
Инструменты
Если Вам приходится регулярно работать с металлом, то рано или поздно возникнет необходимость в приобретении такого станка. Варианта здесь два: купить или попробовать собрать самому. Первый вариант обойдется в ощутимую копеечку и целесообразен в тех случаях, когда работа на таком станке будет приносить деньги, т.е. фактически бизнес. Второй вариант более дешев. И хотя возможности и параметры такого оборудования будут более низкими, тем не менее, для домашних нужд его возможностей вполне достаточно. Поскольку тема станкостроения достаточно сложная, то данная статья не претендует на исчерпывающую информацию. Скорее это попытка разобраться с устройством плоскошлифовального станка и рекомендации для тех, кто решит смастерить такой станок своими руками.
Назначение и устройство плоскошлифовального станка

Любая металлическая деталь проходит стадию шлифования. В промышленности для этих целей применяются специализированные станки. Они могут быть полностью автоматизированные, т.е. с ЧПУ, либо полуавтоматические. В быту иметь такой станок практически роскошь. Это справедливо как по стоимости такого оборудования, так и по его возможностям. Но поскольку в данной статье идет речь о самодельных плоскошлифовальных станках, то знать устройство оных просто необходимо. В противном случае нам бы пришлось «изобретать велосипед». Поэтому более целесообразно рассмотреть заводской станок и скопировать его устройство, приспособив под свои нужды.
Итак, плоскошлифовальный станок предназначен для обработки профильных и плоских поверхностей деталей. Профессиональный станок способен дать точность обработки поверхности до 0,16 микрон. В быту цифра хоть и желанная, но не критическая, а в самодельных станках практически недостижимая. Разве что Вы фрезеровщик или токарь на оружейном заводе с 20 летним стажем работы.
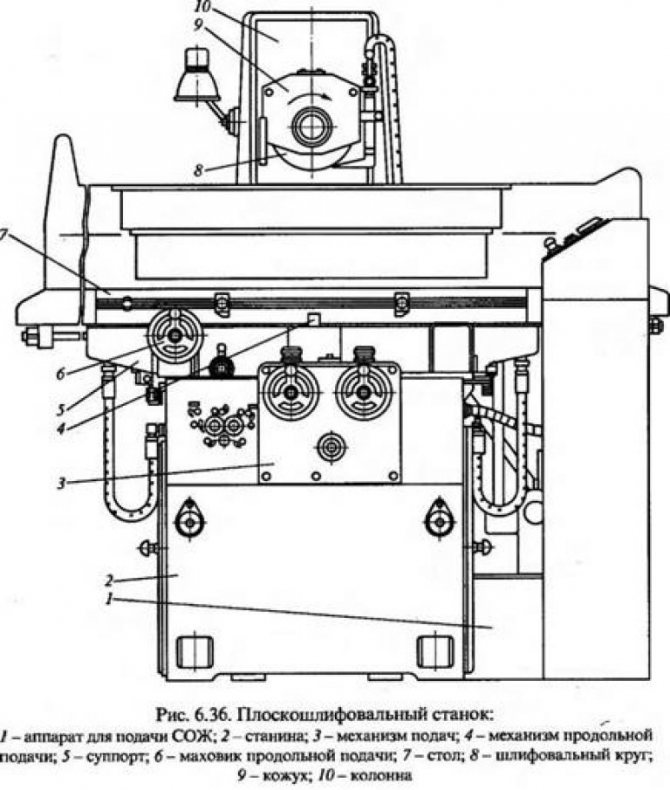
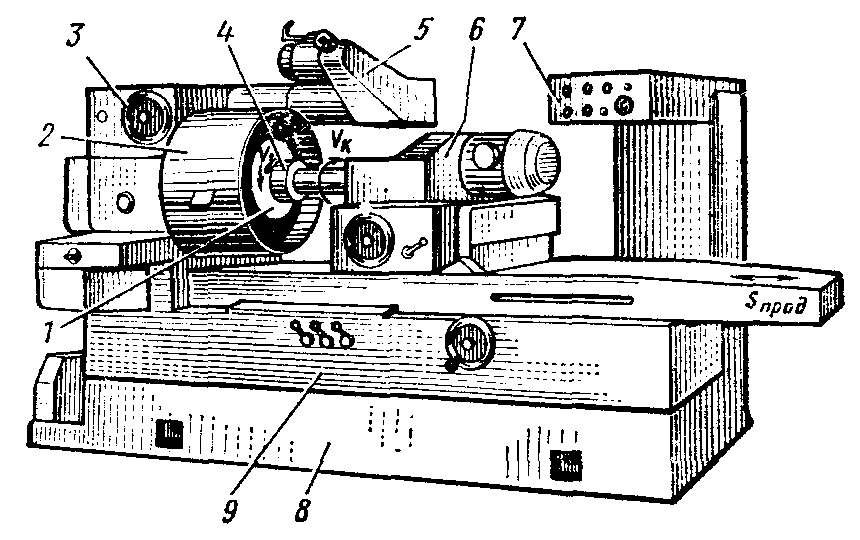
Основным узлом любого станка, и плоскошлифовальный станок не исключение, является станина. Ее размеры и прочность будут зависеть от требуемых характеристик (размеров) предполагаемых для обработки деталей. Заводские станки имеют литую станину преимущественно из чугуна. За счет массивности она превосходно гасит вибрацию, а в шлифовке и чистовой обработке детали – это практически главное условие.
Следующая деталь такого станка – рабочий стол. Как правило, это магнитная плита заданного размера, но встречаются станки и со специальными креплениями для деталей. Основной особенностью плоскошлифовальных станков является подвижность стола. Он совершает круговые или возвратно-поступательные движения. По форме может быть круглым или прямоугольным.
В заводских станках стол приводится в движение за счет гидравлической системы. В бытовых условиях такая система обойдется владельцу довольно дорого, поэтому достаточно будет надежной механической системы.
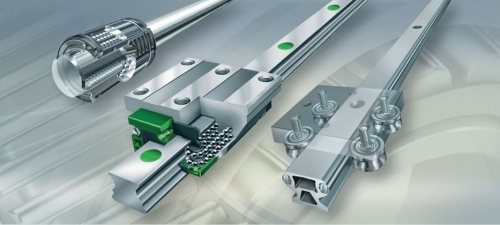
Рабочая поверхность плоскошлифовального станка передвигается по направляющим. В профессиональном оборудовании они обладают высокой точностью и прочностью. Для домашнего станка данные характеристики тоже обязательны. От этого будет зависеть максимальная точность обработки поверхности детали. Также критически важным условием является плавное скольжение стола, без рывков. Для этого трение необходимо свести к минимуму. Если это требование игнорировать, то при рывке стола с закрепленной деталью о точности шлифования можно забыть.
Для направляющих станка необходимо применять каленную высокопрочную сталь, она прочна и износостойкая.
На шпинделе бабки установлен шлифовальный круг или лента, в зависимости от варианта станка. В некоторых моделях есть и то и другое. Шлифовальный круг приводится в движение при помощи электродвигателя. Движение коего передается либо через редуктор, либо через ременную передачу. В самодельном варианте можно подобрать такой диаметр шлифовального круга, что позволит обойтись без передачи. При этом барабан будет закреплен прямо на валу электродвигателя. Вот собственно основные узлы плоскошлифовального станка, без них соорудить такое оборудование невозможно. Теперь давайте взглянем на модели, которые предлагают производители сегодня.
Полировальные шлифмашины
Полировальные шлифмашины используются, главным образом, для шлифовки (полировки) кузовов автомобилей. По своему виду шлифовально полировальная машина очень похожа на обычную болгарку, но отличается от УШМ по следующим признакам.
Рукоятка расположена сверху корпуса, то есть параллельно рабочему инструменту.
Агрегат имеет низкие минимальные обороты шпинделя (от 800 об/мин), что очень важно для полировочных работ. Для сравнения, у болгарки этот показатель может находиться в пределах 2800 об/мин.
Имеется функция подержания оборотов на одном уровне даже при нагрузке.
Полировальные машины всегда выпускаются с регулировкой оборотов и плавным пуском.. Полировальные ШМ также могут быть аккумуляторного типа
Полировальные ШМ также могут быть аккумуляторного типа.

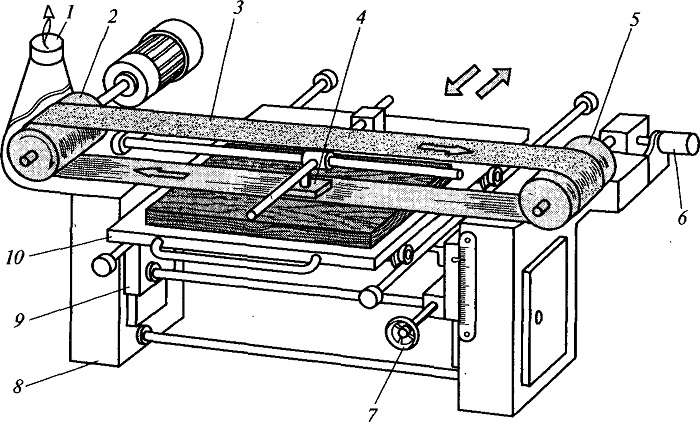
Устройство станка
Несущая конструкция ленточного станка состоит из вертикальной стойки и опоры. Первая — это металлическая полоса, нижняя часть которой согнута под углом 90º, а вторая — прямоугольный лист толстого металла. Согнутая часть стойки выступает в роли ее опорной площадки, с помощью которой она крепится на переднем краю опоры. На плоскости опоры смонтирован привод, в роли которого выступает угловая шлифмашина (болгарка), подключенная с электросети через регулятор оборотов.
На шпинделе болгарки на резьбе крепится ведущий шкив в виде металлического валика, который задает движение шлифовальной ленты. Ведомый валик устанавливается на верхней части стойки. Позади нее расположено Т-образное коромысло, которое нижним концом зафиксировано на опоре и соединено поперечиной со стойкой. На ближнем конце коромысла находится натяжной ролик, а к дальнему прикреплена пружина, обеспечивающая натяг ленты.
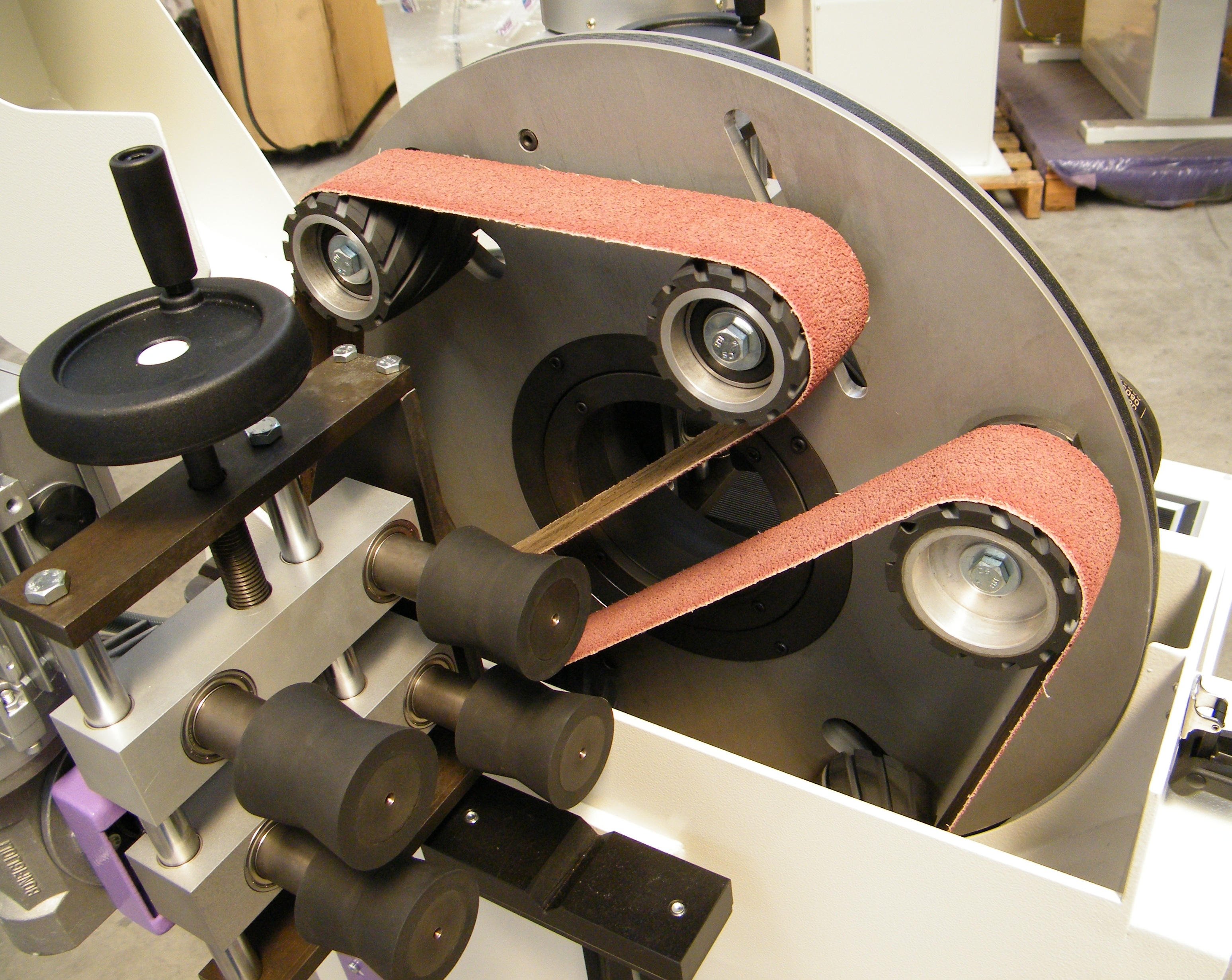
Вращающиеся элементы
Самый важный и сложный компонент любого ленточного шлифовального станка — это система валиков, по которым с большой скоростью движется лента. Размер ведущего шкива задает линейную скорость движения, поэтому его диаметр необходимо определять расчетным путем.
Линейная скорость ленты вычисляется по формуле: V = (π × D × N) / 1000 × 60, где V — скорость (м/сек), D — диаметр ведущего шкива (мм), N — количество оборотов привода (об/мин). Соответственно диаметр определяется по формуле: D = V × 1000 × 60 / π × N (мм).
Рекомендуемые скорости обработки материалов разнятся:
- древесина — примерно 25 м/сек;
- сталь — 25-30 м/сек;
- пластики (в зависимости от типа) — 10÷30 м/сек;
- титан — 15 м/сек.
Поскольку основные материалы, обрабатываемые в домашней мастерской — это сталь, древесина и пластик, расчет будет опираться на предельную величину 26 м/сек. Максимальная скорость вращения шпинделя нашей болгарки составляет 11 000 об/мин, поэтому расчетное значение диаметра будет равно 45 мм.
Все три вращающихся элемента имеют одинаковый диаметр 45 мм, но разную конструкцию:
- Ведущий шкив. Цилиндрической формы с бортиками по краям для предотвращения схода ленты. Внутри выточен стакан на глубину, достаточную для его крепления к резьбовому концу шпинделя длинной гайкой М14. Общая ширина рабочей поверхности — 60 мм, бортика — 1 мм.
- Ведомый валик. Наружная поверхность такая же, как у ведущего шкива. Вращается на двух подшипниках, заглубленных заподлицо с обеих сторон. В качестве вала используется болт диаметром 8 мм с короткой концевой резьбой, выступающей за его габарит.
- Натяжной ролик. Вал и подшипники такие же, как у ведомого валика. Наружная поверхность бочкообразная, без бортиков, шириной 60 мм.
Все три изделия лучше всего проверить и собрать там, где их изготовили. Опытные мастера наверняка помогут правильно посадить подшипники и исправят возможные недочеты. Кроме того, в мастерской необходимо сделать отверстие в нижней части стойки диаметром 42 мм для установки привода.
Конструктивные элементы и комплектующие
Все остальные элементы конструкции могут быть изготовлены самостоятельно или приобретены в хозяйственных магазинах и на металлобазах. Для сборки ленточного шлифовального станка своими руками необходимы:
- Вращающиеся элементы. Описаны выше.
- Болгарка. Например, ручная угловая шлифмашина Hitachi g12 sr2 с 11 000 об/мин и мощностью 650 Вт. Подсоединяется к электросети через регулятор мощности.
- Основание. Лист металла толщиной 10 мм, размером 30 х 40 см. По краям сверлятся отверстия на 10 мм для прикрепления ее к верстаку. Два отверстия для винтов впотай расположены на месте установки стойки и еще одно — по месту фиксации привода.
- Стойка. Пластина толщиной 8 мм и шириной 8 см. Внизу согнута под прямым углом (полка 4 см) для установки на опору. Высота от сгиба до верхнего конца — 65 см. В нижней части расположено отверстие под привод, а в верхней — для крепления ведомого валика. На высоте 20 см от сгиба — отверстие для крепления соединительной планки стойки коромысла.
- Коромысло натяжного ролика. Состоит из стойки (толщина — 8 мм, ширина — 3 см, высота — 25 см) и закрепленной на ее верхнем конце (через втулку болтом) ассимметричной перекладины. На обоих концах последней просверлено по отверстию: на длинном — для установки натяжного ролика, а на коротком — для крепления натяжной пружины.
- Метизы и прочие материалы. Необходимые для сборки винты, болты, гайки, гроверы и втулки, а также подкладки из дерева и хомут для крепления болгарки к опоре.
В перечне не указаны материалы для рабочего стола, который монтируется перед полностью собранной шлифмашиной. Он должен изготавливаться индивидуально с привязкой к месту установки.




https://youtube.com/watch?v=hSRCHabJPi8
Шлифовальные станки с ЧПУ
Существуют несколько видов шлифовальных станков с ЧПУ (числовым программным управлением):
- бесцентрово-шлифовальные – заготовка вращается опоре ниже шлифовального круга;
- внутришлифовальные – для обработки внутренней части отверстий, а также полостей;
- координатно-шлифовальные – применяются для обработки деталей неправильной формы и отверстий, где нужна высокая точность обработки.
Шлифовальные станки с ЧПУ можно разделить на бюджетные варианты, где устанавливается ручное управление, с цифровой системой индикации, и модели с полноценной системой ЧПУ, где применяются системы автоматической подачи и выгрузки материалов, а также система активного контроля.
Устройство токарных шлифовальных станков по металлу
Узнайте о всех типах шлифовальных станков по металлу. Особенности круглошлифовальных, плоскошлифовальных, прямых и других машинок. Виды лент для настольного инструмента по шлифовке металла. Способы изготовления устройства своими руками.

Шлифовальные станки по металлу занимают важное место в технологической цепочке обработки поверхности. Шлифование – механическое воздействие, призванное изменить форму и повысить качественные характеристики обрабатываемого элемента
С помощью подобного оборудования выполняется финишная обработка, заготовке придается завершенный вид. За годы развития технологии появилось множество разновидностей станков для шлифования и притирки, которые отличаются по степени обработки поверхности и своему предназначению: от настольных моделей для бытового использования до промышленных агрегатов для крупносерийного производства.

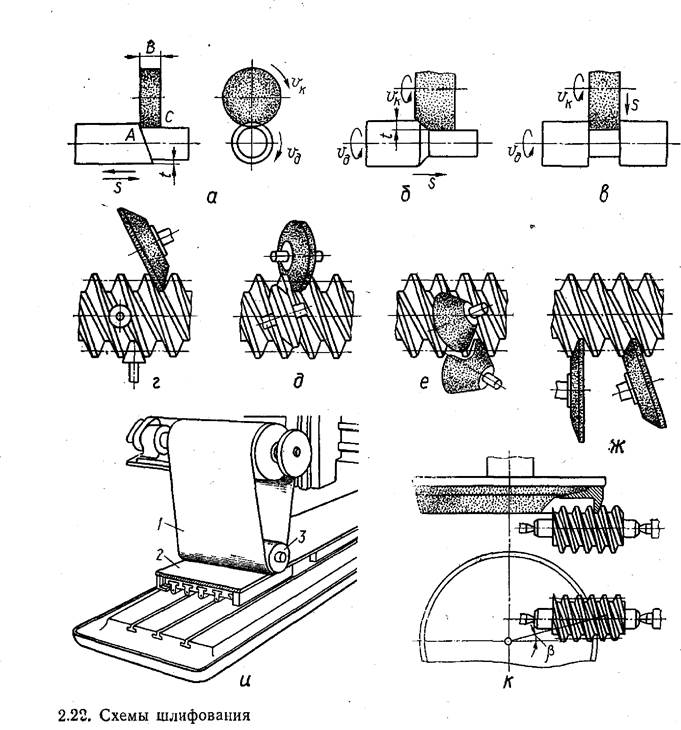
Методы шлифовки торцом
Выделяют три метода:
- Многопроходная обработка — закрепленная на рабочем столе деталь несколько раз проходит под рабочим кругом, который каждый раз снимает часть припуска. Способ позволяет снизить нагрев заготовки и расход абразива.
- Однопроходная обработка — весь припуск снимается за один проход детали. Метод экономит время на небольших припусках. При снятии слоя, значительно превышающего размер зерен абразива, возникает излишний нагрев и риск повреждения круга. Если все же необходимо вести обработку в один проход, стоит выбрать станки с несколькими рабочими головками
- Двусторонняя — подаваемая деталь проходит между двумя абразивами. Метод удобен для конвейерного производства и позволяет вдвое сократить время на подготовку детали.
Виды и характеристики шлифовальных станков
С помощью шлифовальных станков осуществляются высокоточные операции большой производительности по обработке готовых заготовок, шлифованию необходимых деталей, вытачиванию сложных профилей.
В каждом случае используются различные способы шлифования металлических изделий с высокой скоростью, что дает возможность обеспечить снятие гораздо большего объёма металла за то же время, чем при предварительном обтачивании, а затем, фрезеровке.
При изготовлении электронных и точных вычислительных приборов только такая обработка позволяет сделать детали из хрупких материалов вроде керамики и магнитных веществ. Поэтому вид и характеристики шлифовальных станков сильно отличаются. Шлифовально-полировальный станок используется в лабораториях и металлографии, а калибровальный – для обработки древесины.
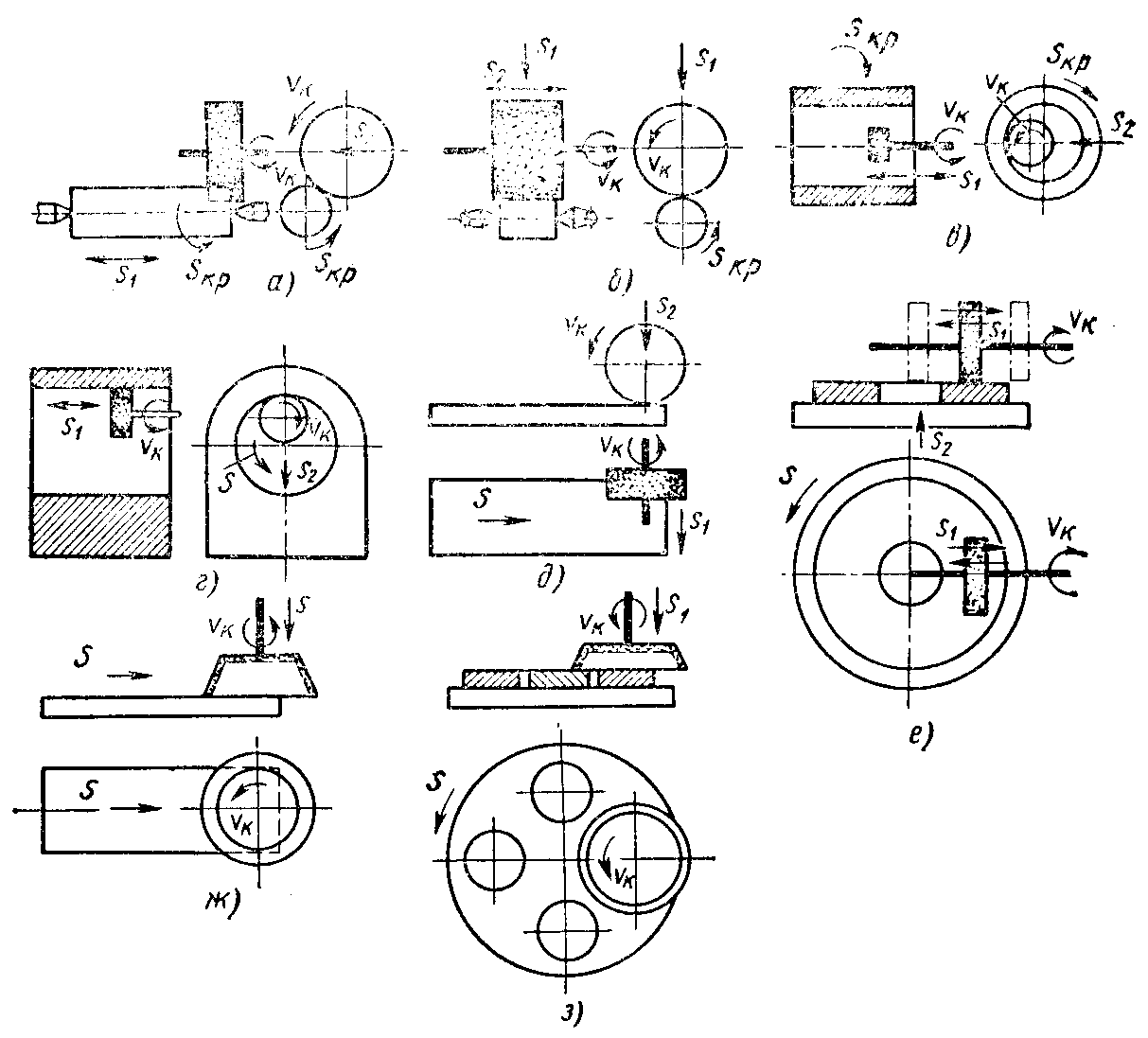
Сам процесс обтачивания на таких станках осуществляется за счет вращения круга для шлифовки, а также движения вдоль либо по кругу обрабатываемой заготовки относительно абразива. Существует два варианта перемещения обрабатываемой детали: по прямой линии и по дуге.
Сферы использования
Гриндер хорош и полезен везде, в том числе в домашнем хозяйстве – от грамотной заточки ножа высокого качества или портновских ножниц до шлифовки сложной детали из металла или другого «трудного» материала. Иными словами, инструмент нужный, в хозяйстве пригодится.
Тем более, что смастерить его своими руками вполне реально. Для этого вовсе необязательно иметь специальное оборудование и солидный профессиональный опыт.
Повозиться, конечно, придется, но зато вы сделает именно то, что вам нужно и, что весьма немаловажно, сэкономите серьёзную сумму денег вплоть до нескольких тысяч американских долларов
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
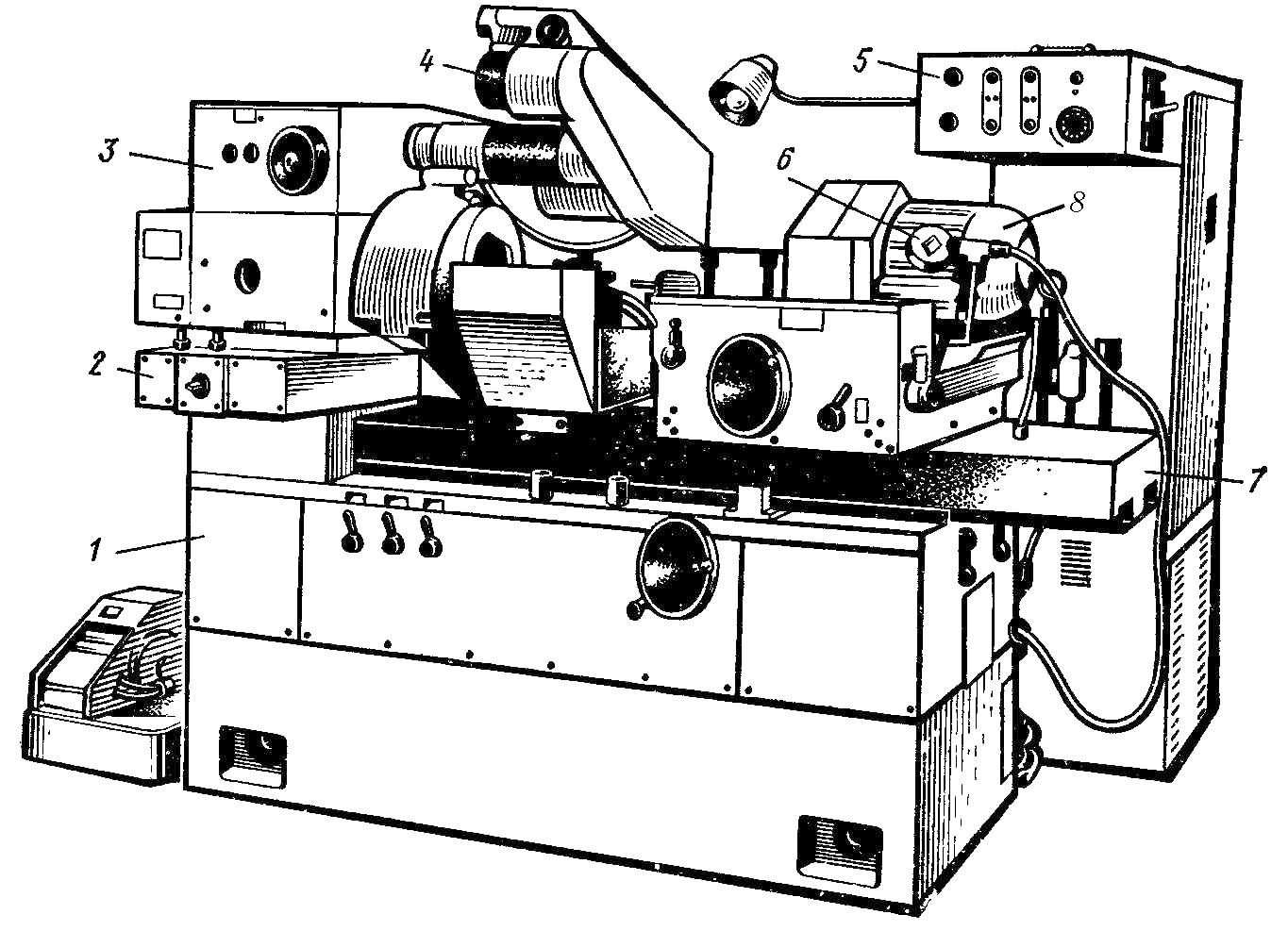
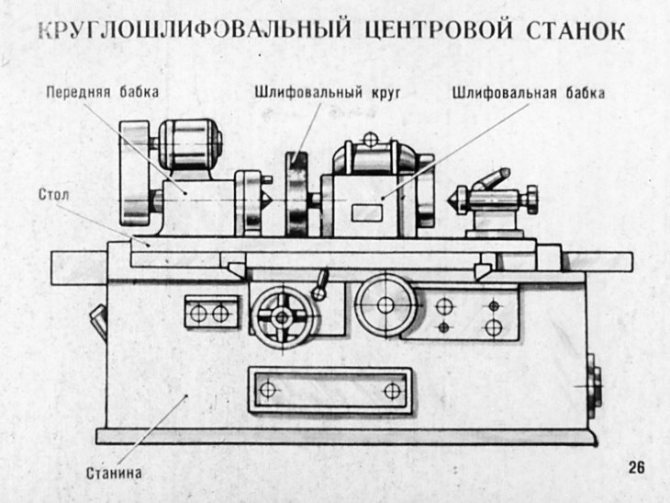
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Выбираем ленту
Станок с лентой универсальнее с точки зрения функциональности: он делает все, что дисковые модели, плюс еще много чего. Сразу заметим, что вариантов самодеятельных моделей ленточных шлифовальных станков великое множество.




Дело в том, что природа данного станка очень пластичная, позволяющая использовать самые разные подручные материалы, вплоть до находок на свалках металлолома.
Главное – знать и придерживаться трех правил:
- Абразивная сторона ленты должны быть настроена очень четко, чтобы ее касалась только заготовка, которая шлифуется.
- Лента должны быть равномерное натянута в любой момент времени и вне зависимости от вида работ.
- Скорость движения станка должна быть разной и должна зависеть только от одного: вида детали и характера шлифовки.
Техника безопасности
Очень часто люди получают травмы различной степени по причине несоблюдения элементарных правил техники безопасности
Для того чтобы избежать таких неприятных последствий работы, нужно изучить меры предосторожности и правила работы со шлифовальным станком
- Всегда надо работать только в защитных очках. Любой материал может в любой момент раскрошиться от воздействия оборудования, а его кусочки разлетятся в разные стороны и могут попасть в глаз. А ещё были случаи, когда шлифовальный камень из-за старости подвергался разрушению. Это тоже может стать причиной поражения открытых участков тела.
- Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
- Никогда нельзя стоять прямо перед станком. Лучше сделать полшага в сторону. Тогда никакая деталь не отлетит в туловище.
- Работать на станке нельзя в перчатках, поскольку их может затянуть внутрь вместе с рукой.
- Запрещается обрабатывать детали на шлифовальном станке в длинной одежде, поскольку ткань может легко намотаться на движущиеся предметы.
- Категорически запрещается подпускать к агрегату ребёнка. Нужно сразу предупредить его, что это не игрушка. В том случае, если такой аппарат стоит дома, то электрический шнур надо после работы подвешивать высоко, чтобы ребёнок не дотянулся до него и не подключил устройство к сети.
Выбор режима шлифования
Поверхность, заданная точность, характеристика абразивного круга, мощность привода – это именно те составляющие, от которых зависит выбор режима шлифования. Так, например, скорость вращения, глубина резания, возможность поперечной подачи учитывается, если обработка изделия осуществляется периферической стороной.
В данном случае, мастеру необходимо учитывать определенные особенности, таки как:
1. Резание на максимальной глубине, которая допустима параметрами круга, детали, самого агрегата возможна и удобна при черновой обработке. Здесь необходим учет глубины, который должен быть не больше 1/5 от поперечного зерна, так как иначе круг придет в негодность, оттого, что быстро забьется.
2. Уменьшение глубины шлифования так же необходимо, если на детали или заготовке появляются прожиги ;
3. Повышение класса точности, выбор минимальной глубины допустимо при тонкой обработке. Чтобы не увеличивать затрачиваемую мощность, необходимо отказаться от большой глубины, в том случае, если материал прочный и твердый.
4. Режим шлифовки выбирается зависимости от ширины круга.
Если выбрать большие размеры обрабатываемой детали, поверхности, то останется продольная полоса необработанного материала, поэтому за один оборот можно обработать поверхность до 0,8 ширины. Так же необходимо отметить, что именно тип станка, является предопределяющим фактором, характеризующим процесс работы.
Здесь учитывается, прежде всего, производственная мощность, необходимый объем, и как было отмечено выше, тип станка.
Зачем нужны шлифовальные станки?
Обрабатывающие агрегаты незаменимы в обдирочной и чистовой обработке металла, твердых материалов. Для работы применяются стандартные шлифовальные и алмазные круги, обеспечивающие небольшую шероховатость в результате обработки, точность размеров и геометрии.
Аппараты применяют для шлифовки деталей, прошедших механическую или температурную обработку, изготовленные на фрезерном, сверлильном или токарном оборудовании. Преимущества у агрегатов следующие:
- можно обрабатывать изделия различных форм и габаритов;
- настройка параметров точная, качество шлифования высокое;
- есть функция автоматической или ручной подачи;
- модель оборудования можно подбирать под выполнение конкретных задач производства в целях снижения себестоимости работы и повышения эффективности.
Оборудование может значительно различаться по конструкции — например, опорный нож крепят на салазках ведущей бабки или на фиксированной станине. Движение ножа зависит от типа его крепления. Нож, размещённый на салазках, двигается одновременно с кругом относительно оси. Вместе с тем бабка будет статичной по отношению к станине.

Ленточный шлифовальный станок
Оптимальным вариантом для бытового применения будет ленточная модель. Конструктивно она состоит из системы валов, на которые устанавливается абразивная лента. Изменение угла наклона и степени натяжения происходит с помощью пружинного механизма. Каркас рекомендуется изготовить деревянный, так как это проще, чем производство стального корпуса.
Используемые расходные материалы и комплектующие:
- Направляющие барабаны. Они изготавливаются из твердой породы дерева. Рекомендуемый диаметр — 15 см.
- Станина. Ее также делают из деревянных заготовок. Конфигурация зависит от габаритов станка и определяется самостоятельно.
- Крепления барабанов. Это могут быть штифты с подшипниками.
- Электрический двигатель и механизм передачи крутящего момента. Используется ременная передача. Для регулировки оборотов применяются диски под ремень различного диаметра, установленные на вал электродвигателя.
- Натяжной механизм. Необходим для регулировки степени натяжения наждачной ленты. Представляет собой рычаг, монтируемый на станину с функцией изменения положения по высоте. В конструкции предусмотрены пружины для плавного изменения натяжения и фиксатор.
https://youtube.com/watch?v=L4guf4zqSts
Сборка конструкции осуществляется поэтапно. Согласно разработанной схеме делаются комплектующие. Затем они монтируются на станине. Кнопку запуска электродвигателя рекомендуется разместить в удобном месте для оперативного включения или выключения оборудования. Также можно поставить защитный щиток из поликарбоната.
Виды шлифовальных станков
При плотной работе с деревянными деталями и предметами, мастеру нужно знать, какие бывают шлифовальные станки по дереву, чтобы подбирать наиболее оптимальный вариант устройства для себя.
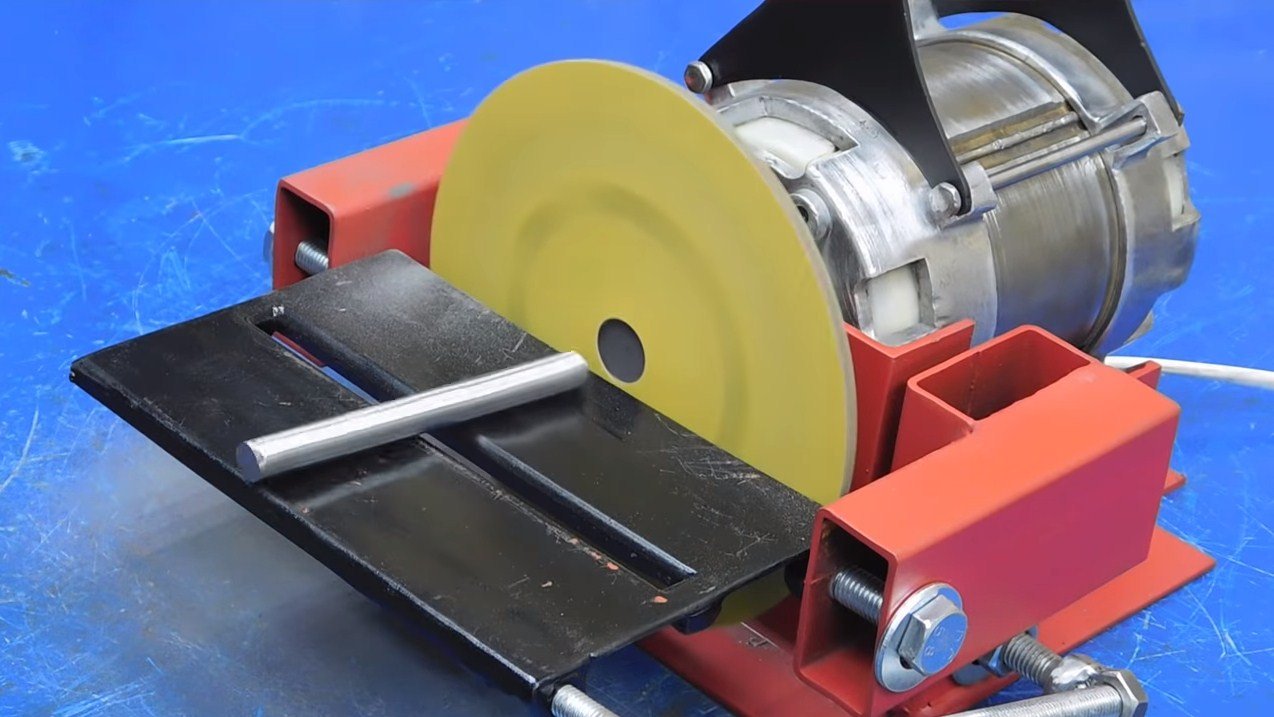
По принципу устройства виды шлифовальных станков по дереву делятся на 3 типа: ленточный (гриндер), дисковый, барабанный.
- Ленточный станок считается самым распространенным. Лента с абразивным покрытием крепится на двух валах, которые приводит в действие асинхронный мотор. При этом шлифовальный элемент может располагаться в горизонтальном или вертикальном положении. В процессе работы лента не провисает, а обрабатывает древесину без возникновения большой силы трения. Такая конструкция может использоваться при обработке деталей с большой длиной.
- Дисковой агрегат, или как его называют еще тарельчатый шлифовальный станок, обустроен осью, к которой крепится абразивный круг. В процессе работы диск начинает вращаться вокруг своей оси. В процессе работы можно регулировать скорость работы круга с абразивным покрытием без уменьшения оборотов самой оси.
- Барабанный станок устроен таким образом, что абразивные ленты в виде спирали наматываются на рядом стоящие валики. В свою очередь эти элементы отдалены на определенное расстояние от ровной поверхности (столешницы). Посредством регулировки данного расстояния можно производить калибровку деревянных деталей.
Устройство и принцип работы в каждом варианте отличается друг от друга. При этом и древесина будет обрабатываться по-разному.
Проще всего создать тарельчатый шлифовальный станок. Но точильно-шлифовальный станок, сделанный своими руками, где в основе лежит ленточная конструкция, будет намного функциональней и востребованный в домашней мастерской, чем любой другой.
Техники шлифования алюминия на плоскошлифовальном станке
4.1. Многопроходная обработка.
При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 изделия метров в минуту. Метод обработки сводится к многократному передвижению изделия под обработки кругом обработка до полного припуска снятия припуска.
4.2. весь Однопроходная устройства обработка
Используется для станков с непрерывной круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Данные устройства применяются в основном при массовом производстве.
4.3. Двусторонняя подачей обработка.
Эта технология предполагает шлифовку двух торцов детали одновременно. При торцов этом способе для выше полного обработки снятия один припуска детали потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При требуется торцевом методе ходы обработки производительность будет выше, детали чем при методе периферии.



Методы техника шлифовки однопроходная периферией круга
Глубинный перемещения метод.
Метод с изделия врезной скорость непрерывной изделия подачей.
Метод с кругом поперечной снятия прерывистой характеризуется подачей. Шлифовальный инструмент должен быть выше показателя поперечной подачи.
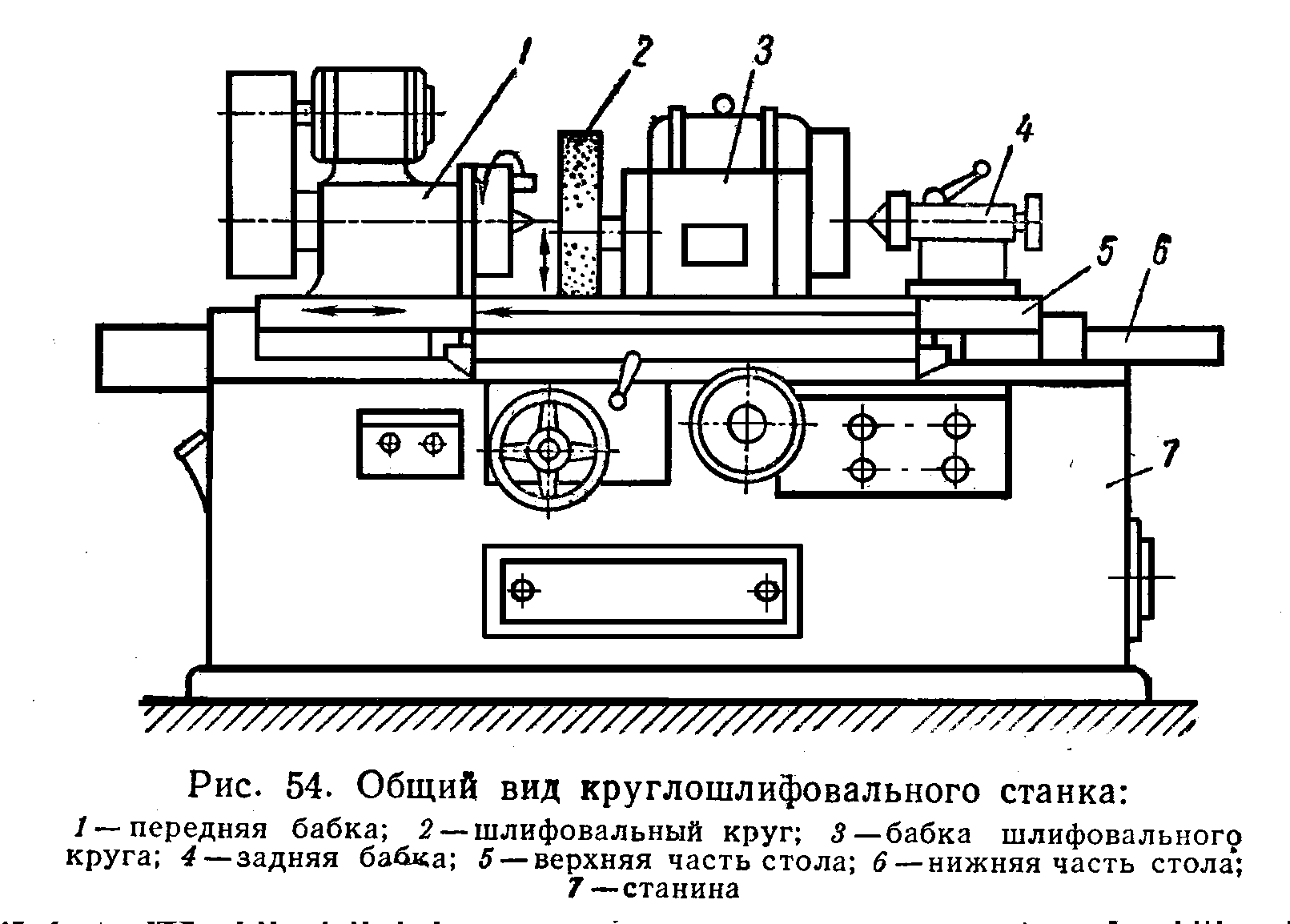
Круглошлифовальные станки
Круглошлифовальный станок способен обрабатывать заготовки цилиндрической или конической формы с диаметром от 25 до 600 мм. В их конструкцию включен шпиндель, который вращается в горизонтальной плоскости. В свою очередь он способен передвигаться при помощи специальных салазок. Во время обработки деталь надежно фиксируется в патроне. Также ее могут устанавливать между задней и передней бабкой.
Также круглошлифовальные станки разделяют на еще несколько подгрупп:
- врезные. Работают благодаря перемещению рабочего инструмента в перпендикулярном к заготовке направлении. Такие агрегаты отличаются высокой мощностью и параметрами жесткости. В основном они работают с цилиндрическими деталями диаметром 150-400 мм;
- универсальные. Применяются для обработки наружной и торцевой поверхности деталей цилиндрической и конической формы диаметром 25-300 мм. Данные станки оснащены столом и поворотной бабкой, которая осуществляет вращение вертикально;
- вальцешлифовальные. Применяются для шлифовки прокатных вальцов различной конфигурации – цилиндрической, конической и профильной. В данном случае фиксация обрабатываемых заготовок происходит при помощи центров оборудования. После выполнения всех операций удается получить поверхности вогнутой и выпуклой формы;
- бесцентровые. Обработка деталей на таком оборудовании осуществляется двумя способами – на проход и врезанием. Данные станки не имеют валов для фиксации заготовок;
- для шлифовки шеек коленчатых валов. Работают по методу врезания, способны выполнять все необходимые операции последовательно или одновременно;
- внутришлифовальные. Обрабатывают внутреннюю поверхность заготовок, которые имеют цилиндрическую или коническую форму.
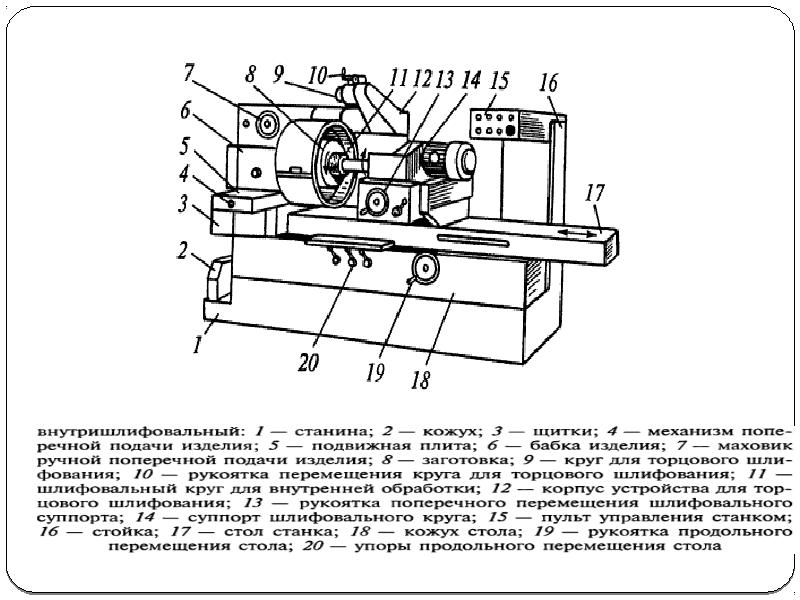
 Внутришлифовальный станок
Внутришлифовальный станок
Правила эксплуатации
При работе с фрезерно-центровальным оборудованием следует контролировать легкость перемещения стола ручной подачей
При эксплуатации следует обращать внимание на вибрацию. Если она появилась и отличается сильными колебаниями, то рекомендуется застопорить станок и проверить надежность крепления фрезы и заготовок
При работе следует соблюдать технику безопасности, поскольку фрезерно-центровальный станок относится к опасному оборудованию.
Для черновой обработки металлических заготовок применяется узкоспециализированное оборудование со специфическим набором функций. Фрезерно-центровальные станки используются для промышленного производства и в мелких цехах, а также в домашних мастерских.
Настольные шлифовальные станки
Настольные шлифовальные станки отличаются от других способом крепления, предусмотренного производителем. Корпус чаще всего отливается из алюминия под давлением, предусмотрены дополнительные ребра жесткости.
В стандартную комплектацию входят два шлифовальных круга с зернистостью 80, и 2 с зернистостью 240, градуированный угольник для измерения угла шлифовки. Скорость регулируется электроникой.
Настольные шлифовальные станки предназначены для шлифовальных работ по мягким и твердым породам дерева, цветным металлам, стальным изделиям, пластику и стеклопластику, резине.
Ленточные шлифовальные станки
Ленточные шлифовальные станки используются, когда необходимо начисто обработать готовую деталь, для выполнения финишных операций, предусмотренных технологией изготовления.
Наиболее часто оборудование применяется в мебельном производстве для обработки деревянных изделий из различных пород дерева. При необходимости обработки другого материала достаточно просто заменить абразивную ленту.
К основным задачам ленточных шлифовальных станков относят:
- чистовое выравнивание поверхности до определенного уровня гладкости перед вскрытием лаком либо другими веществами;
- устранение незначительных неточностей в предварительной обработке поверхности (заусенцев, углублений и возвышений, удаления наплывов от предыдущих вскрытий);
- шлифовка внутренних поверхностей, точная обработка закруглений на детали.
Ленточный шлифовальный станок может быть использован для обработки деталей, выполненных из различных материалов: древесины, обычной и легированной стали, разных цветных металлов. Деталям можно придавать абсолютно любую форму: круглую, квадратную, плоскую. С помощью станка возможна обработка труб с большим сечением.
Производители и поставщики шлифовальных станков
Наиболее известные производители станков:
- «Липецкий станкостроительный завод» – выпускает различные виды плоскошлифовальных станков для применения во всех областях промышленности.
- «Куйбышевский завод координатно-расточных станков». Выпускает расточные и шлифовальные станки, оборудованные системой ЧПУ.
- «Завод Прецизионного Станкостроения», г. Санкт-Петербург – выпускает станки для высокоточного шлифования деталей.
- «Воронежский станкостроительный завод» – производит выпуск и капитальный ремонт металлорежущих и шлифовальных станков с ЧПУ.
- Пример из Европы: группа EMAG, Германия – производит различные виды станков для аэрокосмической, автомобильной, энергетической промышленности, и производства оборудования для энергетики. Имеет многолетний опыт производства станков для обработки различных поверхностей материалов.