
Для чего нужен контроллер заряда аккумулятора
Основная функция зарядного контроллера для аккумулятора – регулировка восстановления энергетических потерь. Вначале отслеживается превращение электрической энергии в химическую, а затем она аккумулируется, чтобы использоваться в случае необходимости для определенных приборов и механизмов.
Сделать такой приборчик можно и своими руками, что с успехом делают домашние умельцы, подбирая границы в аппаратах до 15 Вольт.
Существуют такие виды зарядных контроллеров в зависимости от их применения:
- Для техники, применяемой в быту;
- Для мобильных устройств и гаджетов;
- Для восстанавливаемых энергетических источников.
Кроме этого, контроллеры могут применяться для различных солнечных батарей и ветродуев. Верхняя граница напряжения в таких устройствах обычно – 15 В, а нижняя – 12 В.

Применение контроллера заряда АКБ подойдет и для мобильных устройств. Разницы между прибором для смартфона, кнопочного телефона или планшета особо нет никакой.
Основные параметры сварочных инверторов
Потребляемая мощность инверторов
Важным показателем работы вида оборудования является потребляемая мощность сварочного инвертора. Она зависит от категории оборудования. Например, бытовые инверторы предназначены для работы от однофазной сети переменного тока 220 В. Полупрофессиональные и профессиональные аппараты обычно потребляют энергию от трехфазной сети переменного тока до 380 В. Следует помнить, что в бытовой электросети максимальная нагрузка тока не должна превышать 160 А, и вся фурнитура, включая силовые автоматы, штепсели и розетки не рассчитаны на показатели выше этой цифры. При подключении аппарата более высокой мощности может вызвать срабатывание автоматов защиты, выгорание выходных контактов на вилке или выгорание электрической проводки.
Напряжение холостого хода инверторного аппарата
Напряжение холостого хода сварочного инвертора – второй важный показатель работы устройства данного типа. Напряжение холостого хода – это напряжение между положительными и отрицательными выходными контактами при отсутствии дуги, которое возникает в процессе преобразования тока питающей сети на двух последовательных преобразователях. Стандартный показатель холостого хода должен находиться в пределах 40-90В, что является залогом безопасности работы и обеспечивает легкое зажигание дуги инвертора.
Продолжительность включения сварочного инвертора
Другим важным классифицирующим показателем работы аппаратов для инверторной сварки является его продолжительность включения (ПВ), то есть максимальное время непрерывной работы прибора. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, агрегат может перегреваться и выключаться через разный промежуток времени. Продолжительность включения обозначается производителями в процентах. Например, 30% продолжительность включения означает способность оборудования работать непрерывно на максимальном токе 3 минуты из 10. Уменьшение частоты тока позволяет продлить продолжительность включения. Разные производители указывают разную ПВ, в зависимости от принятых стандартов работы с аппаратом.
Технические характеристики
Несмотря на разные типы инверторов, представленных на рынке электротехнических изделий, все они обладают одними теми же параметрами и характеристиками. Разница заключается лишь в величине этих показателей, что дает возможность выбора наиболее подходящего аппарата.
Среди них можно отметить следующие:
- Сварочный ток, имеющий широкий диапазон регулировок. У профессиональных аппаратов он больше, а у бытовых устройств – меньше.
- Продолжительность непрерывной работы на определенном значении выбранного сварочного тока.
- Наличие холостого хода, высокая потребляемая мощность инвертора.
- Зависимость от напряжения и других параметров электросети.
Все основные показатели напрямую связаны с характеристиками выпрямителя, установленного на входе, и с самим преобразователем частоты. Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.

Все виды инверторов современных модификаций могут выполнять несколько основных операций:
- Сварка в полуавтоматическом режиме с использованием инертных газов или углекислоты.
- Ручная дуговая сварка обычными электродами.
- Аргонодуговая сварка в защитной газовой среде. Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.
Несколько дополнительных функций обеспечивают более удобную и комфортную работу на сварочной аппаратуре:
- После окончания подачи проволоки она автоматически дожигается. Эта опция получила название мягкого финиша преобразователя.
- Синергетика – автоматическая подстройка сварочных параметров до заранее заданных значений, выставленных регулировками.
- С помощью функции двух тактов подача проволоки переключается с режима автоматики на ручной и обратно.
- Опция индуктивности снижает разбрызгивание металла. С ее помощью контролируется стабильность дуги и ширина сварного шва.
Вместо заключения
Современный сварочный инвертор — это компактный, надежный и простой в применении аппарат. Зачастую схемы у таких аппаратов очень простые, так что вы можете не только выполнить их ремонт в домашних условиях, но и собрать из простых компонентов. Понадобится трансформатор для сварочного инвертора, пара схем и терпение. Ну а среди заводских инверторов можно выбрать как аппараты для ММА сварки, так и модели для TIG и MIG/MAG сварки.
Потребляемая мощность
В зависимости от того, для каких работ используется инвертор и к какому типу относится, рассчитывается потребляемая мощность агрегата.
Бытовой сварочный, масса которого не превышает 5 кг, работает от однофазной сети переменного тока в 220 вольт. Аппарат рассчитан на время работы до 20 минут на предельной мощности.
Полуавтоматические и автоматические сварочные инверторы имеют в конструкции усиленный трансформатор, микроблок регулировки, дополнительные радиаторы, конденсаторы. Время непрерывной работы 6–8 часов от сети 220–380 Вольт, как от однофазной, так и от трехфазной.

Все характеристики аппарата — потребляемая мощность, ток на выходе, тип сети — указаны на маркировочной пластине аппарата. Для инвертора, который работает от бытовой сети 220 вольт, ток максимальной нагрузки не должен превышать 160 А.
Если подключить профессиональный инвертор с высокими характеристиками потребляемой мощности в бытовую сеть, произойдет либо автоматическое аварийное отключение агрегата, либо короткое замыкание и выгорание контактов розетки.
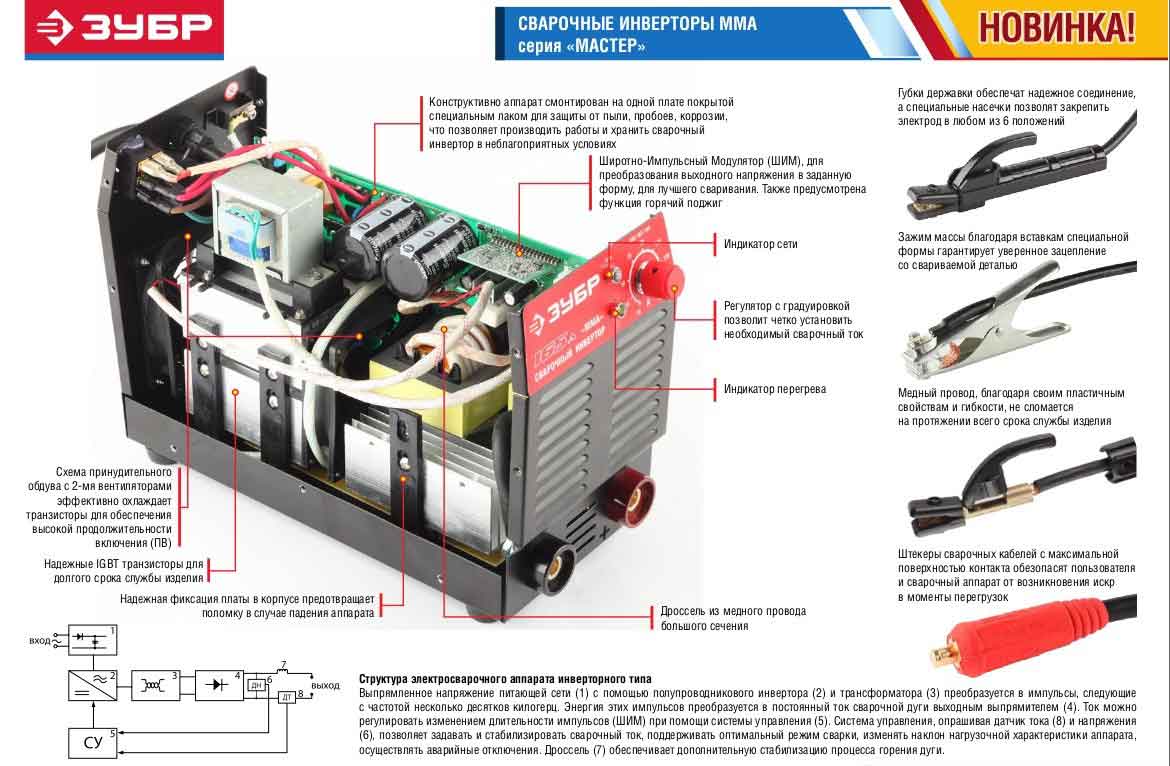
Во время эксплуатации необходимо отслеживать показатели индикатора защиты от перегрева, индикатор сети, настраивая аппарат через шкалу регулировки сварочного тока. Кнопка реле устанавливается на корпусе инвертора.
Какой сварочный аппарат лучше: инвертор или трансформатор
Решить, что лучше для сварки металла в собственном гараже или доме, несложно. Помогут сравнительные характеристики источников питания. Сначала о сходстве: оба необходимы для преобразования электротока, получения рабочих токовых параметров, только инверторные снабжены электронными преобразователями.
Сравнить габариты сварочных аппаратов инверторного и трансформаторного поможет небольшой пример. Для генерации 160 А нужен трансформатор весом 20 кг или инвертор 2,5 кг. Самая большая мощность у инвертора, однако, у трансформаторов большой КПД.
Трансформаторный агрегат освоить сложнее, потребуются специальные знания, навыки для настройки. Инверторные устройства легче поддаются новичкам. Снижается риск неровных швов за счет встроенных функций:
- Hotstart улучшает розжиг дуги в момент включения сварочника;
- Arcforce препятствует залипанию электрода во время падения капли, происходит форсаж электродуги;
- Anti-stick защищает от перегрузки в момент короткого замыкания, дуга не затухает.
Возможности инвертора шире, можно получать постоянный электроток необходимой силы. Переменный высокочастотный или импульсный схож по действию с постоянным.
У трансформаторных сварочников нет такого понятия: прерывистость, на каждом инверторе указывается режим эксплуатации. Если КПД равен 50%, через каждые полчаса агрегат на 15 минут отключают.
Однозначно сказать, какой из сварочников лучше, нельзя. Вернее, такое заключение не имеет смысла. Многое зависит от условий работы, характера свариваемых заготовок, мастерства сварщика, наконец.
Качество и удобство
Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.





Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным
Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
Общая информация
Для начала определимся с терминами, поскольку у многих возникает путаница. Запомните: инвекторно импульсных аппаратов не существует. Само слово «инвектор» — это просто неправильное написание слова «инвертор». Просто забудьте о самом словосочетании «инвекторный аппарат».
Следующее, что вам нужно понять: импульсный инверторный аппарат и аппарат для импульсной сварки (импульсный сварочный аппарат) — это две разных вещи. Импульсная сварка — это совсем другая сварочная технология, которая к инвертору не имеет никакого отношения. Такая путаница возникает именно из-за слова «импульсный».
А инверторный аппарат часто называют импульсным, потому что в его основе лежит применение источника питания, работающего по импульсному режиму. Так что мы рекомендуем использовать словосочетания «инверторный сварочный аппарат» или просто «инвертор». Так вы будете правильно поняты. В этой статье мы будем использовать термин «инвертор».

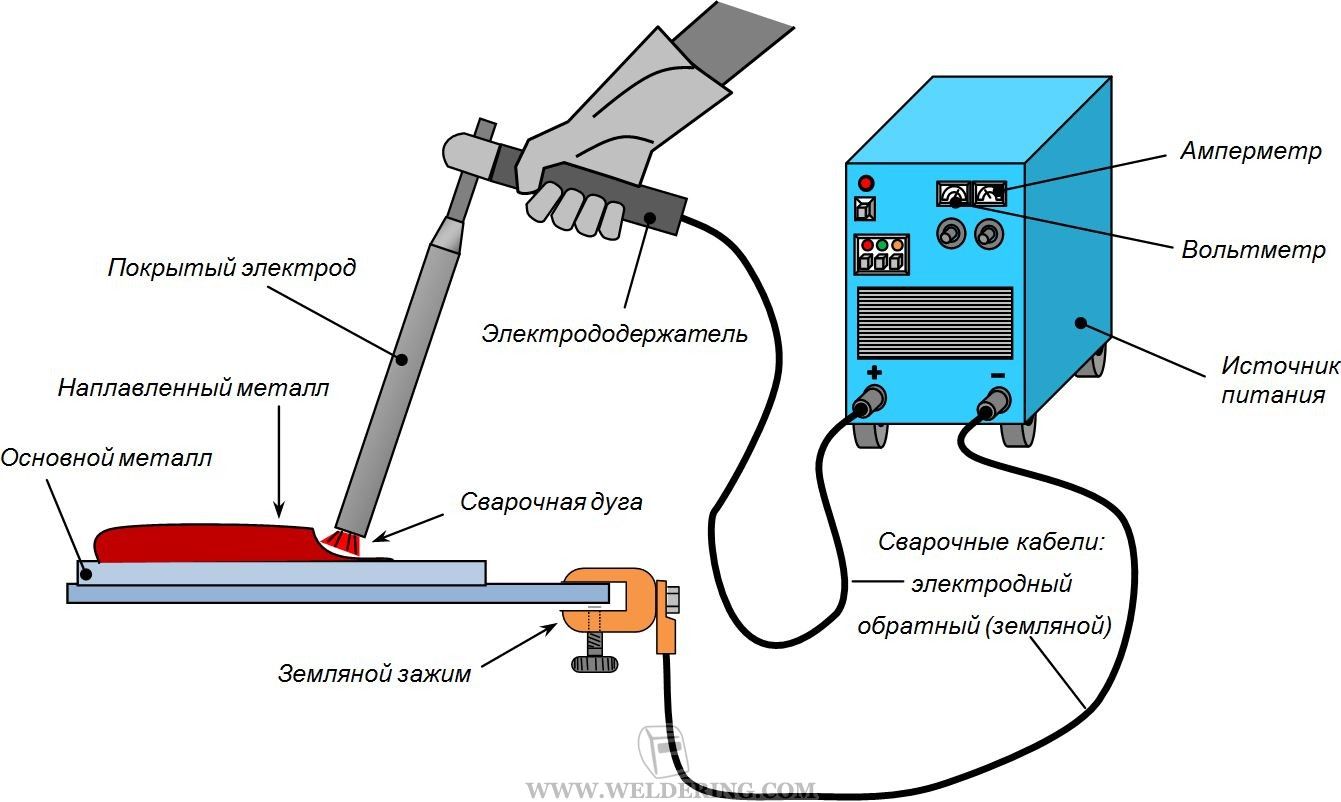
С терминами разобрались, перейдем к самому понятию. Итак, сварочный инверторный аппарат — это разновидность сварочного оборудования, которое обеспечивает питание дуги за счет встроенного в аппарат инвертора. Для сравнения, в сварочном оборудовании других типов в качестве источника питания дуги может выступать трансформатор, выпрямитель или генератор.
На данный момент инверторные аппараты являются самыми востребованными и распространенными. Они появились сравнительно недавно, в конце 20 века. В начале 21 века инженеры существенно доработали эту технологию и создали инверторные аппараты для широко круга потребителей.
Разновидности
Существует несколько типов инверторных сварочных аппаратов: инверторы для ММА сварки, для TIG сварки и для MIG/MAG сварки. Аппараты для TIG и MIG/MAG принято называть полуавтоматом, поскольку в данной технологии используется присадочная проволока, в полуавтоматическом режиме подающаяся в зону сварки с помощью специального механизма.
Все инверторы имеют схожее устройство и отличаются лишь вольт-амперными характеристиками. Это значит, что из любого ММА инвертора можно сделать, например, TIG инвертор, просто изменив эти самые вольт-амперные характеристики и добавив к конструкции дополнительные компоненты в виде механизма подачи проволоки и т.п.
Достоинства и недостатки
Инверторный сварочный аппарат обладает своими плюсами и минусами, как любое другое сварочное оборудование. Мы перечислим основные.
Начнем с достоинств. Прежде всего, все инверторы очень компактны. Это особенно заметно при сравнении инвертора и классического трансформатора или выпрямителя. Сейчас в продаже можно найти инверторы весом не более 5 кг, тогда как обычный трансформаторный сварочный аппарат весит несколько десятков килограммов.
Все дело в применении компактных источников питания, которые являются «сердцем» любого инвертора. Также инверторы снабжаются электроникой, благодаря которой удалось добавить в сварочный аппарат ряд дополнительных функций. Чаще всего в инверторах можно встретить такие функции как форсаж дуги, горячий старт и антизалипание. Эти функции не доступны в других типах сварочного оборудования.
КПД у инверторов гораздо выше, чем у других сварочных аппаратов. Также дуга легче поджигается и горит стабильнее, металл практически не разбрызгивается во время сварки, а все настройки регулируются плавно и интуитивно понятно.
Из недостатков отменить меньшую надежность по сравнению с классическими трансформаторами, более дорогостоящий ремонт и техническое обслуживание. Также учтите, что инвертор нельзя перегружать и варить им на большой силе тока, иначе он может выйти из строя из-за перегрева платы.
Еще один недостаток — это прихотливость инверторов к хранению. Они очень чувствительны к пыли, перепадам температур и влажности. Профессиональные модели снабжаются специальной защитой от грязи и переувлажнения, но на больше инверторов такой защиты нет. Если пренебрегать правилами хранения, инвертор может выйти из строя.
Выбор модели
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме»
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.



Выбор сварочника по техническим характеристикам
Если вы ищете сварочный аппарат для дачи, то логично предположить, что вам подойдет лишь та модель, которая поддерживает работу со стандартной электросетью напряжением 220 В. Однако вам всё равно не стоит спешить с покупкой. Вы должны убедиться, что выбранная вами модель сварочного оборудования оснащена специальными защитными механизмами, которые предохранят его от скачков напряжения. Выбираемый для дачи аппарат должен поддерживать работу с напряжением в диапазоне от 180 до 240 В. Если он рассчитан на условия эксплуатации обычной бытовой электросети — 215−225 В, то покупать такой аппарат для дачи не стоит.
Также при выборе сварочного инвертора для дачи обязательно обратите внимание на его мощность. От этого параметра напрямую зависит, какой величины ток сможет выдать агрегат во время работы
Не забывайте, что именно мощность определяет возможности аппарата по соединению металлических изделий определенной толщины. Для дачи отлично подойдет прибор, у которого показатель тока находится в диапазоне 200- 250 Вт. Имея в своем распоряжении такое устройство, вы сможете проводить сварочные работы электродами «четвёрка» и выполнять надежное соединение деталей толщиной до 6 мм.
Для сварочного устройства, выбираемого для дома, важную роль играет такая характеристика, как показатель напряжения холостого хода. От неё зависит способность устройства для сварки эффективно разжигать и обеспечивать стабильность сварочной дуги. Лучше всего выбирать модели, имеющие максимальный показатель холостого напряжения. Для выпрямителей он должен быть не более 90 В, для трансформаторов — 80 В, а для инверторов оптимальным будет значение в диапазоне от 35 до 50 В.
Такая характеристика, как производительность сварочного аппарата зависит от длительности его эксплуатации в непрерывном режиме. Если у выбранной вами модели этот параметр составляет 30%, то знайте, что работать им без перерыва вы сможете не более 3 минут. После этого придется его отключить и дать ему отдохнуть на 7 минут. Работать таким аппаратом будет, конечно, неудобно, поэтому лучше всего подобрать модель с увеличенным временем непрерывной эксплуатации.
Также у сварочных аппаратов можно выделить и ряд других важных характеристик, которые нужно учитывать при их выборе для использования в бытовых условиях:
- Возможность расширения функционала для проведения электродуговой сварки. Например, в магазинах можно найти специальные рабочие узлы, которые позволяют при их установке на сварочный аппарат проводить аргоновую сварку.
- Температурный режим, при котором допустимо использовать сварочник.
- Уровень защиты устройства от влаги и пыли. Наиболее подходящими по этому параметру являются модели с маркировкой IP23.
- Возможность использования сварочного аппарата в связке с генератором.
Если вы во время сравнения в магазине разных моделей будете учитывать вышеописанные показатели, то вам не составит труда подобрать высокопроизводительную и эффективную модель аппарата для сварки в домашних условиях.
Оборудование для сварки сегодня используют не только профессиональные сварщики. Сегодня его можно встретить и у обычных граждан, не имеющих отношения к этой профессии. Покупают же они эти устройства из-за того, что у них часто возникает необходимость в проведении сварочных работ. И, естественно, наиболее качественно соединить изделия из металла можно только с помощью специализированного оборудования.
Но не все знают, какой выбрать сварочный аппарат. Ведь сегодня производители выпускают несколько видов таких агрегатов, которые вдобавок ко всему отличаются между собой разными рабочими характеристиками.
О том, что они означают и какие из них являются наиболее важными, большинство потребителей не догадывается. Поэтому часто они ошибаются с выбором оборудования для сварки. Однако, если разобраться, то в этом нет ничего сложного. Чтобы подобрать достойного качества оборудование для сварки, достаточно запомнить несколько ключевых параметров, от которых зависит производительность и эффективность их работы.
Но главное — необходимо уяснить, что среди всех представленных устройств именно инверторы лучше всего приобретать для использования в домашних условиях, а также на даче. Научиться работать с ними сможет даже человек, который никогда ранее не занимался сваркой.
https://youtube.com/watch?v=mAQhb0VoUok
https://youtube.com/watch?v=wz41Q2NNbJU
Отличия от трансформаторного сварочного оборудования
Принцип работы сварочного аппарата основан на параметрах мощности силового трансформатора — главного элемента конструкции. В катушке индукции проявляется зависимость между напряжением и силой тока: чем выше показатель силы, тем меньше характеристики напряжения. Это изменение и позволяет проводить сварочные работы.
Инвертор отличается тем, что в схеме появилась возможность получить ток высокой частоты через двойное преобразование электропотока. Процесс позволяет установить трансформатор небольшого веса. Стандартный сварочный агрегат с катушкой весом 21 кг подает на электрод ток в 160 ампер, при использовании инвертора аналогичный показатель силы образуется при установке трансформатора весом в 400 г.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.
Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Вам это будет интересно Инструмент для обжима проводов
Электронная плата
Проблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
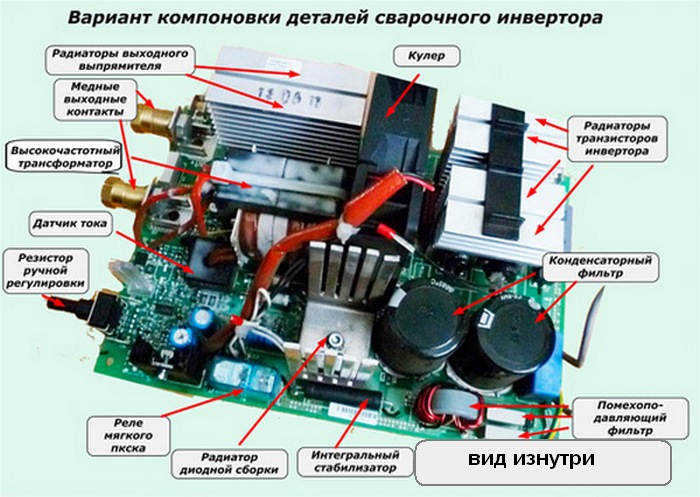
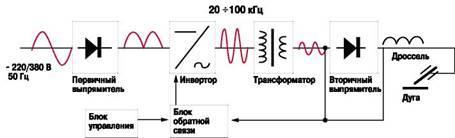
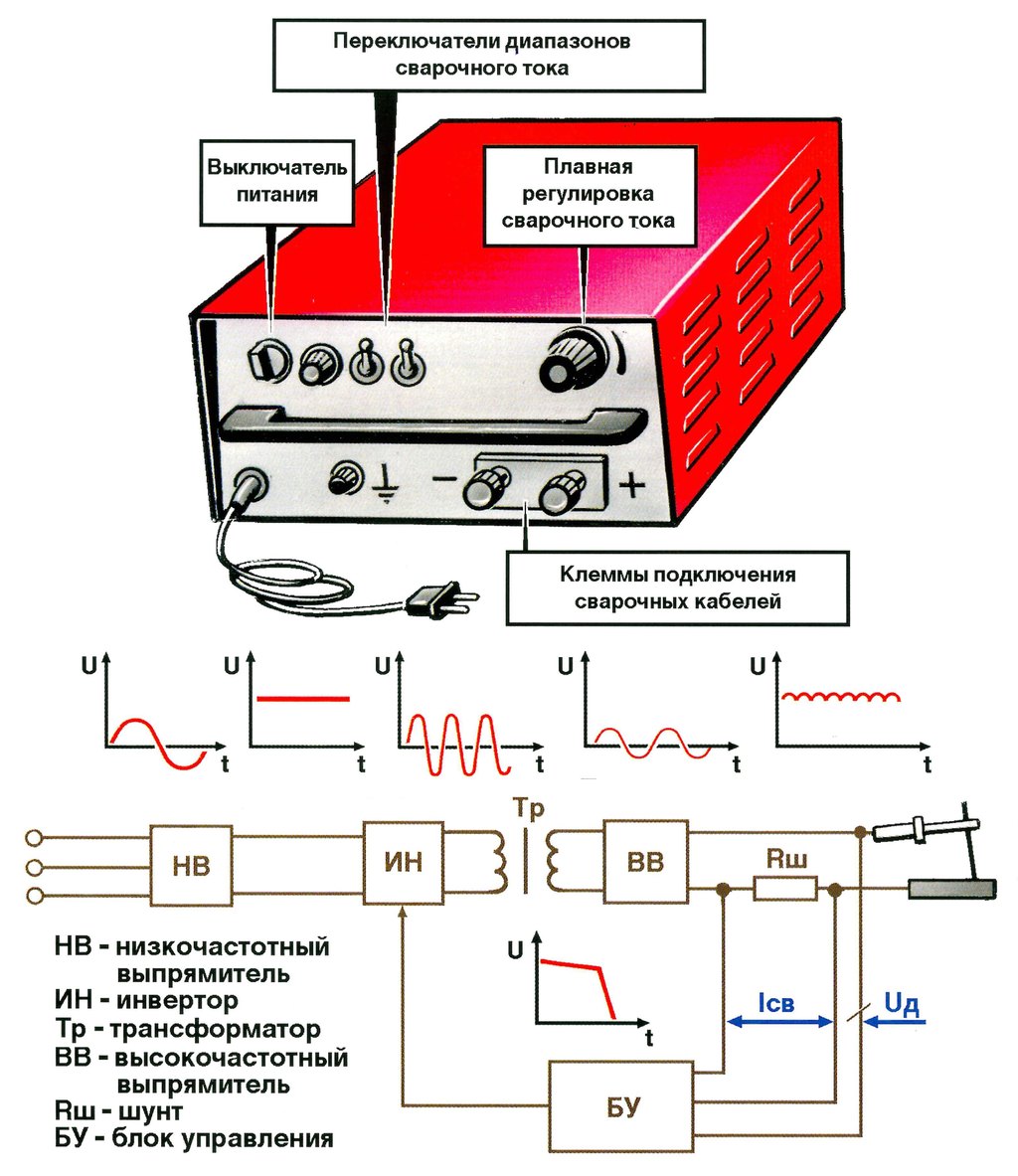
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
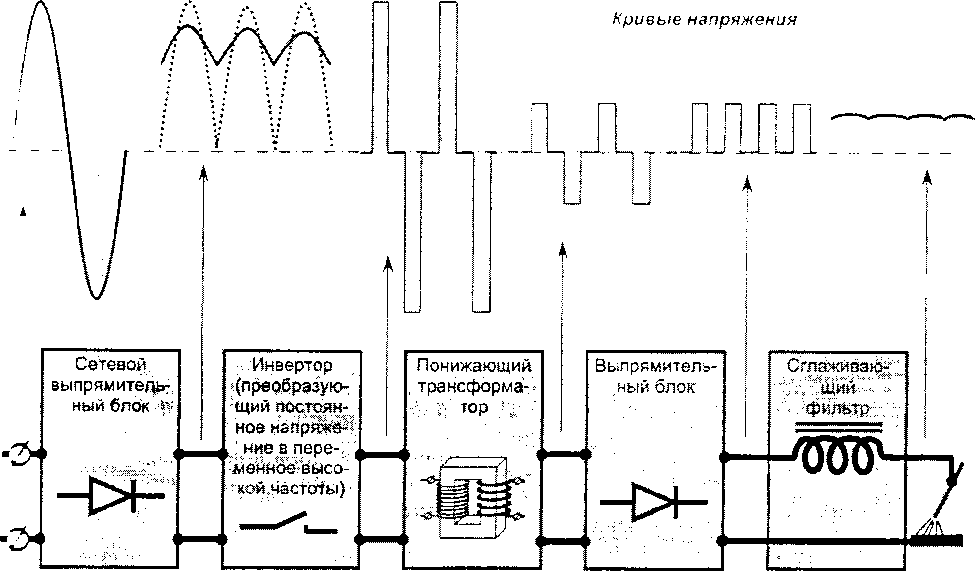
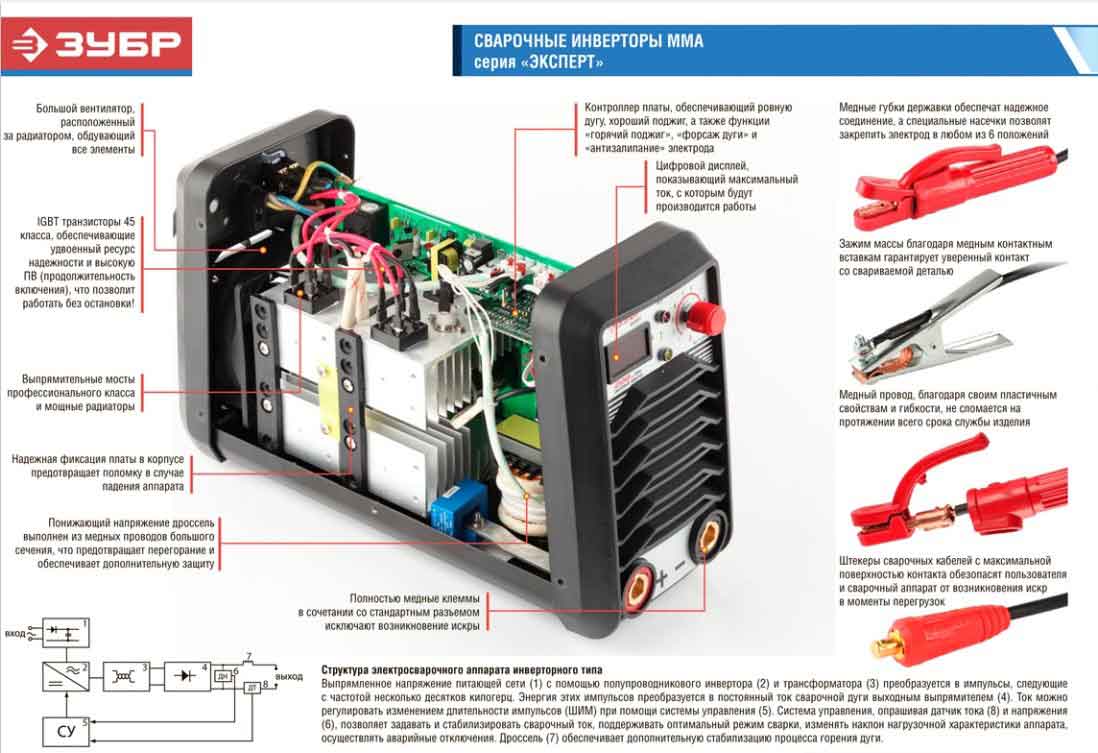
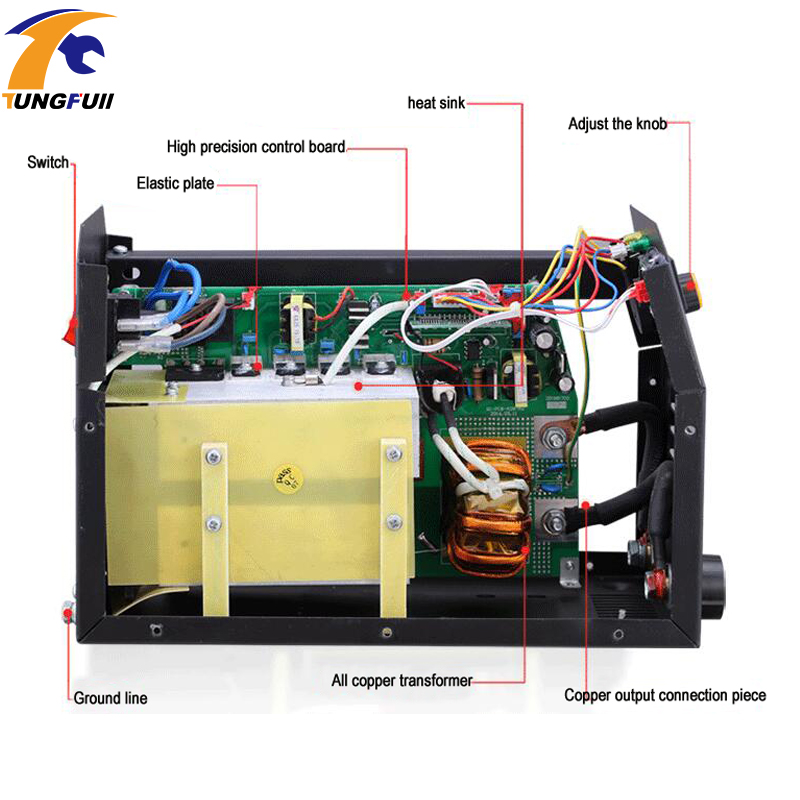
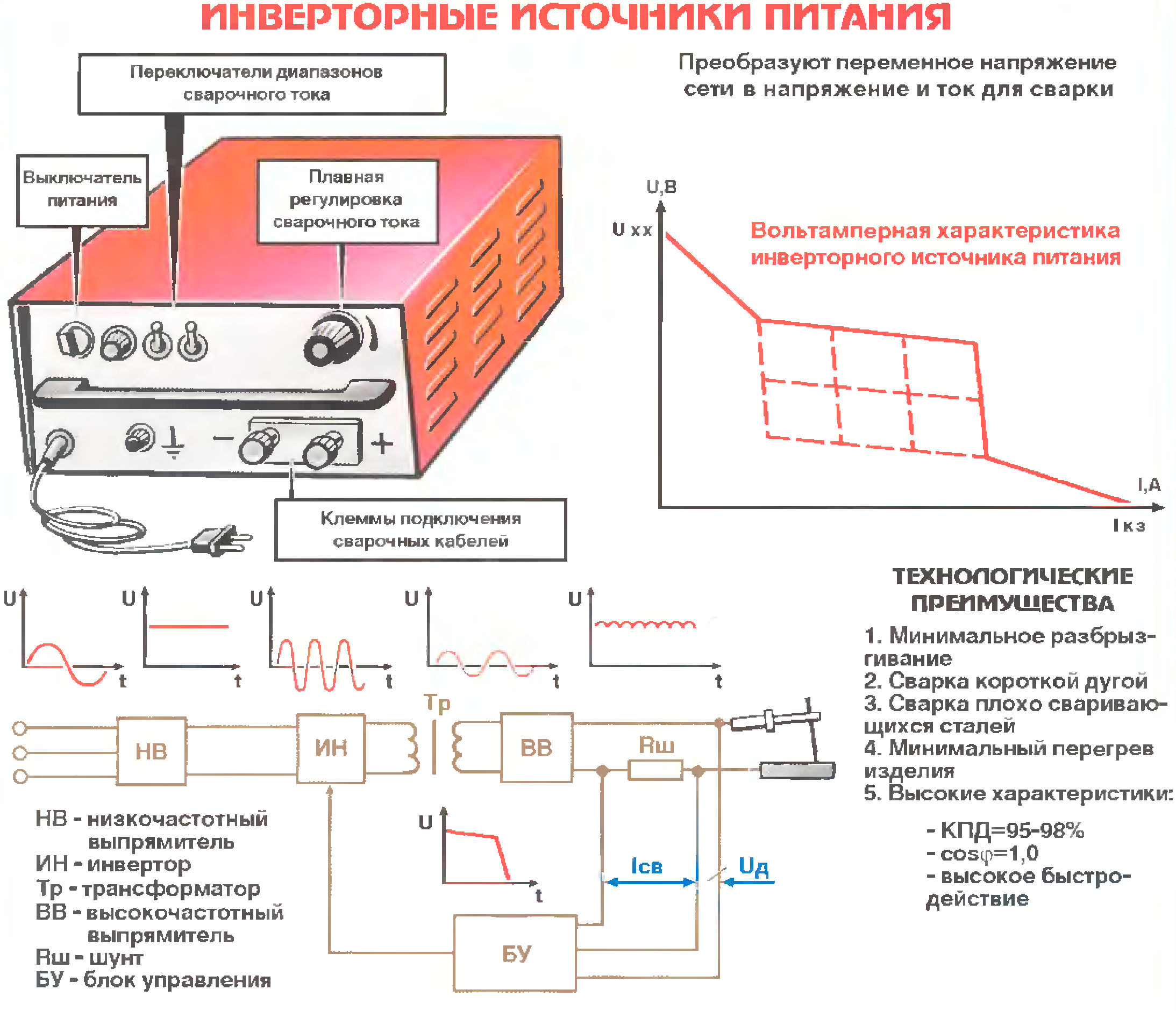
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.






Первичный выпрямитель и конденсаторный фильтр
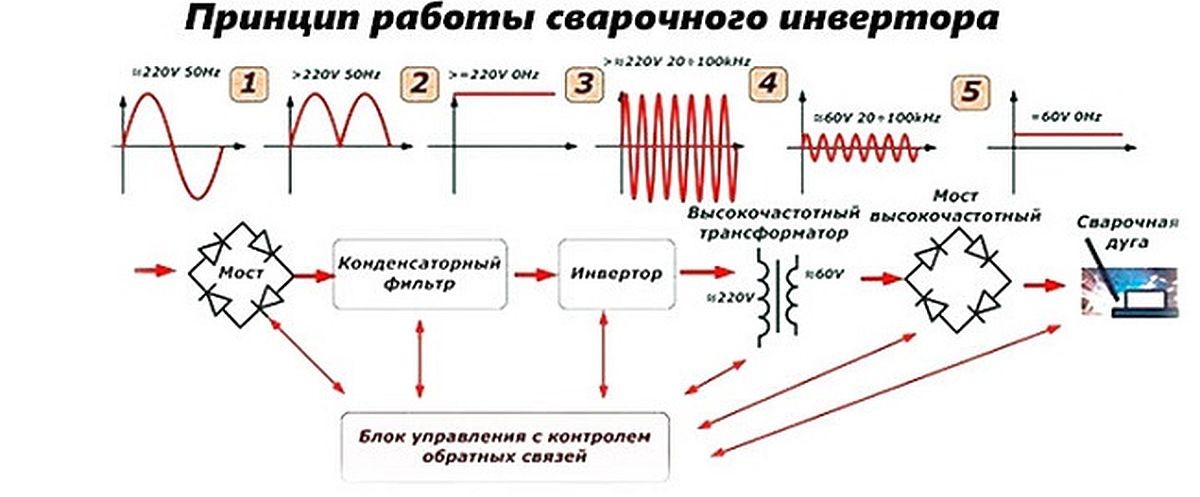
Задача первичного выпрямителя — . В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
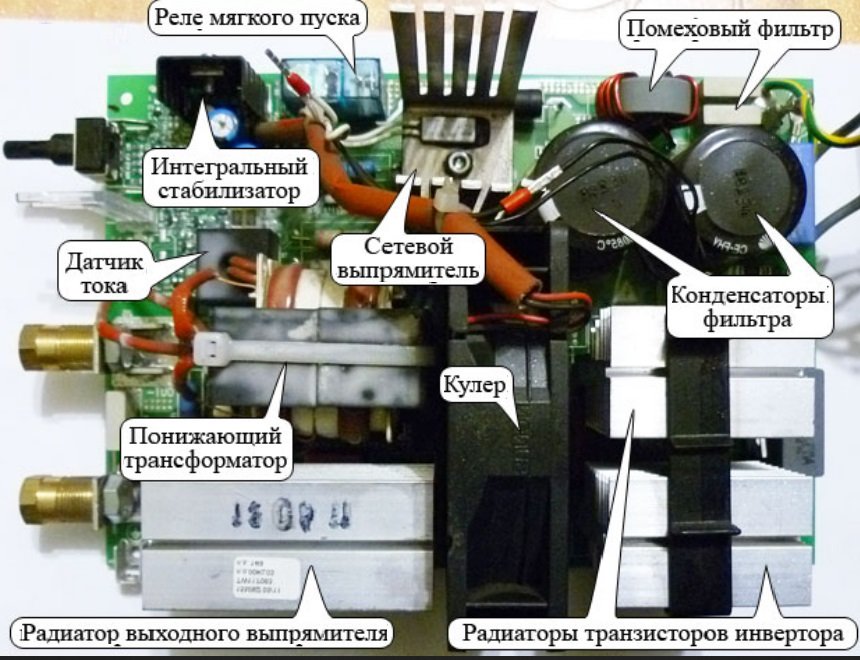
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
Общая информация
Начнем с терминов, потому что с ними зачастую возникают трудности. Часто при прочтении статей на данную тему или при общении с другими людьми мы слышим слово «инвектор», но это ошибка в слове. Правильно говорить «инвертор».
Говоря об этом оборудование некоторые считают, что «импульсный инверторный аппарат» и «импульсный сварочный аппарат» это синонимы. Это утверждение ложное, т.к. импульсная сварка применяется в другом виде сварки.
Теперь разберемся с понятием. Сварочный инверторный аппарат один из видов оборудования для сварки. В нем, за счет инвертора, обеспечивается питание дуги.
Инверторные аппараты распространены и имеют спрос на рынке. Первый прототип инверторного аппарата появился в конце XX века. Вскоре инженеры существенно улучшили его устройство, он стал удобен для всех.