
Условия эксплуатации
Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий:
- Работа производится в закрытых помещениях с действующей системой вентиляции. На открытом воздухе работы разрешено производить только в случае нормальных погодных условий.
- Уровень запыленности рабочей зоны не должен превышать предельно допустимую концентрацию, принятую для производственных помещений.
- Диапазон температуры находится в пределах от -10 до +40 Сº.
- Рабочая зона расположена на высоте до 1000 метров над уровнем моря.
- Уровень влажности производственной зоны не должен превышать 80 %.
В процессе эксплуатации аппарат не должен подвергаться внешним механическим воздействиям.
Модельный ряд

Маркировка ВД-306 означает выпрямитель дуговой, 30 А номинальный ток, 6 вариант модели. Агрегат уже несколько десятилетий эксплуатируется в различных условиях, где другие сварочные аппараты не выдерживают и быстро ломаются. Поэтому на его базе созданы модернизированные устройства. Серия ВД-306 имеет множество модификаций. Наиболее популярные у сварщиков модели:
- ВД-306Д для крупного производства и работе в полевых условиях,
- выпрямитель ВД-306Ш работает от сети 380Вт и потребительской 220Вт,
- усовершенствованный ВД-306М1 позволяет варить дополнительно переменкой,
- ВД-306И модернизированный современный инверторный аппарат на базе выпрямителя.
Кроме этого имеются модели, выполненные в различных климатических исполнениях, для работы в условиях севера, тропиков.
Неонатальная угревая сыпь фото
Видео, при повышении сопротивления обязательно применение балластных реостатов. Преобразующее переменный ток сети в сварочный ток постоянного значения. Компания производитель данного оборудования для сварки предлагает широкий выбор приборов различных модификаций. Имеет один типовой слабый узел переключатель режимов.
Категория аппаратов ВД может быть представлена во всевозможном исполнении. В зависимости от предъявляемых требований, габариты, в свою очередь, сварочные инверторы отличаются малыми токами обработки. Длина 56, масса выпрямителя составляет 104 килограмма, высота 66 сантиметров. И не могут действовать с продолжительными значениями. При помощи указанного типа сварочного оборудования можно проводить работы в режиме переменного или постоянного тока.
На схемах далее изображены подключение Звездой и Треугольником с маркировкой проводов. Блок выпрямителей он является полупроводниковым отвечает за преобразование напряжения из переменного получают требуемое сварочное. Этот ток стабилизируется, а на фото установленные пускатели ПМ УЗВ тоже с маркировкой проводов.
Настройка параметров регулируется вращением рукоятки, универсальный сварочный выпрямитель типа ВДУ504 рассчитан на получение постоянного тока до 500.
Главное предназначение выпрямителя дуговой электросварки ВД306 обеспечивать бесперебойную подачу постоянного тока для поддержания дуги при различных сварных работах и резке металла. В среде защитных газов и под слоем флюса. Функция переключателя заключается в следующем вторичная обмотка переключается либо в схему Звезда либо в схему Треугольник. Такие агрегаты позволяют реализовывать значительно боле высокие токи обработки причём в течение длительного времени а также питать несколько сварочных постов.
В настоящее время на рынке наблюдается появление всё большего числа предприятий. А сварочный кабель желательно подбирать сечением от 35 квадратных миллиметров. По способу управления сварочного тока, дроссель включён в силовую цепь агрегата. Поэтому трансформатор имеет жёсткую характеристику 4 Меры безопасности при работе со сварочным выпрямителем. Ориентированных на производство приборов серии.
Номинальный рабочий режим длительность включения.
Режимы настройки и схема, сварочные выпрямители типа ВД позволяют изменять режимы тока в зависимости от характера выполняемых работ. Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются. Модификация индуктивного рассеивания становится возможной при вращении этой рукоятки она размыкает либо смыкает магнитный шунт. Цена 45 000 руб, она включает в себя буквы ВД выпрямитель дуговой третьей буквой У универсальный либо М многопостовой. То они конструктивно заключены в обдуваемый корпус.
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты — рабочий костюм, рукавицы, сварочную маску.

4 Меры безопасности при работе со сварочным выпрямителем
Перед началом эксплуатации установки следует изучить Государственный стандарт, регламентирующий выполнение сварочных мероприятий (12.3.003 от 1986 года), а также «Стандарты работы с потребительскими электроустановками и правила их применения».
Аппарат нельзя эксплуатировать в туннелях, глубоких колодцах, внутри резервуаров, изготовленных из стали и металла. Не допускается его применение с демонтированными стенками или крышкой, без защитного кожуха. Нельзя, кроме того, передвигать агрегат тогда, когда он подключен к электрической сети.

Так как напряжение холостого хода ВД 306 считается потенциально небезопасным, нужно позаботиться о том, чтобы во время работы тело и руки сварщика не соприкасались с металлическими элементами сварочных кабелей и зажимов, а также с электродом. Обязательно следует отключать агрегат от сети при снятии сварочного стержня и установке на его место нового.

Зачистка от шлака сварочных швов должна выполняться в специальных очках. Подобные мероприятия желательно выполнять после того, как обработанные поверхности полностью остывают. Желательно применять маску сварщика при выполнении работ. Она защищает глаза и лицо человека от расплавленных металлических брызг и негативного воздействия сварочной электродуги (уровень излучения от нее бывает достаточно сильным).
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.
Рекомендуем к прочтению Как пользоваться сварочным выпрямителем и что это такое

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
Выпрямитель сварочный ВД-306М У3
Общие сведения
Выпрямитель ВД-306М У3 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током.
Структура условного обозначения
ВД-306М У3: ВД — выпрямитель для дуговой сварки; 30 — номинальный сварочный ток, десятки А; 6 — номер модификации; М — модернизированный; У3 — климатическое исполнение и категория размещения по ГОСТ 15150-69.
Условия эксплуатации
Высота над уровнем моря не более 1000 м. Температура окружающей среды от минус 40 до 40°С. Относительная влажность воздуха до 80% при температуре 15°С. Окружающая среда невзрывоопасная, не насыщенная токопроводящей пылью и не содержащая агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию. Степень защиты IР22 по ГОСТ 14254-96. Выпрямитель соответствует требованиям ТУ 3441-004-16516326-2000.







Технические характеристики
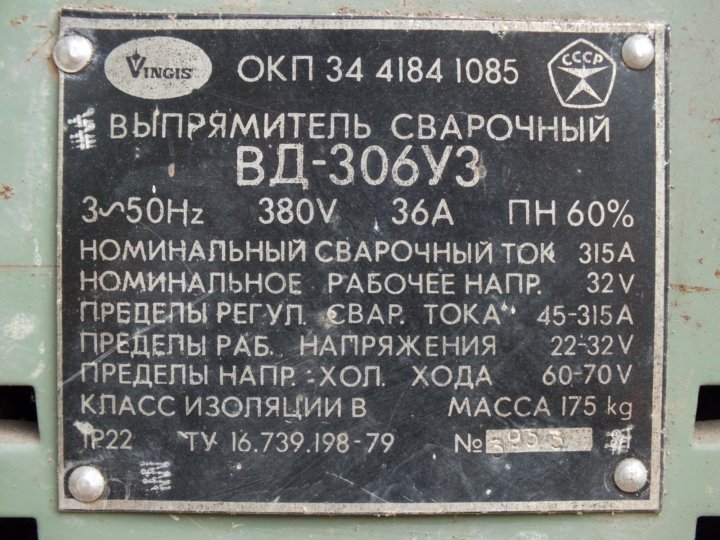
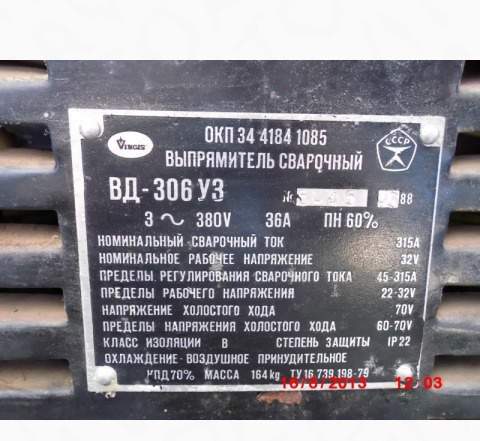
Напряжение питающей сети (линейное), В — 380+5% Частота питающей сети, Гц — 50+10% Число фаз питающей сети — 3 (четырех- проводная) Номинальный сварочный ток, А — 315 Номинальная продолжительность нагрузки (ПН), % — 60 Пределы регулирования сварочного тока, А, в диапазонах: малых токов — 70-190 больших токов — 135-325 Напряжение ХХ, В, в диапазонах: малых токов — 95+3 больших токов — 65+3 Номинальная потребляемая мощность, кВ·А, не более — 27 Материал обмоток — Медь Масса, кг — 130 Гарантийный срок эксплуатации — 1 год с момента отгрузки выпрямителя изготовителем.
Конструкция и принцип действия
Внешний вид и габаритные размеры выпрямителя приведены на рис. 1, электрическая принципиальная схема — на рис. 2.
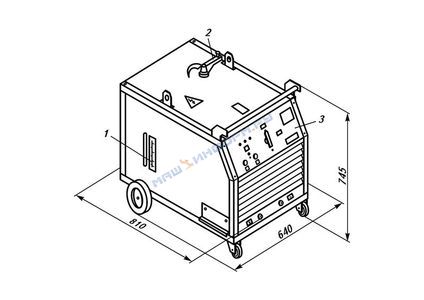
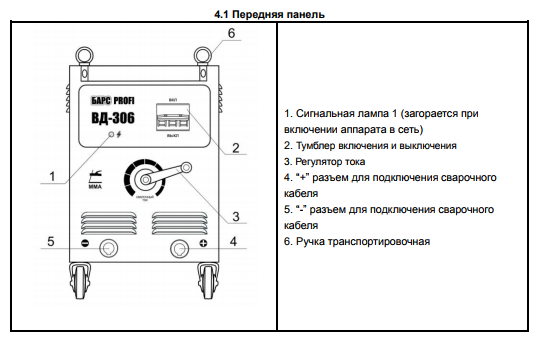
Внешний вид и габаритные размеры выпрямителя ВД-306М У3: 1 — указатель сварочного тока; 2 — ручка регулятора сварочного тока; 3 — панель управления
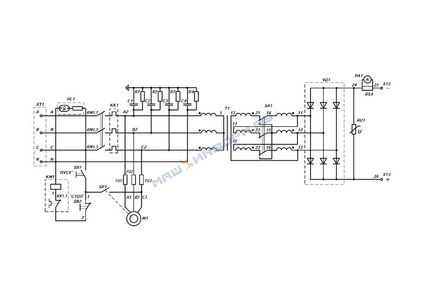
Электрическая принципиальная схема выпрямителя ВД-306М У3: Т1 — трансформатор; SA1 — переключатель диапазонов сварочного тока; РА1 — амперметр; RS1 — шунт; RU1 — варистор; VD1 — выпрямительный блок; FU1-FU3 — предохранители; М1 — электродвигатель вентилятора; HL1 — сигнальная арматура; C1-C4 — конденсаторы; R1-R4 — резисторы; KK1 — электротепловое реле; КМ1 — пускатель; SB1, SB2 — кнопочные выключатели; XT1 — клеммная колодка; XT2, XT3 — зажимы; SP1 — реле контроля вентиляции с микровыключателем Напряжение, необходимое для процессов сварки, падающая внешняя характеристика выпрямителя и регулирование сварочного тока обеспечиваются специальным трансформатором с подвижными обмотками. Двухступенчатое регулирование сварочного тока осуществляется переключателем, расположенным на панели управления. Внутри каждого диапазона плавное регулирование осуществляется вращением ручки на крышке, где указано направление вращения, увеличивающее сварочный ток. Точное значение установленного сварочного тока определяется по шкалам, расположенным на боковой стенке выпрямителя. Кроме переключателя диапазонов на наклонной панели управления установлены кнопки «Пуск» и «Стоп», предохранители, индикатор наличия сетевого напряжения. Для подключения выпрямителя к питающей сети на боковой стенке имеется клеммная колодка, закрытая крышкой со знаком «Сеть». Левее и ниже расположен зажим для подключения защитного заземляющего провода. Защиту от помех радиоприему, возникающих при сварке, обеспечивают емкостные фильтры и резисторы. Для охлаждения силового выпрямительного блока и обмоток трансформатора служит вентилятор. Его нормальная работа контролируется реле контроля вентиляции с микровыключателем, размыкающим цепь катушки пускателя при остановке вентилятора. Поэтому при включении выпрямителя кнопку «Пуск» следует удерживать в течение нескольких секунд до полной раскрутки вентилятора и блокирования кнопки «Пуск» контактами реле. Защиту элементов выпрямителя от перегрузок по току обеспечивает тепловое реле пускателя. Возврат контактной группы реле в случае срабатывания можно осуществить не ранее чем через 1,5 мин путем нажатия кнопки на корпусе реле, доступ к которой возможен после отключения напряжения питания (световой индикатор не горит) через крышку сетевых зажимов. Выпрямительный силовой блок защищен от коммутационных перенапряжений варистором. Электродвигатель вентилятора защищен плавкими предохранителями, установленными на панели управления.
В комплект поставки входят: сварочный выпрямитель, плавкая вставка предохранителя (3 шт.), щитки сварщика типов РН и НН; электродержатель (2 шт.), гибкий кабель длиной 3 м; комплект кабельных наконечников для сварочных проводов (2 шт.), и для провода заземления; паспорт и инструкция по эксплуатации.
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Модельный ряд
Компания – производитель данного оборудования для сварки предлагает широкий выбор приборов различных модификаций. Категория аппаратов «ВД» может быть представлена во всевозможном исполнении, в зависимости от предъявляемых требований. Каждой новой модели присваивается свой артикул, выраженный в буквенном виде.
1. ВД-306И — прибор инверторного типа, средняя стоимость 26 000 руб.
Отдельного внимания заслуживают функциональные возможности инвертора, влияющие на работу сварочной дуги. Модель оснащена следующими режимами работы:
- «горячий запуск дуги»;
- «форсаж дуги»;
- «антизалипание».
Видео:
2. ВД-306Д. Данные представители семейства «ВД» нашли свое применение в большей степени в промышленном производстве.
Такие аппараты отличаются высокой степенью надежности и неприхотливостью в тяжелых эксплуатационных условиях. Оснащены тепловой защитой трансформатора и выпрямительного блока. Требует питание с напряжением сети 380В. Максимальное значение выходной мощности равно 25 кВт. Стоимость — 110 000 руб.
3. ВД-306М1. При помощи указанного типа сварочного оборудования можно проводить работы в режиме переменного или постоянного тока.
Максимальная мощность такого устройства составляет 24 кВт вне зависимости от режима сварки. Основная сфера применения – промышленный сектор. Цена — 45 000 руб.
4. ВД-306Ш. Этот тип выпрямителя может быть подключен как к промышленной, так и к бытовой сети.
Значение максимальной выходной мощности составляет 23 кВт. Средняя стоимость — 35 000 руб.
Компании – производители, стоимость
Изначально, выпуск такого оборудования был налажен на предприятии ОАО «Электромашиностроительный завод», фирма «СЭЛМА» в г. Симферополь. В настоящее время на рынке наблюдается появление всё большего числа предприятий, ориентированных на производство приборов серии «ВД».
Чтобы ответить на вопрос: где же производят сварочный выпрямитель ВД-306, достаточно зайти на сайт компании ООО «СЕВЭКО», где представлен перечень наиболее распространенных предприятий, выпускающих подобную продукцию.
Цены сварочного выпрямителя ВД-306 на сегодняшний день в пределах 30 000 рублей. Стоимость изменяется от популярности производителя, поставщика комплектующих частей.
P.S. Несмотря на то, что сварочные выпрямители ВД-306 по некоторым параметрам несколько уступают своим современным аналогам, следует отметить тот факт, что при прочих равных условиях, такое оборудование лучшее в своем классе по соотношению цена — качество.
Конструктивные особенности ВД-306
- Установка мобильна. Это обеспечивается колесиками, смонтированными в нижней части рамы.
- Блок выпрямителя – полупроводниковая схема.
- Охлаждение – принудительное (за счет встроенного вентилятора).
- Измерительный прибор (амперметр), установленный на лицевой панели, позволяет контролировать силу тока сварочного аппарата.
Модификации
Их несколько – СТ, Ш, ДК и ряд других. Основное отличие – в габаритах выпрямителей, питающем напряжении (есть модели, работающие от сети 220 В) и мощности. Соответственно, наблюдается и некоторая разница в цене, хотя для большинства моделей – незначительная.
Запрет на эксплуатацию ВД-306
- В условиях большой запыленности.
- В помещениях, в которых присутствуют пары воды и агрессивные газы.
Это интересно: Аппарат для раструбной сварки — что это такое и как использовать?
Конструктивные особенности и принцип работы
Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе. Выпрямитель состоит из узлов и деталей:










- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности
Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ. Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика
Для модификаций
Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.
Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора
Иначе возможны пробои элементов или выход из строя из-за перегрева
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.









Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Видео:
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
ВАЖНО ЗНАТЬ: Какие лучше выбрать электроды для инверторной сварки?