Частые неисправности и их исправление
В процессе эксплуатации оборудования возникают такие поломки:
- Отказ прибора от запуска после подключения к сети. Неисправность связана с повреждением питающего кабеля, смещением клемм в вилке. Необходимо проверить и заменить данные детали. Реже проблема возникает из-за отсутствия напряжения в сети, выходе одного из узлов аппарата из строя, физическом износе полупроводников. В 2 последних случаях обращаются в сервисный центр.
- Залипание электрода, появление посторонних звуков. В таком случае проверяют исправность конденсаторов и полупроводников, замеряют напряжение в электросети, осматривают обмотку дросселя.
- Периодическое отключение преобразователя в процессе сварки. Связано с повреждением компонентов охлаждающей системы, порывом обмотки трансформатора. В последнем случае необходимо накрутить на сердечник новую жилу.
- Ухудшение параметров работы устройства. Замеряют температуру корпуса, проверяют исправность вентилятора, делают перерыв, помогающий прибору остывать.
- Колебание напряжения холостого хода. В этом случае проверяют регулировочную ручку, предохранители, клеммы блока запуска.
Рекомендуем к прочтению Каким аппаратом варят полипропиленовые трубы
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата. Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов. Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм. Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными. Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.
Аппараты для точечной сварки и их применение
Соединение двух деталей посредством сварки может выполняться линейным вариантом, как было описано выше всеми перечисленными способами, так и точечным. Для точечного соединения применяется контактная сварка, обеспечивающая быстрое соединение двух деталей в одной точке. Особенность применения точечной сварки — соединение металлов, толщина которых составляет от 1-2 микрон до 20-30 мм. Посредством такого предназначения, свое применение точечные сварочные аппараты нашли в области радиоэлектроники, авиационной и автомобильной промышленности, и даже строительстве. Совместно с полуавтоматами, аппараты для точечной сварки применяются также в автомастерских, где осуществляются кузовные ремонты.
Особенность применения сварочных аппаратов для точечной сварки в том, что соединение двух деталей происходит под воздействием тока высокого номинала до нескольких тысяч ампер
При этом немаловажно уделить внимание усилию сжатия соединяемых деталей, величина которой должна быть в пределах от 10 до 100 кг
Весь процесс соединения происходит в три этапа:
- Сжатие заготовок, для чего оборудование оснащается специальными клещами
- Подача тока в область контакта, в результате чего осуществляется плавление металла
- Выключение сварочного тока, после чего металл начинает остывать и кристаллизоваться
Для выполнения сварочных соединений контактным способом применяются аппараты в виде трансформаторов, работающих на переменном токе, а также устройствах, функционирующих на конденсаторах.
К преимуществам применения контактных аппаратов для сварки относятся:
- Простота и удобство применения
- Высокая эффективность и производительность
- Большая скорость работы — за минуту можно выполнить до нескольких сотен свариваний
- Экологичность — при таком способе соединения металлов не происходит выделения вредных веществ в атмосферу
Соединение в итоге получается достаточно прочным и качественным. Недостаток его в том, что сварочные швы получаются не герметичными, однако это обусловлено особенностями технологичного процесса. Применяются эти устройства преимущественно профессионалами при проведении ремонтных работ кузовных деталей автомобилей. Для дома и дачи такое оборудование может понадобиться в редких случаях.
Принцип действия прибора
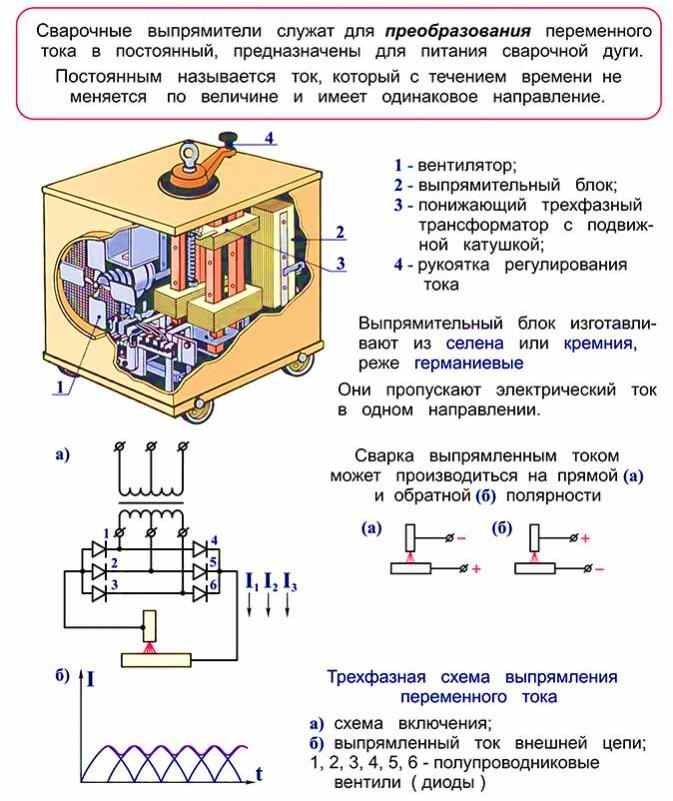
В любом выпрямителе, независимо от его типа, применяются полупроводниковые элементы, свойства которых и обеспечивают преобразование переменного в постоянный. Будучи изготовленными из особых материалов, например, кристаллизированного германия или кремния с добавлением легирующих компонентов, эти элементы обладают способностью проводить ток только в одном направлении.
Смотрим видео о устройстве прибора:
В современных выпрямителях переменного потока применяют три типа полупроводниковых деталей:
Диод
Самый простой вариант полупроводникового элемента. Имеет два вывода, которые называются анодом и катодом. Функция диода в электрической схеме аналогична функции обратного клапана в системе трубопроводов: элемент пропускает электроток, направленный от анода к катоду, и закрывается, как только направление тока меняется на обратное.
Главными характеристиками диодов являются:
- Максимальный ток;
- Максимальное напряжение, которое удерживает запертый диод (в случае превышения допустимой величины будет иметь место пробой диода, при котором ток пойдет через элемент в обратном направлении);
- Быстродействие или, иначе говоря, время, которое необходимо диоду для того, чтобы закрыться: от этой характеристики будет зависеть, с токами какой частоты сможет работать элемент;
- Доля потерь электроэнергии, которая рассеивается в виде тепла.
Тиристор
Этот элемент устроен похожим образом, но кроме анода и катода он имеет управляющий электрод, по которому можно передавать сигнал на открытие или закрытие. Этим обусловлено второе название тиристора – управляемый диод.
Смотрим видео, простое зарядное устройство на тиристоре:
Перечень характеристик у тиристоров такой же, как у диодов, только к нему добавлены параметры управляющего сигнала. Часто в электротехнике диоды и тиристоры называют полупроводниковыми вентилями.
Транзистор
Этот полупроводниковый элемент позволяет с помощью маломощного управляющего сигнала осуществлять гибкое управление величиной пропускаемого тока большой мощности и его напряжением.
Самой простой версией однофазного полупроводникового выпрямителя является так называемый диодный мост:
Как видно, независимо от направления действия электродвижущей силы в источнике переменного, электрический ток на нагрузке всегда будет направлен в одну и ту же сторону. Одним из основных Недостатков данной схемы является пульсирующий вид выпрямленного тока, поэтому даже самые простые выпрямители не могут работать без применения сглаживающих конденсаторных фильтров.




Следует отметить, что сварочным выпрямителем называют не сам выпрямитель в чистом виде, а устройство, способное выдавать стабильный постоянный ток большой силы, который необходим для проведения сварочных работ.
Поэтому в этих приборах помимо непосредственно выпрямителя имеется еще и трансформатор. Кроме того, они могут оснащаться всевозможными фильтрами, управляющими платами, защитной и измерительной аппаратурой.
Если сравнивать сварочные выпрямители с преобразователями, то можно выделить несколько преимуществ:
-
Устройство сварочные оборудования
Применение выпрямителя обеспечивает более стабильную электроразрядную дугу;
- Значительно сокращается объем разбрызгиваемого металла;
- Выпрямители имеют более высокий КПД;
- Уменьшены потери холостого хода;
- Обеспечивается более широкий диапазон регулирования силы сварочного тока;
- Применение выпрямителя обеспечивает более широкие возможности по автоматизации процесса электросварки;
- Уменьшается масса и габариты сварочных аппаратов.
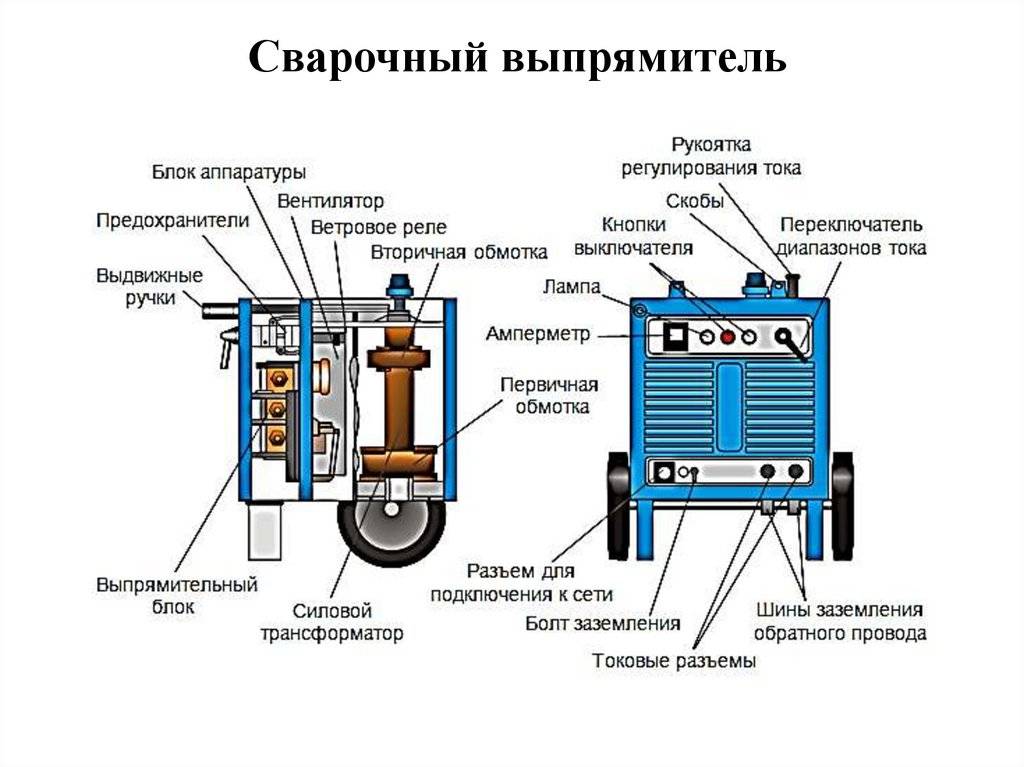
Устройство и принцип работы
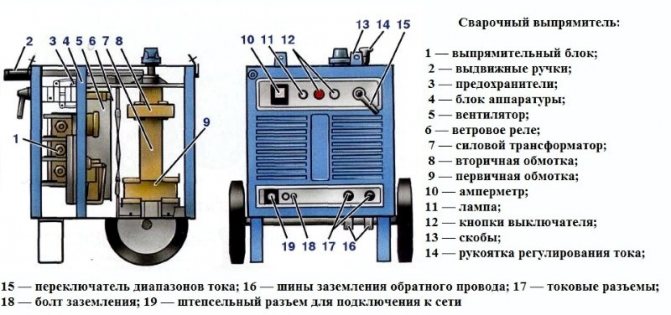
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
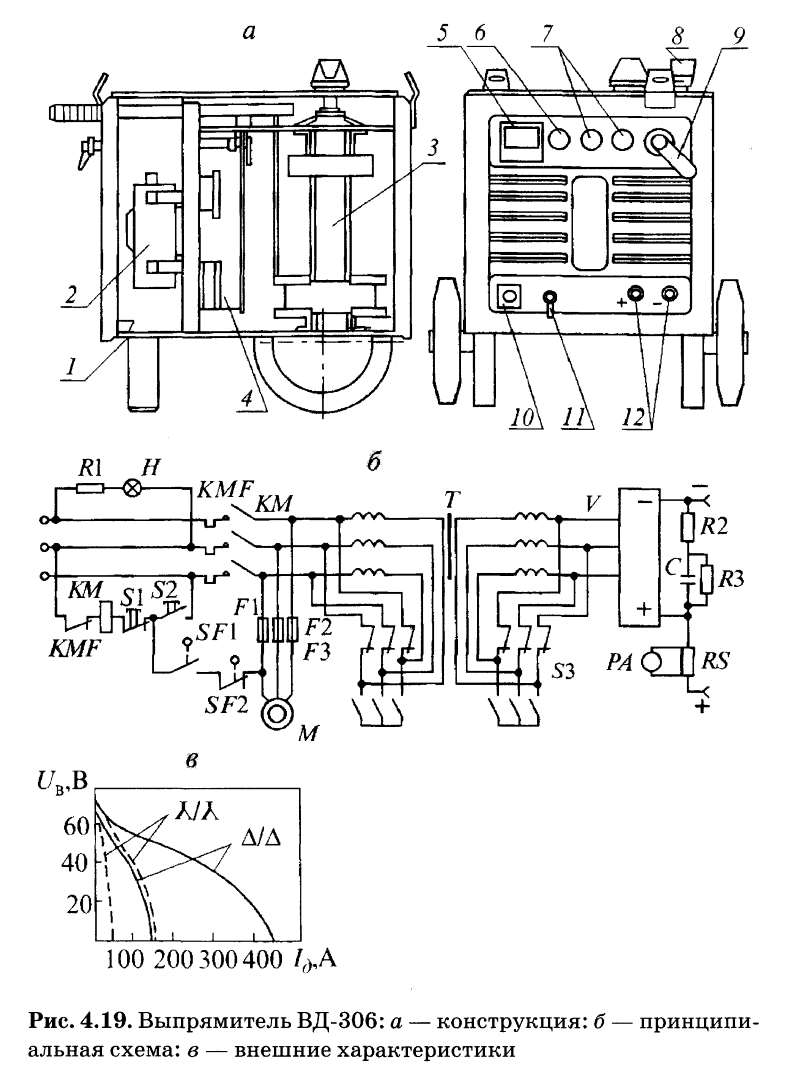
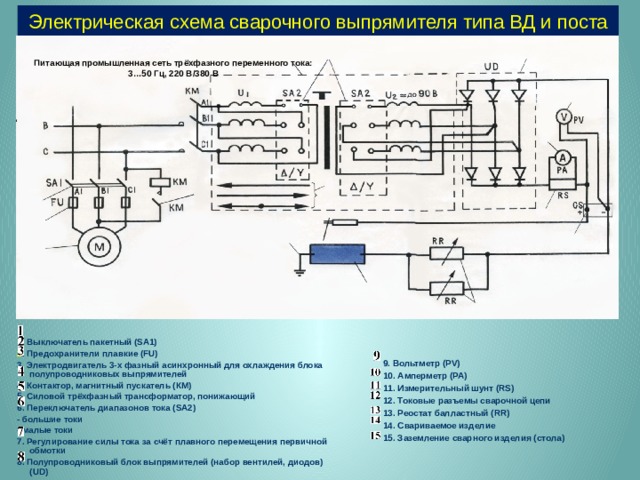
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Регулировка тока
Параметры работы выпрямителя регулируются электрическим или электромеханическим способом. Во втором случае операцию выполняют элементы, расположенные до основного блока. На вентили подается переменный ток, имеющий требующиеся для сварки характеристики. Электрическая регулировка возможна при наличии тиристоров.
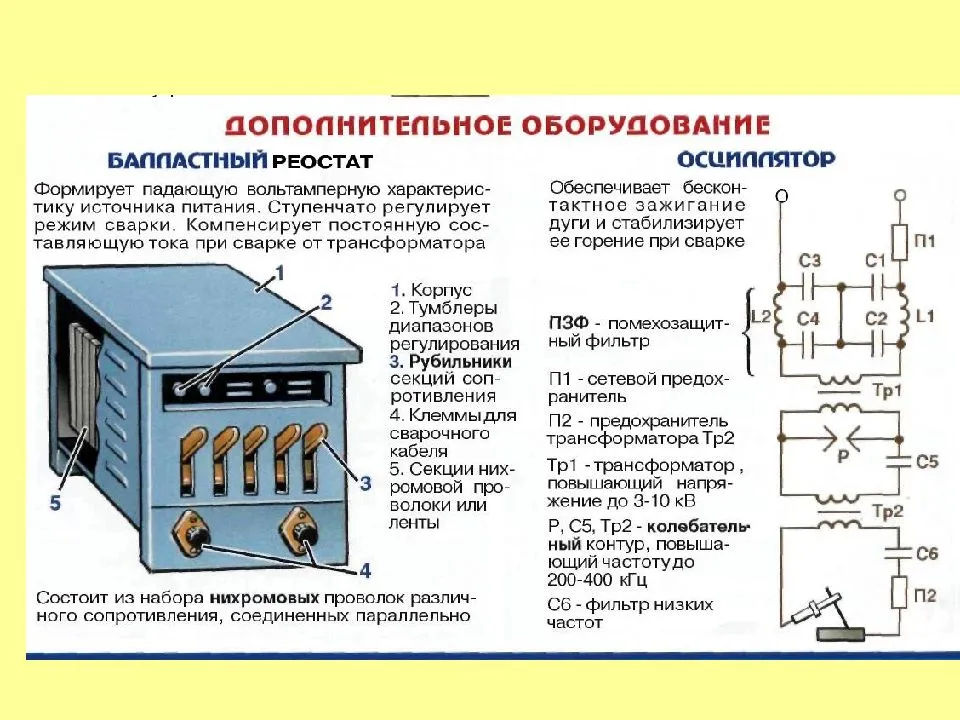
Подключение балластника
Балластный реостат, включенный в электрическую цепь, позволяет сварщику настраивать аппарат в соответствии с выбранной технологией.
Чем оно выше, тем ниже сила тока. Балластный реостат представляет собой пружину, характер ее работы зависит от размера витка, общей длины детали, материала изготовления. Элемент подсоединяют к контакту регулятора, движением которого меняют сопротивление.
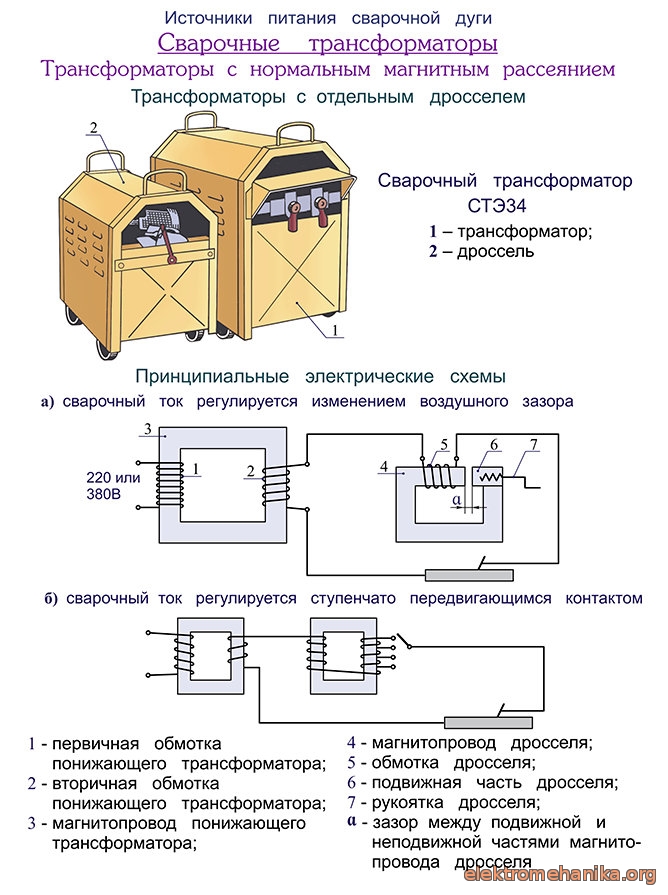
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Особенности и свойства выпрямителей для сварки
Обычно выпрямители для сварочных работ используются в тех случаях, когда производиться сваривание низкоуглеродистых, высоколегированных сталей, цветных металлов, различных сплавов.
Кроме того, сварочные выпрямители применяются сварщиками при необходимости произвести сварку с обратной полярностью.
К достоинствам сварочных выпрямителей можно отнести их экономичность, особенно этого касается вышеупомянутых трехфазных однопостовых устройств.
Среди особенностей выпрямителей следует выделить и довольно высокий показатель КПД в сравнении с аналогичным оборудованием.
Также специалисты отмечают, что выпрямители довольно надежны, управлять ими достаточно просто. Использование сварочных выпрямителей позволяет сократить разбрызгивание металла в процессе сваривания, а также способствует более глубокому провару.
К достоинствам этих устройств также принято относить относительно небольшой вес и равномерную нагрузку фаз.
С другой стороны сварочные выпрямители довольно чувствительны к перепадам напряжения в сети и восприимчивы к коротким замыканиям (длительным).
И напоследок несколько слов об эксплуатации выпрямителей, предназначенных для сварочных работ. Обязательно нужно проводить плановые осмотры устройства, чтобы иметь возможность во время устранять возможные поломки и загрязнения. Выпрямители, как и любое другое сварочное оборудование, должны содержаться в исключительно сухих помещениях.




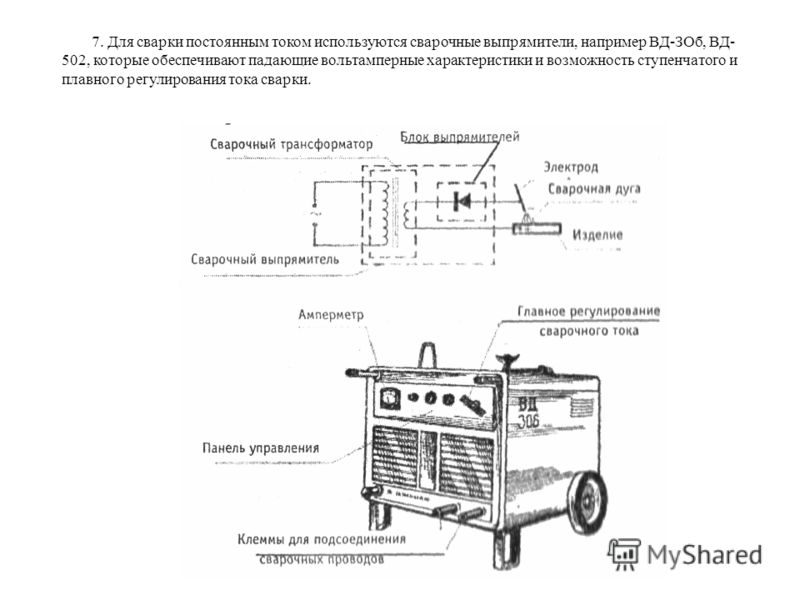
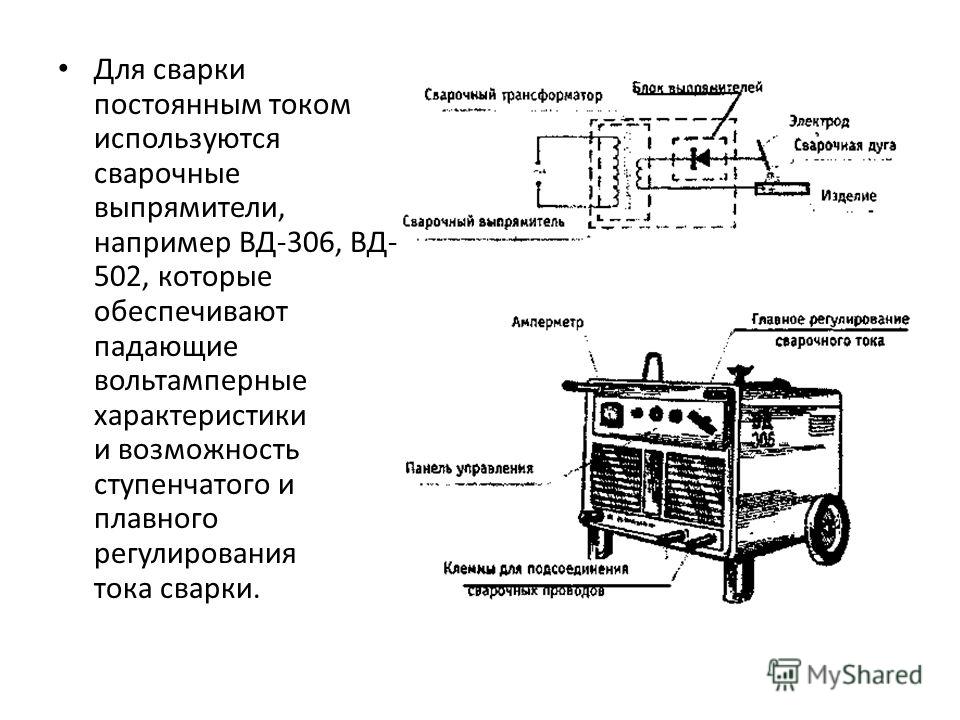
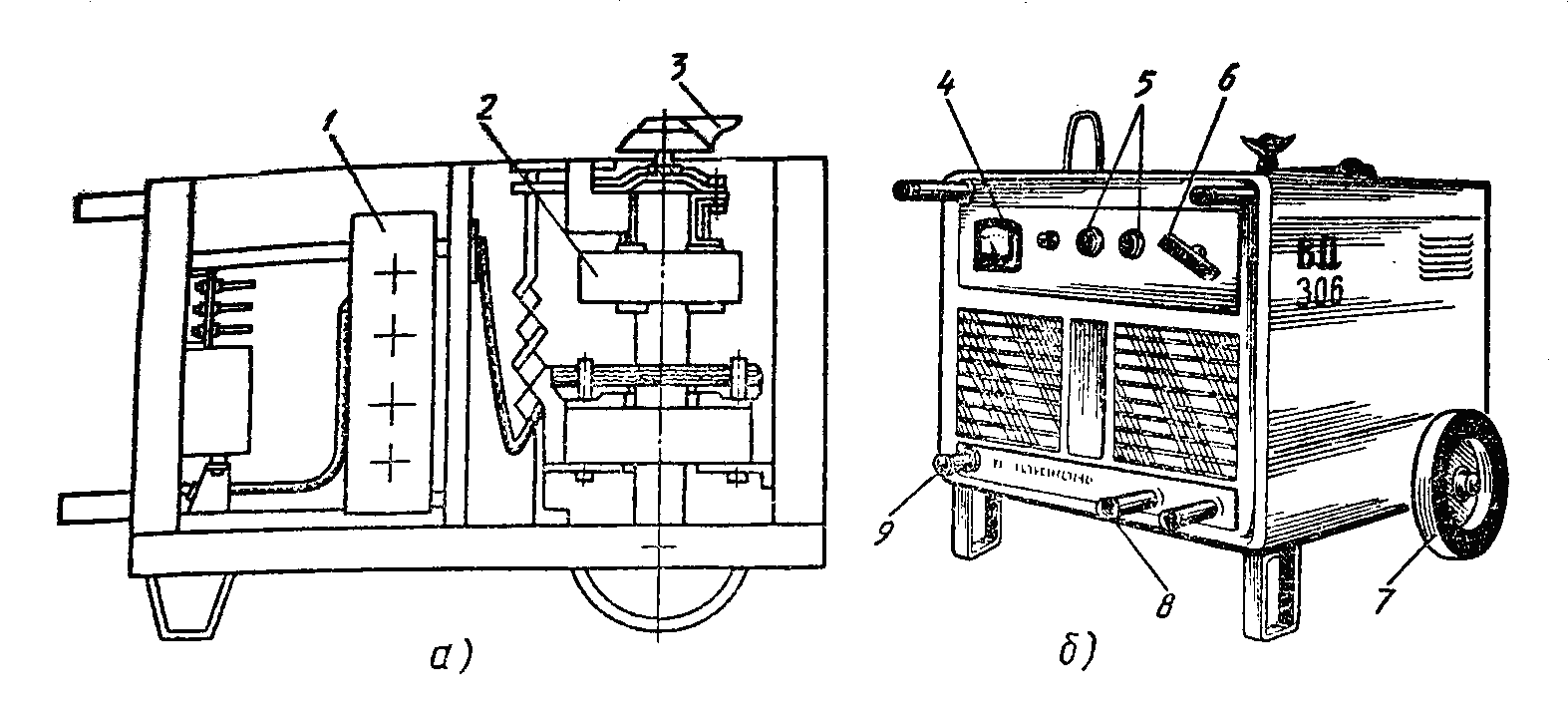
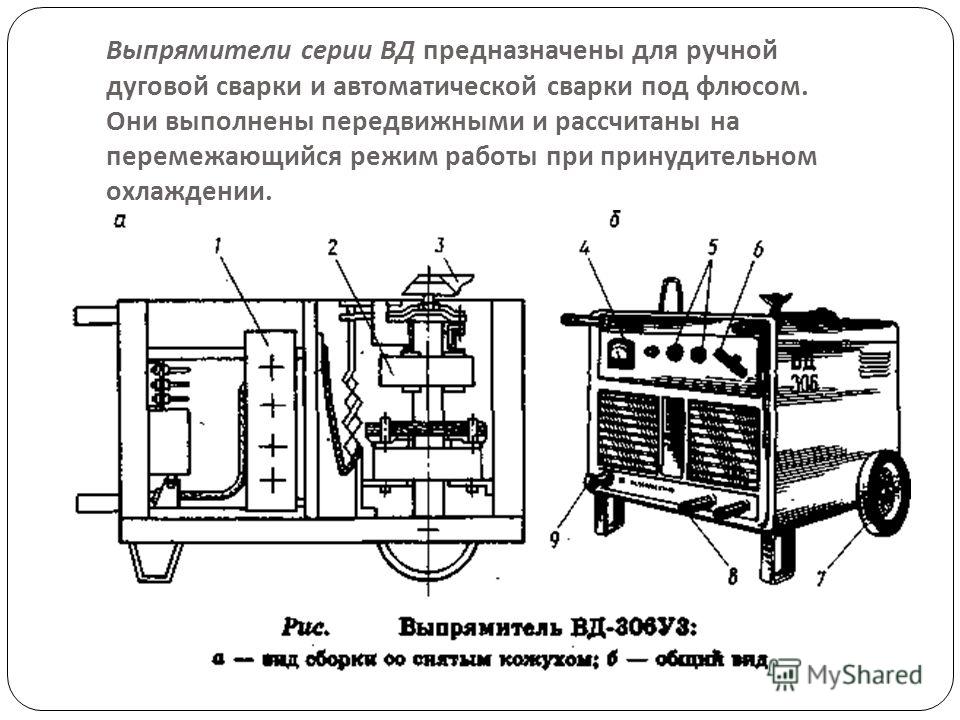
Устройство сварочного выпрямителя и принцип работы
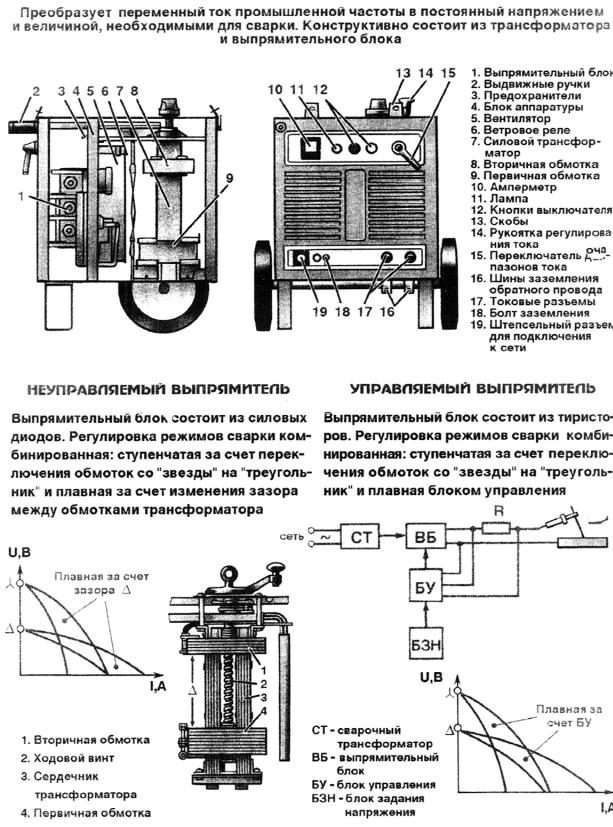
Среди различных аппаратов для электродуговой сварки выделяются устройства, способные не только повышать силу тока, необходимую для плавления кромок металлов, но и выравнивать переменную частоту напряжения до постоянного значения.
Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Называется такой агрегат — сварочный выпрямитель.
Как он устроен и за счет чего происходит преобразование тока? Какие разновидности аппаратов существуют?
Выпрямитель — что это такое?
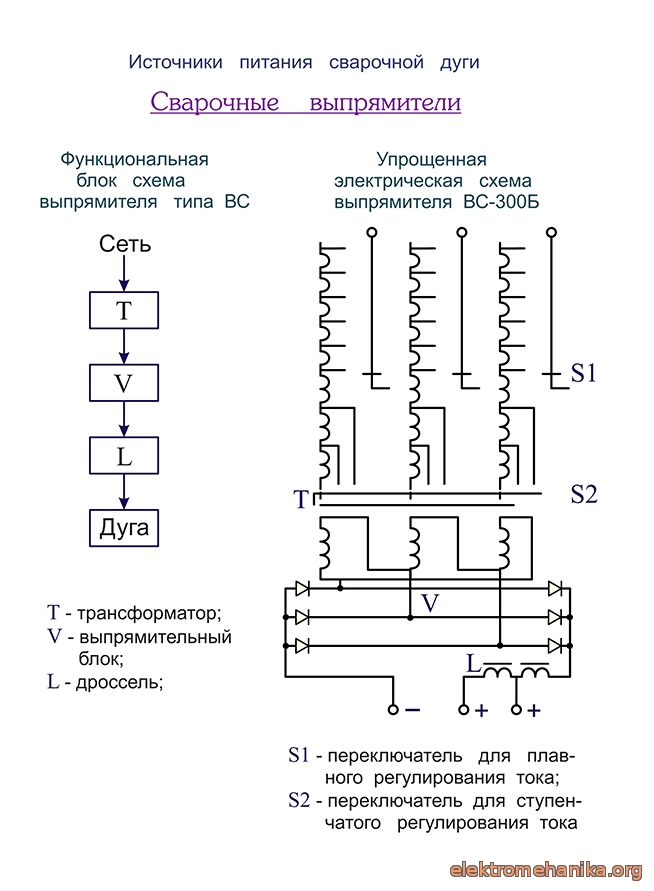
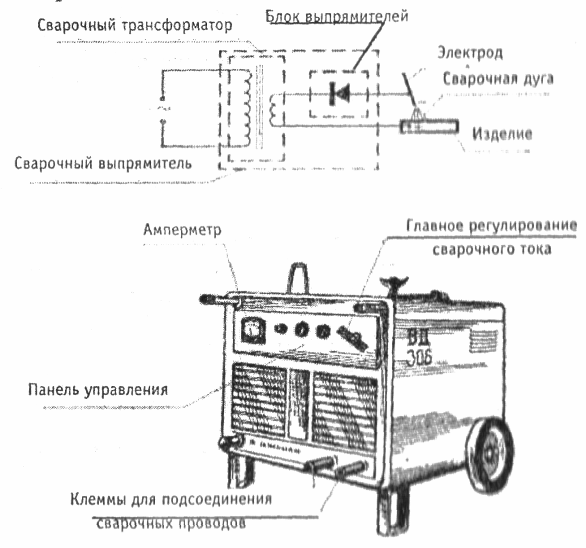
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
Преимущества использования
Эксплуатация выпрямителей в производстве при сварочных процессах дает несколько преимуществ перед обычными трансформаторами:
- более стабильное горение дуги;
- малое количество брызг расплавленного присадочного и основного металла;
- ровная поверхность шва с мелким чешуйчатым рисунком;
- лучшая свариваемость цветных и легированных металлов;
- экономия расходных материалов.
Применение выпрямителей
Устройства с постоянным током большой силы позволяют проводить сварочные работы покрытыми электродами на многих видах стали. В зависимости от возможностей регулировки, некоторые агрегаты способны сваривать металлы до 50 мм толщины (с разделкой кромок). При обратной регулировке выпрямителя, сварщик способен выполнять соединения на тонких изделиях с толщиной стенки 1 мм.
Сварочное устройство способно плавить как кромки основного металла, так и стержни электродов. Диаметр последних бывает от 2 до 6 мм. Кроме покрытых электродов выпрямители могут работать с присадочной проволокой, подающейся с катушки. Для этого их активно внедряют в полуавтоматы.
Преобразователи сварочного тока используются и для сварки неплавящимися электродами (вольфрамовыми, угольными). В этом случае сварочную ванну защищают инертными газами, подающимися в горелку через кабель-канал. Так, используя сварочный выпрямитель, можно сваривать чугун, нержавейку, и малоуглеродистую сталь.
Кроме сварки, агрегаты применяются для разрезания металлов электрической дугой. Данное действие возможно благодаря увеличению силы тока, которая прожигает сталь, не позволяя краям отверстия сходиться вновь. В отличие от трансформаторов, преобразователи с постоянным током позволяют экономить электроды при одинаковом объеме работ.
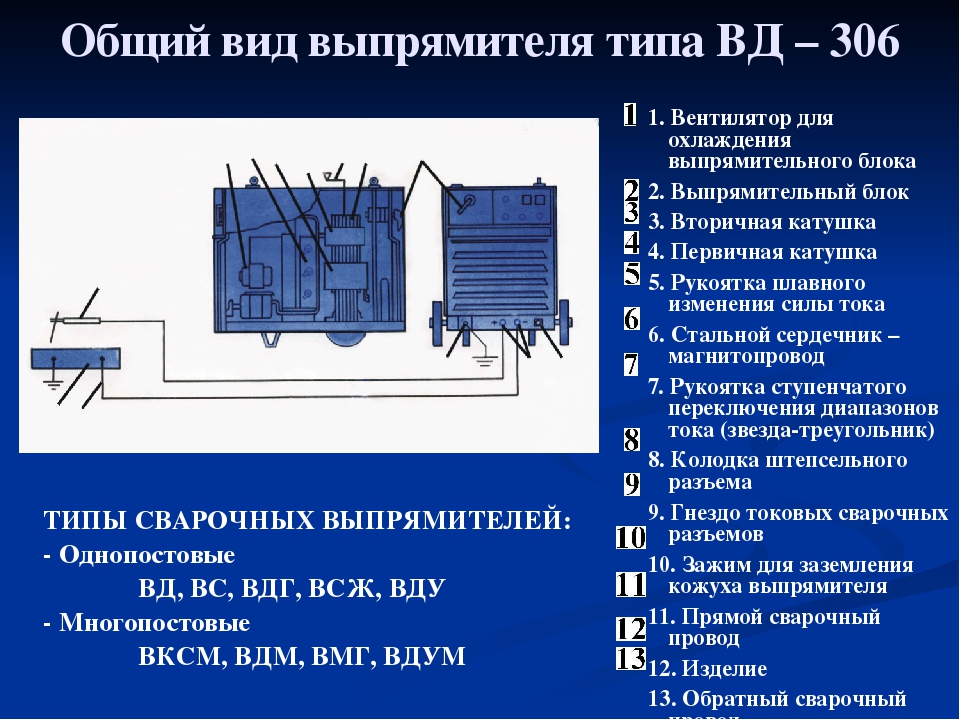
Устройство и принцип работы
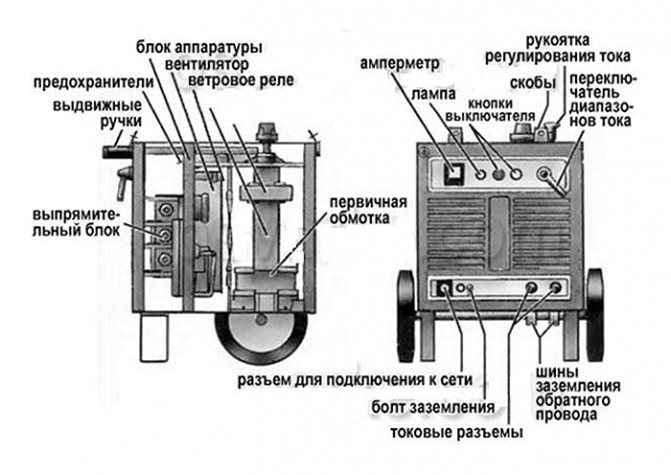
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
- понижающий трансформатор;
- диоды;
- охлаждающий модуль;
- измерительные приборы;
- регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А. Холостой ход работы аппарата не должен превышать 48V.
Это напряжение поступает на диоды. В качестве последних используются кремниевые элементы. Диод является полупроводником, обеспечивающим прохождение тока только в одну сторону. Это устраняет колебание его частоты и в зону сварки подается уже постоянное напряжение.
Поскольку диоды при этом нагреваются, то рядом с ними располагаются радиаторы и вентилятор. Постоянный обдув холодным воздухом позволяет увеличить продолжительность активной работы устройства, без перерыва на охлаждение.
Для контроля характеристик тока в систему устанавливаются амперметр и вольтметр. Многие модели снабжаются датчиком перегрева. При превышении показателей V срабатывает блок защиты, отключающий возможность сварки.
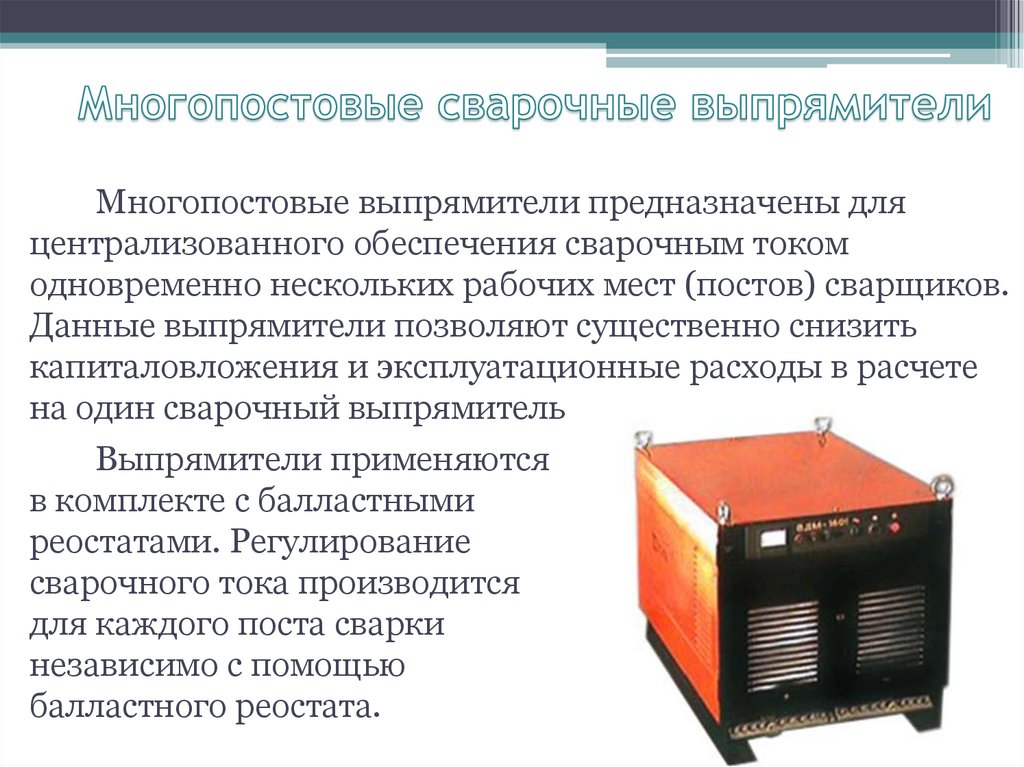
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.
Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
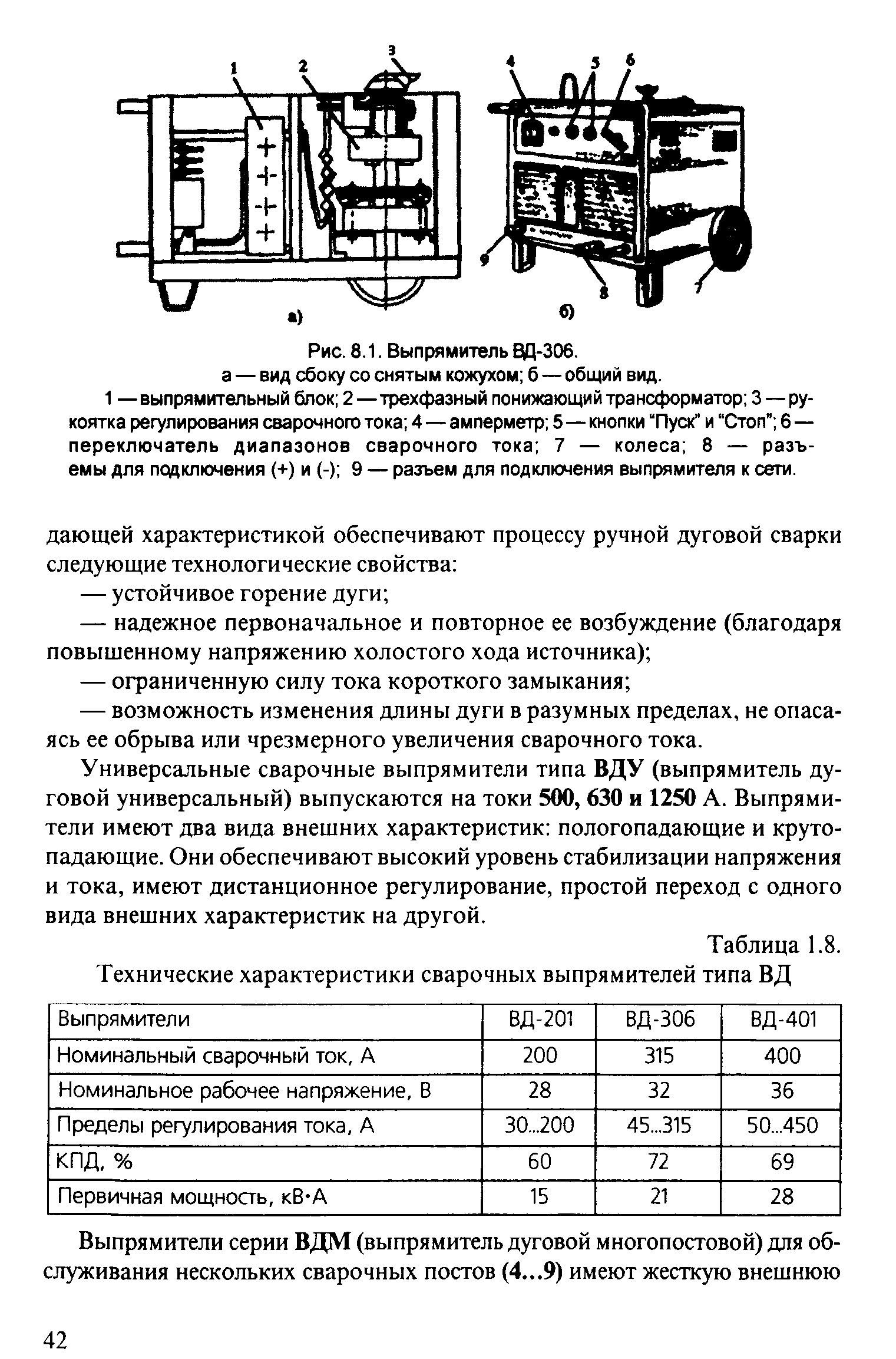
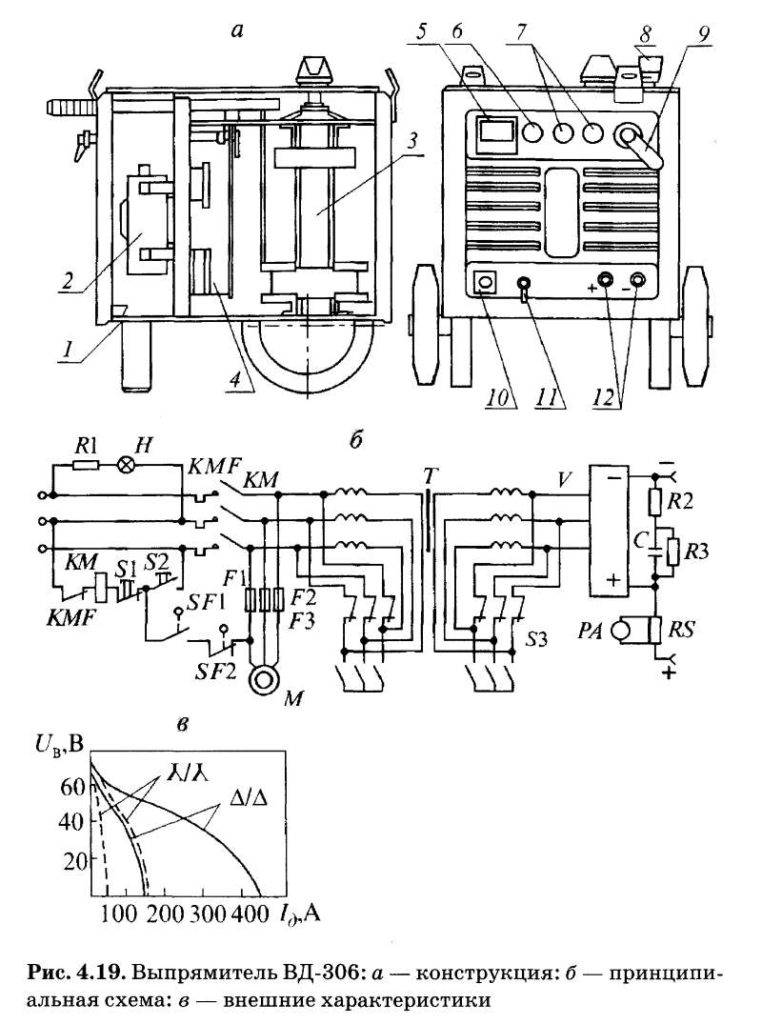
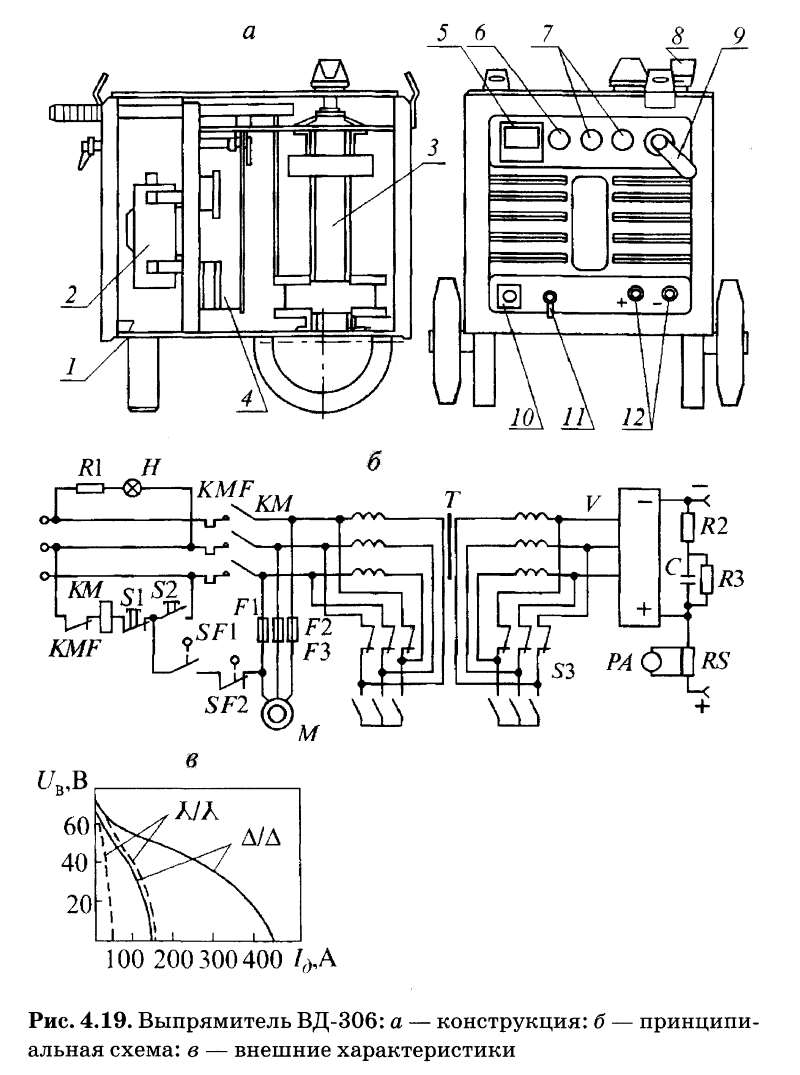
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
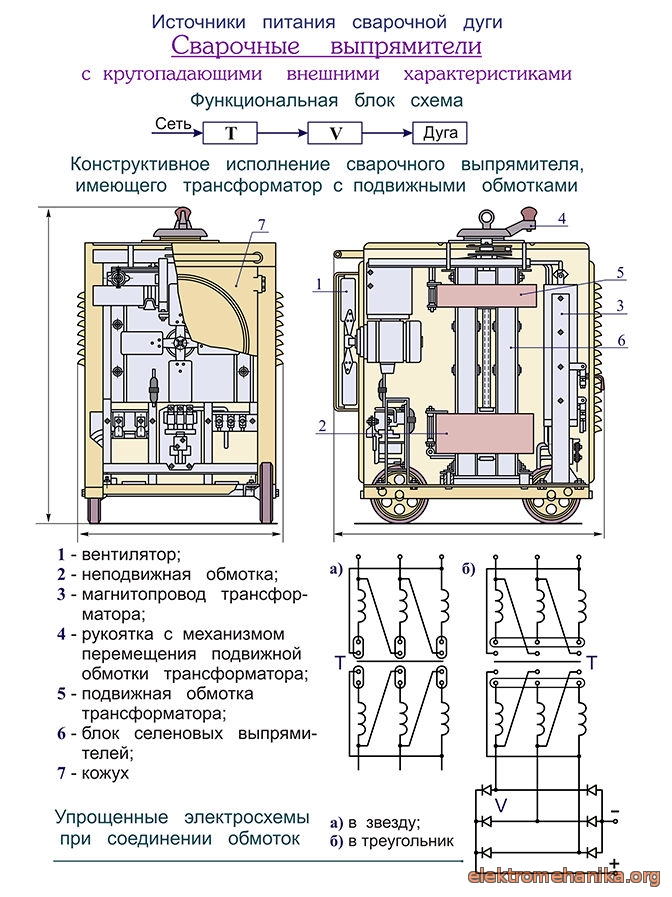
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов
Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.
Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.
Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру


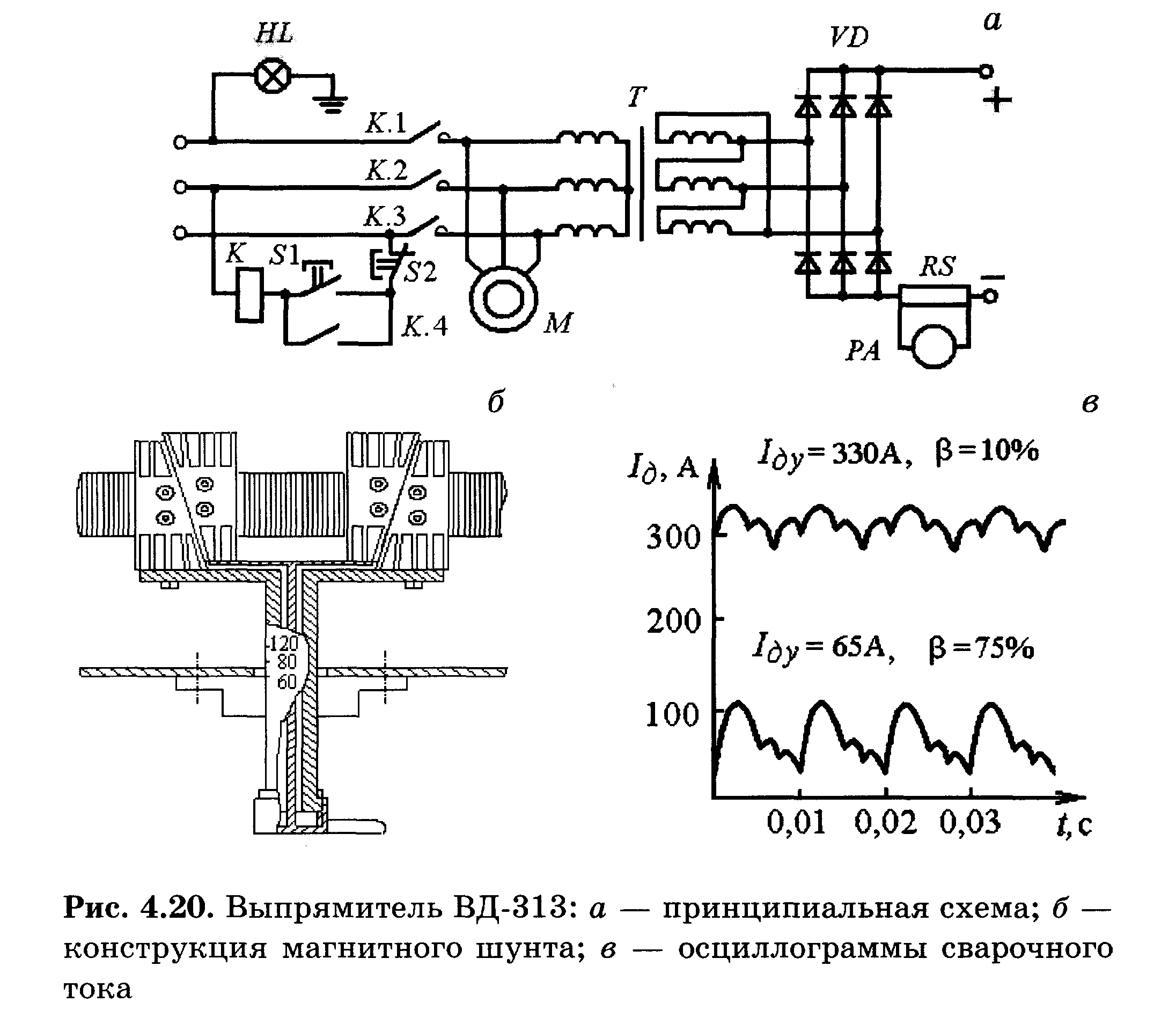

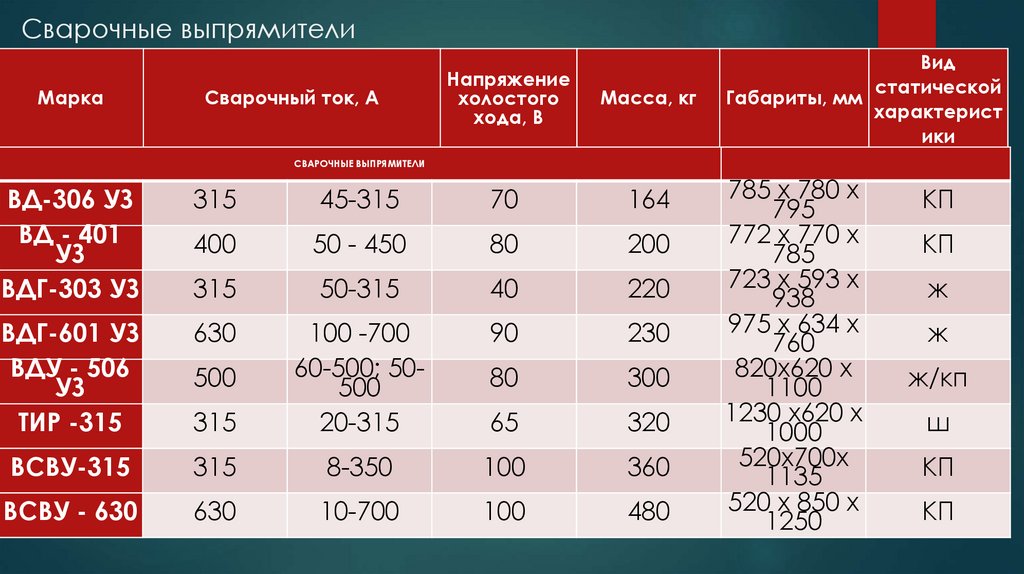
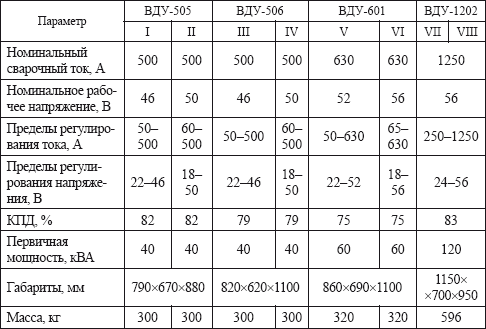
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
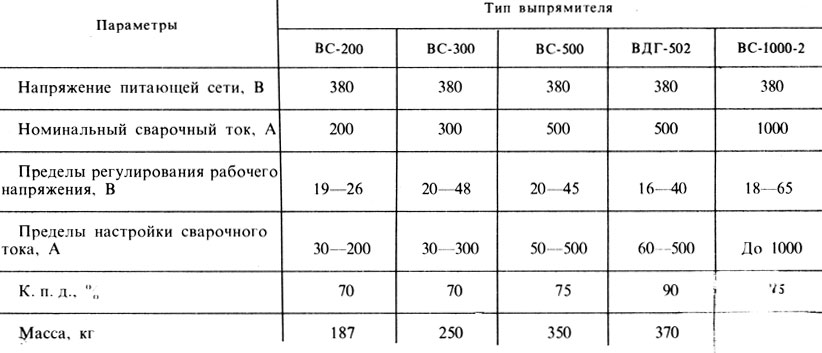
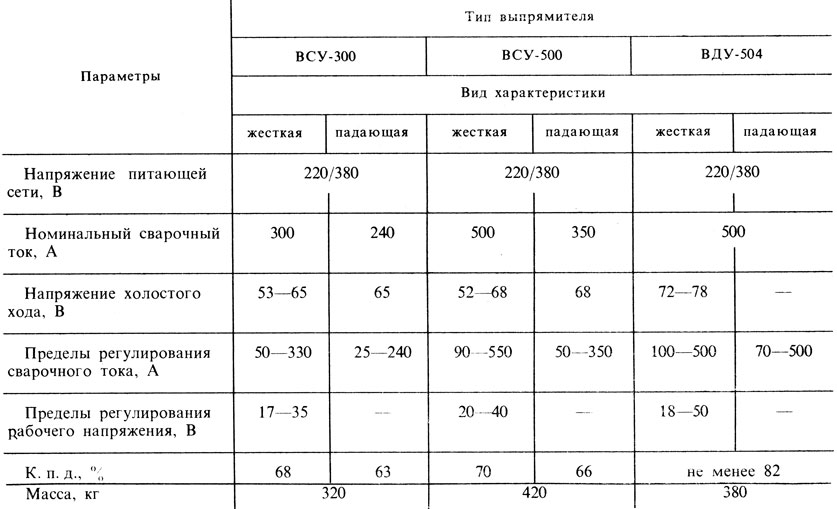
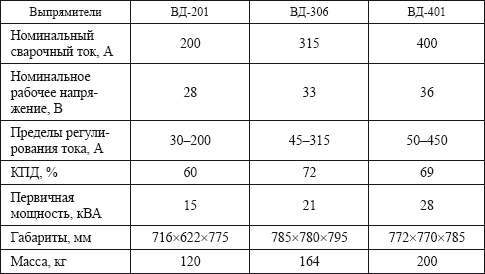
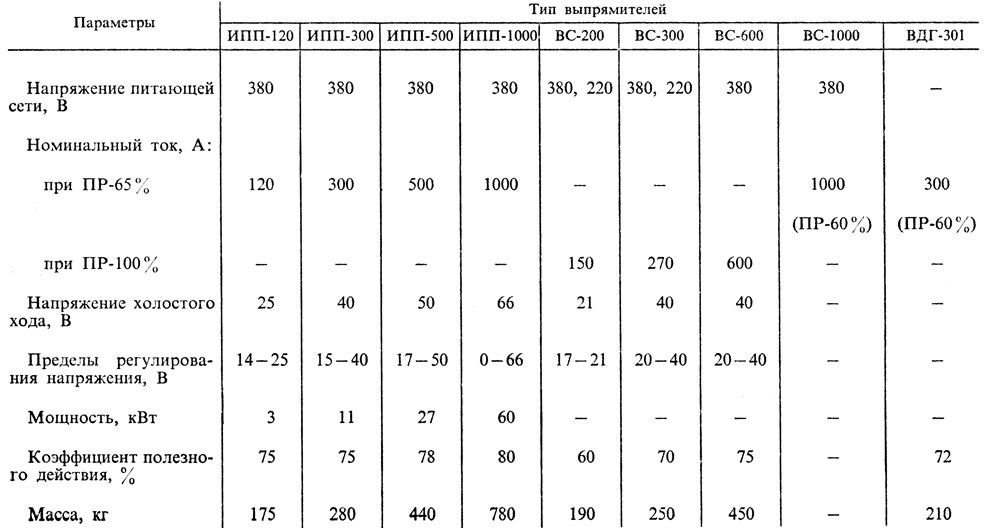
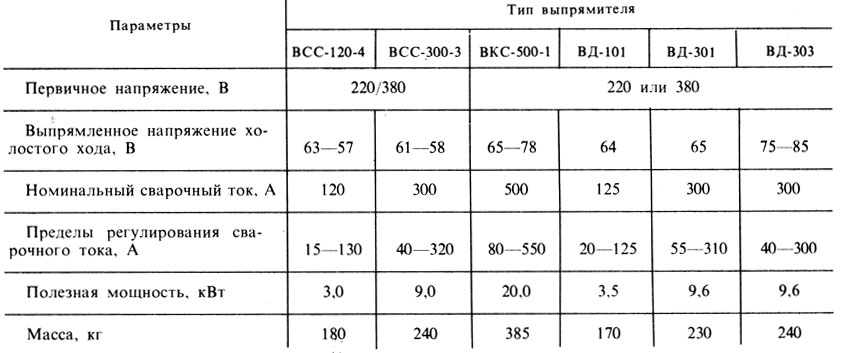
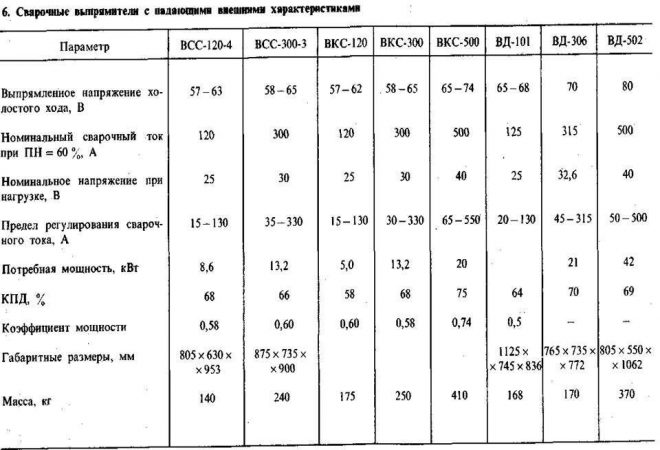
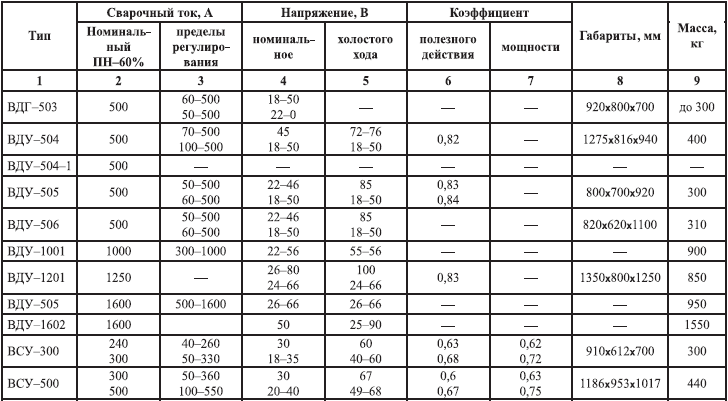
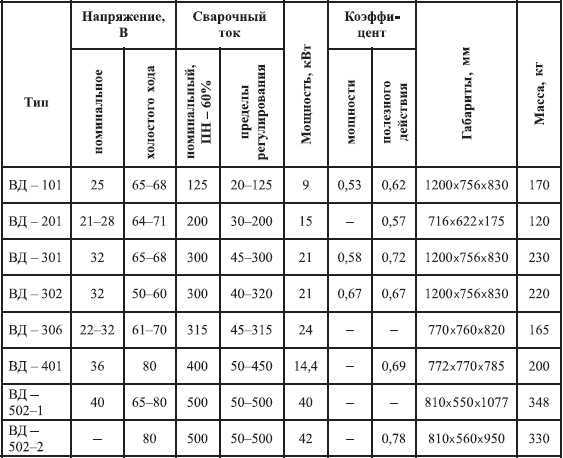
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
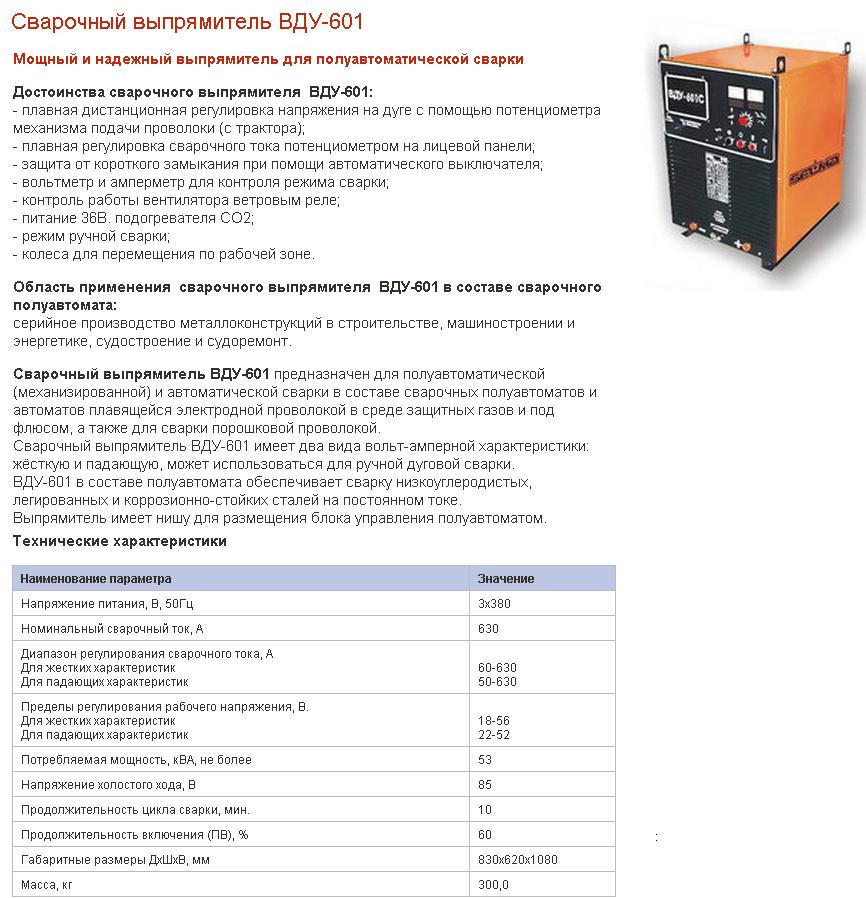
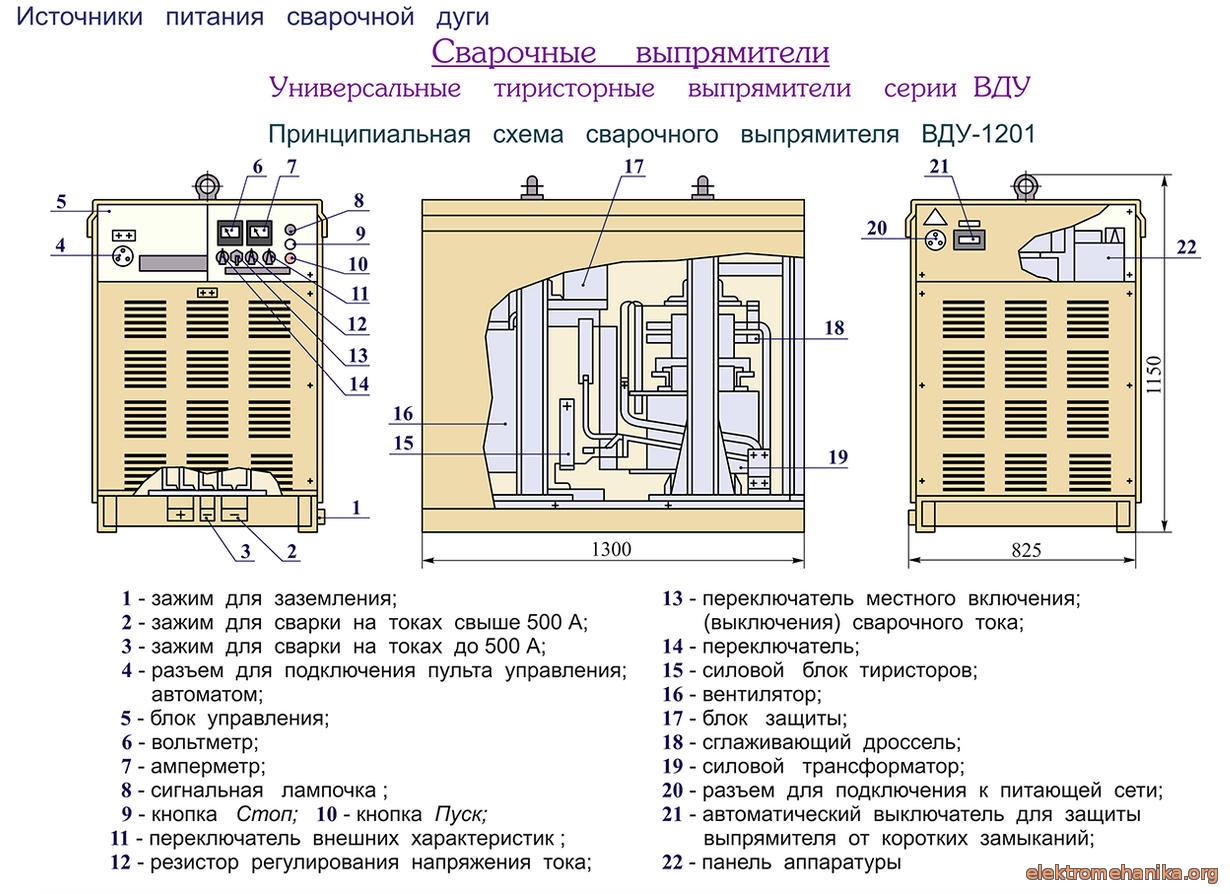
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила
Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.