
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
https://youtube.com/watch?v=ToozvSUtsY8
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.

Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.



Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Влияние режима сварки на качество шва
Наибольшее значение для получения идеального сварного шва имеет режим работы оборудования. Существует прямая связь между формой шва и режимом работы. Во-первых, чем больше сила тока, тем глубже прогревается алюминий. Это имеет огромное значение при наличии металла большой толщины. Во-вторых, ширина сварочного шва никак не зависит от величины тока. То, каким будет шов, знает только сам работник. В-третьих, ширина сварного соединения во многом определяется размером (диаметром) электрода. Это же касается и сварочной проволоки при наличии полуавтомата.
В-четвертых, важным условием получения прочного соединения является скорость продвижения электрода или проволоки. Она должна быть достаточно большой. Чем больше эта величина, тем тоньше и эстетичнее получится шов. Чтобы сделать шов более широким, сварщики очень часто используют колебательные движения. Это в особенности характерно для ручной сварки. Немаловажную роль играет техника подачи аргона. Когда сварка останавливается на несколько секунд, не нужно сразу прекращать подавать аргон. Желательно, чтобы он поступал еще в течение 3-4 секунд. Это обеспечит защиту электрода от окисления и улучшит сварной шов.
Особенности техники безопасности
Важно помнить, что контактная и любая другая сварка алюминия является тяжелым и ответственным процессом. Она должна не только выполняться правильно, но и безопасно для жизни, иначе можно сильно навредить себе и другим окружающим людям
Чтобы этого избежать необходимо во время сварки выполнять технику безопасности, которая обеспечит максимальную защиту исполнителю.
К важным рекомендациям защиты стоит отнести:
- обязательно во время проведения сварочного процесса нужно использовать защитные средства — маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовое полотно. Данные элементы должны применяться в обязательном порядке независимо от того будь это сварка простой алюминиевой рамы велосипеда или тяжелых конструкций;
- все элементы электрической цепи необходимо полностью изолировать;
- ни в коем случае не стоит проводить сварочные работы в помещениях с наличием легковоспламеняющимися предметами;
- в комнате должна быть вентиляция, она поможет предотвратить отравление газами.
Сварка алюминия — это ответственная и тяжелая задача, которая требует высокой внимательности. Успешность ее выполнения зависит от точного и строгого соблюдения всех норма и правил
Важно знать основные сложности, которые могут привести к ухудшению качества сварного шва. Но полезные рекомендации помогут быстро их устранить, не ухудшая прочности металла
Также любой способ сварки алюминия требует наличия специального оборудования и расходного материала, который позволит провести сваривание качественно и правильно.
Алюминий — свойства и особенности
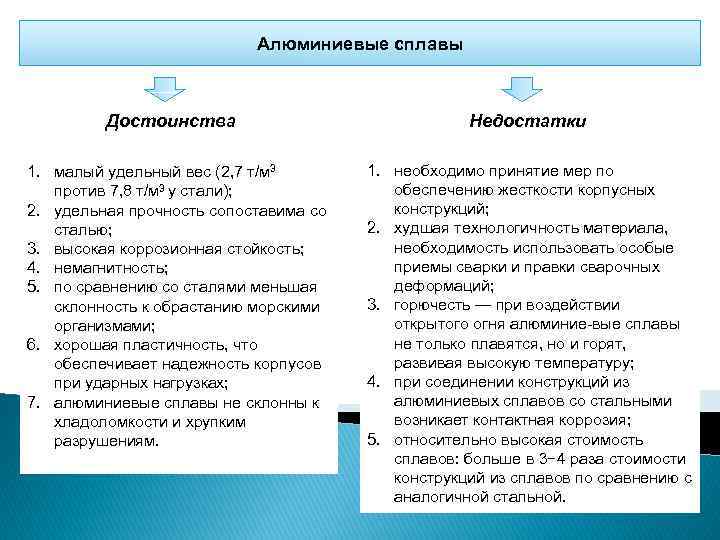
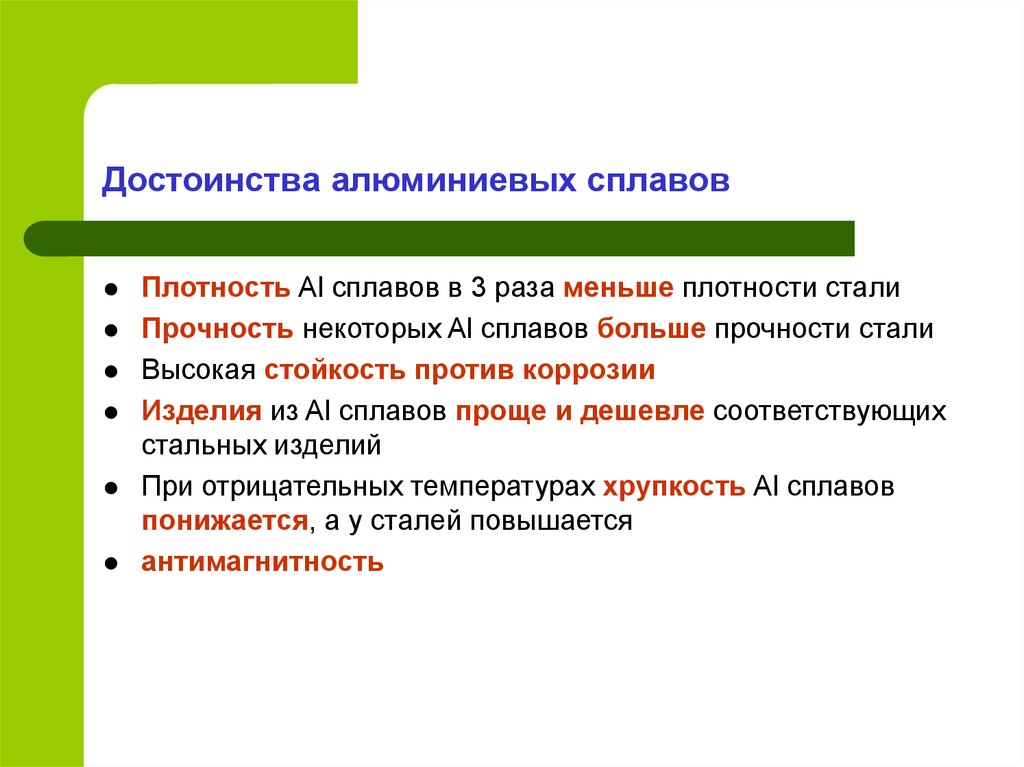
В силу своих химических и физических свойств, алюминий получил широкое распространение в различных сферах деятельности человека.
Для сварки различных конструкций или деталей могут применять не только алюминий, но и сплавы из него. Правда, сам процесс под силу только опытным сварщикам.
Потому что этот металл капризен, и чтобы сварить его качественно, нужна высокая квалификация.
Видео:
Трудности сварки алюминия обусловлены рядом характерных особенностей металла:
- Высокая текучесть. Под воздействием высоких температур металл теряет прочность и в процессе сварки, расплавленная часть металла может разрушить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации усугубляется тем, что цвет металла при нагревании не меняется. Поэтому, чтобы сохранить форму сварочной ванны, сварщики используют специальные подкладки из керамики или металла;
- Образование оксидной пленки. При взаимодействии с кислородом, на поверхности алюминия появляется пленка, свойства которой отличаются от его свойств более высокой плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению металла в монолитный шов. Поэтому его удаляют с помощью катодного распыления. А чтобы не допустить появления оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого используют аргоновую сварку;
- При достаточно высоком коэффициенте линейного расширения алюминий отличается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Снизить вероятность деформации можно с помощью различных технологических приемов — электросварки в оптимальном режиме или подогрева;
- Сварочный процесс способствует появлению пористости в алюминиевых сплавах. Это происходит потому, что в соединениях металла содержится водород, выход которого наружу происходит через новообразованные поры. Также, при повышенном содержании кремния возможно появление мелких кристаллизационных трещин, что может заметно ослабить сварочный шов;
- Алюминий обладает высокой теплопроводностью. Поэтому для его сваривания необходимы мощные источники сварочного тока;
- В ходе сварки в алюминиевых швах могут образоваться горячие трещины. Это происходит вследствие процессов внутренних изменений в момент застывания расплавленного металла. Чтобы предотвратить их появление, применяют специальные модификаторы, которые добавляют в сварные швы. Также, нежелательно близкое расположение швов по отношению друг к другу.
ВАЖНО ЗНАТЬ: Технология ручной дуговой сварки труб
Кроме того, в домашних условиях нередки случаи, когда сварка применяется к алюминиевым сплавам неизвестной марки, что без особых материалов и специальных режимов сварки не всегда выполнимо.
Это интересно: Как гнуть профильную трубу своими руками в домашних условиях
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:

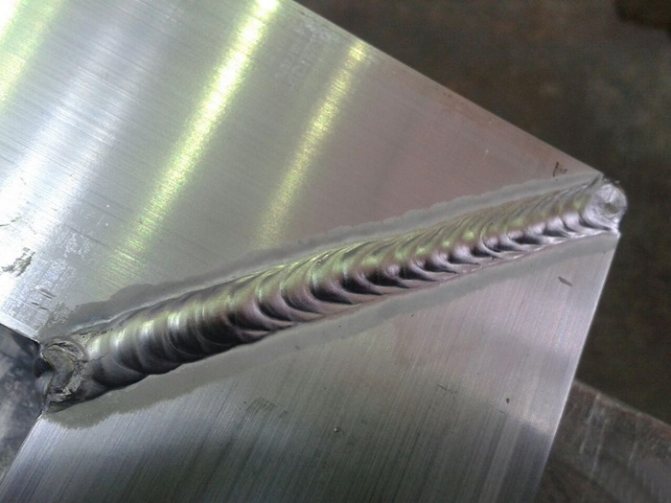
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
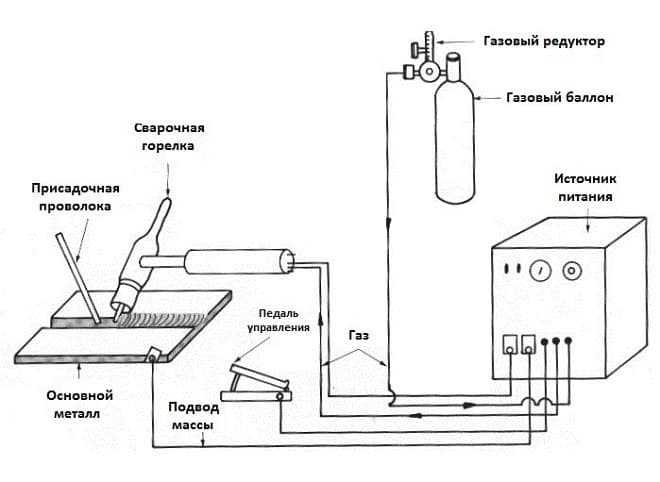
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, А | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50–70 | 30–40 |
| 3-4 | 3 | 2-3 | 100–130 | 60–90 |
| 4–6 | 4 | 3 | 160–180 | 110–130 |
| 6–10 | 5 | 3-4 | 220–300 | 160–240 |
| 11–15 | 6 | 4 | 280–360 | 220–300 |
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.

Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Капризы алюминия при сварке в домашних условиях
Инвертор для сварки алюминия
Для работ с алюминием требуется достаточно высокая квалификация, которая хоть и приходит с опытом, но должна сопровождаться определенными навыками.
Это касается даже наиболее простых манипуляций со сваркой — во всем нужна хорошая теоретическая база и наличие практического опыта. Оплавление, образование сквозных отверстий, и другие неприятные эффекты — вот основные «подводные камни», которые нужно предотвращать
Для этого требуется не только повышенное внимание, но и понимание процессов температурного расширения, знание свойств и особенностей металла, а также способность грамотно подобрать электроды
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах
Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.




Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Сварка алюминия электродами (MMA)
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором

Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Чем можно объяснить плохую свариваемость алюминия
Сварка алюминия и его сплавов обладает некоторыми сложностями и трудностями, которые могут повлиять на дальнейшее качество и прочность сварных швов. Это объясняется определенными особенностями данного металла:
- главная трудность тепловой обработки заключается в том, что на поверхности металла постоянно образуется окисная пленка. Она плавится при высоких температурах — 2044 градусов. А сам металл расплавляется при сниженной температуре — при 660 градусах;
- во время сварки алюминия в сварной области образуются капли сварного металла, на которых быстро образуется покрытие из окисной тугоплавкой пленки. Именно она предотвращает получение равномерного соединения. Чтобы предотвратить все эти проблемы алюминиевая сварка должна выполняться с применением защиты сварной области от взаимодействия с окружающим воздухом. Для этих целей применяется аргоновый газ;
- при расплавлении у алюминия наблюдается высокая степень текучести, именно это создает трудности при формировании сварной ванны. По этой причине технология сварки алюминиевых сплавов рекомендует применять специальные подкладки с теплоотводящей структурой;
- в состав алюминия входит водород в растворенном виде, который во время застывания металла начинает выходить наружу. Это может привести к появлению в области шва пор и кристаллизованных трещин. Многие сплавы из алюминия имеют в составе повышенный уровень кремния, именно это вызывает появление трещин во время охлаждения деталей;
- алюминий обладает высоким коэффициентом линейного расширения. Из-за этого возникает сильная усадка металла во время его застывания. Все это приводит к деформированию соединений у деталей, которые применяются для сваривания;
- процесс сварки сплавов из алюминия должен проводиться только под воздействием высоких разрядов тока. Это объясняется тем, что этот металл имеет высокую теплопроводность. А вот во время сварки других сталей применяются токи с наименьшей силой — 1,2-15 раза. Это связано с тем, что они в отличие от алюминия имеют более высокую температуру плавления;
- сварка алюминия дома может быть затруднена тем, что часто не получается определить точную марку сплава, из которого выполняются соединяемые детали. Это может достаточно сильно осложнить выбор режимов сварки и применяемых для ее выполнения методов.