
Каким током варить при ММА?
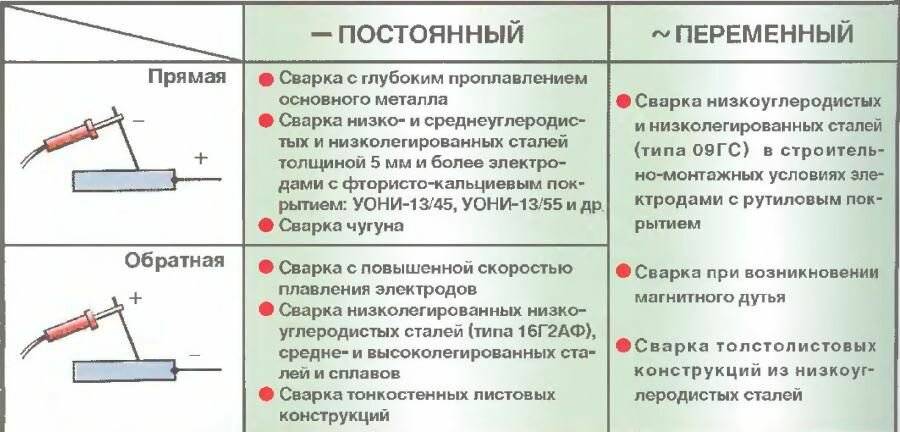
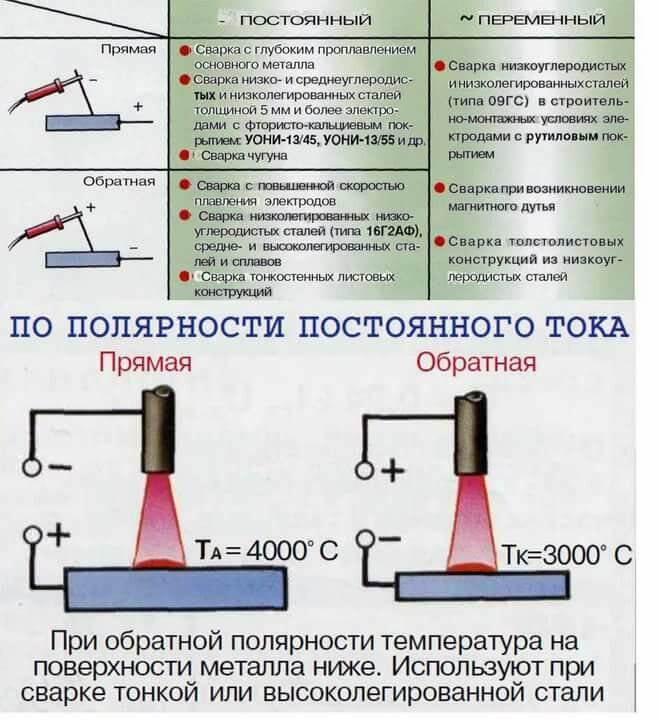
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
рабочий диапазон температур
Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А
Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Ниже представлена схема сварки полуавтоматом:
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.






2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Сплошная или порошковая проволока (идентичного со свариваемыми деталями материала для повышения качества шва)
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Что такое нержавейка
Что такое сталь: это сплав железа с углеродом. Доля углерода может быть разной, чем она выше, тем сталь прочнее. В сталь добавляют легирующие элементы для корректировки свойств стали.
Что такое нержавеющая сталь: для устойчивости к коррозии добавляют хром. Его доля в нержавеющем сплаве составляет от 12 до 30%. Хрома и других компонентов типа молибдена, никеля и др. намного меньше, они отлично работают для антикоррозийной защиты, но совсем не облегчают процесс сварки. И это мягко сказано. Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ.
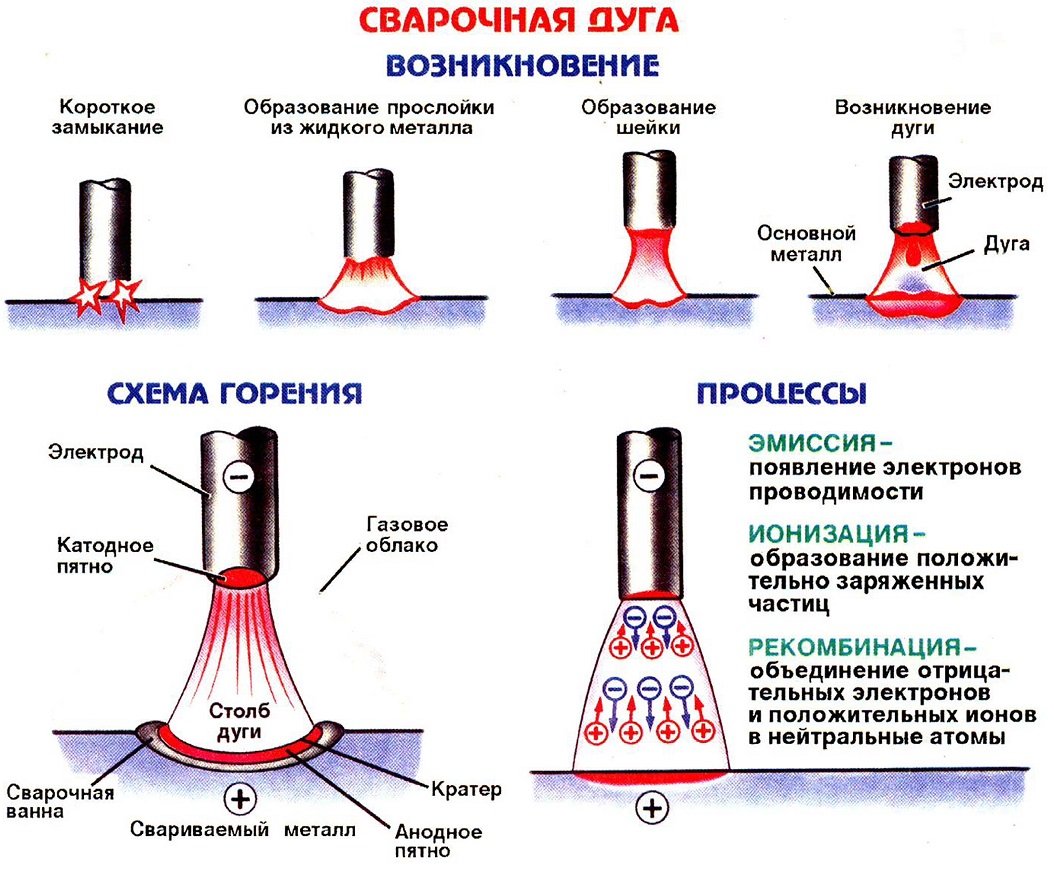
Схема возникновения сварочной дуги.
Вот основные факторы, влияющие на сварочный процесс:
У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится прогревать намного дольше, а электричества тратить намного больше.
У нержавейки очень высокий коэффициент расширения, поэтому при соединении двух поверхностей толстых заготовок есть риск возникновения микротрещин в большом количестве. Чтобы минимизировать эту проблему, зазор между заготовками должен быть шире, чем в работе с другими видами стали.
Высокое сопротивление нержавейки процессам плавления ведет к значительному перегреву электродов
Поэтому пользоваться можно только специальными электродами для нержавеющей стали.
Внимание! Главный враг в сварке сталей — межкристаллитная коррозия или МКК – очень опасная деформация, которая может возникнуть при нагреве нержавейки свыше 500°С, поэтому определять режим сварки нужно самым тщательным образом, включая в него принудительное охлаждение стальных заготовок.
Можно ли варить нержавейку обычными электродами? Теоретически и даже технически можно. Но только в работе с мелкими металлическими деталями бытового пользования.
Если речь идет о промышленных конструкциях, то никаких простых расходников! О надежности и монолитности швов с их использованием говорить не приходится. Такой вариант может расцениваться лишь как экстренное решение в случаях срочной необходимости.
Особенности сварки деталей из нержавейки
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром. Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода
Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой
Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.









Что требуется учитывать во время этого процесса
Перед тем как варить нержавейку электросваркой, следует участь некоторые факторы, которые помогут сделать данный процесс более качественным. В первую очередь нужно уяснить, что физические свойства нержавеющей стали заметно отличаются от обыкновенной. Это не только делает процесс сваривания более трудным, но и меняет его технологию, так как тут требуется предварительный нагрев. Нержавеющая сталь имеет более низкую температуру плавления. При этом она обладает высоким коэффициентом теплового расширения.
Предварительный нагрев требуется только в том случае, если содержание углерода в материале превышает 0,2%. В ином случае, подогревать все не требуется и можно сразу приступать к процессу. Но это правило не действует, если требуется сваривать металл толщиной более 3 см, так как в таком случае нужно обязательно все подогревать, вне зависимости от содержания углерода. Температура предварительного нагрева должна составлять, примерно, 150 градусов Цельсия
Выбор способа
Если вам требуется сделать обыкновенный горизонтальный шов, заварить трубу или другие мелкомасштабные вещи, то здесь будет достаточно использовать стандартную сварку. Так проходит сварка нержавейки в домашних условиях и на предприятиях.
В более сложных случаях, когда толщина металла слишком большая, или требуется дополнительный уровень защиты, то здесь желательно использовать вольфрамовый электрод с защитными газами.
Для особо ответственных сооружений и деталей следует выбирать аргонно-дуговую сварку с проволокой, так как, несмотря на высокую себестоимость, она оказывается очень востребованной в промышленности, благодаря качественному результату.
Какие электроды использовать
Сразу стоит отметить, что сварка нержавейки обычными электродами технически возможна. При нехватке требуемых материалов она неоднократно использовалась многими мастерами. Но с точки зрения технологии здесь нужно использоваться специальные электроды из нержавейки, так как в ином случае, качество шва резко падает и в производственных масштабах такие вещи нельзя использовать. Электрод также должен иметь специальное покрытие, рассчитанное на работу с нержавейкой.
Режимы
| Толщина металла, мм | Род тока | Сила тока, А | Напряжение, В | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30…60 | 11…15 | 2 или 1,6 | 12 – 28 | 2,5…3 |
| 1 | Переменный | 35…75 | 12…16 | 2 или 1,6 | 15 – 33 | 2,5…3 |
| 1,5 | Постоянный | 40…75 | 11…15 | 2 или 1,6 | 9 – 19 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 12…16 | 2 или 1,6 | 13 -14 | 2,5…3 |
| 4 | Постоянный | 85…130 | 12…15 | 4 или 2,5 | – | 10 |
Технология сварки нержавейки
Если сравнивать с обыкновенной сталью, сварка тонкой нержавейки электродом требует меньшее количество тока, при тех же размерах металла. Количество ампер должно быть, примерно, на 20% меньше.
Следует использовать электроды длиной не более 35 см, так как это уменьшает негативный эффект от высокого электрического сопротивления материала
«Внимание! Если подобрать неправильный термический режим, то материал может утратить свою антикоррозийные свойства.» Температура нагревания не должна превышать более 500 градусов Цельсия, а охлаждение не должно быть резким и не стоит использовать воду
Контроль качества
Мало знать, как правильно варить электросваркой нержавейку, следует еще понимать, какие методы контроля качества при этому используются. Для этого используются такие методы как:
- Контроль на проницаемость;
- Дефектоскопия (капиллярная, ультразвуковая, радиационная);
- Внешний осмотр;
- Магнитный контроль.
Для контроля используется ГОСТ 18442-80 СНиП 3-18-75.
Меры безопасности
При высокой текучести материала во время сварки увеличивается вероятность попадания его на пол, или другие поверхности, а также повышается степень разбрызгивания. Поэтому, нужно применять усиленные меры безопасности по защите рук, ног и других частей тела от попадания расплавленного металла. При использовании защитного газа, баллон должен находиться на достаточном расстоянии от непосредственного места сварки, а при работе с аргоном, нужна дополнительная защита органов дыхания, так как газ сам по себе очень не безопасен для здоровья.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.
Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.
Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.








Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Какими электродами варить нержавейку с чёрным металлом

На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
https://youtube.com/watch?v=Mn1C1un6jvU