
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
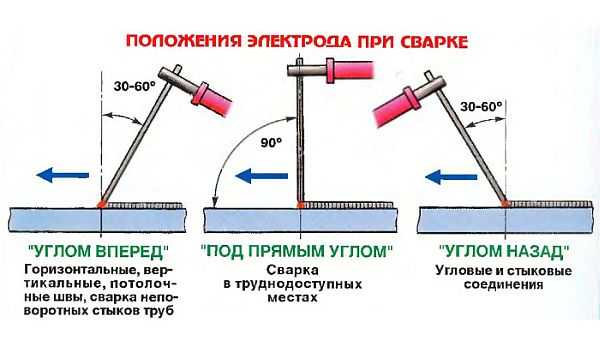
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
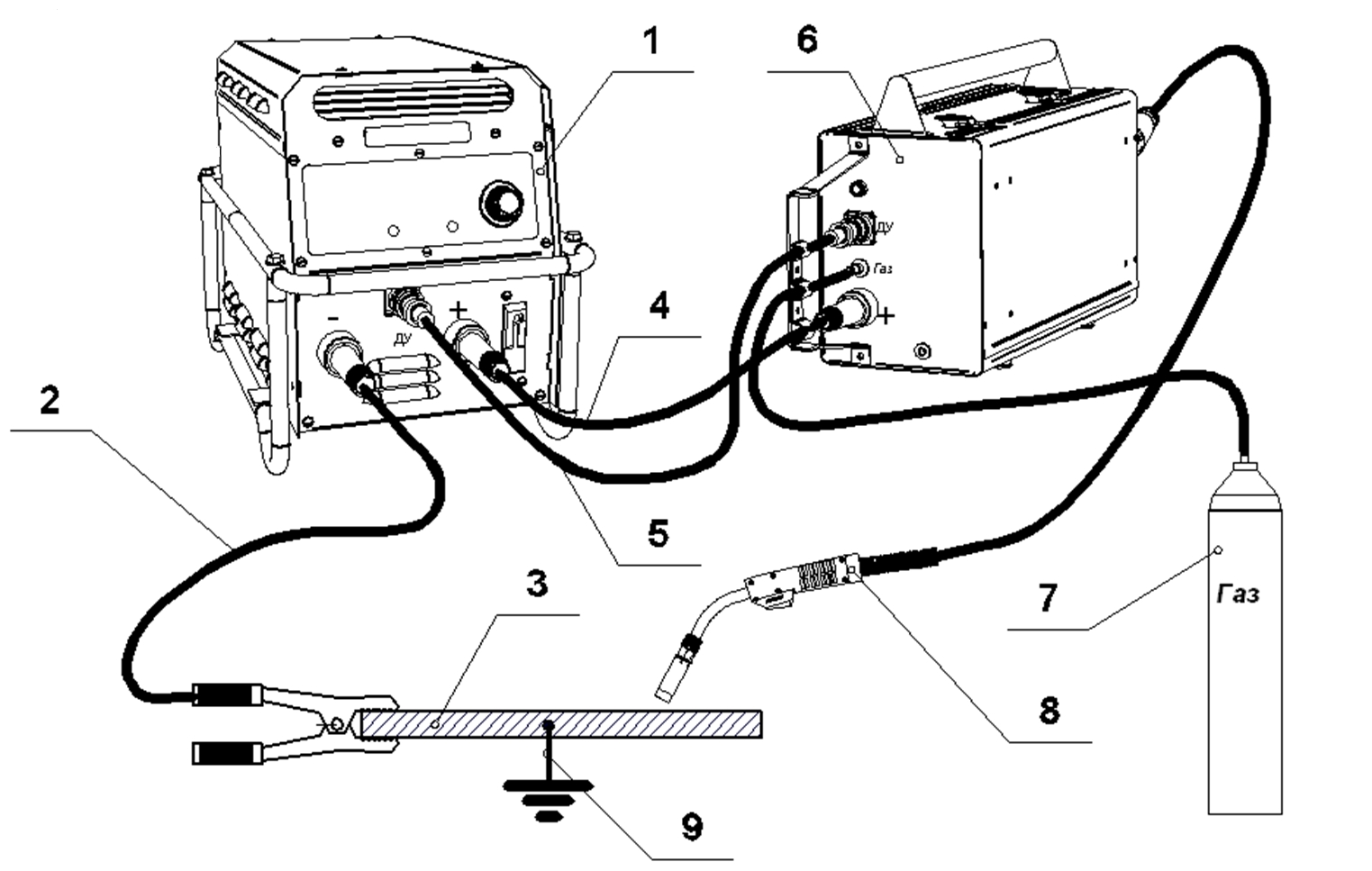
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Периодичность проверки
Для проверки текущего состояния ЗУ согласно требованиям ПУЭ проводятся периодические испытания заземляющих контуров. Они позволяют убедиться в соответствии их параметров (сопротивления стеканию тока, в частности) установленным нормативам.
Дополнительная информация: Для контроля текущего состояния ЗУ используются специальные измерительные приборы, подключаемые к нему по особым схемам.
В ПУЭ также оговаривается, что периодичность проверки (испытаний) действующих систем зависит от класса самого проводимого обследования. Так, визуальные осмотры заземляющих конструкций должны проводиться не реже одного раз в полгода. Если та же процедура сопровождается выборочным вскрытием почвы в вызывающих подозрения местах – проверки проводятся не реже раза в 12 лет. Нормы и сроки проверок для различных конструкций заземляющих устройств могут несколько отличаться от рассмотренных показателей (смотрите монографию Р. Н. Карякина под тем же названием).
В заключение отметим, что после ознакомления с предложенным материалом заинтересованный пользователь сможет четко представить себе, для чего нужно заземление и как оно обустраивается. Знание всех тонкостей этого вопроса поможет ему уберечь себя и своих близких от опасности поражения электрическим током. Кроме того, умение разбираться в них обеспечит сохранность эксплуатируемого на объекте электрооборудования.
Нажмите, пожалуйста, на одну из кнопок, чтобы узнать помогла статья или нет.
7.6.11
Электроприемники основного оборудования и
вспомогательных механизмов электросварочных установок в отношении обеспечения
надежности электроснабжения, как правило, следует относить к электроприемникам
III или II категории (см. гл.1.2).
К III категории следует относить электроприемники всех
передвижных и переносных электросварочных установок, стационарных
электросварочных установок, перечисленных в 7.5.8, цехов и участков, а также
других цехов и участков, если перерыв в электроснабжении используемого в них
электросварочного оборудования не приводит к массовому недоотпуску продукции,
простоям рабочих и механизмов.
Технические требования к организации заземления электроустановок
УЗ используют для защиты людей и оборудования от разрушительного действия электрического тока. Безопасность обеспечивается путем соединения защищаемых корпусов электроустановок с землей. Работы по организации заземляющих сетей регламентируются положениями ГОСТ 12.1.030-81, согласно которым защитное заземление электроустановки следует выполнять при следующих параметрах:
- при значениях номинального напряжения 380 B и более переменного тока и более 440 B и более постоянного тока – при любых значениях;
- при значениях номинального напряжения 42-380 B переменного тока 110-440 B. Для работ связанных с повышенной опасностью.
Правильно организованная система заземления электроустановок способна нейтрализовать избыточный потенциал любой мощности и защитить людей, оборудование и здания от воздействия электрического тока будь то скачки, вызванные включением или отключением силового оборудования или грозовое воздействие.
Принцип работы основан на разнице сопротивлений человеческого тела и УЗ. Избыточный потенциал отводится в направлении меньшего показателя, т. е. в сторону защитного контура.
Выбор естественных заземлителей
Согласно правилам устройства электроустановок, их корпуса должны быть подключены к искусственным или естественным заземлителям. В качестве естественных используют следующие металлические объекты:
- каркасы подземных металлоконструкций, имеющие непосредственный контакт с грунтом;
- защитные кожухи кабелей, проложенных под землей;
- металлические трубы, за исключением газо- и нефтепроводов;
- железнодорожные рельсы.
Контакт объекта с естественным заземлителем должен осуществляться минимум в двух местах. Преимущества этого метода в простоте, эффективности и сокращении затрат на организацию системы электробезопасности.
Нельзя выбирать в качестве естественных заземлителей следующие объекты:
- трубопроводы горючих и взрывчатых газов и жидкостей;
- трубы, покрытые антикоррозийной изоляцией;
- канализационные трубопроводы;
- трубы централизованного отопления.
Сопротивление стеканию тока
Заземление работает по следующему принципу: ток, стекающий в землю через место замыкания, проходит вначале на корпус электроустановки и с него через УЗ в грунт
Очевидно, что при организации сетей заземления до 1000 Вольт, важно создать цепочку, обеспечивающую стекание избыточного заряда в землю
Значения сопротивления заземления для сетей различного назначения:
| Назначение сети | Максимальное значение сопротивления, Ом |
| Частные дома 220, 380 Вольт | 30 |
| Промышленное оборудование | 4 |
| Источник тока при напряжении 660, 380 и 220 Вольт | 2, 4, 8 |
| Частный дом при подключении газопровода | 10 |
| Устройства защиты линий связи | 2 (реже 4) |
| Телекоммуникационное оборудование | 2 или 4 |
Чтобы получить показатели сопротивления, установленные нормативами, следует придерживаться типовых процедур:
- Увеличить площадь соприкосновения деталей заземляющего устройства с грунтом.
- Обеспечить качественный контакт между элементами устройства и соединительными шинами.
- Усилить проводимости почвы увлажнением или повышением ее солености.
Для контроля за соответствием сопротивления предписанным нормам следует проверять его уровень не реже одного раза в шесть лет.
Работа УЗ при нарушении защитной изоляции электрооборудования
Нарушение целостности защитной изоляции нередко приводит к замыканию фазы на корпус. Дальнейшее развитие событий зависит от качества системы электробезопасности. Возможны следующие варианты:
- Заземление отсутствует, устройство защитного отключения не установлено. Самая неблагоприятная ситуация. При прикосновении к корпусу ощущается сильный удар.
- Корпус подключен к системе заземления, УЗО отсутствует. Если ток утечки будет велик, сработает автомат и отключит питающую линию или цепочку. Этот вариант может привести к накоплению избыточного потенциала на корпусе, если сопротивление переходов и номинал предохранителей будут велики. Такая ситуация опасна для людей.
- Заземление отсутствует, устройство защитного отключения установлено. Ток утечки вызовет срабатывание УЗО и человек успеет ощутить только слабый удар током.
- Корпус подключен к заземлению, УЗО установлено – наиболее надежный вариант, обеспечивающий защиту людей и техники благодаря тому, что защитные устройства дополняют и отчасти дублируют друг друга. При замыкании фазы на корпус, избыточный потенциал стекает через систему заземления. Одновременно устройство защитного отключения реагирует на утечку и отключает подачу тока, исключая возможность поражения током людей. Если ток утечки значительно превышает возможности УЗО, может сработать автомат и продублировать его функцию.
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом
Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.

Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Монтаж заземлителя по ПУЭ
При обустройстве заземления требуется выполнить строго регламентированный по Правилам Устройства Электроустановок следующий порядок проведения работ.
Согласно нормативных требований перед проведением монтажа заземления энергозависимого объекта следует подготовить ТЗ (техническое задание). В нем указать на тип заземления (одноконтурное или двухконтурное, стационарное или переносное), отразить схему и метод прокладки заземляющего шинопровода, габаритные размеры находящейся в грунте части конструкции заземлителя, используемые материалы и способы их соединения (сварка, резьбовое соединение).
На основание ТЗ выполняется проектирование и комплектация рабочей документацией

В ней особое внимание уделено способам получения соединений высокой надежности контактов с помощью сварки или болтовых соединений. Прилагаются расчеты сечения элементов заземлителя, сопротивление которого независимо от вида грунта по требованиям ПУЭ не должно превышать 4 Ома (для трансформаторов и генераторов нейтральный провод которых присоединен к контуру заземления).
Далее последовательно выполняются следующие операции: установка заземлителей, установка и прокладка проводников, соединение заземляющих проводников между собой, а также крепление их к заземлителям и электроустановкам.
В ПУЭ-7 в разделе 1 «Общие требования» расписаны все требования к защитным мерам при обустройстве заземления различных электроустановок для обеспечения электробезопасности. Соблюдение их при проектировании и выполнении монтажных работ позволит выполнить работу без ошибок.
Основные понятия
Каждый из элементов защиты имеет свое функциональное назначение определяющее ее действие.
Заземление
Заземление (об электродах здесь) — это приспособление, обеспечивающее устранение тока, появляющегося на корпусе электрооборудования ввиду нештатной работы, в землю. Конструктивно выполняется из заземлителя, а также проводников, соединяющих металлические токопроводящие части установки с ним, и грунтом (желательно во влажном состоянии).
Заземлитель
Заземлители могут быть двух видов — искусственный и естественный. Искусственный заземлитель представляет собой конструкцию, выполненную из уголков, арматуры, трубного проката, шинопроводов и других подобных металлических элементов. Изготовленный в стационарных условиях, представляет собой надежный, качественно исполняющий свои функции заземляющий контур.
Некоторые бытовые конструкции способны выполнять функциональные задачи заземлителей и в силу своего происхождения относятся к разряду естественных. Стальные трубы водопроводов и канализации, арматура железобетонных конструкций и другие металлоконструкции (имеющие хороший контакт с грунтом) могут эффективно проводить ток с корпуса электрооборудования в грунт.
Важно! Естественные заземлители не должны иметь покрытие, изготавливаться из алюминия и работать в условиях отсутствия горючих составов.
Заземляющее устройство
Заземляющее устройство — это комплекс, объединяющий заземлители и соединяющие их с корпусом оборудования и грунтом проводниками. Для снижения напряжения на корпусе до безопасного возможно изготовить заземляющее устройство самостоятельно.
Зануление
Схема защитного зануления отличается переводом образующегося на корпусе тока в распределительный щиток (вместо грунта), где установлен предохранительный автомат, срабатывающий на определенной величине тока. Обычно используется в промышленных электроустановках, питающихся от трансформаторных подстанций, вторичная обмотка которых соединена «звездой» с расположенным в центре соединения нулевым или нейтральным проводом. Ток искусственно создаваемого короткого замыкания через «ноль» попадает на отключающий прибор и установка обесточивается. Защита по схеме зануления требует профессионального расчета составляющих элементов и должна выполняться квалифицированными специалистами.
Винтовые зажимы
Для того, чтобы реализовать преимущества готовых наборов для заземления ZANDZ, а, именно, предельную простоту сборки и установки, есть смысл использовать винтовые зажимы. Если при сборке допущена ошибка, можно разобрать и потом правильно собрать. Но даже если ваши квалификация и опыт позволяют сразу сделать всё правильно, всё равно с винтовыми зажимами работать проще, чем применять сварку.
Но у винтовых зажимов есть два недостатка, которые, впрочем, преодолимы. Во-первых, при соединении ими омеднённого штыря заземления и провода из обычной стали, либо оцинкованной стали, возникает электрохимическая реакция, приводящая к коррозии
Во-вторых, со временем может происходить ослабление затяжки винтов, на что особое внимание обращено в ПУЭ

Винтовой зажим ZANDZ с пружинными шайбами
Проблема возникновения электрохимической реакции в винтовых зажимах успешно решается использованием специальной прокладки, механически разделяющей проводники из разных материалов, но при этом сохраняющей электрический контакт между ними. В качестве примера можно привести профилированный зажим ZANDZ ZZ-005-064 https://skomplekt.com/tovar/6/27/6801720337/. Для того, чтобы болтовые соединения не ослабевали, в них устанавливают шайбы Гровера, примером этому может служить профилированный зажим Galmar GL-10332N.
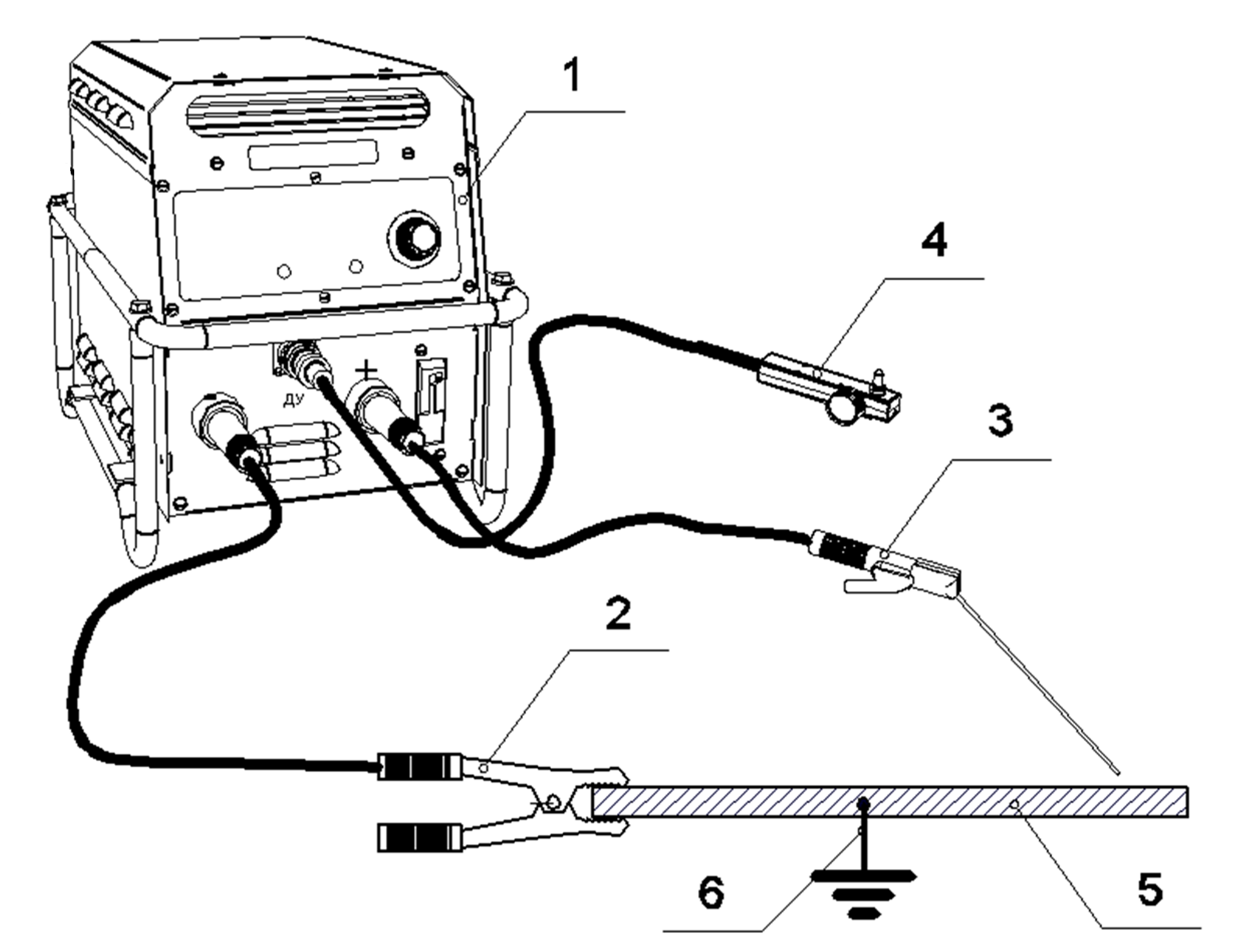
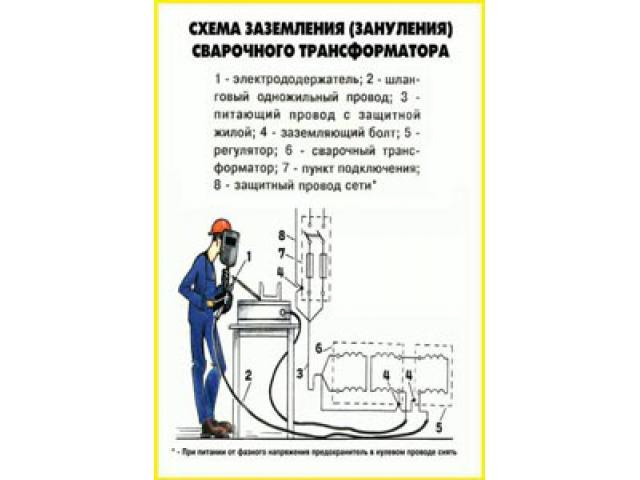
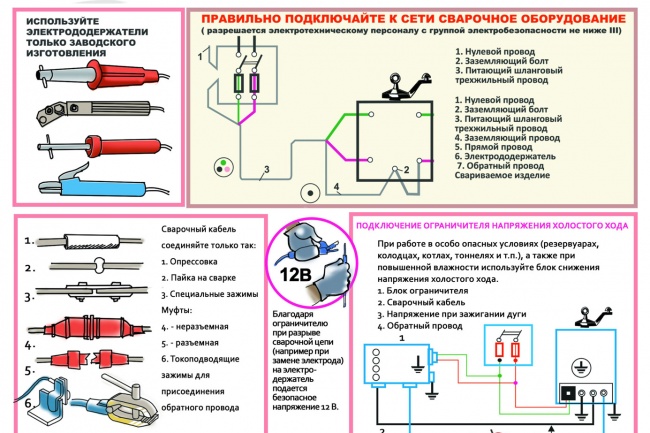
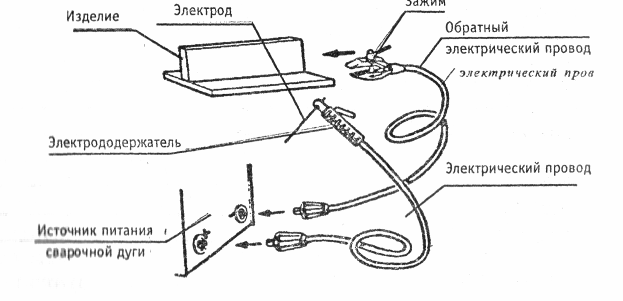
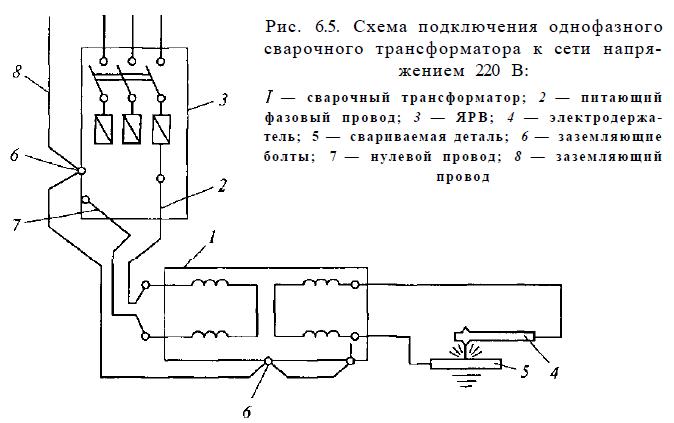
Заземление сварочного аппарата: требования, устройство и схема
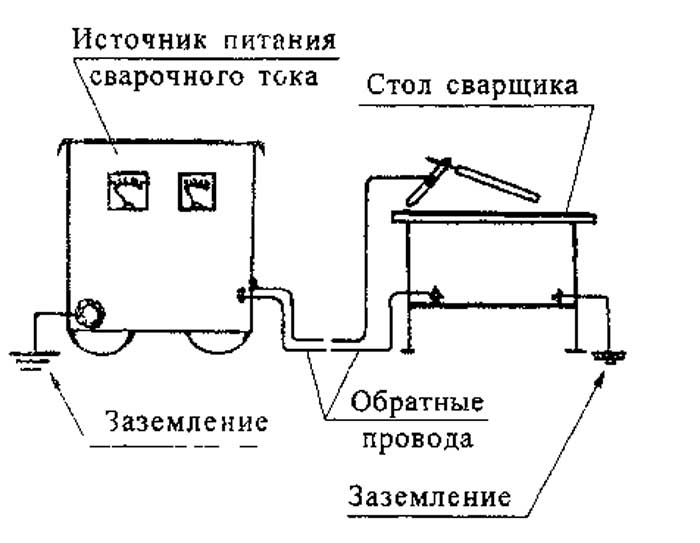
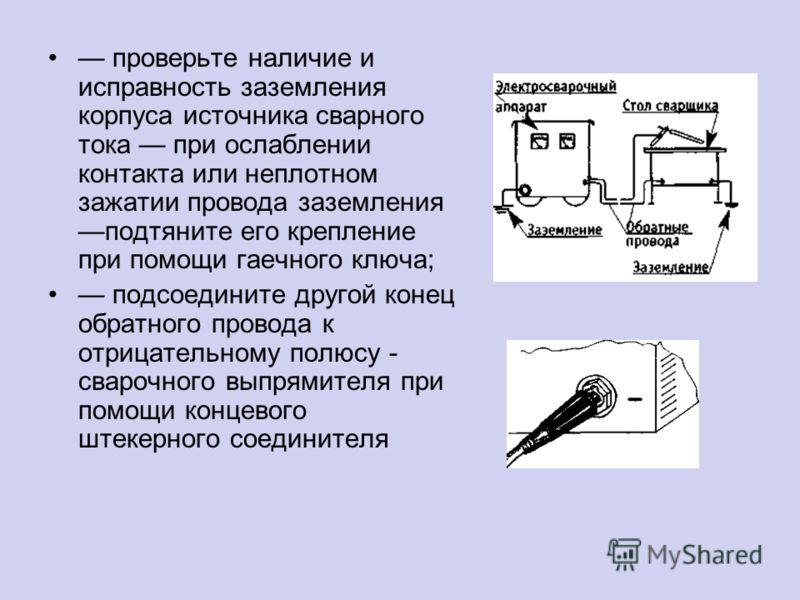
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.
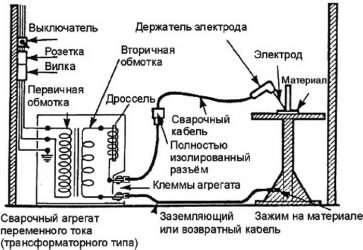
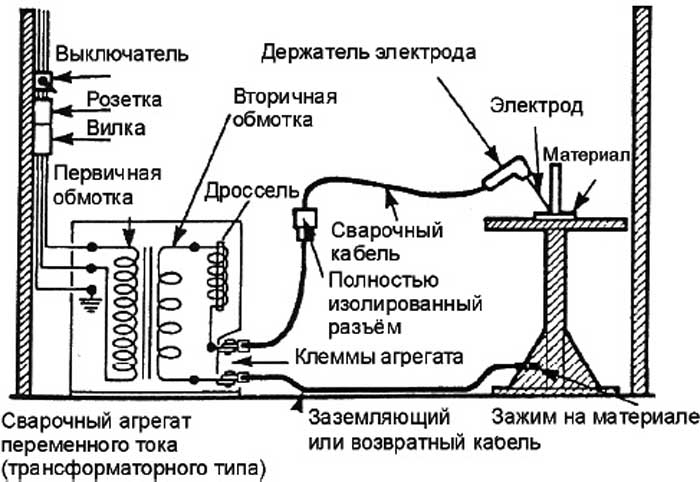
В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы
При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза»
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Классификация систем заземления
Различают следующие системы заземления:
- Система ТN (которая в свою очередь разделяется на подвиды TN-C, TN-S, TN-C-S)
- Система TT
- Система IT
Буквы в названиях систем взяты из латиницы и расшифровываются так:
Т – (от terre) земля
N – (от neuter) нейтраль
C – (от combine) объединять
S – (от separate) разделять
I – (от isole) изолированный
По буквам в названиях систем заземления можно узнать, как устроен и заземлен источник питания, а также принцип заземления потребителя.
Система ТN
Это наиболее известная и востребованная система заземления. Основным ее отличием является наличие «глухозаземленной» нейтрали источника питания. Т.е. нулевой провод питающей подстанции напрямую соединен с землей.
TN-C – подвид системы заземления, которая характеризуется объединенным заземляющим и нейтральным нулевым проводником. Т.е. они идут одним проводом от питающего трансформатора до потребителя. Отсутствие отдельного РЕ (защитного нулевого) проводника в данной системе однозначно является недостатком. Система TN-C широко использовалась в советских зданиях и непригодна для современных новостроек, т.к. в ней отсутствует возможность выравнивания потенциалов в ванной комнате.
TN-S – система, в которой защитный проводник системы уравнивания потенциалов и рабочий нулевые проводники идут раздельными проводами от источника питания до электроустановки. Эта система только обретает широкое применение при подключении зданий к электроснабжению. Является наиболее безопасной. К недостаткам можно отнести ее дороговизну, т.к. требуется монтаж дополнительного проводника.
TN-C-S – система, в которой нулевой защитный проводник и нейтральный рабочий идут совмещенным проводом, а разделяются на входе в распределительный щит. По требованиям Правил Устройства Электроустановок для этой системы необходимо дополнительное заземление.
Система TT
Это система, в которой питающая подстанция и электроустановка потребителя имеют различные, независимые друг от друга заземлители. Областью применения системы ТТ являются мобильные объекты, имеющие электроустановки потребителей. К ним относят передвижные контейнеры, ларьки, вагончики и т.д. В большинстве случаев для потребителя в системе ТТ применяется модульно-штыревое заземление.
Система IT
Система, в которой источник питания разделен с землей через воздушное пространство или соединен через большое сопротивление, т.е. изолирован. Нейтраль в этой системе соединена с землей через сопротивление большой величины. Система IT используется в лабораториях и медицинских учреждениях, в которых функционирует высокоточное и чувствительное оборудование.
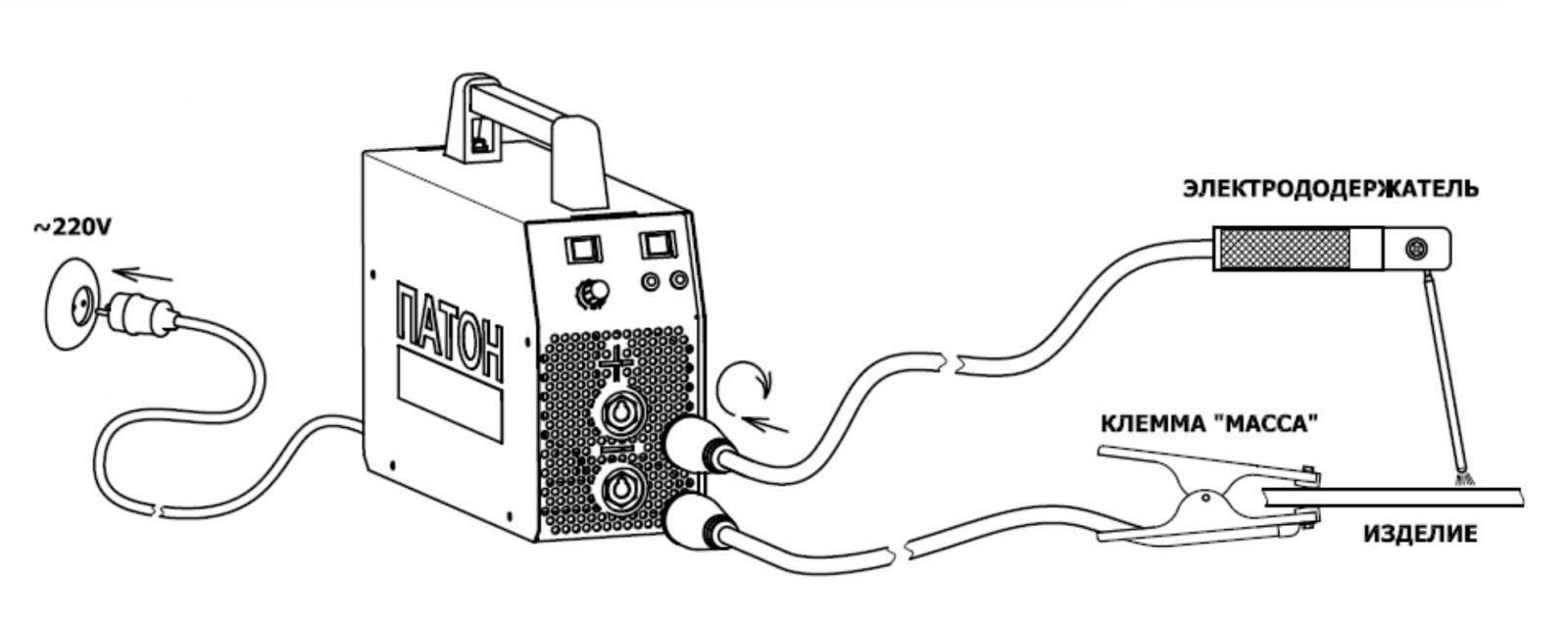
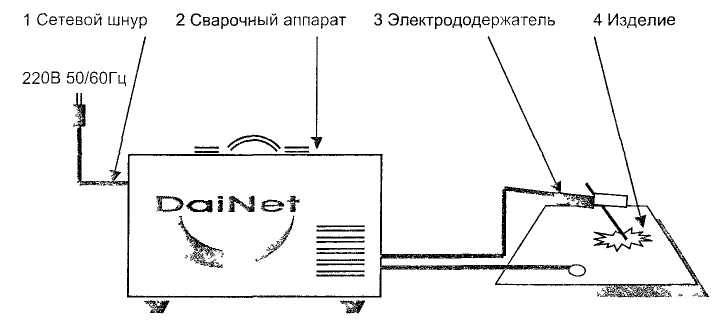
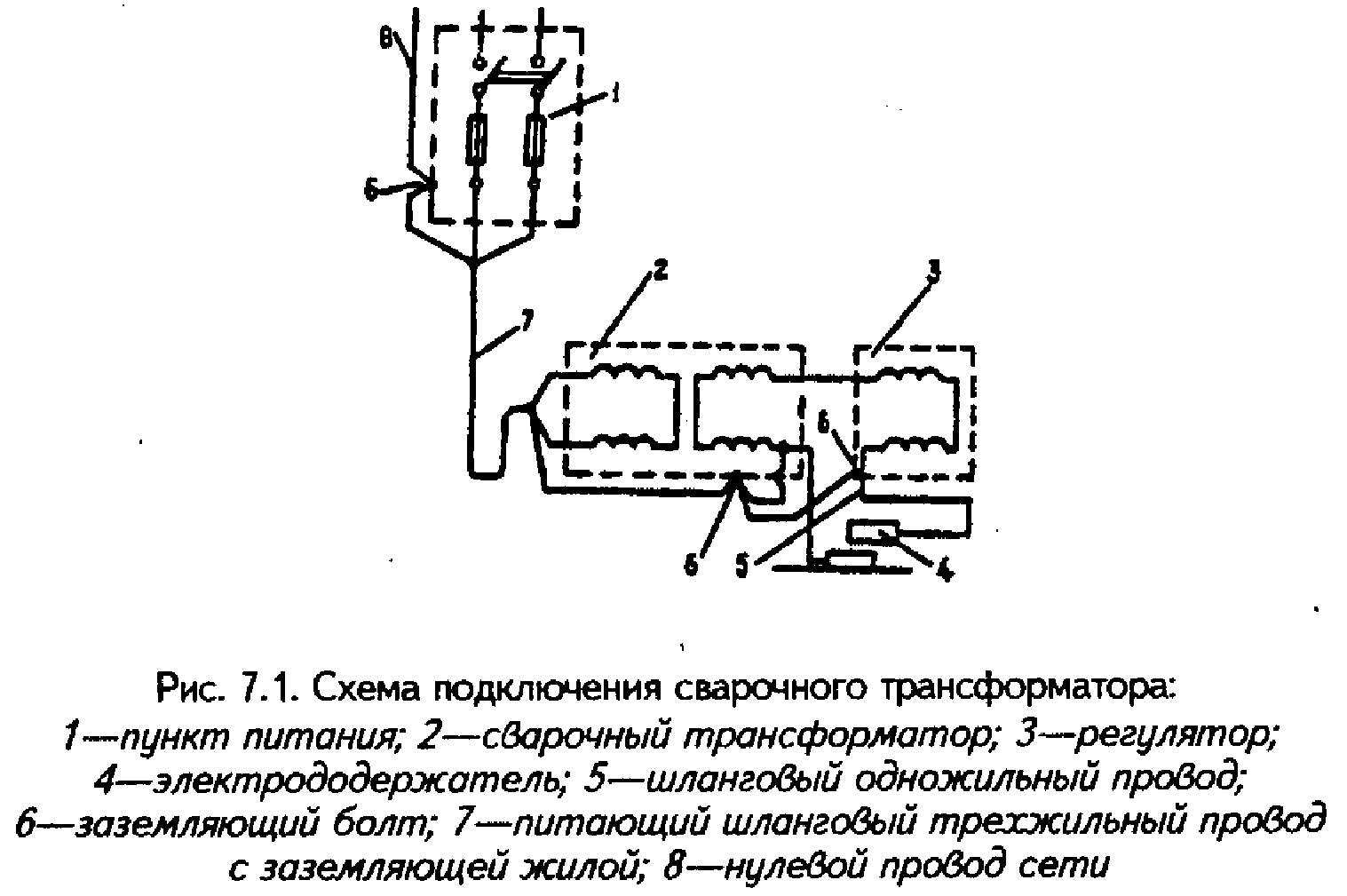
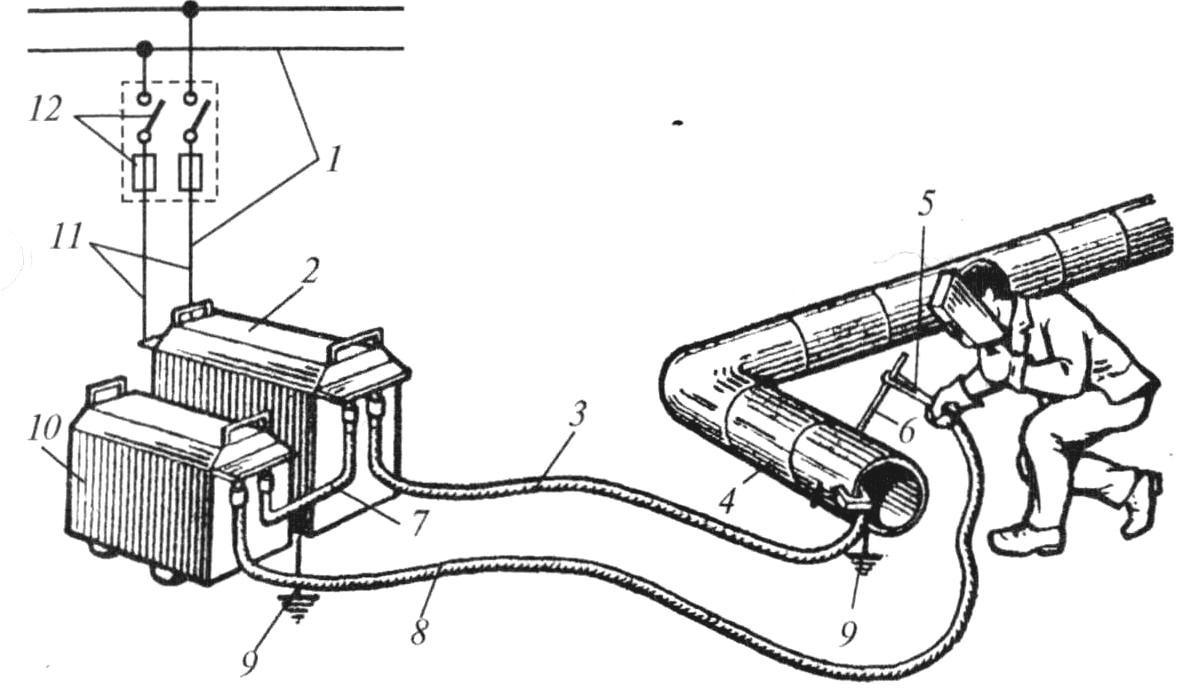
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
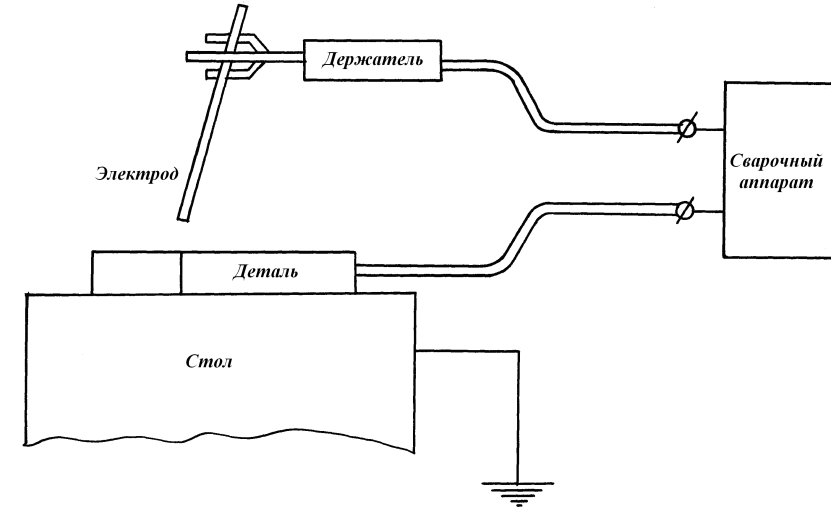
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.



Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.
В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Как заземляется сварочное оборудование – Справочник металлиста
Заземление корпусов и других частей производственных и бытовых электроустановок, не находящихся обычно под напряжением, позволяет отвести электрический ток в грунт.
Это предусмотрено Правилами безопасной эксплуатации электроустановок потребителей и распространяется на фланцы опорных изоляторов, щиты и шкафы управления, рукоятки приводов разъединителей, корпуса измерительных трансформаторов, сварочных аппаратов и другое оборудование.
Монтаж системы заземления предусматривает установку заземляющих штырей и крепление к ним заземляющих проводников, присоединенных к корпусам электрооборудования.
Основные требования к заземлению сварочного оборудования
Заземление сварочного аппарата, представляющего собой стационарную установку, выполняется с целью обеспечения его безопасной эксплуатации. Основные требования к заземлению в следующем:
- Заземляются все нетоковедущие части электросварочных установок и один вторичный вывод.
- Сварочное оборудование должно быть оснащено специальным контактом в (виде болта или шпильки), предназначенным для присоединения заземления.
- Заземляющий болт должен быть с контактной площадкой, обозначенной специальным знаком заземления.
- Последовательное заземление нескольких установок запрещается: для каждого должна быть предусмотрена отдельная точка подсоединения.
Переносные сварочные автоматические установки и полуавтоматы, подключаемые к сети переменного тока свыше 42 В (и более 110 В постоянного), также оснащаются заземляющими контактами. В том случае, когда заземление (зануление) для установки не может применяться или монтаж заземления затруднен, электрооборудование должно иметь УЗО (устройство защитного отключения).
Заземление может использоваться и для устройства молниезащиты.
Для объектов, запитываемых от понижающего трансформатора с глухозаземленной нейтралью и напряжением на вторичной обмотке 380/220 В, повторное заземление устраивается на вводе.
При этом сопротивление заземляющего контура, согласно ПУЭ, не должно быть большим 10 Ом. Для того, чтобы обеспечить такие параметры, необходимо использовать заземлители с большой контактной площадью и хорошей проводимостью.
Их поверхность должна быть очищена от масла и краски. Пригодны для этого:
- трубопроводы из металла (кроме тех, что связаны с горючими жидкостями и газами);
- металлические оболочки кабелей;
- обсадные трубы;
- элементы фундамента.
Схема монтажа контура заземления в таком случае должна предусматривать двойное присоединение их к заземляющей магистрали. Для присоединения заземлителей к заземляющим проводникам используется сварка.
При этом сварочный шов должен быть вдвое шире прямоугольной формы проводника (в сечении) и в шесть раз – круглого. Если сварку использовать невозможно – применяются хомуты, которые так же, как и сварочные швы, защищают от коррозии слоем битума.
Перед наложением хомутов поверхность естественного заземлителя в этом месте должна быть зачищена.
Во взрывоопасных помещениях естественное заземление может использоваться только в качестве дополнительного. Основным должно быть заземление искусственное, выполненное в соответствии с ПУЭ.
Защита электроприборов
Для обеспечения требуемого уровня защиты при работе с электрическими приборами различного типа возможны следующие защитные меры:
- надежная защита открытых для общего доступа токоведущих частей;
- усиление защитной изоляции методом ее наращивания;
- ограничение доступности к корпусам оборудования.
Кроме того, для этих целей могут применяться пониженные напряжения (если это позволяют особенности конструкции).
Чтобы избежать нежелательных пробоев изоляции и попадания опасного напряжения на корпуса электроприборов используются следующие «классические» методы:
- Наличие защитного заземления.
- Система выравнивания потенциалов.
- Дополнительная (усиленная) изоляция токоведущих частей.
В отдельных случаях ограничение проявляется в том, что такие образцы электроаппаратуры не допускается эксплуатировать в особо опасных помещениях (влажных или с сильным запылением). Если наряду с заземлением применяются другие способы защиты работающих с приборами людей – они не должны взаимно исключать друг друга. Другими словами их действие не должно снижать эффективность уже имеющейся и работающей в этом месте защиты.
Применение элементов естественных заземлителей допускается только в ситуациях, когда исключена вероятность нанесения подземным конструкциям ощутимого ущерба, связанного с протеканием по ним аварийного тока.
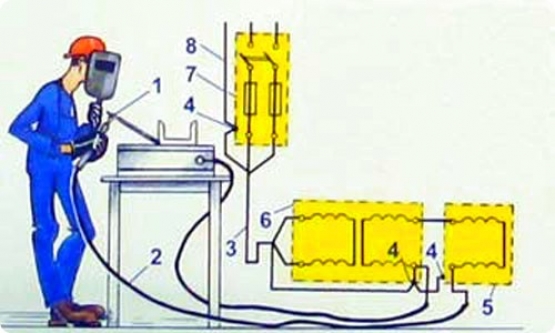
Необходимость заземлять сварочное оборудование
Сварочный аппарат стационарного типа, как правило, оснащен индивидуальным заземляющим контуром вне зависимости от схемы подключения к электросети. То, как заземляется сварочное оборудование, в этом случае условно выглядит так: с одной стороны заземляющий провод крепится к металлической оболочке прибора, а с другой – к железному штифту, вкопанному в землю.
Такой контакт сварочного агрегата и грунта создает между ними равенство потенциалов. Благодаря этому, если корпус прибора будет под напряжением, а мастер прикоснется к нему, – человека не ударит током. Эта система работает и для других элементов, проводящих электричество. Учитывая то, что при работе со сваркой используется ток высокого напряжения, пренебрежение заземлением может быть чревато трагичными последствиями.
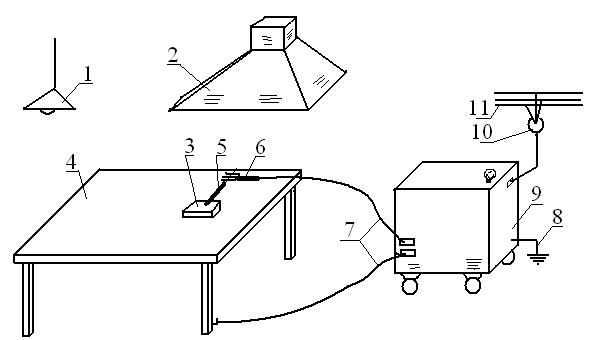
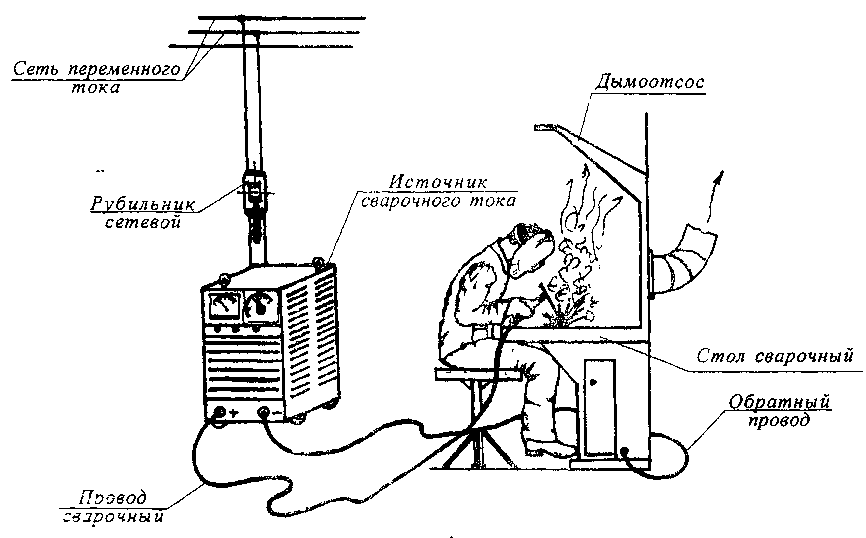
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
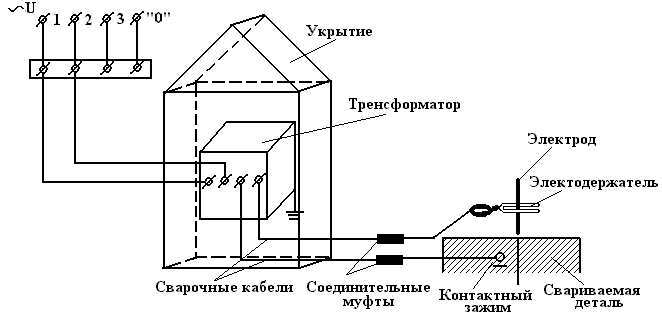
Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
5.10. ПРАВИЛА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ ЭЛЕКТРИЧЕСКИХ СТАНЦИЙ И СЕТЕЙ РОССИЙСКОЙ ФЕДЕРАЦИИ
5.10. Заземляющие устройства
5.10.1. Заземляющие устройства должны удовлетворять требованиям обеспечения электробезопасности людей и защиты электроустановок, а также эксплуатационных режимов работы.
Все металлические части электрооборудования и электроустановок, которые могут оказаться под напряжением вследствие нарушения изоляции, должны быть заземлены или занулены.
5.10.2. При сдаче в эксплуатацию заземляющих устройств электроустановок монтажной организацией, кроме документации, указанной в п. 1.2.9 настоящих Правил, должны быть представлены протоколы приемо-сдаточных испытаний этих устройств.
5.10.3. Каждый элемент установки, подлежащий заземлению, должен быть присоединен к заземлителю посредством отдельного заземляющего проводника.
Последовательное соединение заземляющими проводниками нескольких элементов установки не допускается.
5.10.4. Присоединение заземляющих проводников к заземлителю и заземляемым конструкциям должно быть выполнено сваркой, а к корпусам аппаратов, машин и опорам воздушных линий электропередачи — сваркой или болтовым соединением.
5.10.5. Заземляющие проводники должны быть предохранены от коррозии. Открыто проложенные заземляющие проводники должны иметь черную окраску.
5.10.6. Для контроля заземляющего устройства должны производиться:
измерение сопротивления заземляющего устройства и не реже 1 раза в 12 лет выборочная проверка со вскрытием грунта для оценки коррозионного состояния элементов заземлителя, находящихся в земле;
проверка наличия и состояния цепей между заземлителем и заземляемыми элементами, соединений естественных заземлителей с заземляющим устройством — не реже 1 раза в 12 лет;
измерение напряжения прикосновения в электроустановках, заземляющее устройство которых выполнено по нормам на напряжение прикосновения;
проверка (расчетная) соответствия напряжения на заземляющем устройстве требованиям правил устройства электроустановок — после монтажа, переустройства и капитального ремонта заземляющего устройства, но не реже 1 раза в 12 лет;
в установках до 1000 В проверка пробивных предохранителей и полного сопротивления петли фаза-нуль — не реже 1 раза в 6 лет.
5.10.7. Измерение сопротивления заземляющих устройств должно производиться:
после монтажа, переустройства и капитального ремонта этих устройств на электростанциях, подстанциях и линиях электропередачи;
при обнаружении на тросовых опорах ВЛ напряжением 110 кВ и выше следов перекрытий или разрушений изоляторов электрической дугой;
на подстанциях воздушных распределительных сетей напряжением 35 кВ и ниже — не реже 1 раза в 12 лет. В сетях напряжением 35 кВ и ниже у опор с разъединителями, защитными промежутками, трубчатыми и вентильными разрядниками и у опор с повторными заземлителями нулевых проводов — не реже 1 раза в 6 лет; выборочно на 2% опор с заземлителями в населенной местности, на участках ВЛ с наиболее агрессивными, оползневыми, выдуваемыми или плохо проводящими грунтами — после монтажа, переустройства, ремонта, а также в эксплуатации — не реже 1 раза в 12 лет. Измерения должны выполняться в периоды наибольшего высыхания грунта.
5.10.8. В электроустановках, выполненных по нормам на напряжение прикосновения, измерения напряжений прикосновения должны производиться после монтажа, переустройства и капитального ремонта заземляющего устройства, но не реже 1 раза в 6 лет.
Измерения должны выполняться при присоединенных естественных заземлителях и тросах ВЛ.
5.10.9. Проверка коррозионного состояния заземлителей должна производиться:
на подстанциях и электростанциях — в местах, где заземлители наиболее подвержены коррозии, а также вблизи нейтралей силовых трансформаторов, короткозамыкателей;
на ВЛ — у 2% опор с заземлителями.
Для заземлителей подстанций и опор ВЛ в случае необходимости по решению технического руководителя организации, эксплуатирующей электрические сети, может быть установлена более частая проверка коррозионного состояния.