
Среднеуглеродистые
Из-за большого количества углерода соединение таких деталей осложняется. В результатах работы это выражается в том, что металл детали и сварного стыка может быть различной прочности. Помимо этого вблизи кромок шва могут образовываться трещины и очаги с ярко выраженной хрупкостью материала.
Чтобы избежать указанных недостатков, применяют электроды, в составе материала которых содержится низкое количество углерода.

При повышении тока, необходимом для разогрева соединяемых деталей, возможно проплавление основного металла. Чтобы исключить подобные случаи, производится разделка кромок соединяемых деталей.
Еще одним мероприятием по повышению качества соединения является предварительный разогрев и постоянный подогрев деталей в процессе. При сваривании сталей полуавтоматом для повышения качества шва лучше осуществлять движения электродом не поперек, а вдоль стыка деталей и использовать короткую дугу. Для работы применяют электроды марок УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
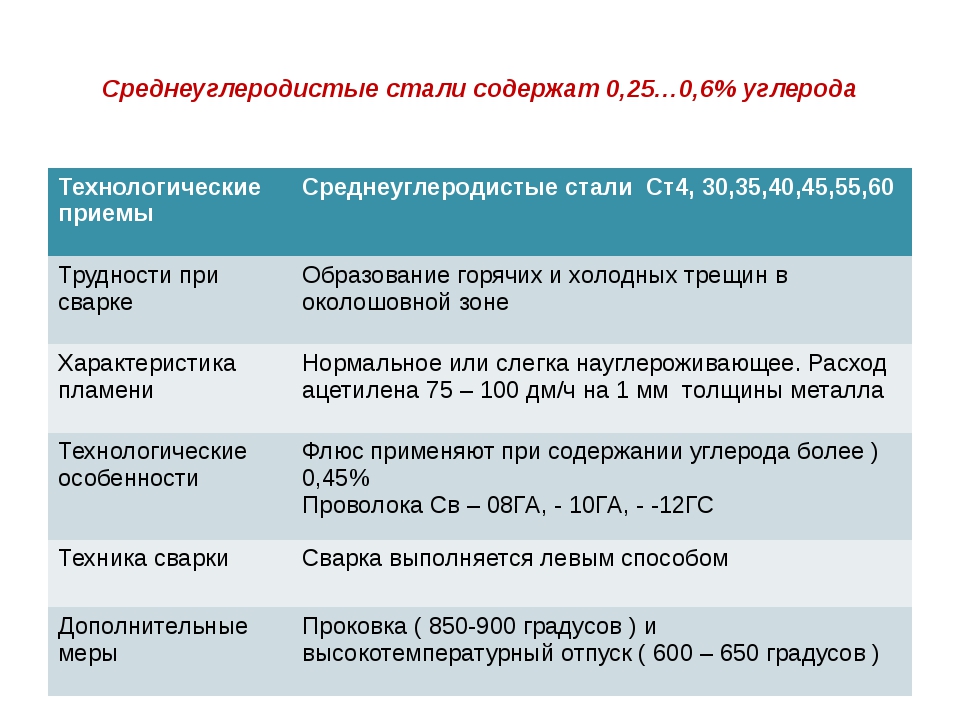
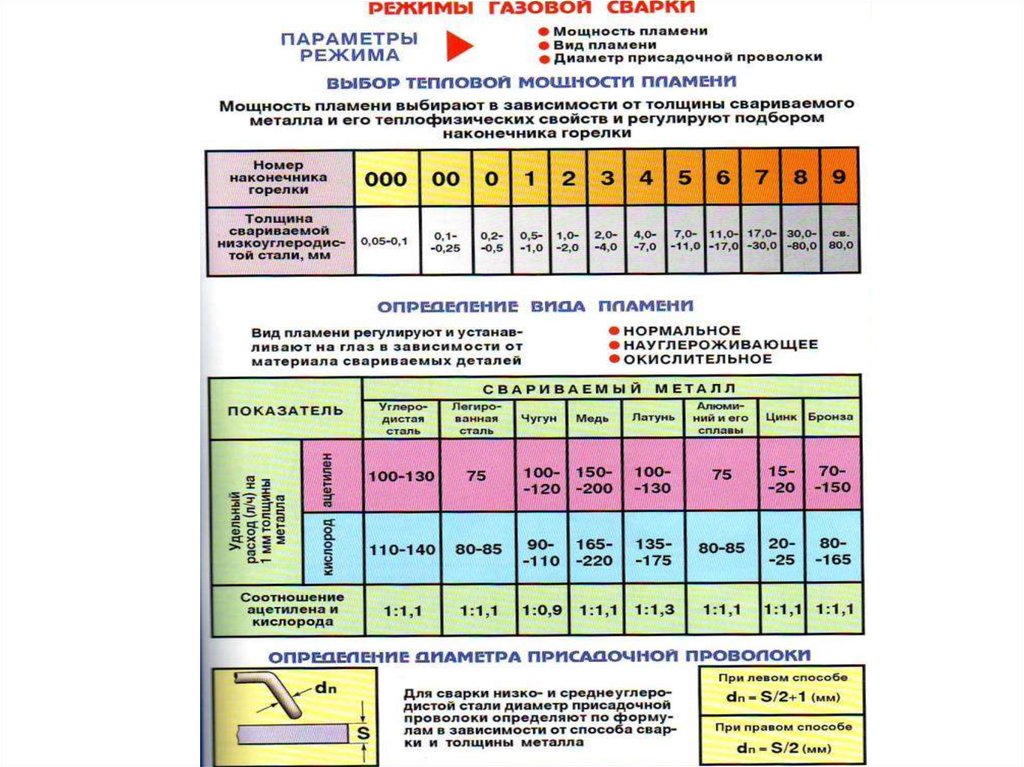
При использовании ацетилена для сварки среднеуглеродистых сталей добиваются такого пламени горелки, при котором расход газа составит 75-100 дм³/ч. Для изделий, имеющих толщину 3 миллиметра и более, применяется общий подогрев до 250-300 °C или местный до 600-650 °C.
После сварки шов проковывают и подвергают термической обработке. Для сварки изделий из металла с количеством углерода, близким по содержанию к высокоуглеродистым сталям, используют специальный флюс.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
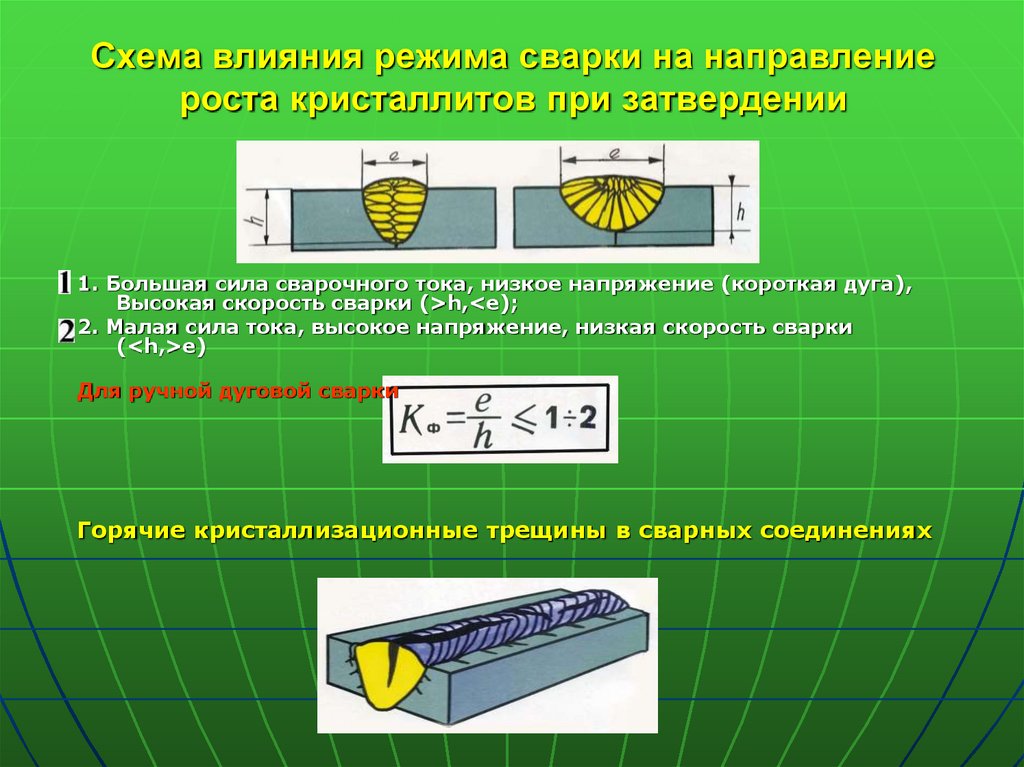
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.
Рекомендуем к прочтению Особенности сваривания металла с оцинковкой

Процесс сваривания зависит, главным образом, от содержания в стали углерода.
На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Особенности сварки низкоуглеродистых сталей
Металлы низкоуглеродистого типа имеют в своем составе 0,25 % углерода. Этот показатель обеспечивает положительные особенности основы:
- хорошая упругость;
- высокие свойства пластичности;
- значительная ударная вязкость;
- основа идеально подходит для сваривания.
Применяют низкоуглеродистую сталь для сварных конструкций. Также используют при изготовлении изделий методом холодного штампования.
Как сваривается низкоуглеродистая сталь
Технология сварки низкоуглеродистых сталей проводится с помощью ручного дугового сваривания с использованием электродов с обмазыванием. Обязательно запомните несколько нюансов:
- в первую очередь требуется выбрать марку электродов. За счет этого обеспечивается равномерная структура наплавленного металла;
- сваривание должно выполняться в быстром и точном режиме;
- перед тем как начинать рабочий процесс требуется заранее подготовить детали, которые нужно будет соединять.
Технология сварки углеродистых сталей может производиться газовым свариванием. К важным особенностям относят:
при этом процесс проводится без использования дополнительных флюсов;
для присадочной основы стоит использовать металлическую проволоку с низким уровнем углерода;
при правильном выполнении сваривании предотвращается образование пор;
изделия важного значения нужно сваривать аргоном.
Как сваривание будет выполнено, готовое изделие обязательно подвергают термической обработке при помощи метода нормализации. Во время данного процесса изделие нагревается до 4000С, затем охлаждается и выдерживается на открытом воздухе. Данная процедура делает структуру изделия равномерной.
Главные особенности
Сварка стали 30 с низкоуглеродистой основой обладает несколькими важными особенностями, на которые стоит обратить внимание:
- качественное сваривание конструкций из данного материала обеспечивает равнопрочность сварного соединения с основным металлом. Также оно защищает от образования дефектов;
- металлическая основа соединения имеет в составе низкое содержание углерода, но при этом показатели таких компонентов, как кремний и марганец повышены;
- во время ручной дуговой сварке околошовная зона может подвергаться перегреванию. Это способствует небольшому упрочнению шва;
- шов, который выполняется при помощи многослойной сварки, имеет повышенную хрупкость;
- в связи с тем, что в швах имеется низкий уровень углерода, они обладают повышенной стойкостью к воздействию межкристаллическому коррозийному поражению.
Разновидности сварки для низкоуглеродистой стали
Сварка низкоуглеродистых сталей может производиться при помощи нескольких методов. При этом каждый из них имеет важные особенности, которые обязательно нужно учитывать во время сваривания.
| Вид | Характеристика |
| Ручное дуговое сваривание электродами с покрытием | Чтобы точно выбрать расходный материал для сваривания этим методом, требуется учитывать несколько важных условий — готовый сварной шов должен быть без повреждений, равномерная прочность соединения, оптимальный химический состав металлической основы шва, стойкость соединения при ударах. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. |
| Газовая | Процесс производится в защитной аргоновой среде. Дополнительно в качестве присадочной основы используется проволока из металлической основы. |
| Электрошлаковая | Во время нее применяются флюсы. Электроды из проволочной и пластинчатой основы выбираются в зависимости от главного сплава. |
| Автоматическое и полуавтоматическое сваривание | Процесс сваривания производится в защитной среде. Во время него может применяться аргон или гелий в чистом виде, но в основном углекислый газ. |
| Автоматическая под флюсом | Сваривание выполняется с использованием электродной проволоки в диаметре от 3 до 5 мм. Сварка 45 стали (20, 30, 40 и других марок) полуавтоматом — 1,2-2 мм. Сваривание происходит за счет электрического тока с обратной полярностью. |
| Сваривание с применением порошковых проволок | Оно считается самым подходящим. Сила тока обычно находиться в пределах от 200 до 600 А. |
Оборудование для сварки
Вне зависимости от того, о каких свариваемых разнородных сталях идет речь, оборудование для выполнения сварочных работ делится на две группы:
- Рабочее оборудование, которое включает в себя: источник сварочного тока, силовые кабели питания источника от электрической сети или генераторов; кабели для подведения сварочного тока к свариваемым изделиям и создания сварочной цепи, в случае использования технологий с защитным газом – баллоны с газом или специальные устройства-генераторы, сварочные молотки, щетки по металлу, электроинструмент (болгарки и угловые шлифовальные машинки) для итоговой обработки сварных соединений. Кроме того, в качестве оборудования для сварки следует рассматривать присадочные материалы (сварочная проволока, электроды), а также механизмы для их направления в сварочную зону (машинки для подачи проволоки, электродержатели для электродов).
- Защитное оборудование. Данный вид оборудования является чаще всего индивидуальным и включает в себя: защитную одежду, прошедшую пропитку с целью огнезащиты, сварочную маску с темным стеклом или самозатемняющуюся маску, краги или перчатки, защитную обувь.
В качестве дополнительного оборудования сварочного поста рассматривается сварочный стол, а также инструменты для закрепления свариваемых деталей в необходимых пространственных положениях.
Понятие о свариваемости материалов
Свариваемость это свойство металла или сплава образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, конструкции и эксплуатации изделия.
Различают физическую и технологическую свариваемость.
Физическая свариваемость – свойство материалов образовывать монолитное соединение с межатомной связью. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами.
Технологическая свариваемость это характеристика металла, определяющая его реакцию на воздействие сварки и способность при этом образовывать сварное соединение с заданными эксплуатационными свойствами.
Технологическая свариваемость зависит от физических и химических свойств материала, его кристаллической решетки, степени легирования, наличия примесей и пр.
Основные критерии технологической свариваемости являются:
— окисляемость металла при сварочном нагреве
— сопротивляемость образованию горячих и холодных трещин
— чувствительность металла к тепловому воздействию, характеризующаяся склонностью металла к росту зерна, структурным и фазовым изменениям в шве и зоне термического влияния, изменением прочностных и пластических свойств
— чувствительность к преобразованию
— соответствие свойств сварного соединения заданным эксплуатационным свойствам
— обеспечение качества формирования сварного шва
— удовлетворение требованиям минимальных (допустимых) напряжений и деформаций.
Свариваемость сталей зависит от степени легирования, структуры содержания примесей. Наибольшее влияние на свариваемость сталей оказывает углерод. С увеличением содержания углерода, а также ряда лигирующих элементов свариваемость сталей ухудшается.

Чем выше содержание углерода в стали, тем выше опасность образования холодных и горячих трещин. Ориентировочным количественным показателем свариваемости стали является эквивалентное содержание углерода, которое определяется по формуле Сефериана
, (1)
где — содержание углерода и легирующих элементов дается в процентах. Рассчитанные значения химического эквивалента углерода для углеродистых и низколегированных сталей перлитного класса позволяют классифицировать их по свариваемости в зависимости от химического состава на: хорошо, удовлетворительно, ограниченно и плохо свариваемые.
На количественное значение эквивалента углерода для каждой группы свариваемости существенное влияние оказывает толщина свариваемой стали, определяемая размерным эквивалентом углерода.
Размерный эквивалент углерода Ср равен
р=0,005Sх , (2)
где S – толщина свариваемой стали в мм, 0,005 – коэффициент толщины, определенный экспериментально.
Конструкционные стали с повышенным содержанием углерода, легированные Cr, Mn, Ni и другими элементами склонны при сварке к образованию в зоне термического влияния неравновесной мартенситной структуры, интенсивность образования которой возрастает с увеличением содержания углерода и легирующих элементов. На образование закалочных структур в околошовной зоне влияют также выбранные режимы сварки, так как они определяют температуру нагрева и скорость охлаждения. Для снижения интенсивности образования мартенситных прослоек в зоне термического влияния, которые могут привести к образованию холодных трещин требуется применение специальных технологических мер. Наиболее эффективными из которых является снижение скорости охлаждения околошовной зоны путем предварительного подогрева. При выборе температуры предварительного подогрева закаливающихся сталей следует учитывать, что недостаточный подогрев приводит к повышению вероятности появления холодных трещин, а излишне высокий снижает пластичность и особенно ударную вязкость стали вследствие чрезмерного роста зерен аустенита (Ас3 + 100°С).
Определение необходимой температуры предварительного подогрева производится с учетом полного эквивалента углерода
= х + р = х (1 + 0,005S). (3)
Температура предварительного подогрева ровна
Тп = 350 , (4)
где 350 – температура в градусах Цельсия, принятая как наиболее характерная для конструкционных и теплоустойчивых сталей;

–полный эквивалент углерода;
0,25 – определенное содержание углерода, при котором углеродистые стали не закаливаются и не возникает трещин в зоне термического влияния сварного соединения.
В некоторых случаях размерный коэффициент не учитывают. При этом эквивалент углерода определяют по выраженению .
. (5)
Температура предварительного подогрева в этом случае определяется по графику (рис.1).
|
|
Рис.1 Зависимость температуры предварительного подогрева от эквивалента углерода в стали
Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.
По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
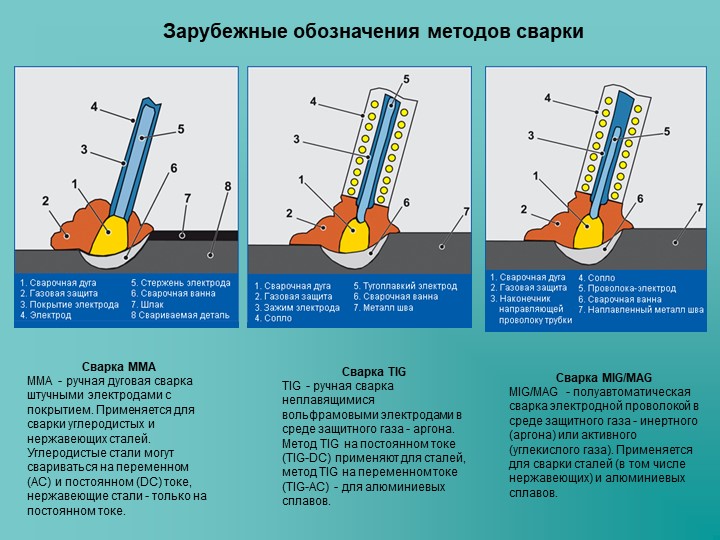
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере — MIG/MAG, лазером.
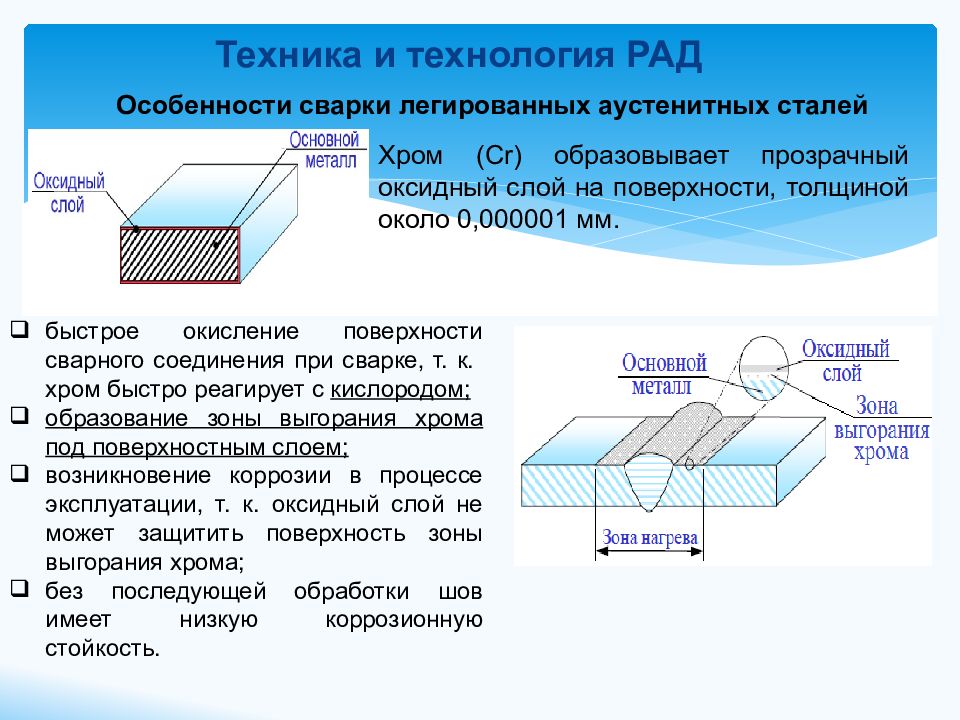
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.
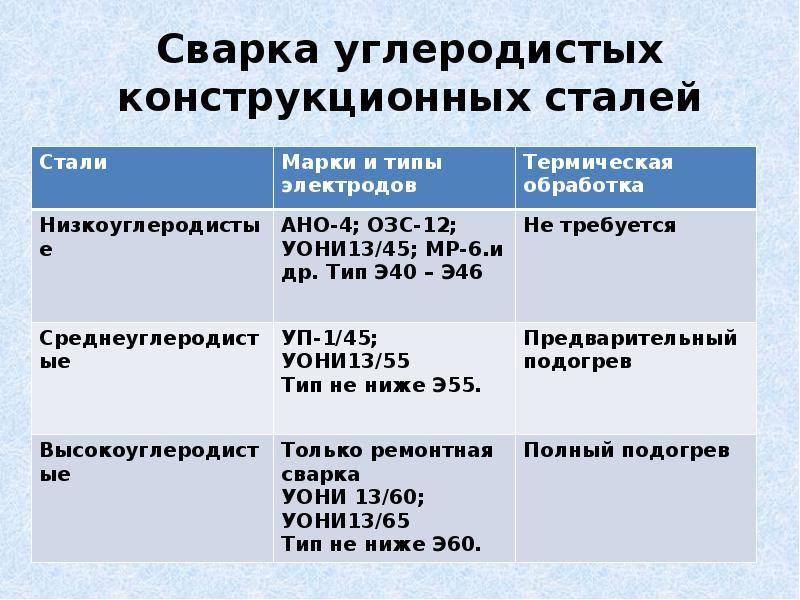
Среднеуглеродистые и высокоуглеродистые конструкционные стали
Насыщенность сплава углеродом снижает его способность к образованию хороших соединений. В процессе температурных воздействий дуги или газового пламени сера аккумулируется по краям зерен, приводя к красноломкости, фосфор – к хладноломкости. Чаще всего сваривают материалы, легированные марганцем.
Сюда относятся конструкционные стали обычного качества ВСт4, ВСт5 (ГОСТ 380-94), качественные 25, 25Г, 30, 30Г, 35, 35Г, 40, 45Г (ГОСТт 1050-88) разного металлургического производства.
Суть работы заключается в снижении количества карбона в сварочной ванне, насыщении металла в ней силицием и марганцем, обеспечении оптимальной технологии
При этом важно не допустить чрезмерных потерь углерода, что может привести к дестабилизации механических свойств

Особенности процесса
Низколегированная сталь – материал, относящийся к группе удовлетворительно свариваемых металлов, которые соединяются почти всеми видами сварки.
- одинаковая прочность шва;
- получение требуемой формы;
- отсутствие дефектов.
Во избежание формирования закалочных мартенситных структур деталь подогревают, применяют многослойную сварку с соблюдением между наложением слоев металла в шов минимального интервала времени. Материал покрытых электродов выбирается с низким содержанием фосфора, углерода и серы. Это способствует увеличению стойкости шва против кристаллизационных трещин.


Соединение хромокремнемарганцовистых сталей
Этот тип низколегированных сталей также носит название хромансиль. В состав входит углерода 0.17-0.4%, марганца 0.8-1.1%, кремния и хрома – 0.9-1.2%. Материал недорогой, имеет хорошую упругость и прочность, выдерживает вибрацию. Недостаток – плохая теплоустойчивость.
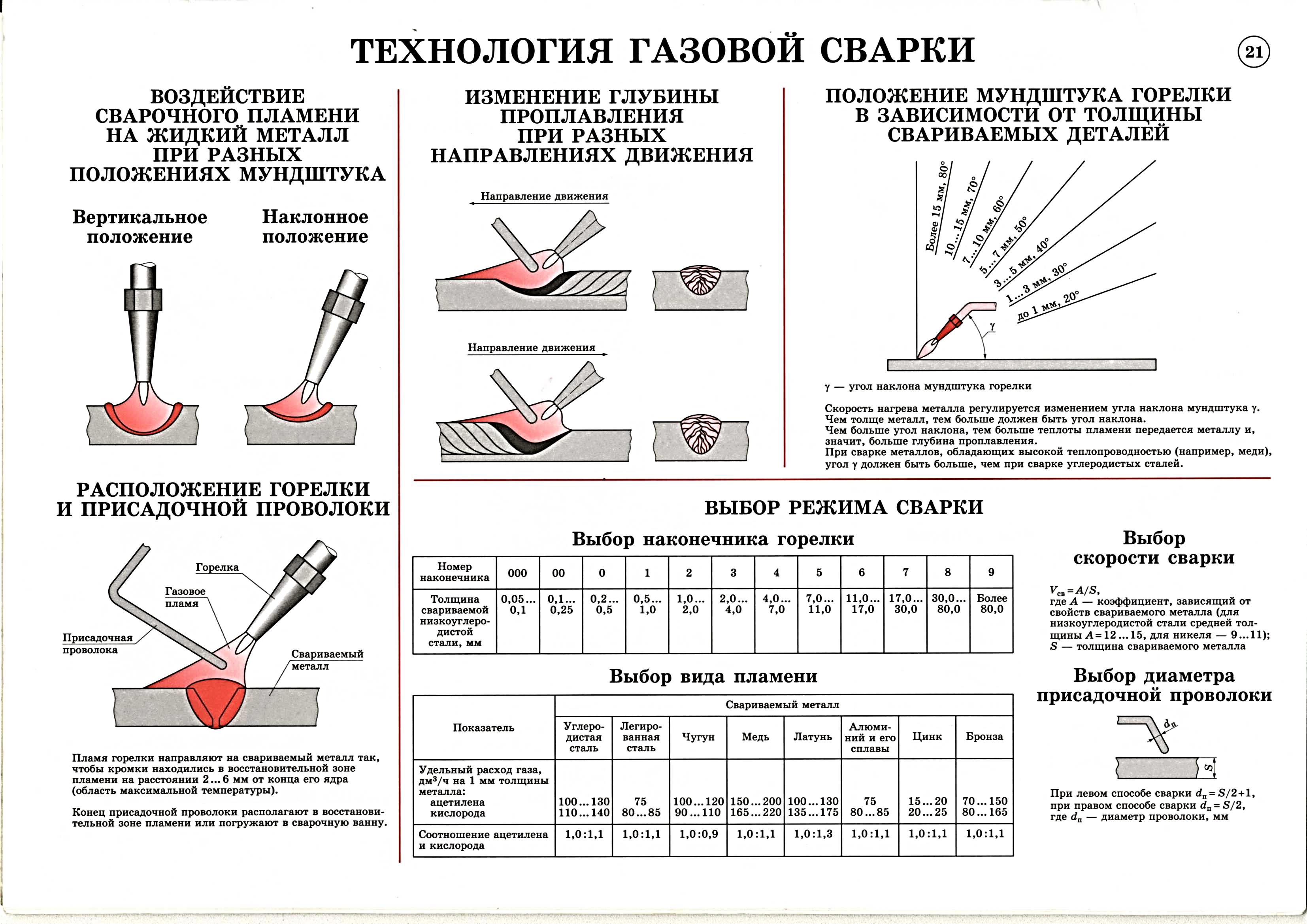
При проведении газовой сварки хром и кремний частично выгорают, что приводит к формированию оксидов, шлаков и непроваров в соединении. Чтобы избежать окисления легирующих добавок, работа выполняется нормальным пламенем, мощность которого подбирается из соотношения 75-100 дм 3 /ч ацетилена на 1 мм толщины свариваемого материала. Марки присадочной проволоки:
- низкоуглеродистая Св-08 или Св-08А – для неответственных конструкций;
- легированная Св-19ХМА, Св-13ХМА, Св-10ХГС, Св-18ХГСА – для соединения ответственных объектов.
Ответственные детали закаляют при температуре 500-650°С, с выдержкой и последующим нагревом до 880°С. Охлаждают в масле. Затем отпускают с нагревом до 400-600° и охлаждением в горячей воде.
Сварка конструкционных низколегированных сталей
- углерода до 0.2%;
- легирующих компонентов – до 2-3%.
Механические свойства этих металлов выше, чем низкоуглеродистых. Содержание кремния в пределах 1-1.1% способствует улучшению прочности и упругости материала. При его повышении в сварном шве увеличивается количество неметаллических включений, что затрудняет сварочный процесс. Марганец от 1.6 до 1.8%, усиливает способность материала к закалке, но технологически усложняет процесс работы. Повышенное содержание молибдена, хрома, ванадия негативно влияет на свариваемость.
Стали, склонные к закалке, сваривают:
- на мягком режиме без термообработки (или в печи);
- на жестком режиме с термообработкой в точечной машине.
Сварка производится теми же методами, что и низкоуглеродистой стали – дуговым, газовым и контактным. Ручная сварка выполняется электродами типа Э-50А, которые обеспечат шов с механическими свойствами, аналогичными основному металлу.
Соединение сталей 09Г2С, 10Г2С1, 10Г2С1Д
Отличительным качеством марок низколегированных низкоуглеродистых сталей 09Г2С и 10Г2С1 является отсутствие склонности к перегреву и образованию закалочных структур. Работа проводится при любом тепловом режиме с соблюдением технологии процесса для низкоуглеродистых сталей. Обеспечение равнопрочности сварного шва достигается электродами Э50А, Э46А. Прочность и твердость околошовной зоны такая же, как у основного металла.
Сварка высокоуглеродистых сталей
Демонстрационная сварка стали от рессор электродом Zeller 655
Высокое содержание углерода в сталях данного вида делает их, как правило, непригодными для изготовления сварных конструкций. Они характеризуются низкой пластичностью, поэтому имеют ограниченное применение.
Потребность в высокоуглеродистых сталях возникает при проведении ремонтных работ, при производстве пружин, режущих, бурильных, деревообрабатывающих и других инструментов, высокопрочной проволоки, а также в тех изделиях, которые должны обладать высокой износостойкостью и прочностью.
Технология сварки высокоуглеродистых сталей
Сваривание возможно, как правило, с предварительным и сопутствующим подогревом до 150-400°С, а также последующей термообработкой. Обусловлено это склонностью данного типа сплавов к хрупкости, чувствительностью к горячим и холодным трещинам, химической неоднородностью шва.
К сведению! Исключения возможны, если использовать специализированные электроды для разнородных сталей. См. фото и подпись к нему ниже.
- После подогрева необходимо произвести отжиг, который нужно проводить до тех пор, пока изделие не остынет до температуры 20°С.
- Важным условием является недопустимость осуществления сварки на сквозняках и при температуре окружающей среды ниже 5°С.
- Для повышения прочности соединения необходимо создавать плавные переходы от одного до другого свариваемого металла.
- Хорошие результаты достигаются при сваривании узкими валиками, с охлаждением каждого наплавленного слоя.
- Исполнителю следует также соблюдать правила, предусмотренные для соединения среднеуглеродистых сплавов.
Данный демонстрационный образец (сварены воедино рессора, напильники, подшипник и пищевая нержавейка). Если не обращать внимания на качество швов, варили не профессиональные сварщики, фото подтверждает, что вполне возможна сварка “несвариваемых” сталей.
Особенности сварки высокоуглеродистых сталей
Рабочую поверхность необходимо очистить от загрязнений различного рода: ржавчина, окалина, механические неровности и грязь. Присутствие загрязнений может привести к образованию пор.
Охлаждать конструкции из высокоуглеродистых сталей нужно медленно, на воздухе, для нормализации структуры.
Предварительный подогрев ответственных изделий до 400°С позволяет достичь необходимого показателя прочности.
Виды сварки высокоуглеродистых сталей
1. Оптимальным вариантом проведения сварочного процесса является ручная дуговая сварка с помощью покрытых электродов. Работа с высокоуглеродистыми сталями обладает большим количеством специфических характеристик. Поэтому сварка высокоуглеродистой стали проводится специально разработанными электродами, например, НР-70. Сваривание осуществляется постоянным током обратной полярности.
2. Сварка под флюсом также используется для соединения сплавов данного типа. Равномерно покрыть флюсом рабочую зону в ручном режиме довольно сложно. Поэтому, в большинстве случаев, используется автоматическая технология. Расплавленный флюс образует плотную оболочку и предотвращает воздействие вредных атмосферных факторов на сварочную ванну. Для сваривания под флюсом используются трансформаторы, выдающие переменный ток. Данные аппараты позволяют создавать устойчивую дугу. Главное достоинство данного метода – небольшие потери металла вследствие малого разбрызгивания.
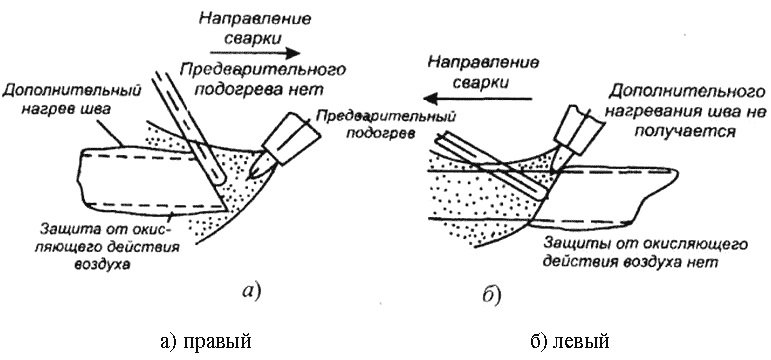
Важно отметить, что не рекомендуется применять метод газовой сварки. Процесс характеризуется выгоранием большого количества углерода, в результате чего образуются закалочные структуры, которые отрицательно сказываются на качестве шва
Однако, если свариванию подвергаются рядовые конструкции, то применение данного способа возможно. Соединение производится на нормальном или незначительном пламени, мощность которого не превышает 90 м3 ацетилена в час. Изделие нужно подогреть до 300°С. Сварка осуществляется левым способом, что дает возможность уменьшить время нахождения металла в расплавленном состоянии и продолжительность его перегрева.
Формулы углеродного эквивалента сталей и других параметрических выражений для оценки свариваемости
Для оценки свариваемости сталей применяют такую величину, как углеродный эквивалент сталей (Сэкв). При определении углеродного эквивалента учитывается химический состав сталей, т.к. влияние легирующих элементов на свариваемость стали очень большое. Особенно сильно на свариваемость влияет углерод (С). Для определения склонности металла к образованию холодных трещин при сварке, применяют следующие формулы расчёта углеродного эквивалента:
Сэкв=С+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15, % — данная формула принята для расчёта в Европейском стандарте
Сэкв=С+Mn/6+Si/24+Ni/40+Cr/5+Mo/4, % — эта формула для определения углеродного эквивалента стали в стандартах Японии
Cэкв=C+Mn/20+Ni/15+(Cr+Mo+V)/10, % — такая формула углеродного эквивалента предлагается Британским институтом сварки
Однако, как оказалось на практике, для микролегированных сталей с пониженным содержанием углерода эти уравнения не могут охарактеризовать снижение прочности из-за роста зёрен. Немцем Дюреном была выведена формула углеродного эквивалента микролегированных сталей, которая достаточно точно характеризует их склонность к образованию холодных трещин:
Сэкв=С+Si/25+(Mn+Cu)/16+Cr/20+Ni/20+Mo/40+V/15, %
Значение углеродного эквивалента позволяет определить, к какой группе свариваемости сталей относится та, или иная марка, кроме того, это значение понядобится, чтобы определить температуру предварительного подогрева при сварке металлов. Определяется она по формуле:
где С — общий эквивалент углерода, который можно вычислить следующим образом:
С=Сэкв+Сs,
Сэкв — химический эквивалент углерода, вычисляется по формулам, приведённым выше; Сs — эквивалент углерода, в зависимости от толщины листа, в мм. Вычисляется по формуле:
Cs=0,005*S*Сэкв.
В итоге, получаем: С=Сэкв*(1+0,005*S)
Кроме углеродного эквивалента для определения и оценки свариваемости сталей существуют несколько параметрических формул, из которых наибольшую популярность получила формула Ито-Бессио:
Рсм=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/15+5B, %
Pw=Pcм+Н/60+К/(40*104), %
Где К — коэффициент интенсивности жёсткости, который Ито и Бессио применяли при расчётах на основании данных, которые они получили при оценке свариваемости сталей с У-образной разделкой кромок.
К=Ко*S, где Ко — константа, равная 69; S — толщина листа, мм. Исследования, проведённые позже, показали, что константу Ко=69 можно применять для приблизительных определений величины К в случае, когда свариваются листы большой толщины, до 150 мм включительно.

Рсм — коэффициент, характеризующий снижение прочности вследствие структурного преобразования сплава; Н — количество растворённого водорода в металле, образующего сварной шов, измеряется в мл/100г. В Японских стандартах величина Н=0,64, в Европейских Н=0,93.
Многочисленные измерения показали, что при Рw>0,286, то возникает риск возникновения холодных трещин в сварном соединении.
Если речь идёт об опасности образования горячих трещин в металле сварного шва, то оценить свариваемость стали по этому критерию можно при помощи показателя HCS, вычисляемого по формуле:
HCS=(C*[S+P+Si/25+Ni/100]*1000)/(3Mn+Cr+Mo+V)
Если получившаяся величина HCS>4, то возникает риск образования горячих трещин. Однако, если выполняется сварка высокопрочных сталей большой толщины, то риск возникновения данного дефекта сварного шва возникает уже при показателе HCS>1,6…2.
Технология сварки различных типов низколегированной стали
В составе разных типов низколегированной стали (чаще всего они же являются низкоуглеродистыми) присутствует небольшой процент легирующих компонентов (в основном, в пределах 2-3 %). В составе этих металлов есть железо, небольшой процент углерода и различные примеси.
Низколегированная сталь, устойчивая к высокотемпературному воздействию (до +200 °С), используется для производства хирургических, ювелирных, гравировальных инструментов, бритв и лезвий. Добавление небольшого количества хрома в состав позволяет получить металл, отличающийся высокой прочностью и долговечностью.
Низколегированная сталь входит в класс черных металлов, используется для производства габаритных сварных металлических конструкций. Хотя содержание легирующих компонентов в ее составе невелико, материал обладает высокой прочностью. Такие характеристики достигаются за счет присутствия в составе хрома, никеля и молибдена, улучшающих свойства низколегированной стали. Благодаря хрому и никелю повышается устойчивость металла к коррозионному воздействию.
Соблюдение технологии сварки стали этого типа позволяет достичь хороших результатов. Однако при работе с низколегированными металлами необходимо учитывать многочисленные особенности материала. Большую роль играет опыт сварщика.
Чаще всего мастера сталкиваются с перегревом сварной области. Такая проблема возникает при работе с различными марками низколегированных сталей. Из-за быстрого охлаждения сварного шва и заготовки в целом на месте соединения образуется мертенсит. Так называют твердую углеродистую структуру, возникающую на сварном шве из-за резкого охлаждения.
Технология сварки стали с низким содержанием углерода предполагает использование электродов с кальцием и фтором. Наиболее подходящими являются стержни, имеющие основное покрытие, такие как Э42А или Э50А. Лучшими считаются электроды марок УОНИ 13/45, МР-3, АНО-8, СМ-11. Впрочем, подойдут и другие, обладающие похожими характеристиками.
Технология сварки стали с низким содержанием углерода позволяет пользоваться полуавтоматической или автоматической сваркой под флюсом с полуавтоматом и присадочной проволокой. Флюс может быть заменен углекислым газом или смесью углекислого газа и аргона. Это позволяет повысить качество шва по сравнению с работой с электродами.