
Гальванизация
Гальванический способ – это покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Но не только металлические изделия можно подвергать хромированию способом гальванизации. Пользоваться этим способом можно и с целью хромирования также и пластмассовых, деревянных изделий. Но в этих случаях процесс будет дорогим и технологически сложным. Для прочного удержания на поверхности деталей покрытия из хрома даже металлические изделия требуют еще одного предварительного покрытия. Для этой цели используют никель, латунь либо медь.
Гальванизация требует создания гальванической установки. Кроме этого, нужен источник постоянного тока и набор реактивов. Набор этот состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия.
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких. Именно по этой причине описывать процесс гальванизации в подробностях в этом обзоре не станем.
Из чего состоит установка для гальванической обработки?
Готовые комплекты оборудования вряд ли можно купить в магазине сантехники, тем более что компоненты подбираются индивидуально. А промышленные установки стоят баснословных денег, и работают лишь с фирменной химией. Итак, нам понадобится:
Итак, нам понадобится:
-
- Кислотоустойчивая емкость: стекло, пластик, пропилен, полиэтилен. Размер не может быть универсальным, иначе придется готовить много лишнего раствора. Если ванночка не оборудована сливом – следует позаботиться о плотной крышке, раствор будет испаряться в промежутках между использованием.
- Источник питания. Общая мощность не превышает 1 кВт. Для нормальной работы подойдет стабилизатор постоянного тока (вроде зарядного устройства для аккумуляторных батарей). Оптимальное напряжение 12 вольт, сила тока порядка 50 ампер.
- Устройство подогрева электролита. Это может быть ТЭН с кислотной защитой (керамика), или внешний подогреватель для стеклянной ванночки.
Важно: Можно обойтись и без подогрева, просто тогда процесс будет происходить медленно.
Стандартный термометр для жидкости, диапазон измерений – до 100°С.
Хромирование металла в домашних условиях требует приготовления специального химического раствора (электролита). Его компоненты придется где-то добывать, поскольку в аптеке такие реактивы не продаются (за исключением дистиллированной воды, вместо которой можно использовать и обычную, только с малым содержанием солей).
-
- Для получения устойчивого концентрата требуется ангидрид хрома (CrO3). Собственно из него осаждаются частички хрома при образовании декоративного слоя. Количество порошка 200-250 г/л раствора.
- Концентрированная серная кислота добавляется в готовый раствор в количестве 2-2,5 г/л. Ее как раз приобрести нетрудно, на автомобильном рынке.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Дефекты хромового покрытия и причины их возникновения
Выполняя хромирование своими руками, многие домашние мастера сталкиваются с наиболее типичными дефектами нанесенного покрытия, которые могут возникать по различным причинам.
1. На покрытии есть блеск, но он неравномерный.
- Сила тока, подаваемого на изделие и анод, слишком велика.
- Температура электролитического раствора не доведена до требуемого значения.
2. Блеск на нанесенном покрытии вообще отсутствует.
- В электролитическом растворе слишком много или не хватает хромового ангидрида.
- Превышен номинал рабочего тока.
- Количество серной кислоты в растворе недостаточное.
3. На хромированной поверхности выступили коричневые пятна.
- В электролитическом растворе превышено количество хромового ангидрида.
- В растворе для хромирования не хватает серной кислоты.
4. На нанесенном покрытии заметны мелкие раковины.
- Обработанная поверхность была недостаточно качественно подготовлена.
- При обработке в растворе с поверхности не удаляется водород. Чтобы решить такую проблему, следует изменить схему размещения изделия в растворе и метод его последующей просушки.
5. Хромовое покрытие характеризуется неравномерностью.
Сила рабочего тока превышена.
6. Нанесенное покрытие получилось слишком мягким.
- Сила рабочего тока занижена.
- Температура электролитического раствора выше требуемого значения.
7. Нанесенное покрытие отслаивается.
- Напряжение, подаваемое на анод и катод, нестабильно.
- Поверхность обрабатываемого изделия была недостаточно хорошо обезжирена.
- Температура электролита в процессе обработки снизилась.
Общие положения
Технология процесса довольно проста, ее элементарно можно воссоздать в домашних условиях. Хромирование – нанесение поверхностного или диффузионного слоя на изделие из стали либо пластика.
Нанести слой можно несколькими принципиально разными методами:
- гальваническая ванна;
- гальваническая кисть;
- газопламенное напыление;
- ионно-плазменные технологии.
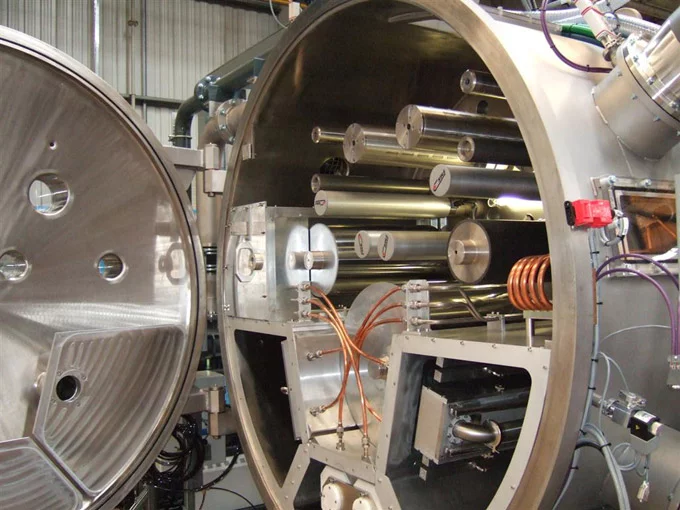
Последние два метода являются очень энергоемкими и требуют дорогостоящего оборудования. Не подходят для обработки деталей в домашних условиях. Хромирование, полученное с использованием газопламенного напыления, гораздо более качественное. Но наилучший результат дает ионно-плазменная обработка в тлеющем разряде вакуумной камеры, так как в этом случае атомы проникают вглубь изделия, и слой имеет очень хорошие адгезионные свойства.
Возможные дефекты и их причины при хромировке деталей в домашних условиях
| Недостаток | Происхождение |
| Неравномерный блеск поверхности | Скорее всего, имела место плохая обработка – участки остались не обезжиренными или не отшлифованными. Вторая возможность – слишком большой ток. Третья – неравномерный нагрев электролита. |
| Отсутствие блеска | Неправильные пропорции при создании раствора. |
| Коричневые пятна на хромировке | Мало H2SO4 или слишком много хрома. |
| На покрытии небольшие раковинки | Плохая полировка, следы оставленного водорода. |
| Неравномерность слоя | Превышение силы тока. |
| Мягкая поверхность, плохое высыхание | Обратная ситуация, нужно было дать больше электричества |
| Отслоение | Либо не было достигнуто идеально ровное покрытие при шлифовке, либо были сбои в подаче напряжения. |
Для чего нужен хромовый слой
Как установить газовое оборудование на автомобиль
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.
Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.
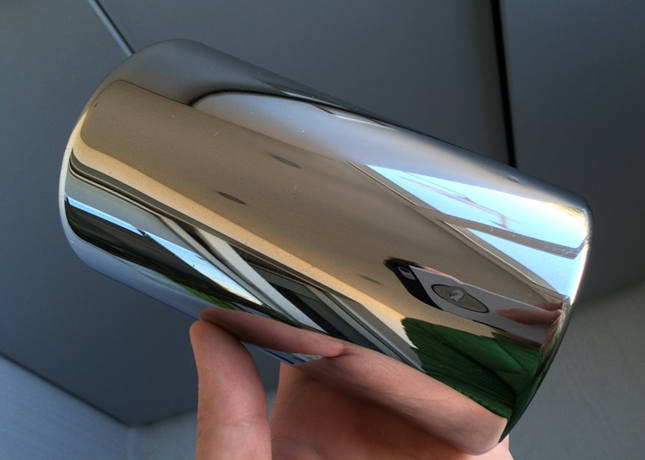
Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).
Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)










2 Оборудование для хромирования
Первое, что нужно для хромирования, отдельная от жилых помещений, хорошо проветриваемая территория. Не стоит начинать экспериментировать дома на кухне, в ванной или в других местах, не предназначенных для работы химического оборудования. Лучшим выбором будет большой гараж или мастерская, которую перед этим стоит освободить от емкостей с бензином, маслом, краской и растворителями. Также неплохо было бы оборудовать систему принудительной вентиляции. Обязательно обзаведитесь огнетушителем и продумайте вариант аварийного пожарного выхода.
Оборудование для хромирования включает:
- гальваническая ванна из пластика;
- выпрямитель с параметрами 12В/50А;
- нагреватель, устойчивый к действию кислоты;
- термометр.
Кроме гальванической ванны вам понадобятся несколько дополнительных емкостей такого же размера для промывки обрабатываемой детали. Для экономии времени и средств необходимо будет организовать отдельную гальваническую ванну для омеднения или никелирования, так как постоянно менять реактивы в одной емкости долго и нецелесообразно.
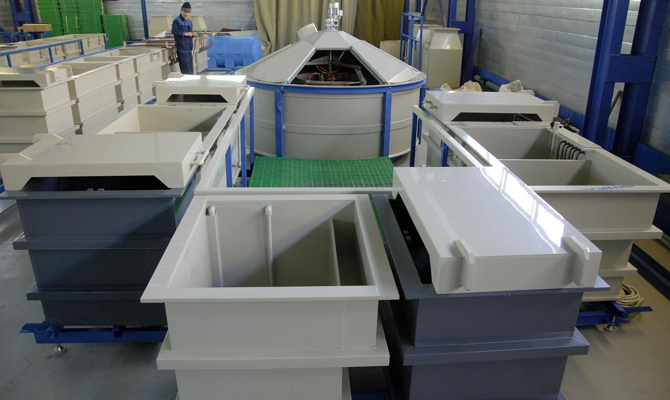 Гальванические ванны для омеднения или никелирования
Гальванические ванны для омеднения или никелирования
Выпрямитель должен быть достаточно большой мощности, особенно если вы хотите хромировать своими руками детали средних и больших размеров. Исходите в расчетах из того, что для создания блестящей поверхности необходима плотность тока порядка 15-25 А/дм2, так что обычный выпрямитель способен обеспечить нормальное проведение процесса максимум для накладок дверных ручек автомобиля либо небольших деталей внутренней отделки (ручка коробки передач, ободок корпуса магнитолы, и т.п). Большие детали — диски или бампер, покрыть хромом своими руками скорее всего не удастся, или обойдется в сумму, соизмеримую с покупкой новых запчастей.
Что касается нагревателя, то в некоторых источниках рекомендуется использовать обычный ТЭН. Хотелось бы строго предостеречь относительно данного решения, так как для хромирования требуется оборудование, устойчивое к действию кислот, ТЭН не является таким устройством, и его использование повлечет за собой, в лучшем случае, поломку электролитической ванны.
Используемые химические реактивы
Химическая металлизация технология предусматривает применение различных веществ, которые в связке образуют защитное покрытие после прохождения химической реакции. Применяя активатор и реактивы при химической металлизации можно обойтись без специального оборудования, однако метод не подходит для больших деталей.
Для проведения рассматриваемой обработки понадобятся:
- Восстановитель является основным компонентом. Химическая металлизация реагенты должны хранится согласно рекомендациям, которые размещают производители.
- Активатор также является важным реагентом, который определяет эксплуатационные качества поверхности. Реактивы химической металлизации имеют этикетки, на которых указывается название металла. Примером назовем золото, мель и хром.
- Грунтовка накладывается на поверхность для обеспечения наиболее благоприятных условий обработки. Она существенно повышает адгезию наносимого металла.
- Лак защищает наносимое покрытие от химического и механического воздействия.
- Для того чтобы придать поверхности определенный цвет используются специальные тонеры. На упаковке тонеров указывается конкретный оттенок.

Реактивы для химической металлизации
Стоит учитывать, что при самостоятельном выполнении работ обеспечить высокое качество поверхности достаточно сложно. В некоторых случаях приходится пользоваться помощью специальных очистительных составов.
Рассматривая минусы химической металлизации отметим, что при проведении данной процедуры используются вредные химические реактивы, работа с которыми должна проходить при строгом соблюдении техники безопасности. Данная технология довольно проста в исполнении, напоминает метод покрытия поверхности лакокрасочным веществом.
Ход действий
Чтобы сделать хромирование в домашних условиях с помощью специальной гальванической кисточки, можно воспользоваться следующей схемой действий:
- Ворсинки плотно обматывают свинцовым проводом.
- Обмотанную щетину помещают в прозрачный цилиндр (желательно из оргстекла). Сверху емкость прикрывается крышкой, оснащенной отверстием для заливки и контактом из металла. К этому контакту напаивается один из концов сделанной свинцовой обмотки.
- В пенопластиковой мембране, расположенной выше щетины, нужно проделать небольшие сквозные отверстия.
- В качестве выпрямителя используется 12-ватный трансформатор. Плюс подается к контакту, который прикреплен к крышке, минус фиксируется на обрабатываемом элементе.
- Электролит, находящийся в цилиндре, проникает на щетину через сделанные в мембране отверстия.
При использовании любого способа пригодится компрессор или хороший пылесос для удаления пыли.
Приготовление электролита
Для расчета объема ингредиентов электролита следует придерживаться следующих соотношений, измеряемых в граммах, на один литр чистой воды:
- Ангидрид хрома — 250 гр;
- Серная кислота — 2,5 гр.
Сосуд из стекла наполняют наполовину отстоявшейся и прокипяченной водой, температура которой должна быть примерно 60 градусов. Затем в емкость помещают хромовый ангидрид. Раствор мешают до растворения вещества, после чего аккуратно наливают в него серную кислоту.
Затем состав нужно выдержать под током в течение трех с половиной часов. Если расчеты произведены верно, то электролит станет темно-коричневым. Обесточив состав, его нужно оставить на одни сутки в каком-нибудь прохладном и темном месте.
Подготовка детали
Перед тем как делать хромирование своими руками в домашних условиях, ее нужно подготовить. С поверхностей, которые подлежат обработке, следует предварительно удалить ржавчину, лак, грязь и краску. После завершения зачистки можно приступать к обезжириванию.
Эксперты обращают внимание на то, что бензин и уайт-спирит нежелательно применять для этой цели, потому что эти составы негативно скажутся на обработке. Лучше использовать специальную смесь на основе едкого натра, кальцинированной соды и силикатного клея
Раствор нужно нагреть до 90 градусов Цельсия и опустить в него деталь примерно на полчаса. Если элемент обладает сложной конфигурацией, то можно увеличить время выдержки.
Приспособления, материалы и реагенты хромирования
Вам потребуется гальваническая емкость, в данном случае можно использовать пластмассовую или полипропиленовую ванночку подходящего размера. Блок питания или выпрямитель со следующими характеристиками: напряжение не более 12 вольт, сила тока регулируется в пределах от 1 до 50 ампер. Погружной нагреватель. Термометр с температурным диапазоном от 0 до 100 0С.

Выпрямитель
Все элементы, соприкасающиеся с электролитом должны быть устойчивы к воздействию сильной кислотной среды.
Перейдем к реактивам и металлам. Вам потребуется дистиллированная вода, хромовый ангидрид CrO3 (токсичен!) с концентрацией 250 г/л, серная кислота с концентрацией 2,4 г/л, ацетон, соляная кислота, листовой свинец, медная проволока.
Осуществление
В случае использования технологии жидкого хромирования работы начинают с нагрева электролита до 52±2°С. После анода в него помещают обрабатываемый предмет и ожидают его нагрева до той же температуры. Необходимо учитывать, что равномерность покрытия определяется правильностью расположения предмета и анода. После этого прикрепляют катод и подают ток (оптимальная плотность — 50 — 55 А/дм2), выдерживая деталь так на протяжении от 20 минут (время выдержки определяется визуально в зависимости от особенностей предмета и может составлять 2 — 3 часа). В любом случае толщина покрытия определяется плотностью тока и продолжительностью выдержки.
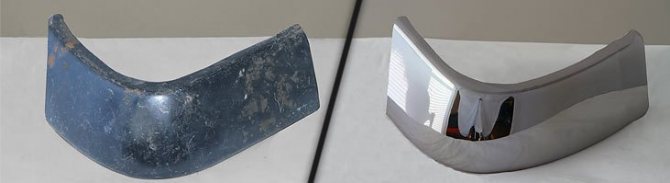
Деталь, восстановленная хромированием в домашних условиях
По завершении предмет моют и помещают в сушильный шкаф на 2,5 — 3 часа с целью повышения сцепления покрытия с поверхностью и его твердости.
При первом выполнении хромирования желательно предварительно обработать опытный образец.
Порядок выполнения работы

- Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка.
- Затем выполняется процесс лакировки с использованием предназначенного для этой цели лака.
- Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.
- Следом за тепловой обработкой производится распыление активатора. Быстро смывается водой лишний активатор.
- Пока поверхность еще не высохла, наносится модификатор, за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха.
- Процесс металлизации занимает около шести часов. После этого в соответствии с технологией деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением в лак соответствующих пигментов. Если вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении вашей домашней мастерской.
Хромирование в домашних условиях
Выполнить хромирование можно в домашних условиях. Процедура состоит из нескольких этапов — подготовка помещения, покупка оборудования, зачистка детали и непосредственно хромирование. Ниже мы рассмотрим эти этапы более подробно.










Подготовка помещения и покупка оборудования
Гальванику стоит проводить в любом техническом помещении, где установлена вытяжка или вентилятор для откачки вредных испарений. Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
- Пластиковая или стеклянная ванночка (изделия из металла не допускаются). В ванночку будет помещаться обрабатываемое изделие, а также электролит и катод/анод.
- Компоненты для приготовления электролита. Это дистиллированная вода (1 л), хромовый ангидрид (250 г) и серная кислота (2-3 г). При необходимости концентрацию компонентов нужно пропорционально увеличить.
- Источник постоянного тока, а также два провода (анод и катод). К катоду будут прикрепляться запчасти, которые будут помещаться в электролит. Анод помещается непосредственно в электролит; оптимальной будет покупка провода-анода с пластинкой на конце (это увеличит интенсивность реакции).
- Нагревательный элемент. Электрическая плитка с датчиком температуры. Ванночку с электролитом можно ставить прямо на плитку.
Подготовка детали к работе
Перед нанесением хрома нужно выполнить зачистку и обезжиривание детали. Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
Возьмите 1 литр чистой воды, добавьте туда 50 кальцинированной соды, 150 г гидроксида натрия и 5 г силикатного клея, хорошенько перемешайте смесь.
Поставьте емкость с полученной смесью на плиту, нагрейте смесь до температуры 90 градусов, поместите туда деталь на 20-30 минут.
Достаньте деталь, промойте ее под водой и высушите ее
Обратите внимание — вытирать деталь можно только чистой тряпкой (в противном случае придется проводить обезжиривание заново).
Процедура хромирования
Итак, Вы подготовили помещение, надели защитную одежду и выполнили обезжиривание. Теперь можно выполнить гальваническое хромирование алюминия, стали или любого другого металла:
- Поставьте ванночку на плитку, прикрепите к катоду запчасть, установите анод на ванночку, вылейте в ванночку электролит, включите вытяжку, нагрейте электролит до температуры 50-55 градусов.
- Введите в ванночку катод с прикрепленной запчастью, чтобы жидкость полностью покрыла деталь, а потом увеличьте мощность вытяжки и включите источник постоянного тока.
- Длительность обработки — 20-40 минут в зависимости от формы детали и интенсивности обработки. По завершении хромирования деталь высушивают 2-3 часа.
Хромирование пластика выполняется по иному сценарию. Для нанесения покрытия нужно изготовить пустотелую кисть, в которую будет заливаться электролит (сделать ее можно из оргстекла). К кисти следует присоединить токопроводящие щетинки, через которые будет проходить ток. К корпусу кисточки следует присоединить анод, а к металлическим щетинкам — катод. После запуска электрического тока будет проводиться распыление частичек хрома с конца щетинок кисточки. Для нанесения покрытия нужно 15-20 раз провести кисточкой по всей поверхности пластика. При необходимости процедуру нужно повторить 2-3 раза (зависит от типа пластика и качества кисточки).
Общий технологический процесс хромирования пластиковых элементов
Если вы планируете самостоятельно использовать технологию хромирования пластмассы, то обратите внимание, что потребуется не только соблюдать все требования производственного цикла, но и соблюдать повышенные меры безопасности при работе с горючими материалами. В нашей компании стандартный процесс хромирования включает в себя:
- подготовка, с последующим разведением в пропорциях химических компонентов;
- метод распыления активатора на поверхность элементов;
- промывка пластикового изделия от излишков в дистиллированной воде;
- нанесение на поверхность (только мокрую) хромированного состава;
- этап повторной промывки после металлизации;
- сушка изделия путем сдувания воды с поверхности.
Для технологического процесса необходимо обеспечить помещение, которое имеет площадь достаточного объема, Обязательным условием является строгое поддержание требуемой рабочей температуры помещения.
Хромирование в домашних условиях
В современном мире встречается немалое количество людей, которые осуществляют домашнее хромирование. Благодаря этому можно значительно сэкономить на обработке хромом отдельных металлических или пластмассовых деталей.
С теоретической точки зрения можно произвести хромирование дома, но для этого придется приложиться большое количество усилий. Для этой цели необходимо приобрести большое количество ванн и растворов для проведения процесса. На это уйдет масса времени и средств. Не рекомендуется проводить процедуру хромирования в домашних условиях путем обработки растворов и материалов электрическим током, потому что при этом выделяются токсины, способные нанести вред окружающей среде.
В домашних условиях можно воспользоваться химическим видом хромирования
При этом очень важно изготовить раствор меди хрома. Только после этого можно приступать к обработке металлических и неметаллических изделий
Во время проведения процедуры хромирования необходимо позаботиться о технике безопасности, как и в промышленных условиях.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.Весь процесс можно разделить на несколько этапов, которые заключаются в:
Очистке.
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
Помещении в ванну с подготовленным раствором.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.










Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования.
| Компоненты | Составы электролита, г/л | ||
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали.
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома, 39 % глинозема,
1 % йодистого аммония |
1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома, 29 % глинозема,
1 % йодистого аммония |
1100–1150 | 5–10 | 0,02–0,03 |