
Электроды из вольфрама, их маркировка
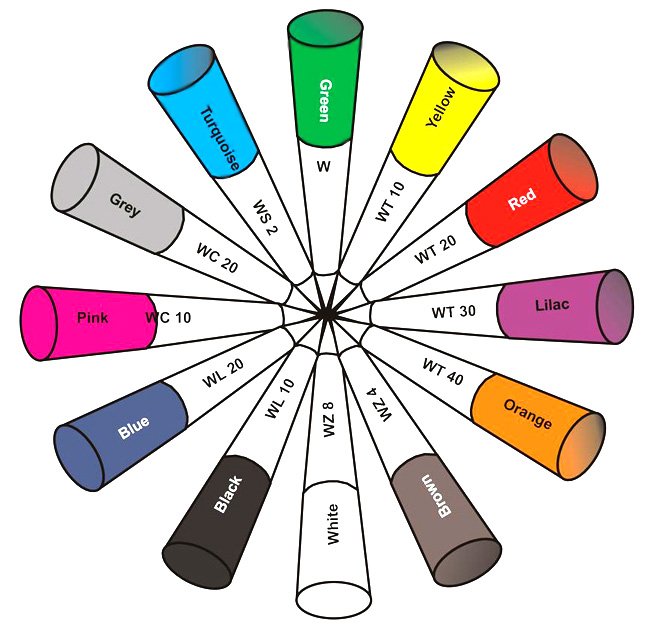
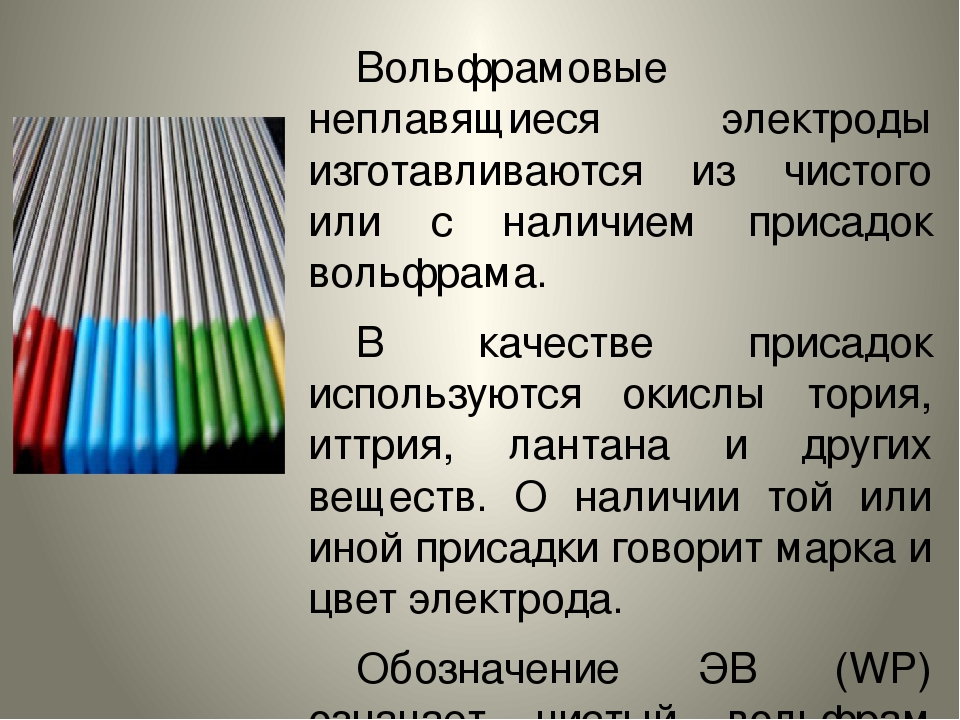
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела. Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
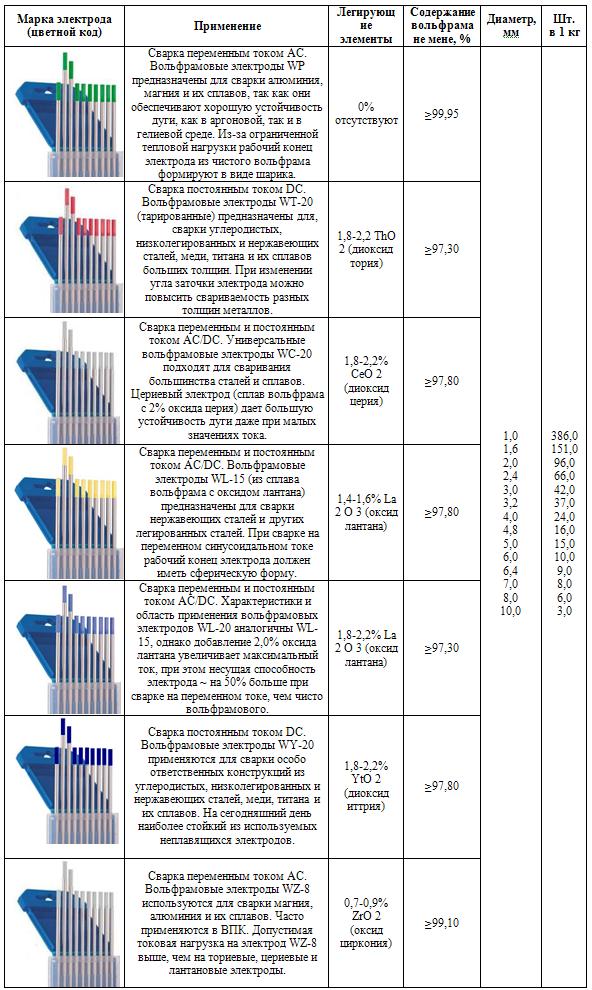
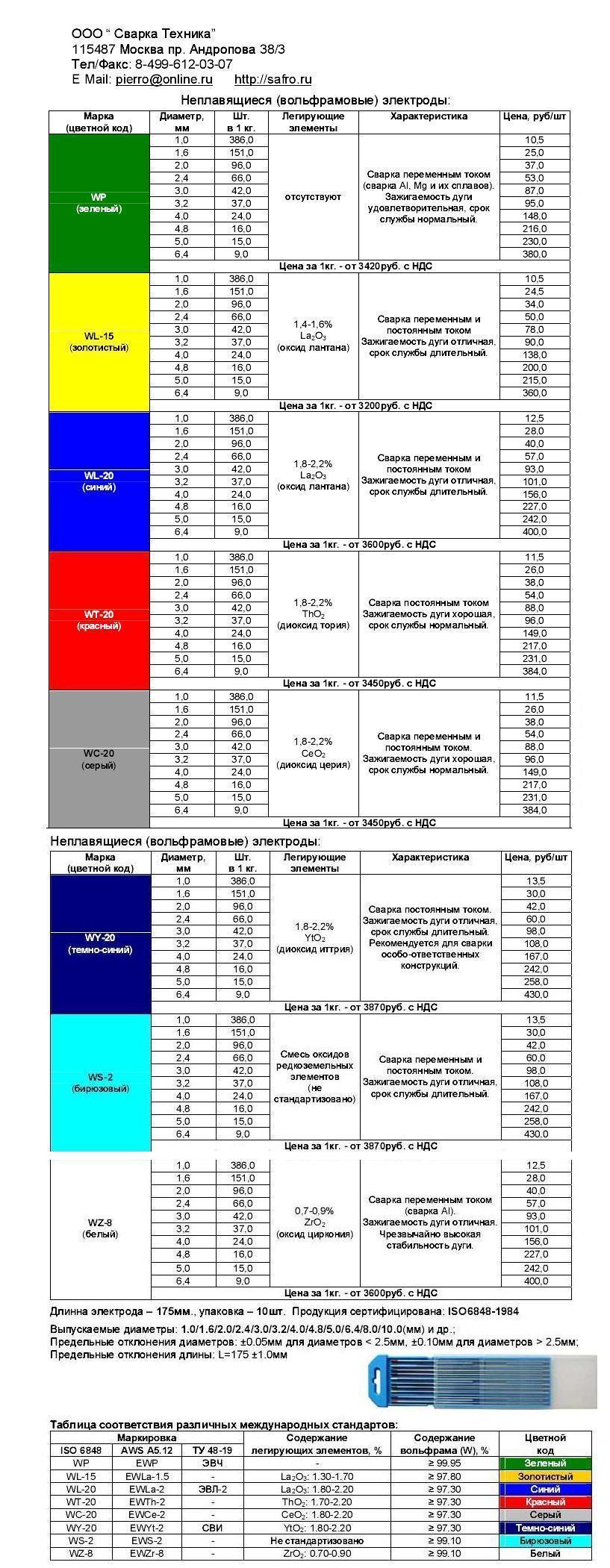
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
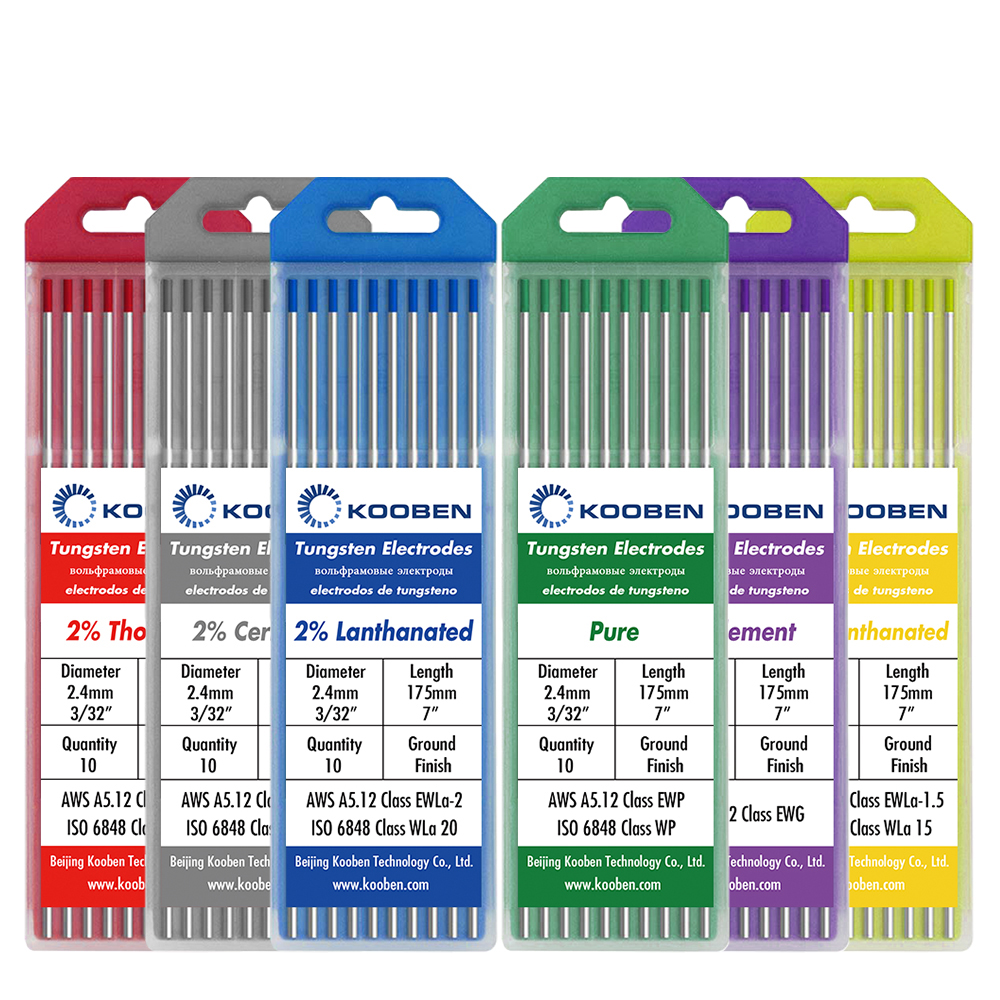
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор
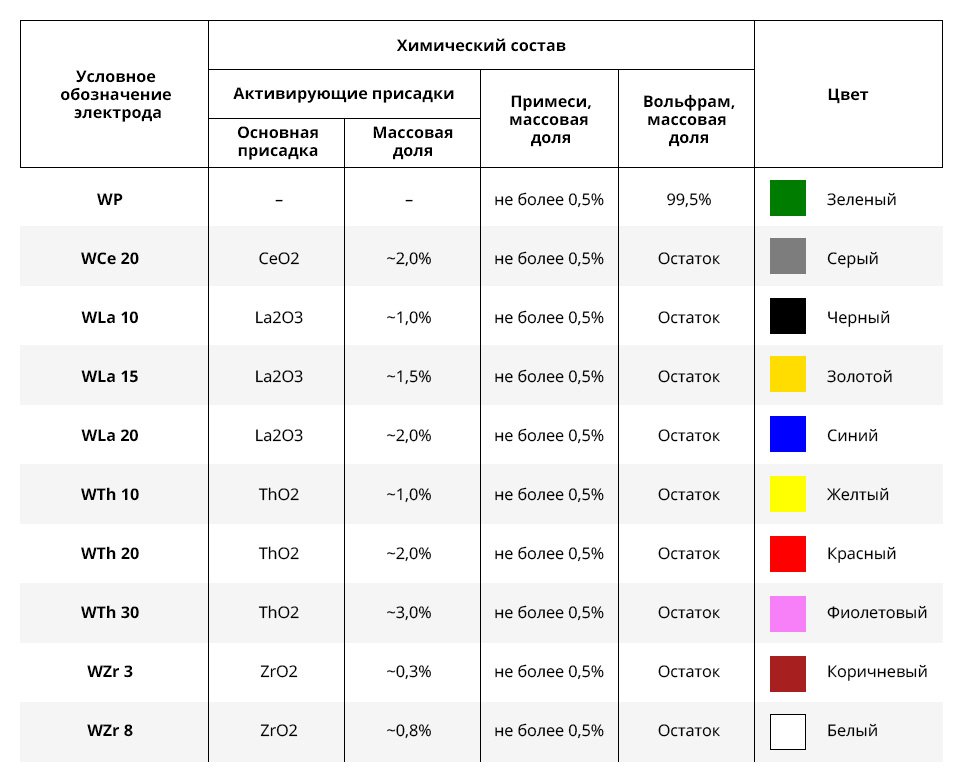
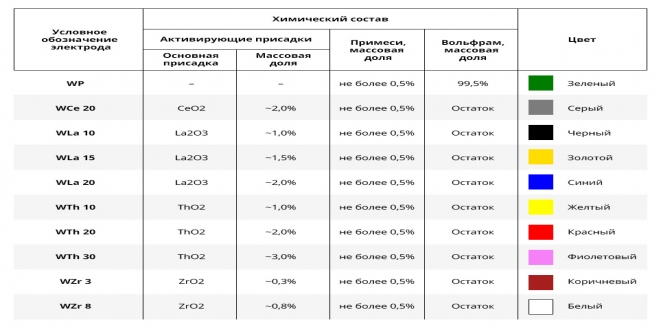
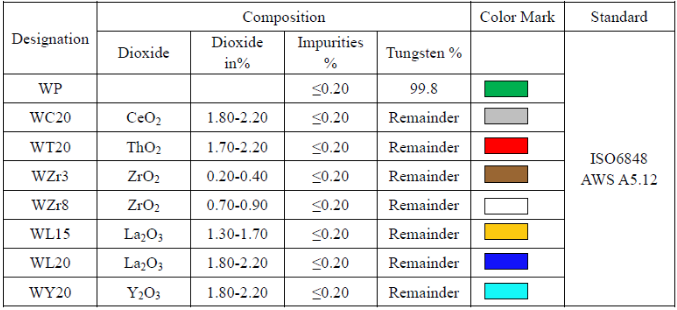
Ниже приводим таблицу маркировки вольфрамовых электродов:
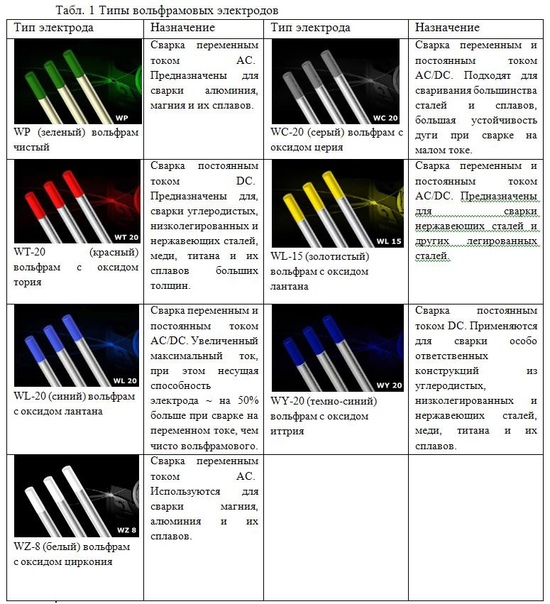
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
При чем здесь волчьи сливки?
Схематическая сварка вольфрамовым электродом. Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
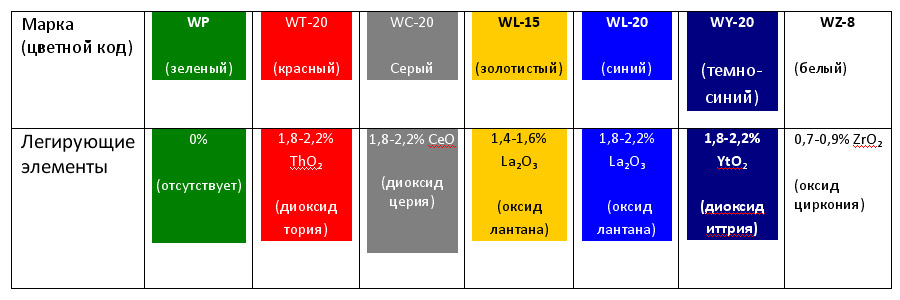
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» – это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» – диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» – диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» – оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» – оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Можно ли изменить размер
Размер вольфрамового, титанового или тистенового кольца невозможно уменьшить или увеличить. Оборудование традиционных ювелирных мастерских не предназначено для обработки столь твердых металлов.
Аналогичное свойство припишем и стали 316L. Не верите — попробуйте найти мастера, который возьмется за изменение размера стального кольца. А если найдете специалиста с соответствующим оборудованием, стоимость услуги вряд ли обрадует. Ценник будет сравним с изменением размеров кольца из золота и с большой вероятностью превысит первоначальную стоимость вашего кольца.
| Вольфрамовые кольца | Титановые кольца | Кольца из тистена | Кольца из стали 316L |
| Нельзя изменить размер |
Выгодная альтернатива при покупке колец в интернете — выбор магазина, предоставляющего услугу бесплатного обмена. Возможность обменять кольцо неподошедшего размера по почте или при посещениие шоурума в нашем магазине доступна в течение 30 дней после получения заказа. Чтобы сократить вероятность ошибочного выбора, рекомендуем перед онлайн-покупкой ознакомиться с методами определения размера кольца в домашних условиях.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Маркировка электродов для сварки на переменном токе
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Назначение и виды тугоплавких электродов
Для проведения сварочных работ применяют основные виды электродов:
- Вольфрамовые;
- Угольные;
- Графитовые.
Они имеют различное предназначение, но относятся к классу неплавящихся электродов.
Для воздушно-дуговой резки металла и устранения дефектов на поверхности изделий применяются угольные стержни. При их использовании сварочные работы проводят при силе тока в 580 ампер. Среди угольных стержней можно выделить такие разновидности:
- Круглые марки ВДК (воздушно-дуговая резка).
- Круглые марки СК (сварочные круглые).
- Плоские марки ВДП (воздушно-дуговое разрезание).
Разрезание металла при помощи электрической дуги и удаление расплавленного металла струей сжатого воздуха называется воздушно-дуговой резкой.
Угольные стержни нашли свое применение для сваривания тонкостенных конструкций из цветных металлов и стали, и при заваривании дефектов на поверхности литых изделий.
Угольные стержни можно использовать в сварочном процессе с использованием присадок, которые укладывают по линии варки либо подаются в сварочную ванну, или обойтись без таковых. Их часто применяют для сварки медных проводов.



Для сваривания сплавов алюминия и меди, а также цветных металлов применяют графитовые стержни. В сравнении с угольными аналогами этот тип является более доступным по ценовым параметрам. Графитовые стержни в сравнении с угольными электродами лучше переносят температурное воздействие, лучше режутся и имеют меньший износ.
Вольфрамовые тугоплавкие стержни относятся к самому широко используемому типу в домашнем и промышленном производстве.
Они подходят для сваривания любых металлов, даже с использованием защиты из газа. Для аргонодуговой сварки вольфрамовые электроды выпускаются с различным составом:
- Иттрированные;
- Лантанированные;
- Торированные — они выпускаются с добавлением Тория, имеют невысокую степень радиоактивности, поэтому в настоящее время не применяются в промышленности;
- Обычные.
Они имеют вид прутка с диаметром от 1 до 4 миллиметров. В силу своей тугоплавкости температура его плавления намного превышает температуру электрической дуги, что позволяет сваривать им любые металлы и сплавы. Но чаще всего его применяют для сварочных работ с алюминием, нержавеющей сталью, медью и другими.
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
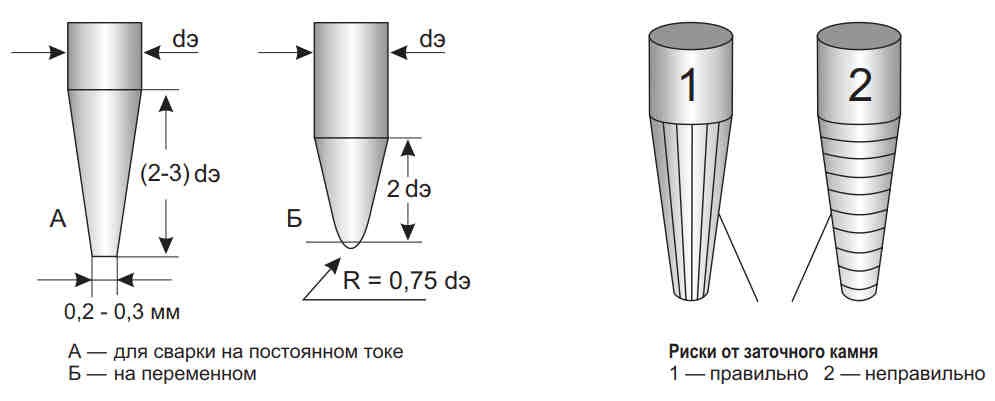
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
- Сфера;
- Конус.
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
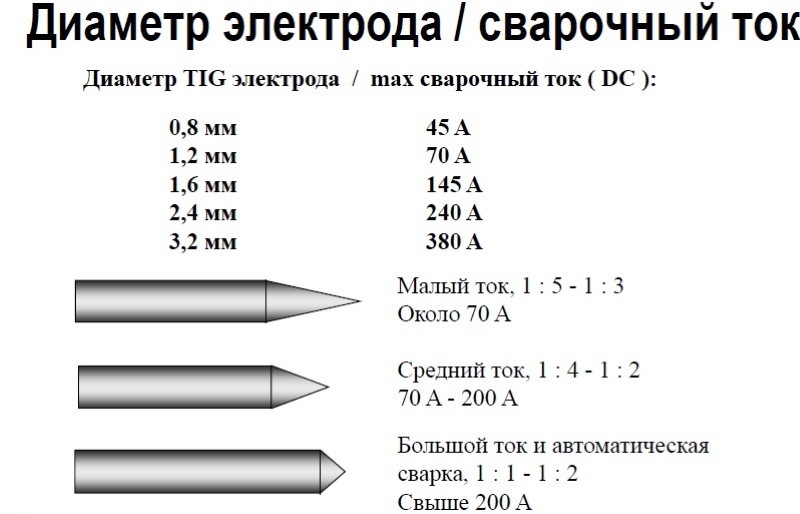
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар
Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
Влияние угла заточки на глубину провара
Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Особенности сварки электродами из вольфрама
- Сварку можно вести в нескольких режимах (ручной, автоматический и полуавтоматический). Осуществлять сварку можно без применения присадки и использовать расплавленный металл с краев деталей для сварного шва, что повышает экономичность всего процесса.
- Сварку можно применять к изделиям толщиной меньше 0,1 миллиметров.
- Важным условием процесса сваривания является то, что при работе воздух должен вытесняться из зоны действий. Величина расхода газа зависит от толщины металла, скорости процесса сварки, типа соединения и других показателей.
- При этой сварке можно производить поджигание дуги без соприкосновения электрода с рабочим металлом, при помощи осциллятора. Как правило, при контактировании металла изделия и электрода во время поджига дуги, сплавляется вольфрам со свариваемым металлом и появляется следующий состав, температура сплава которого ниже температуры чистого вольфрама. Это способствует понижению прочности соединения сварки.
- Необходимо подобрать электрический ток сварки нужной полярности, что приведет к минимизации расхода электродов. Это позволит на долгое время сохранить правильность заточки конца электрода. В случае правильного использования тока, можно добиться уменьшения нагрева металла и уменьшить расходование электрода.
- Аргон защищает электрод от окисления кислородом и поэтому уменьшается расход электрода.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
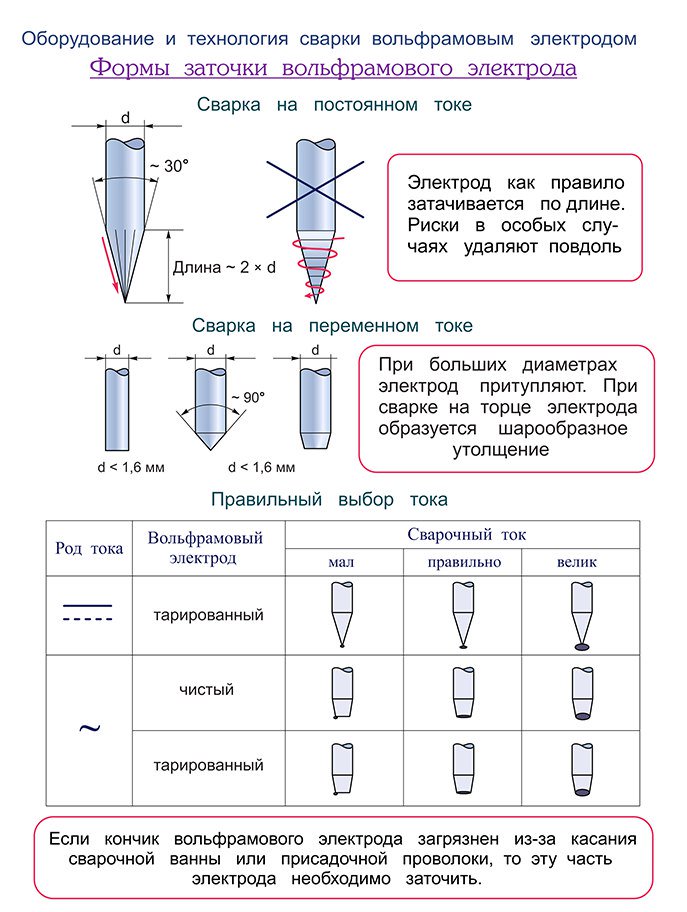
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.




Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
 Как затачивать вольфрамовые электроды.
Как затачивать вольфрамовые электроды.
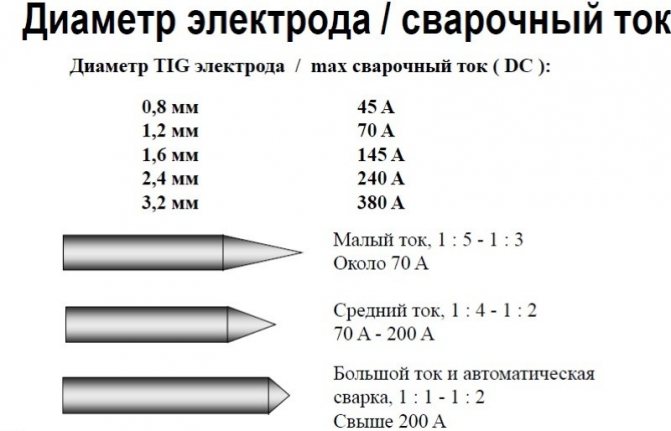
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G—Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH — компактный ручной станок для заточки под углами от 0° до 90°.
Заточка вольфрамовых электродов
Перед сваркой на постоянном токе вольфрамовые электроды необходимо заточить
Угол и направление заточки важно скорректировать так, чтобы кончик электрода стал очень острым. Это необходимо для того, чтобы сварочная дуга была полностью сфокусирована на малом диаметре сварочной ванны
Сварочная ванна – это объём полностью расплавленного металла, образовавшегося при сварке плавлением при высоких температурах. Образование такой сварочной ванны – главный этап получения неразъёмных соединений при сварке плавлением, так как от формы и размеров ванны зависят геометрические размеры швов. Если электрод не будет заточен, то размер дуги будет слишком большим в диаметре и тепловложение окажется недостаточным. Для сварки металлов на переменном токе электрод тоже нужно заточить. Но в этом случае кончик электрода должен быть немного притуплен. При сварке на переменном токе вольфрамовый электрод сильнее греется и немного подплавляется, что и требуется для получения более рассеянной дуги. Чтобы электрод держал форму, нужно правильно подбирать диаметр электрода в зависимости от диаметра сварочных швов.
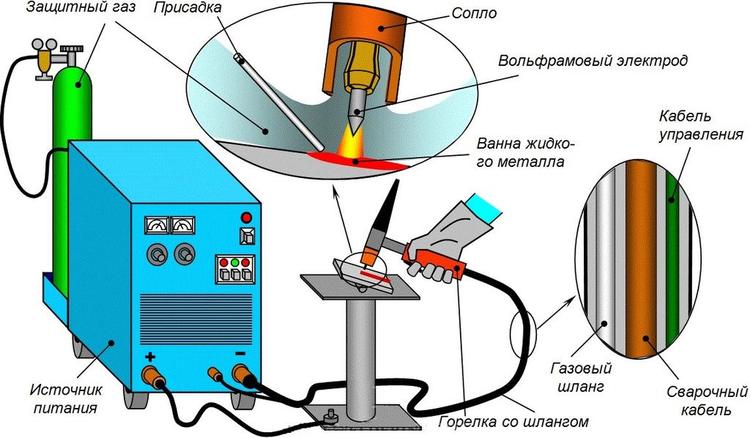
Способы и режимы сварки
Наиболее распространена ручная аргонодуговая сварка с применением вольфрамовых электродов. В мировой практике данная сварка классифицируется как TIG. С режимом TIG могут работать сварочные инверторы и выпрямители. Возможна работа автоматическим или полуавтоматическим способом. Менее распространенный метод – сварка плазменной дугой. Способ сварки погруженной дугой примечателен тем, что применяют электрод повышенного диаметра и при этом используют повышенный ток.
Ручная аргонодуговая сварка может быть выполнена в двух режимах – AC и DC. Их отличия:
- AC – работа с переменной электрической энергией, прямоугольным импульсом.
- DC – применяется стабилизированный ток, импульсный.
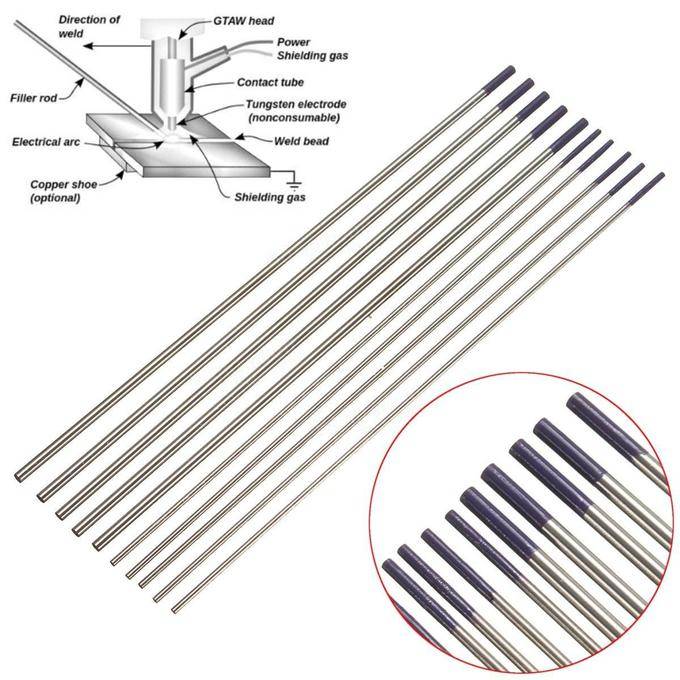
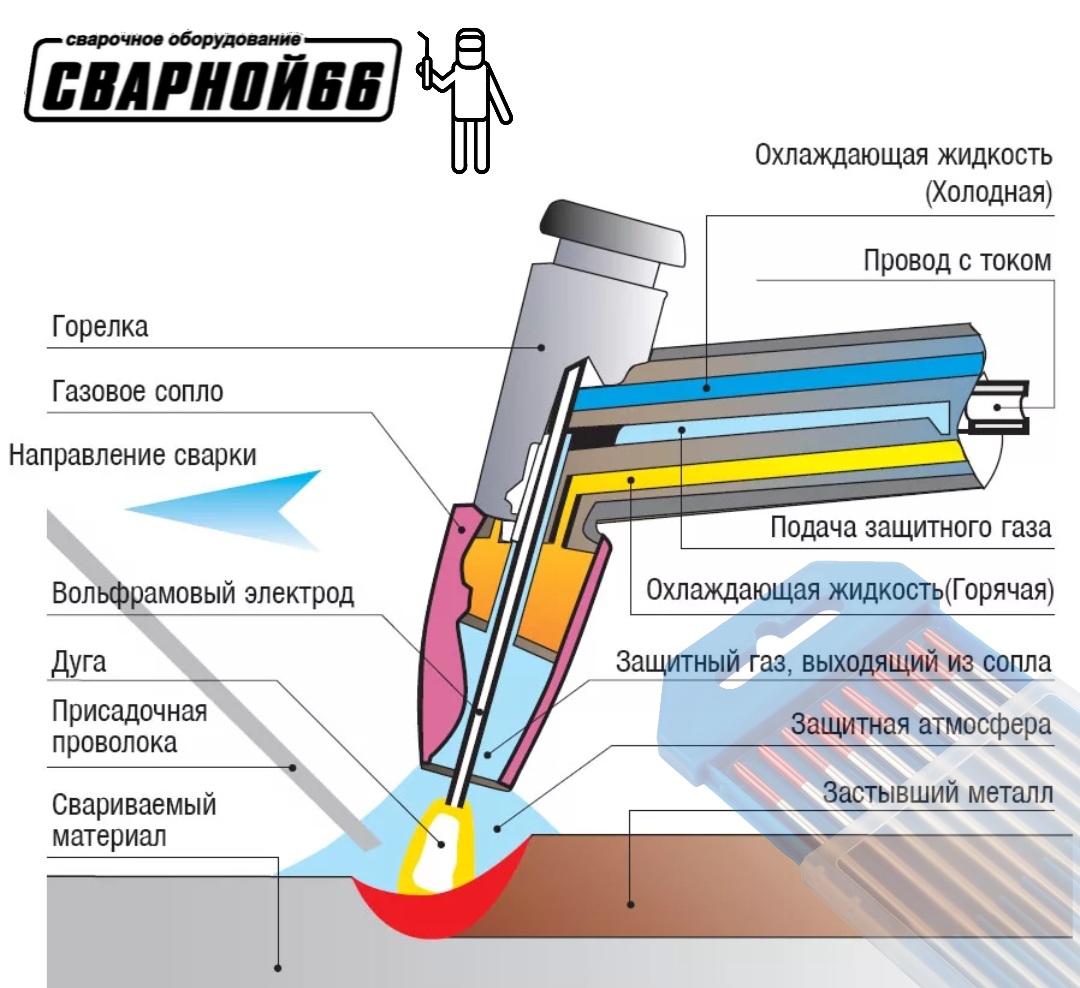
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.




Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
ЗАТОЧКА ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ
Правильность заточки сварочных электродов напрямую влияет на качество выполняемых сварочных работ
При обработке прутков важно уделять внимание и углу заточки, и площади притупления, и качеству шлифовки поверхности. Каждый из этих параметров отвечает за отдельные показатели и может существенно улучшить или ухудшить общее состояние получаемого шва
При обработке электродов важно помнить несколько основных правил:
- Чем больше угол, тем уже дуга.
- Большие углы увеличивают срок эксплуатации электродов.
- Маленькие углы — гаранты стабильности дуги.
- При маленьких углах проще работать на низком токе.
- Уменьшение размеров диаметра притупления электрода позволяет увеличить глубину проплавления.
Чистота и гладкость поверхности электрода не должна переступать показателя в 0,5 Ra. Увеличение этого параметра приведет к нестабильности дуги, риску ее возгорания за пределами кончика электрода, уменьшению эксплуатационного срока.

Обработку электродов производят дисками повышенной твердости с мелким зерном. С распространением TIG сварки особой популярностью стали пользоваться специальные машинки и станки для заточки вольфрамовых электродов.
Итоги
Для современной промышленности характерно активное и динамичное развитие. Это становится причиной более активного практического применения разнообразных сплавов на основе вольфрама и иных тугоплавких металлов. Но работа с ним – процесс сложный. В первую очередь, это обуславливается трудоёмкостью процесса, сложностью и, конечно, тугоплавкостью исходного сырья.
Труднее всего ведётся работа со сплавами на основе металлов, классифицирующихся как тугоплавкие, когда их сформировали посредством прессования.
Чтобы гарантировать наилучший результат, желательно приступать непосредственно к сварке вольфрама только по завершении предварительного этапа – нагрева рабочего участка металла до температуры в 500 градусов.