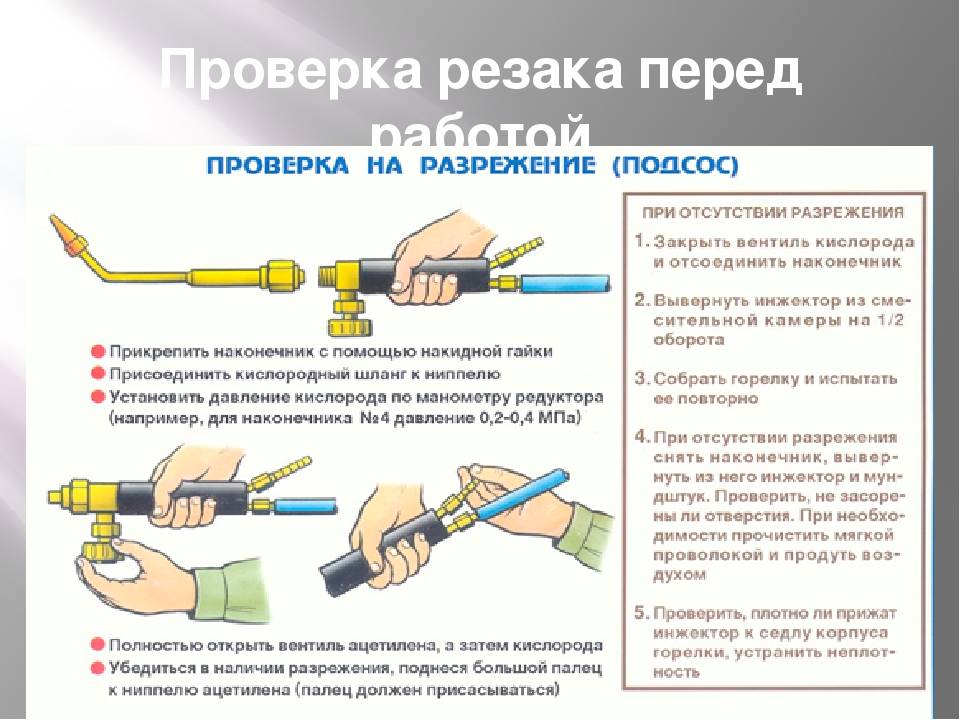
Если резак инжекционный, то работу инжектора нужно проверить ДО подключения пропанового шланга к резаку:
- Подключить кислородный шланг к разъему.
- Открыть вентиль на редукторе.
- Открыть оба вентиля на горелке.
- Поднести подушечку пальца к отверстию пропанового штуцера.
- Если инжектор работает правильно, подушечку будет засасывать в отверстие.
Далее можно подключать пропановый шланг и задавать давления в пропорции 1:10. Так, если давление кислорода поставить 4 атмосферы, то давление пропана следует выставить на 0,4 атмосферы.
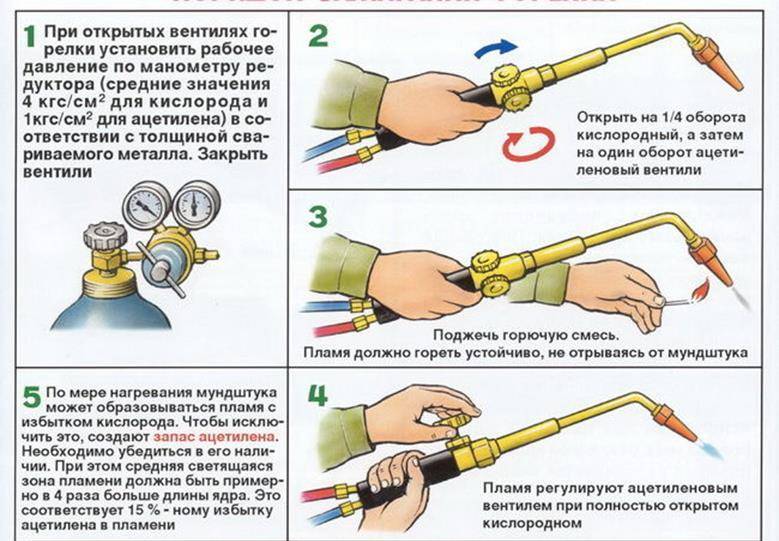
Сначала следует открыть подачу кислорода на пол-оборота, потом на столько же — пропана и поджечь смесь. Внести горелку в рабочую зону и увеличить подачу кислорода до формирования факела в виде «коронки»
После завершения резки сначала прекратить подачу пропана, а потом — кислорода.
Категорически запрещается:
- менять последовательность подачи газов при розжиге и выключении горелки;
- менять шланги местами.
Нарушение этих правил может привести к возгоранию и взрыву.
Сферы использования сварки
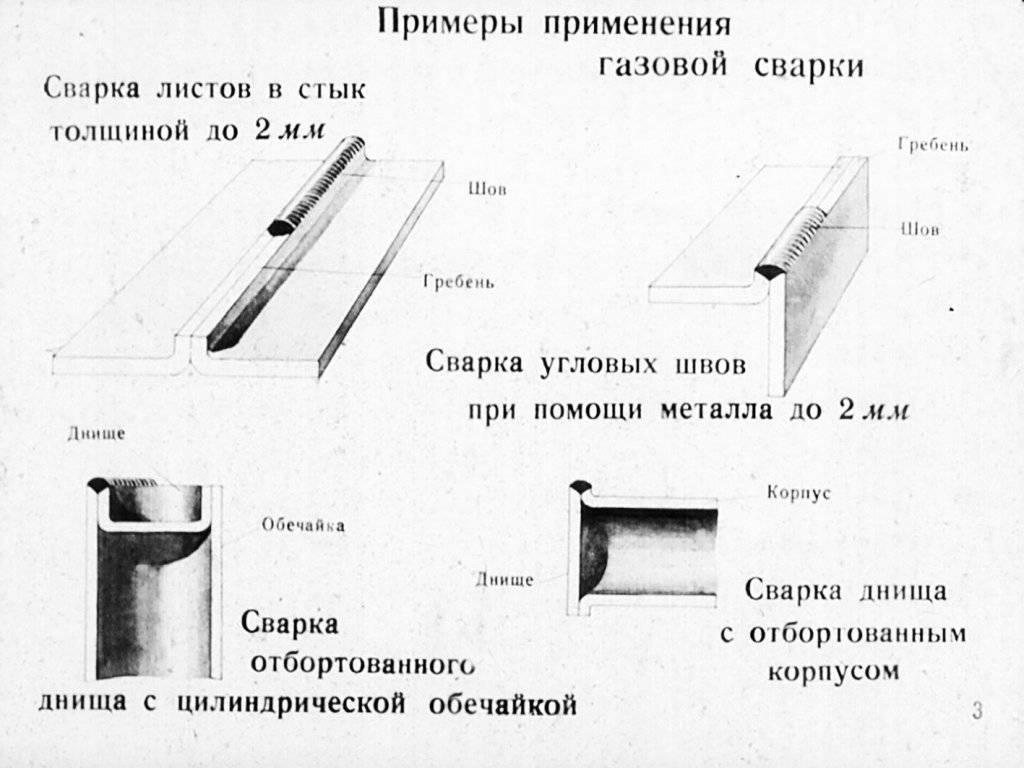
Сварка этого типа отличается от электродуговой плавным разогревом металла. Пожалуй, это и определило сферы ее использования. Сварка газом показывает максимальный эффект при работе со сталью толщиной до пяти миллиметров. Эта технология сварки с успехом используется при обработке цветных металлов. Сварку газом используют для работы с материалами, требующими предварительного прогрева. При выборе газовой сварки, проектировщик должен руководствоваться требованиями ГОСТ.
Сварку газом применяют при проведении ремонтных работ, пайке. С ее помощью проводят восстановление изношенных деталей, например, коленчатых валов. Для этого, на изношенную поверхность наплавляют слой металла. Впоследствии место наплава будет отшлифовано и доведено до необходимого размера.






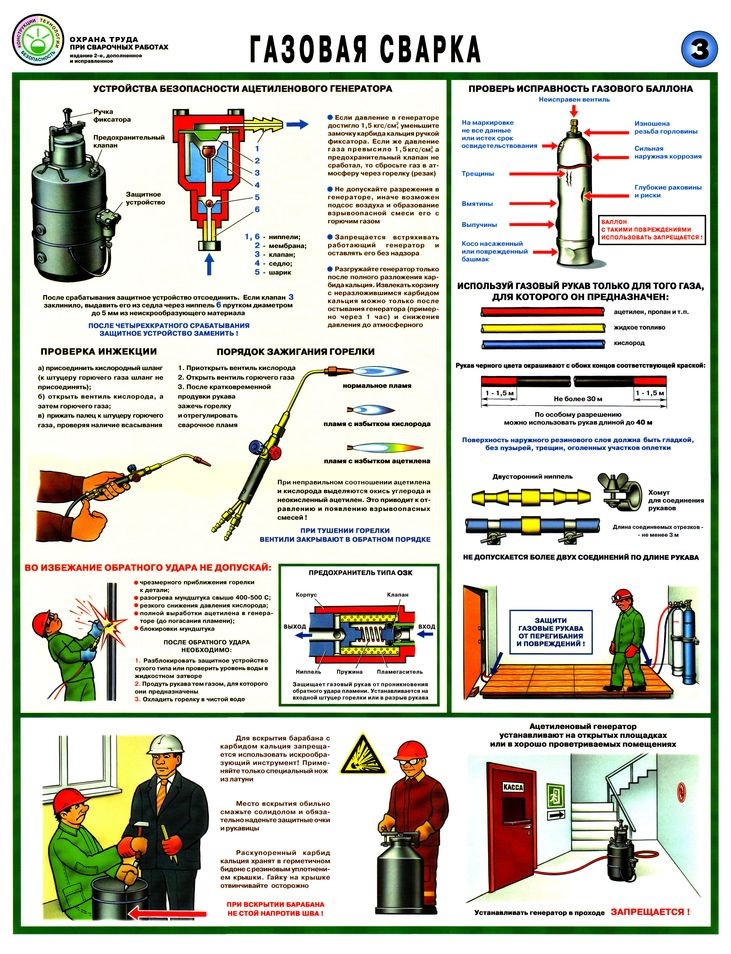
Меры предосторожности при газовой сварке
Обязательными для выполнения являются следующие требования:
- Хранение баллонов с газами проводится в специальных металлических шкафах, доступ к которым должен быть ограничен.
- Зона проведения сварки в радиусе пяти метров освобождается от легковоспламеняющихся предметов и огнеопасных веществ.
- Специальная огнеупорная одежда, защитные средства для глаз, лица и рук.
- Рабочее место внутри помещения оборудуется системой вентиляции.
- Контроль положения шлангов. Нельзя допускать их скручивания.
Соблюдение технологии и мер безопасности исключает создание аварийных ситуаций. Результатом проводимых работ является качественный и прочный сварной шов.
- И. И. Соколов Газовая сварка и резка металлов
- Н. И. Никифоров, С. П. Нешумова, И. А. Антонов Справочник газосварщика и газорезчика
- Статья на Википедии
Технология газовой сварки
Это такой способ сваривания деталей, во время которого оплавление кромок деталей, присадочной проволоки осуществляют при помощи газовой горелки. Пламя образуется от горения смеси кислорода и ацетилена, кстати, его можно заменить на другие газы. Для этого применяют бутан, ацетилен, бензин, водород и другие вещества. В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
- ацетилено-кислородная;
- керосино-кислородная;
- бензино-кислородная ;
- пропанобутано-кислородная.
Пламя, применяемое для сварки можно разделить на следующие составные части:
- нормальную;
- окислительную;
- восстановительную.
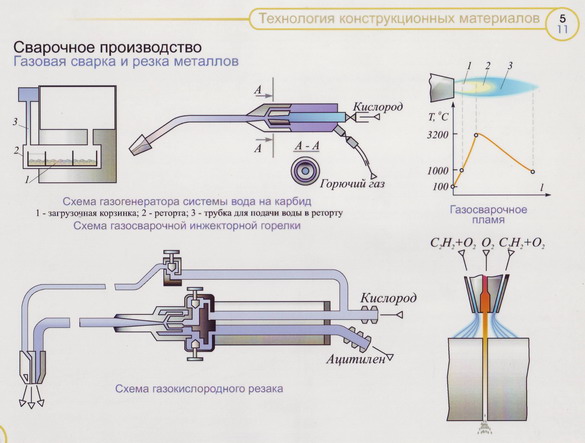
 Характеристики пламени газовой горелки
Характеристики пламени газовой горелки
Химический состав присадки для формирования будущего сварочного шва подбирают исходя из того, какой материал сваривают, а его размер зависит от толщины свариваемого металла.
Кислород, находящийся в стальном баллоне, проходит через редуктор, снижающий давление газа и по рукавам, поступает к месту работы. Такой же путь повторяет и горючий газ (ацетилен или его аналоги).
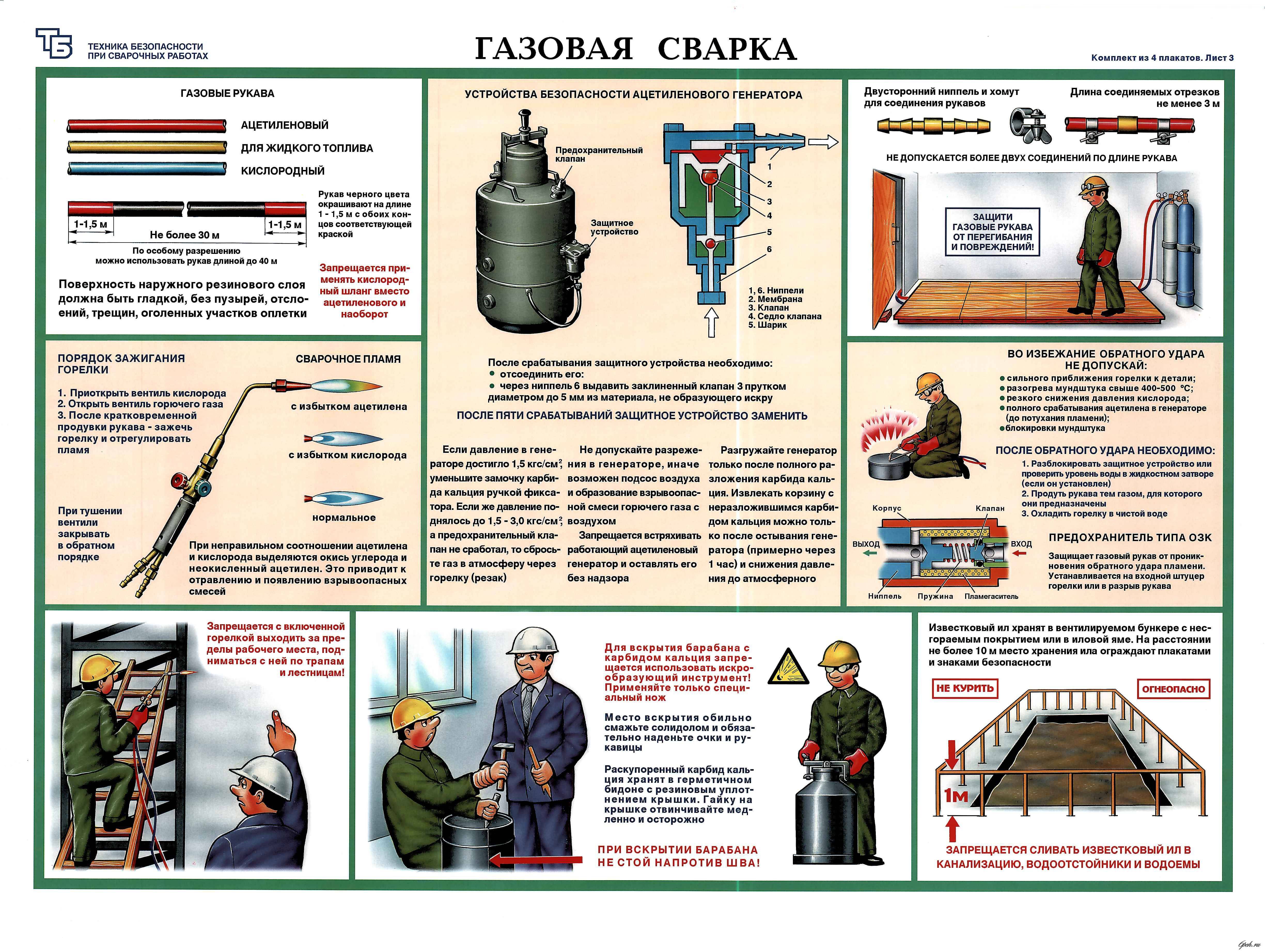
 Оборудование и материалы, используемые при газовой сварке
Оборудование и материалы, используемые при газовой сварке
В горелке перемешиваются в нужной пропорции и в момент выхода смеси из нее выполняют розжиг. Пламя в данном случае выполняет сразу три функции:
- Расплавляет металл,
- Плавит материал, выполняющий роль присадки;
- Защищает место, в котором происходит соединение заготовок, от воздействия атмосферного кислорода.
Расход кислорода и газа регулируют с помощью вентилей, установленных на баллонах с газом.
Температура горения достигает своего максимума в восстановительной части пламени. Именно в ней должны располагаться присадка и кромки свариваемых деталей. Если заменить ацетилен, то температура пламени будет снижена.
https://vk.com/video_ext.php
Подготовка кромок
Важным этапом качественного выполнения шва является правильная разделка кромок, которая зависит от толщины подготавливаемого металла.
| Толщина металла | Форма разделки | Угол, ° | Зазор между торцами заготовок, мм | Дополнительные мероприятия |
| 0,5-2 | не производится | – | – | Торцевание или отбортовка кромок. Сварка без присадки, встык |
| 1-5 | не производится | – | 0,5 – 2 | Сварка с присадкой |
| 4-8 | допускается не производить | – | 1 – 2 | Двусторонний шов |
| 5-10 | V-образная | 70-90 | 2-4 | Притупление кромок 1,5 -3мм |
| свыше 10 | Х-образная | 35-45 | 2-4 | Притупление 2-4 мм |
Необходимо очистить от грязи, краски, окалины область 20-30 мм от свариваемых поверхностей.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Сварка легированных сталей – просто и понятно об особенностях процесса
Методика и технология газового типа сварки

Технико-технологическое соблюдение работы – важная часть газовой сварки. Получение надежного, ровного шва напрямую зависит от того, как была проведена обработка металла.
Как и при других типах сварных работ, выполнение задачи начинается с подготовительного этапа. Он включает в себя очищение зоны обработки от грязи, лишних включений, неровностей.
Это проводится наждачкой, напильником, металлической щеткой либо шлифмашинкой. Далее подбирается технология обработки.
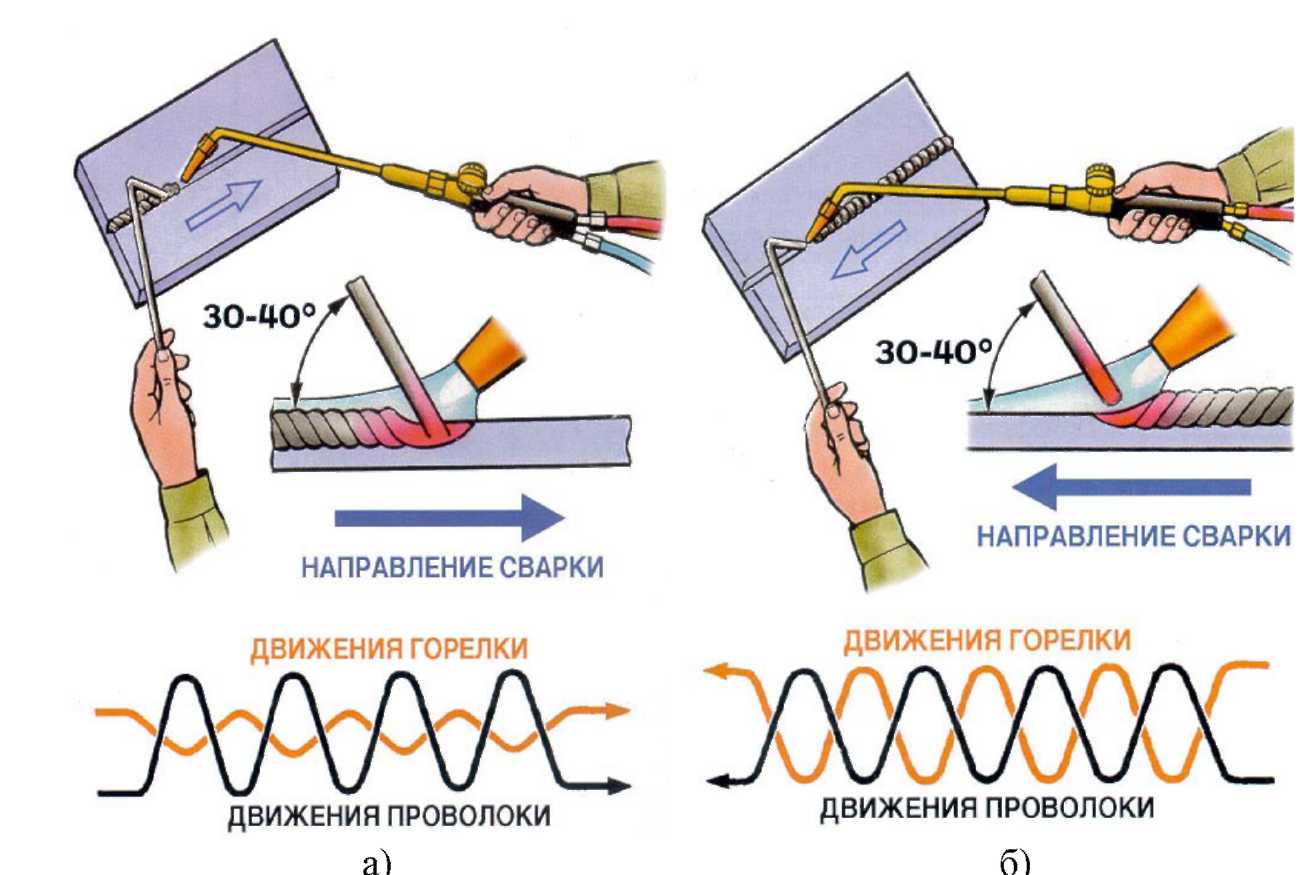
Существует две противоположных методики:
- Горелка перемещается слева направо – сначала производится воздействие пламени, потом соединение с присадочным прутком.
- Горелка перемещается справа налево – сначала применяется пруток, потом пламя, соединяющее края шва.
Второй метод применяется чаще. Он характеризуется более качественным прогревом шва. Однако при первом методе расходуется меньше рабочей смеси, а полезный коэффициент на двадцать процентов больше.
Электроды подбираются в соответствии с толщиной детали, которая будет обрабатываться. Для каждого метода газовой сварки существует своя формула вычисления диаметра прутка.
Способ газового сваривания зависит от толщины детали, ее положения и ширины требуемого шва. Значение также имеет применяемый тип смеси. Опытный работник может устанавливать настройки по своему усмотрению.
Правила и рекомендации
Газовая сварка проводится только при наличии у работника специальной защитной одежды. Также нужно применять защитные темные очки, которые должны защитить не только от излишней яркости сварочной ванны, но и от излучения, которое исходит от раскаленного металла. Вся одежда, в том числе и рукавицы, должны производиться из негорючих тканевых материалов и быть в целости.

Защитная одежда сварщика
Осмотр рабочего места должен проводиться как перед началом сварки, так и во время нее, и даже после окончания работ. Не желательно, чтобы во время сваривания рядом выполнялись работы другого типа, такие как покраска и прочее, в особенности, с применением горючего материала. После проведения работ необходимо закрыть все баллоны, чтобы обезопасить их от утечки или несчастных случаев. Только после этого можно отсоединять все оборудование от них. Баллоны ни в коем случае не должны бросаться или падать. Любые их перемещения производятся при помощи переноски или перекачивания в стоячем состоянии. Особенно это относится к ацетиленовым, так как от них происходит наибольшее количество несчастных случаев. Во время сварки они должны находиться на расстоянии от 10 метров от источника пламени.





Требования к баллонам
Техника безопасности при сварке полуавтоматом и другими способами газовой сварки выдвигает следующие требования к баллонам:
- Изделие не должно иметь видимых и скрытых повреждений;
- Цвет баллона должен соответствовать входящему в него газу, принятому по стандартам;
- Все оборудование на баллоне должно быть проверено и исправно;
- Изделие должно пройти периодическую проверку качества, срок которой еще не вышел;
- Желательно применять баллоны с плавкими вставками, которые помогут уберечь от взрыва, если начнется пожар;
- На поверхности изделий не должно быть следов коррозии;
- Все детали баллона и его системы подачи газа должны быть выполнены из материалов, которые не дают искру при трении.
Пожаробезопасность при проведении работ
Техника безопасности полуавтоматической сварки газом в основном направлена на борьбу с вероятностью возникновения пожара. Этому могут способствовать два основных фактора. Первым является пламя из самой горелки. Это открытый источник огня, который может привести к возгоранию других предметов. Его стараются максимально отдалить от газовых баллонов, так как здесь представляется наибольшая опасность, которая может перерасти в серьезный пожар.
Чтобы пламя горелки не смогло ничего поджечь, требуется убрать все лишние предметы, особенно сильно возгораемые, которые могут попасть под нее. Рекомендуемая минимальная дистанция до них составляет 5 метров. Также не рекомендуется, чтобы поблизости проводились другие сварочные работы, так как это только увеличивает степень риска
Наличие посторонних предметов, которые могут просто мешать, также повышает риск опасности пожара, так как по неосторожности сварщик может зацепиться за них, что приведет к непредсказуемым последствиям
Вторым серьезным фактором, от которого исходит опасность, это сами баллоны. Они могут пропускать газ, на них может быть повреждение, которое приведет к нарушению целостности поверхности при небольшом ударе. Требуется следить за состоянием как самого баллона, так и всех комплектующих к нему. Сварочные шланги также должны быть проверенными и не скручиваться во время работы. Если они будут передавлены, то большое давление разорвет их.
Выбор, доставка, хранение и эксплуатация газовых баллонов
Емкости со сжатыми, сжиженными или растворенными газами требуют аккуратного обращения на всех этапах работ. При выборе газа необходимо отталкиваться не от цены на сварочные смеси, а от совместимости вещества с обрабатываемыми металлами. Соблюдение мер безопасности при обращении с газовыми баллонами сводится к предотвращению:
- утечки газа и его попадания в атмосферу в результате неплотного закрывания вентиля, некачественного соединения патрубков, наличия дефектов в оборудовании и т. д.;
- образования взрывоопасных составов в воздухе рабочей зоны;
- нагревания баллонов, ведущего к возрастанию давления газа;
- механических воздействий, ударов, падений, нарушения целостности емкости.
В связи с этим доставка баллонов должна осуществляться специальным транспортом, с применением прокладок, колпаков и заглушек – лучше доверить это дело профессиональным службам. Во время погрузо-разгрузочных работ исключено бросание емкостей, их удары о твердые предметы. В случае с хранением баллонов и их установкой для эксплуатации необходимо исключить наличие рядом источников тепла, открытого огня, прямых солнечных лучей. Во время хранения газовые баллоны размещаются в специализированных помещениях, оборудованных гнездах или ящиках.
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Технология газовой сварки обладает рядом преимуществ:
- для выполнения сварки нет необходимости применять сварочные аппараты;
- доступность газовой смеси, ее можно приобрести в специализированных организациях;
- при выполнении сварки газом нет необходимости в источнике энергии и наличия защитной среды, пламя с успехом выполняет эту функцию;
- возможность регулировки расхода газа и соответственно температуры пламени.
- отсутствие сильного разбрызгивания металла;
- отсутствие УФ-излучения – работу выполняют в специальных очках газосварщика.
Между тем, газовая сварка обладает и рядом серьезных недостатков:
- низкая скорость нагрева свариваемых металлов;
- тепло от газовой горелки, в отличие от электродуговой имеет широкое рассеивание по поверхности свариваемых деталей и обладает низкой концентрацией в одной точке.