
Подводная сварка: виды
Сварка металла под водой может выполняться несколькими способами. Их также можно разделить на два вида, значительно различающихся с технологической точки зрения: сухая и мокрая сварка. Первая категория подразумевает использование специального оборудования. Данное оснащение создает условия, при которых исполнитель имеет возможность применять аппараты и материалы, эксплуатирующиеся на суше. Сюда можно отнести подводные камеры, боксы, отсеки, колокола.

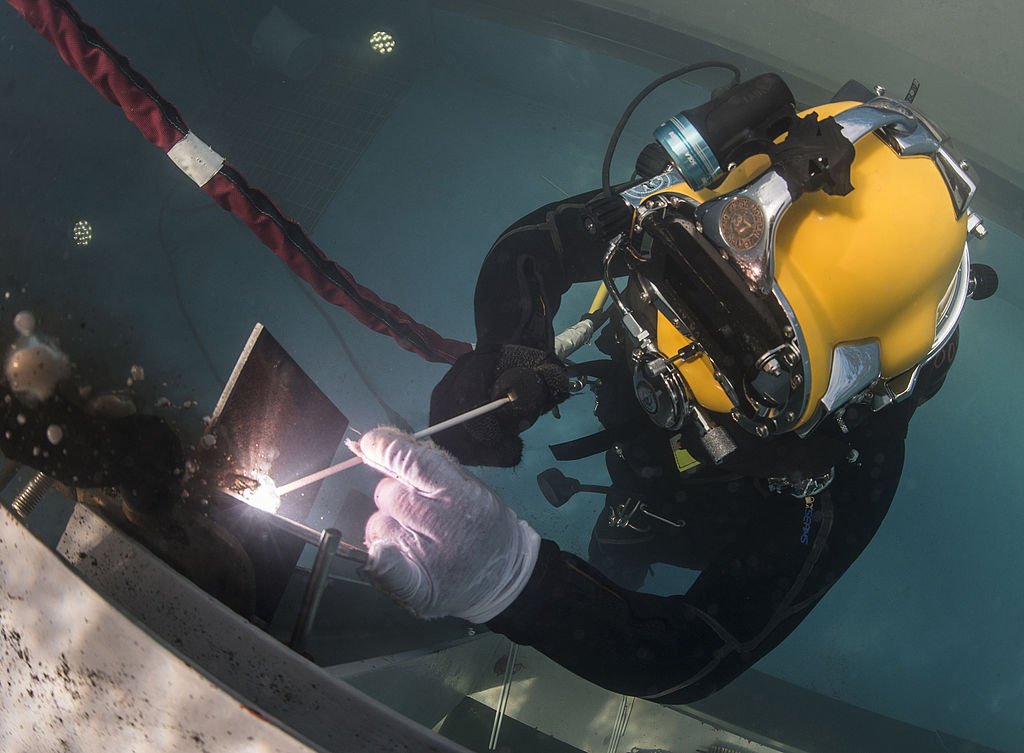
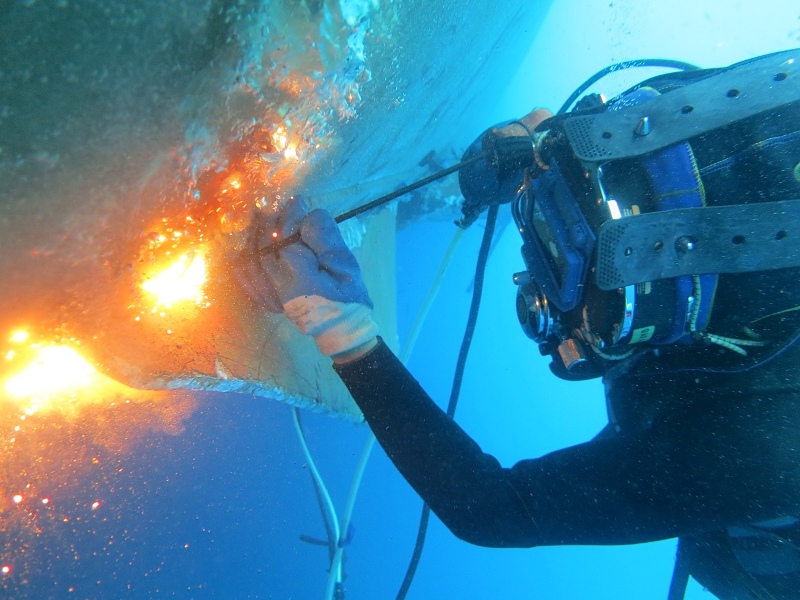
Мокрая сварка представляет собой осуществление соединения непосредственно в водной среде. В данном случае и рабочий объект, и сварщик находятся в той же стихии. Здесь в качестве дополнительных приспособлений выступают электроды для сварки под водой и оборудование, а также знания и опыт исполнителя.
При данной технологии применяется дуговое сваривание из-за его распространения среди специалистов. При проведении работ на глубине сварочная дуга выделяет большое количество тепловой энергии и испаряет воду вокруг себя. Это позволяет создавать некую сферу, заполненную газом. В этой сфере дуга продолжает стабильно гореть, даже несмотря на давление.
Преимущества: экономия времени; отсутствие больших финансовых затрат; специалисту гарантирована свобода передвижения. Недостаток – качество шва значительно ниже, чем при сварке в сухой среде.
Данный вид также имеет разделение на два подвида:
1. Полуавтоматическая сварка. Специалист вручную корректирует направление механической подачи электродной проволоки. Достоинства: длительность, непрерывность и лучшая видимость процесса, отсутствие обмазки у проволоки позволяет лучше контролировать формирование шва, что обеспечивает более аккуратное и ровное соединение, а также позволяет исключить образование пор и появление вкраплений.

2. Ручная сварка. Исполнитель применяет электроды для подводной сварки и мобильное сварочное оборудование, для работы в труднодоступных местах. Для проведения такого сложного процесса используются специальные, разработанные и адаптированные под тяжелые условия материалы. Электроды для сварки в воде имеют водонепроницаемое покрытие, представляющее собой пленку. Состав обмазки дополнен следующими элементами: смолы, парафин и целлулоидный лак. Данные составы не позволяют покрытию раскисать от воздействия воды, а также создают защитный слой.
Технология мокрой сварки используется чаще, чем метод сухой сварки. Второй способ менее популярен по нескольким причинам:
- внушительные финансовые затраты;
- продолжительное время для сооружения и подготовки дополнительного оборудования.
Однако, технология подводной сварки сухим способом имеет главное достоинство – качество шва находится на таком же высоком уровне, как и соединение, произведенное на суше.
Сухая сварка имеет несколько подвидов:
1. Сварка в глубокоподводной камере (кессон/водолазный колокол). Данная технология подразумевает погружение камеры под воду. Кессон герметично закрепляется вокруг рабочей зоны. Исполнитель производит соединение внутри конструкции, в которой путем наполнения её газом и вытеснения воды поддерживается атмосферное давление. Достоинства: сухая среда гарантирует качественный шов; постепенное остывание металл обеспечивает хорошие показатели ударной вязкости.
Видео
Вот как это может выглядеть, посмотрите ролик.
2. Соединение производится в мобильном сухом боксе (гипербарическая сварка/гидросварка). Гидробокс должен быть полностью или частично изготовлен из прозрачного материала, а также должен плотно прилегать к рабочей зоне и обеспечивать герметичность. В боксе поддерживается газовая среда, которая вытесняет воду. Основание бокса является открытым для ввода сварочной головки. Прозрачные стенки позволяют исполнителю контролировать процесс.
Обучение

Профессия подводного сварщика имеет множество рисков и трудностей. Мастер должен обладать определенным набором навыков и знаний, а также уметь тщательно соблюдать технику безопасности. Чтобы стать экспертом в данной отрасли нужно получить диплом по специальности “сварщик” и “технический дайвер” в техническом училище. Затем желающие получить специальность “подводная сварка”, обучение проходят в специализированных центрах по подготовке кадров.
После получения этих специализаций, а также приобретения профессиональной базы, можно будет продолжить образование в школе подводных сварщиков. Курсы в школах имеют различную продолжительность, варьирующуюся в значительных величинах. После этого мастер сможет работать по приобретенной специальности.
Особенности сварки под водой
Сварка под водой производится несколькими методами, однако есть один общий принцип. Он заключается в том, что покрытие электродов формирует особый козырек, позволяющий дуге гореть постоянно. Во время зажигания образуются особые газы, выталкивающие воду и позволяющие выполнять работу с металлом. Весь процесс происходит под большим давлением.
Вот несколько разновидностей сварки под водой:
- сварка в сухой камере;
- мокрая сварка — полуавтоматическая и дуговая ручная;
- сварка в сухом боксе, который двигается под водой;
- сварка в рабочей камере.
Наибольшее распространение получили первые два вида работ.
Использование глубоководной камеры для проведения сварочных работ имеет очень сложную технологию и требует от сварщика особых навыков. Также потребуются специальные стержни и дорогое оборудование. Преимуществом сухой сварки в камере, является надежность и качество полученного шва. Соединение будет иметь те же характеристики, как и при обычной сварке.
Весь процесс проводится в сухом боксе, находящемся под водой. Его среда должна оставаться неизменной, иначе качество работы ухудшится. Сама сварка проводится при помощи электродной проволоки. Бокс должен иметь полную герметичность, а варить следует с использованием инертных газов.
Мокрая полуавтоматическая сварка проводится с использованием проволоки, не имеющей покрытия. Она позволяет сделать шов более точным. Ее диаметр очень небольшой, поэтому при работе с ней нужно некоторое мастерство и опыт. Сварка проводится с использованием углекислого газа и аргона. Дополнительно следует уменьшить количество водорода в свариваемом изделии или детали. В противном случае шов может получиться непрочным. В нем могут появиться трещины или поры, которые под воздействием давления воды быстро разрушат соединение.
Во время дуговой сварки, возникает пузырь газа, внутри которого дуга может гореть очень долго. Пузырь образуется от распада продуктов плавки и испарения воды.

Вот какие особенности можно выделить в подводной сварке:
- Электродную дугу очень сложно разжечь, поскольку на металле имеется коррозия, и вода обладает большой плотностью.
- Шов получается грубым и не точным, из-за большого давления и того, что металл очень быстро остывает.
- Сварка ведется на высоких токах и должна быть полностью герметичной.
- Дуга должна гореть постоянно, чтобы газовый пузырь не исчез.
- Полученное соединение сильно проплавляет металл из-за большого давления воды.
- Из-за мутности воды и образования пены, центр шва может смещаться. По той же причине могут возникать дефекты.
- Полученный шов имеет небольшую ударную вязкость.
- Работы следует вести сверху-вниз, поскольку под водой действует сильное притяжение.
В этом видео можно увидеть процесс сварки под водой:
https://youtube.com/watch?v=ERSnOGOWj1E
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.








Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм. Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
Электроды для подводной сварки
На рынке представлено несколько марок соответствующих сварочных материалов. Отечественные и зарубежные производители предлагают клиентам следующие электроды:
Сварочные электроды ОЗС-3
ОЗС-3 подходят для работы с ответственными конструкциями из углеродистых сталей. Достоинства: высокая производительность сварки; допускается соединение окисленных поверхностей.
ЭПС-52 предназначены для ремонта судовых конструкций из сталей марок типа СХЛ-4 и МС-1.
АНО-1 используются для сваривания конструкций из углеродистых и низколегированных сталей. Рекомендуется применять данную марку при работе с толстолистовым металлом.
МГМ-50К подходят для обработки поверхностей, неочищенных от ржавчины и других загрязнений.
Электроды ЦМ-7С применяются для сваривания стыковых, тавровых и нахлесточных соединений.
Востребованной категорией является продукция американской компании Broco. Производитель предлагает две группы материалов для подводной сварки: EasyTouch и SofTouch. Популярной маркой является UW/EZ-2. Данные электроды предназначены для сваривания углеродистых неконструкционных сталей.
Какой подводный электрод является лучшим для проведения конкретных работ, каждый исполнитель сможет решить самостоятельно.
Подводная сварка: виды
Сварка металла под водой может выполняться несколькими способами. Их также можно разделить на два вида, значительно различающихся с технологической точки зрения: сухая и мокрая сварка. Первая категория подразумевает использование специального оборудования. Данное оснащение создает условия, при которых исполнитель имеет возможность применять аппараты и материалы, эксплуатирующиеся на суше. Сюда можно отнести подводные камеры, боксы, отсеки, колокола.

Мокрая сварка представляет собой осуществление соединения непосредственно в водной среде. В данном случае и рабочий объект, и сварщик находятся в той же стихии. Здесь в качестве дополнительных приспособлений выступают электроды для сварки под водой и оборудование, а также знания и опыт исполнителя.
При данной технологии применяется дуговое сваривание из-за его распространения среди специалистов. При проведении работ на глубине сварочная дуга выделяет большое количество тепловой энергии и испаряет воду вокруг себя. Это позволяет создавать некую сферу, заполненную газом. В этой сфере дуга продолжает стабильно гореть, даже несмотря на давление.
Преимущества: экономия времени; отсутствие больших финансовых затрат; специалисту гарантирована свобода передвижения. Недостаток – качество шва значительно ниже, чем при сварке в сухой среде.
Данный вид также имеет разделение на два подвида:
1. Полуавтоматическая сварка. Специалист вручную корректирует направление механической подачи электродной проволоки. Достоинства: длительность, непрерывность и лучшая видимость процесса, отсутствие обмазки у проволоки позволяет лучше контролировать формирование шва, что обеспечивает более аккуратное и ровное соединение, а также позволяет исключить образование пор и появление вкраплений.

2. Ручная сварка. Исполнитель применяет электроды для подводной сварки и мобильное сварочное оборудование, для работы в труднодоступных местах. Для проведения такого сложного процесса используются специальные, разработанные и адаптированные под тяжелые условия материалы. Электроды для сварки в воде имеют водонепроницаемое покрытие, представляющее собой пленку. Состав обмазки дополнен следующими элементами: смолы, парафин и целлулоидный лак. Данные составы не позволяют покрытию раскисать от воздействия воды, а также создают защитный слой.
Технология мокрой сварки используется чаще, чем метод сухой сварки. Второй способ менее популярен по нескольким причинам:
- внушительные финансовые затраты;
- продолжительное время для сооружения и подготовки дополнительного оборудования.
Однако, технология подводной сварки сухим способом имеет главное достоинство – качество шва находится на таком же высоком уровне, как и соединение, произведенное на суше.
Сухая сварка имеет несколько подвидов:
1. Сварка в глубокоподводной камере (кессон/водолазный колокол). Данная технология подразумевает погружение камеры под воду. Кессон герметично закрепляется вокруг рабочей зоны. Исполнитель производит соединение внутри конструкции, в которой путем наполнения её газом и вытеснения воды поддерживается атмосферное давление. Достоинства: сухая среда гарантирует качественный шов; постепенное остывание металл обеспечивает хорошие показатели ударной вязкости.
Видео
Вот как это может выглядеть, посмотрите ролик.
2. Соединение производится в мобильном сухом боксе (гипербарическая сварка/гидросварка). Гидробокс должен быть полностью или частично изготовлен из прозрачного материала, а также должен плотно прилегать к рабочей зоне и обеспечивать герметичность. В боксе поддерживается газовая среда, которая вытесняет воду. Основание бокса является открытым для ввода сварочной головки. Прозрачные стенки позволяют исполнителю контролировать процесс.
Разновидности процесса
Есть несколько способов выполнения подводной сварки, между собой они различаются видом и особенностями проведения.
В сухой среде
Эта разновидность сварки подразумевает, что сварщик и место на предмете, с которым он будет работать, помещаются в специальный бокс, из которого откачивают воду. Хотя человек не снимает водолазный костюм и может находиться по пояс в воде, но в месте наложения шва сухая среда. Результат получается такой же, как на суше. Это дорогой метод, требующий аренды специального бокса, техники, которая его опускает и поднимает. Он используется, когда работы проводятся на большой глубине или надо соединять объемные детали и к качеству шва предъявляются высокие требования.

Сварка в сухой среде подразумевает работу в специальном боксе.
При помощи защитного газа
Для выполнения небольших швов, когда не стоит задача получить особо прочное соединение, работа осуществляется с помощью резервуара небольшого размера, накладываемого там, где будет проводиться сварка. Из него откачивают воду, а т.к. стенки прозрачные, то сварщик может визуально контролировать процесс формирования шва. Рабочим инструментом управляют через специальное отверстие.






Здесь сварка также выполняется в сухой среде, что позволяет шву остывать постепенно, а это положительно сказывается на показателях его ударной вязкости. Образующиеся газы не мешают обзору, но недостаток метода в том, что под каждый вид работ придется делать отдельную камеру.
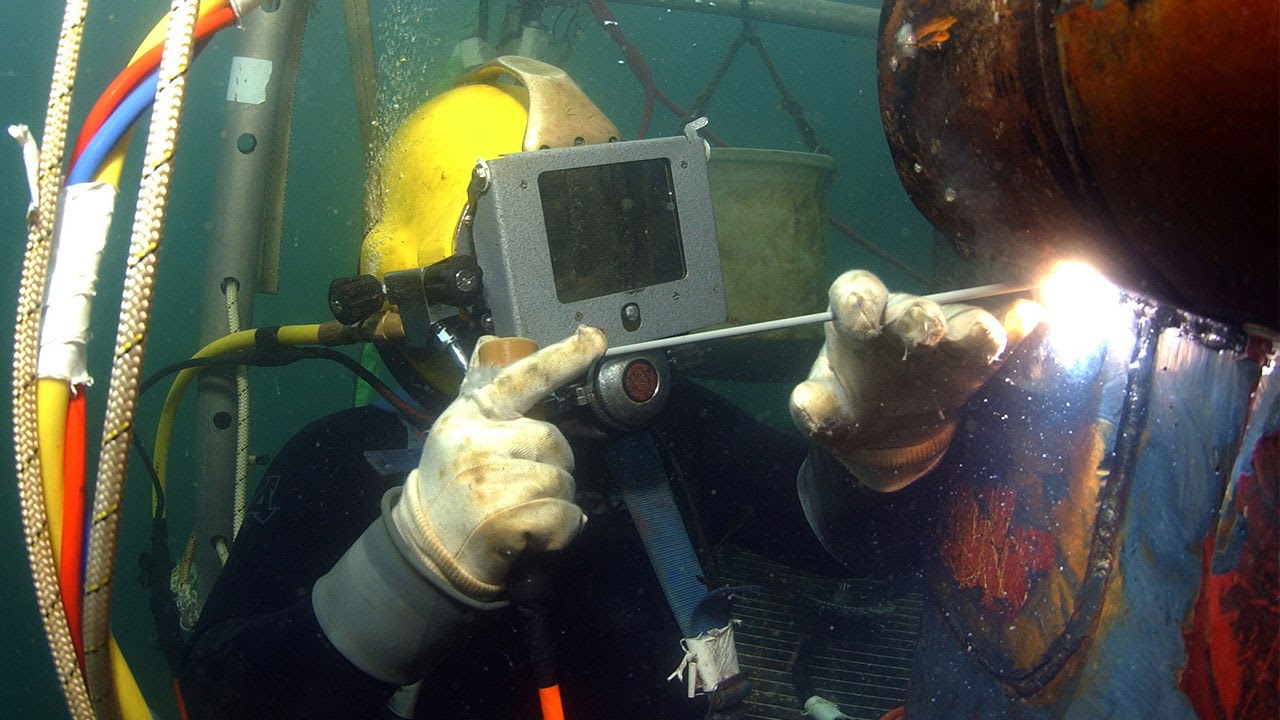
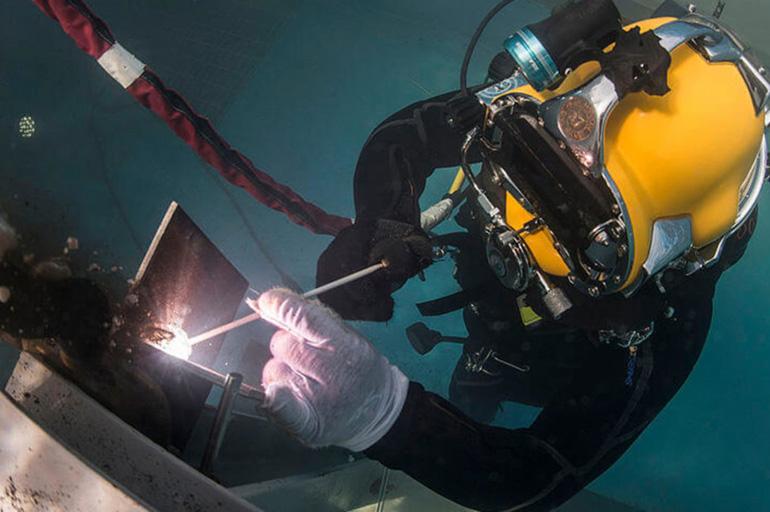
Мокрая ручная и полуавтоматическая
Этот способ соединения деталей под водой отличается простотой и дешевизной. Для мокрой сварки необходимы электроды со специальной обмазкой. При полуавтоматическом методе используется горелка, в которую встроен механизм, способный подавать проволоку и продувать защитный газ. Применяется для ремонта судов вдалеке от порта, когда надо заварить трубопровод и т.д.
Рекомендуем к прочтению Особенности сварочных смесей и их использования
С помощью таких электродов работа выполняется по той же технологии, что и на суше. При проведении резки надо использовать большую силу тока и держать электрод в одном месте, пока не образуется сквозное отверстие. Чтобы ускорить процесс, когда расплавляется верхний слоя металла, его остаток протыкают электродом. Работы проводятся на глубине не более 40 м. Чтобы не было потерь напряжения и риска получить удар током, используемые кабеля должны быть сплошными.

Мокрая ручная сварка отличается дешевизной.
Разновидности процесса
Есть несколько способов выполнения подводной сварки, между собой они различаются видом и особенностями проведения.
В сухой среде
Эта разновидность сварки подразумевает, что сварщик и место на предмете, с которым он будет работать, помещаются в специальный бокс, из которого откачивают воду. Хотя человек не снимает водолазный костюм и может находиться по пояс в воде, но в месте наложения шва сухая среда. Результат получается такой же, как на суше. Это дорогой метод, требующий аренды специального бокса, техники, которая его опускает и поднимает. Он используется, когда работы проводятся на большой глубине или надо соединять объемные детали и к качеству шва предъявляются высокие требования.

Сварка в сухой среде подразумевает работу в специальном боксе.
При помощи защитного газа
Для выполнения небольших швов, когда не стоит задача получить особо прочное соединение, работа осуществляется с помощью резервуара небольшого размера, накладываемого там, где будет проводиться сварка. Из него откачивают воду, а т.к. стенки прозрачные, то сварщик может визуально контролировать процесс формирования шва. Рабочим инструментом управляют через специальное отверстие.
Здесь сварка также выполняется в сухой среде, что позволяет шву остывать постепенно, а это положительно сказывается на показателях его ударной вязкости. Образующиеся газы не мешают обзору, но недостаток метода в том, что под каждый вид работ придется делать отдельную камеру.
Мокрая ручная и полуавтоматическая
Этот способ соединения деталей под водой отличается простотой и дешевизной. Для мокрой сварки необходимы электроды со специальной обмазкой. При полуавтоматическом методе используется горелка, в которую встроен механизм, способный подавать проволоку и продувать защитный газ. Применяется для ремонта судов вдалеке от порта, когда надо заварить трубопровод и т.д.
Рекомендуем к прочтению Образцы технологической карты для сварочных работ
С помощью таких электродов работа выполняется по той же технологии, что и на суше. При проведении резки надо использовать большую силу тока и держать электрод в одном месте, пока не образуется сквозное отверстие. Чтобы ускорить процесс, когда расплавляется верхний слоя металла, его остаток протыкают электродом. Работы проводятся на глубине не более 40 м. Чтобы не было потерь напряжения и риска получить удар током, используемые кабеля должны быть сплошными.

Мокрая ручная сварка отличается дешевизной.
Особенности
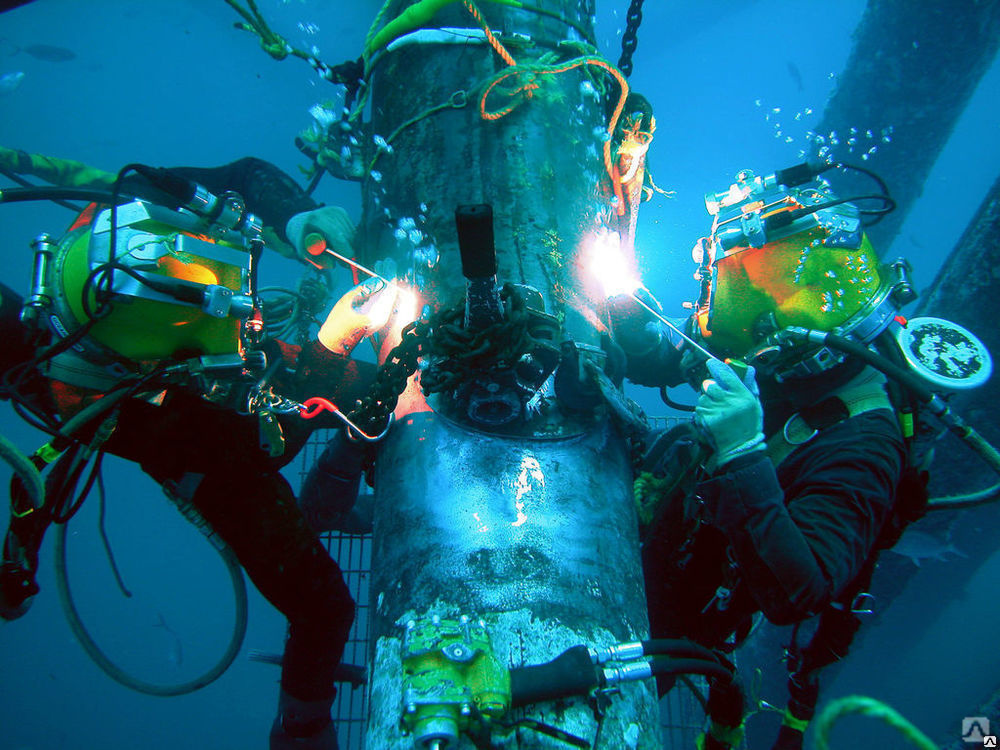
Сварка под водой является опасной работой, это связано с тем, что сварщик находится в токопроводящей среде. В это время организм испытывает сильные нагрузки из-за сильного давления воды. Но все же применение данного метода делает возможным прокладку трубопровода для водоснабжения поселка или целого района. Также при помощи подводной технологии можно связать две части города при помощи прокладки металлического моста через реку.
Сварка в воде осуществляется за счет оттеснения жидкости испаряющимися газами, которые образуются в результате плавления электродов. Воздушная смесь производит выталкивание воды из области сварной ванны. Именно она удерживает дугу, производит соединение с высоким качеством.
К главным особенностям сварочной технологии под водой можно отнести:
- Горение дуги осуществляется в области воздушного пузыря, на его стенки давит жидкость. За счет этого оказывается давление на вплавляемую металлическую заготовку. Все это приводит к тому, что соединения получают глубокое проплавление.
- В связи с тем, что оказывается наружное давление и осуществляется моментальное остывание наложенного металла. При этом чешуя соединения приобретает углубленные формы.
- Испаряющиеся газовые смеси вызывают сильное вспенивание воды, это может ухудшить видимость сварного процесса. На видимость сварщика оказывает влияние структура жидкости, а именно степень ее прозрачности. По этой причине может происходить смещение центра соединения.
- На начальном этапе может происходить не точное попадание электрода в точку соединения конструкций из металла. Через защитный фильтр невозможно ничего увидеть в темноте, поэтому сварщик вынужден брать второй рукой кончик электрода и направлять его на начальную область сварного соединения.
- При сварочной технологии в отличие от работ на суше используются повышенные режимы тока. Это требуется из-за быстрого охлаждения металлической основы. В итоге получается прочное и герметичное сварное соединение. Однако ускоренный процесс кристаллизации молекулярной решетки создает слабую сопротивляемость шва на изломы, а также снижает ударную вязкость.
- Водная сварочная технология обладает тяжелым розжигом. Конструкции из металлической основы, сверху частично покрыты коррозийным поражением, это может снижать возбуждение дуги. По этой причине сварщик вынужден буквально ковырять электродом по изделию.
- Поскольку под водой действует сила притяжения, то швы должны выполняться сверху вниз.
- При проведении сварочного процесса под водой дуга должна гореть непрерывно, это обеспечит полноценное образование газового пузыря и предоставит возможность для нормальной накладки шва.
Технологический процесс
Принцип действия сварки под водой: в месте проведения работ из выделяемого во время горения дуги газа получается пузырь, он освобождает пространство от воды, и уже в нем образуется и поддерживается дуга. При ее горении выделяется тепло, плавящее материал, но его быстрое охлаждение водой усложняет сваривание. Иногда температура соленой воды может опускаться ниже нуля.
При горении дуги распадается металл и образуется газ, кроме этого, под действием тока и температуры разлагается вода, в результате выделяется водород и кислород. Такие пузыри легче жидкости, поэтому устремляются вверх, а на их месте появляется новая порция газа.
Настройка напряжения
Для выполнения такой сварки необходимо напряжение 30-35 В. Чтобы подать его на глубину, сварочный аппарат должен вырабатывать 80-120 В и 180-220 А. Более качественные результаты будут при работе с постоянным током, но это можно делать и переменным.
Рекомендуем к прочтению Описание метода радиографической дефектоскопии
Напряжение при подводной сварке не должно превышать 35 В.
Для качества получаемого шва не важно, на какой глубине выполняется сварка, надо только создавать условия для устойчивого горения дуги (увеличивать напряжение). Предел глубины, на которой могут выполняться такие работы, не имеет технических ограничений, на это влияют только физические возможности человека
Характеристики шва
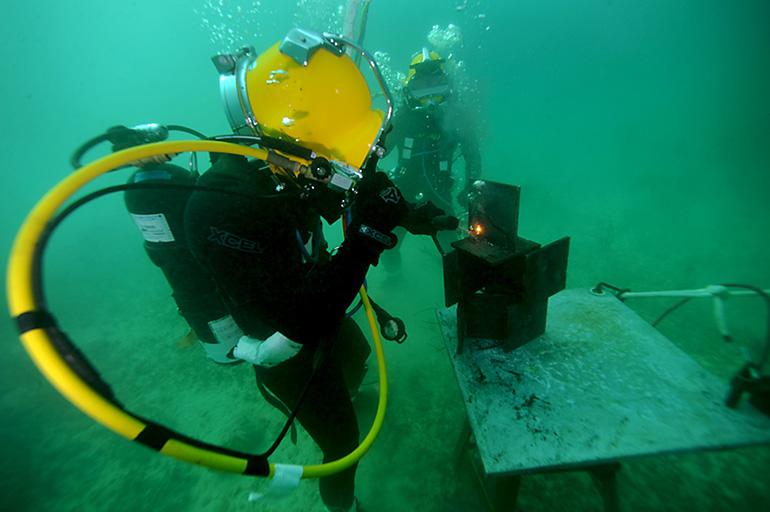
Под водой сварщику работать тяжело, т.к. постоянно движется не только газ, но и сажа, дым, образующиеся в процессе сварки, что ухудшает видимость. В связи с этим сварочный шов делают в виде тавров, для чего свариваемые изделия располагают практически под прямым углом друг к другу. Если надо работать в одной плоскости, выполняется сварка внахлест, а не встык.
Как обрабатывать шов
При выполнении подводной сварки остывание шва происходит намного быстрее, чем при проведении таких работ на суше. Это связано с высокой теплопроводностью жидкости. Так как все происходит быстро, металл не успевает впитывать выделяющийся водород, поэтому не окисляется. Если нет окалины, то и удалять ее не надо.

При подводной сварке остывание шва происходит намного быстрее.
Резка металлов под водой
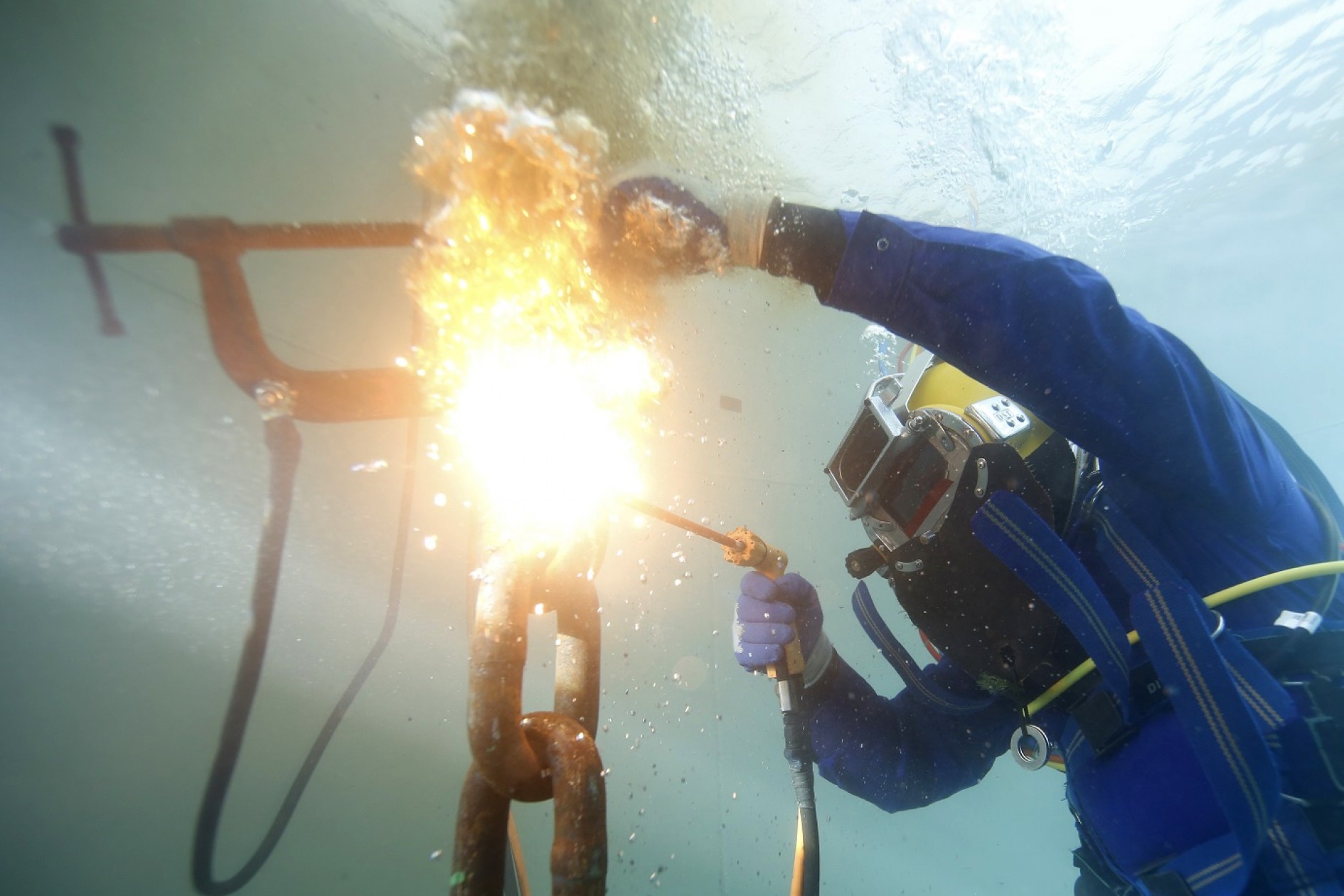
Часто необходимо проводить резку под водой. Сделать это можно с помощью подводных электродов или кислородно-электродным способом. В держателе фиксируют неплавящийся электрод, внутри которого есть отверстие для подачи кислорода под давлением. Резка выполняется электрической дугой, вода закипает и создается пузырь, не дающий воде попасть в место резки, а кислородом выдувают из шва расплавленный металл. Постоянно идущие пузырьки ухудшают видимость, поэтому сварщик при помощи магнитных маячков или насечек отмечает место проведения работ, а затем начинает резку.
Сварочные электроды для подводной сварки (Часть 5)
«Красная» водонепроницаемая оболочка показала очень хорошие характеристики во всех областях испытания. Ее состояние находится на очень высоком уровне и не было заметно ни трещин, ни повреждения на поверхности применяемого электрода. Сохранение оболочки вокруг кратера также доказало плотность оболочки, подтвердив, таким образом, сопротивление данной оболочки высоким температурам. Она обеспечивает очень высокую стабильность электрической дуги и, следовательно, улучшает качество шва. Влияние оболочки на металлургические характеристики ни в коем случае не ухудшает свойства шва. Горение «красной» водонепроницаемой оболочки не производит никаких продуктов, уменьшающих видимость во время сварки. Сцепление оболочки с покрытием превосходное и оставшаяся часть оболочки на неиспользованном электроде «не слезает». «Красное» водонепроницаемое покрытие рекомендуют для проведения дальнейших научных исследований и последующего даже еще более детального исследования, а также для практического применения.
«Темно-красная» водонепроницаемая оболочка обладает очень хорошей предрасположенностью к применению при мокрой подводной сварке. Будучи разработанной, с намерением обеспечить наименьшее металлургическое влияние на качество шва, она отвечает всем дополнительным требованиям, установленным для получения высококачественного подводного шва. Из всех исследованных оболочек, «темно-красная» оболочка оказала наименьшее влияние на химический состав металла шва. Компактность покрытия очень высокая и, даже после применения оставшейся оболочки на остатке неиспользованного электрода, оно не слезает и не подвергается механическому повреждению любым другим способом. Дополнительное преимущество «темно-красной» оболочки заключается в том, что из-за ее низкого электрического сопротивления, конец сварочного электрода не нужно зачищать перед сваркой. Для других оболочек такая зачистка повреждает определенную часть оболочки, предоставляя воде возможность проникновения. «Темно-красная» водонепроницаемая оболочка сохраняет свою компактность вокруг электродного кратера, что является характеристикой высококачественной оболочки. Необходимо дальнейшее научное исследование, основанное на «темно-красной» оболочке, и его можно использовать для дальнейшей разработки водонепроницаемых оболочек для мокрой подводной сварки.
Измерение количества диффузионного водорода (глицериновый метод) доказало, что тип оболочки может оказывать существенное влияние на его количество.
Измерение твердости показало, что более низкие значения твердости были обнаружены в образцах, сваренных многопроходным способом, это доказывает, что регулирование погонной энергии может оказывать значительное влияние на качество шва. Используемые сварочные электроды оказались отвечающими требованиям мокрой подводной сварки. Они характеризуются высокой стабильностью и простотой управления электрической дугой. Благодаря использованию электродов малого диаметра, 3,0 и 4,0 мм (эти диаметры также рекомендованы в литературе), водолаз-сварщик может легко манипулировать электродом. Проплавление на удовлетворительном уровне.








Для дальнейших исследований рекомендовано сочетание выбранного сварочного электрода и «красной» и «темно-красной» оболочек.
Приемлемое качество швов, полученных подводной сваркой, было достигнуто применением качественных электродов и покрытий, а также анализом оптимальных параметров подводной сварки
Особую важность в производстве швов хорошего качества, полученных подводной сваркой, имеют хорошо обученные водолазы-сварщики, которые могут использовать хорошие характеристики электродов и водозащитной оболочки
Техника безопасности
Вода создает множество проблем не только для сварки, но и для здоровья самого сварщика. Ведь прямой контакт с электрическим током никогда не заканчивается хорошо. Поэтому для подводной сварки можно использовать только то оборудование, что защищено от воды по международному стандарту.

Также сварщик должен учитывать, что ему придется быть и сварщиком, и водолазом одновременно. А у водолазов есть свои профессиональные болезни. Самая распространенная — кессонная болезнь, когда вдыхаемый в большом количестве газ из баллона может привести к блокировке кровотока. Чтобы этого избежать нужно применять особые методики подъема со дна на сушу, при которых достигается декомпрессионный эффект.
Как проводится сварка в воздухе?
Технологии, обеспечивающие получение высоконадежных металлических швов при осуществлении сварки в воздухе, открывают широкие перспективы для автоматизации сварки стальных сплавов, в первую очередь низколегированных и углеродистых сталей.
Суть сварки в воздухе заключается в том, что в область сварочной дуги поступает значительное количество кислорода и азота (его объем должен приблизительно в два с половиной раза превышать объем кислорода). Кроме того, поступает и небольшое количество водорода, содержащегося в водяных парах. Основным элементом для создания защитной среды при сварке в воздухе является азот, однако он затрудняет получение плотных швов с хорошими механическими свойствами.
Какие электроды используются для подводной сварки
Под водой можно вести полноценные сварочные работы при выполнении определенных условий. Примером таких работ может служить ремонт судов, строительство мостов и опор, возведение подводного трубопровода. Совместить такие понятия, как сварка и вода, можно только при помощи специальных электродов. Они существенно отличаются от традиционных расходных материалов, использующихся при сварке черных металлов.

Существует несколько способов ведения сварочных работ под водой. Принцип работы электрода заключается в том, чтобы создать в месте горения своеобразный «козырек», который бы сохранял дугу. Этот козырек образуется за счет газов, вытесняющих воду. Газы образуются при горении веществ, входящих в состав электрода. Весь этот процесс осуществляется под высоким давлением.
Процедура сварки металлов под водой может осуществляться одним из стандартных методов:
- Сварка в сухой среде.
- Мокрая сварка, подразумевающая работу в полуавтоматическом режиме и режиме ММА.
- Сварка в специальном боксе, способном перемещаться в воде.
- Сварка с использованием рабочей камеры.

Популярностью пользуются именно два первых способа, так как являются наименее затратными. Покрытие электродов, состоящее из парафина или особого лака целлулоида, растворенного в ацетоне, при горении образует газовый пузырь. При изготовлении таких электродов заготовки погружают в расплавленный парафин.
Принципиально иной способ подразумевает создание мастеру таких условий, которые были бы схожи с наземными. В непосредственной близости к месту сварки монтируется камера, из которой откачивается воздух. Естественно в данном случае можно пользоваться обычными электродами, однако такой способ обладает существенным недостатком – большие затраты для создания камеры. Полуавтоматическая сварка мокрым способом ведется специальной проволокой в среде аргона и углекислого газа.