
Характеристики электрического наждака
Шлифовальные элементы (круги) имеют много разновидностей по форме, которые подбираются в зависимости от характера работ и обрабатываемой заготовки. Существуют абразивные элементы в виде чашки, тарелки и прямые. Зачастую обычный прямой диск используется для точения всевозможных инструментов и деталей.
Диаметр круга
Каждый абразивный круг имеет свои технические особенности, одной из основных является его диаметр, соотносимый с мощностью точила. Эти два базовых параметра имеют между собой прямую связь, поскольку при использовании более жесткого и габаритного круга, необходимо иметь электроточило большей мощности.
Абразивные круги имеют следующие диаметры:
- 120-130 мм – называется малым;
- 150-180 мм – средний;
- 190 и более – большой.
Размер круга подбирают исходя из возможностей точила и характера выполняемых задач. К примеру для заточки крупных изделий, таких как ножи и топоры – более удобным будет применить круг большего диаметра (180–200 мм), а для выполнения заточки более мелких изделий, таких как кухонные ножи либо ножницы, можно использовать точило с диаметром (125-150 мм). В производственных условиях применимы круги с диаметрами более 200 мм, такие как 250-260 мм, 300-350 мм, 400-450 мм. Эти разновидности кругов устанавливаются на более мощные и крупногабаритные станки, которые в свою очередь имеют более высокую стоимость и требуют специальных условий применения.
Мощность электроточила
Мощность электроточила выбирается исходя из используемых кругов по мощности и диаметру. Чем грубее поверхность, которую необходимо обработать, тем более мощный двигатель должен быть в точильном станке. Наиболее ходовой диапазон мощностей колеблется от 150 до 300 Вт. Встречаются и менее мощные разновидности, но такие точила применяются в домашних условиях для обработки мягких поверхностей.
Посадка наждака
Посадка – это один из параметров абразивного круга, указывающий на его внутренний диаметр. На рынке представлена немалая разновидность посадок. Среди наиболее распространенных являются – 32, 20, 12,7, 16 мм. Само собой разумеется, что посадку следует подбирать исходя из конфигурации вашего шлифовального станка. Перед началом работы, абразивный круг необходимо прочно зафиксировать. Он не должен смещаться в разные стороны во время шлифования. Шлифуемый элемент необходимо подводить к наждаку под углом, не стоит забывать о средствах защиты. При отсутствии защитного стекла на станке, необходимо обязательно работать в специальных защитных очках.
Зернистость и маркировка кругов
Главным параметром, влияющим на выбор абразивного круга, является его зернистость. Она отличается по стоимости, и по степени стирания. Маркировка зернистости кругов следующая: 8, 12, 16, 25, 40. Высокое число зернистости позволяет проводить более грубую обточку, соответственно низкое применимо для легкой шлифовки. Кроме того, маркировка может быть буквенная. Например – СМ, означает, что круг средней мягкости, имеет невысокою стоимость, и задействуется для точения деталей относительно невысокой шероховатости. Поэтому на выбор хорошего электро-точила, влияют область и условия его применения. Под поставленные задачи, уже будет легче выбрать необходимый комплект шлифовальных элементов, отвечающий всем запросам клиента.
Конструкция электрического наждака

Электрический наждак
Основным рабочим компонентом станка является точило. Оно изготавливается из горных пород. В подавляющем случае для этого используют магнетит и корунд. Для улучшения абразивных свойств возможно добавление других компонентов.
Для заточки необходимо придать наждачному колесу вращение. Для этого используется электродвигатель. Его вал соединен с насадкой для фиксации круга. Защиту обеспечивает кожух, который устанавливается поверх наждака. В простых моделях регулировка скорости отсутствует. Для предотвращения перегрева двигателя устанавливают специальный блок.
Преимущества применения электрического настольного наждака:
высокая скорость заточки инструментов;
небольшие размеры. Инструмент можно установить в ограниченном пространстве
Важно, чтобы при этом соблюдались правила техники безопасности;
опора (станина) при качественной фиксации стабилизирует возможные вибрации от станка.
Основным недостатком этого типа электроинструмента является зависимость от подключения к электросети. Решить проблему можно установив аккумулятор. Но на практике так не делают, так как дома регулярность заточки инструмента небольшая. В производстве для решения этого вопроса используют автономные электростанции.
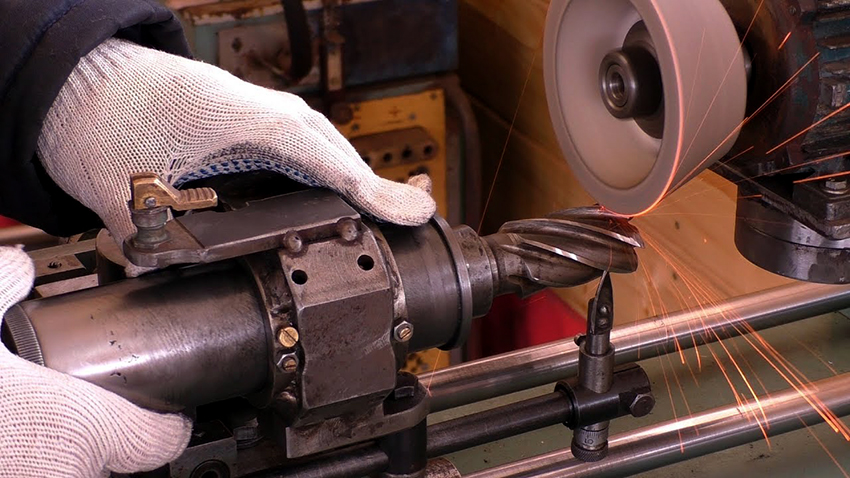
Выполнение заточки резцов для токарного станка
Токарные резцы состоят из двух основных элементов – стержня-основания, при помощи которого инструмент закрепляется в станке, и головки. Обработка металла осуществляется кромкой, образующейся объединением основной (задней) и передней поверхностей. При работе инструмента первостепенное значение имеют углы. Их несколько, в общей сумме они составляют 90°.
По специфике применения резцы могут делиться на такие виды:
- расточные;
- для нанесения резьбы;
- торцовочные;
- для выполнения канавок, фасок;
- фасонные.
Токарные резцы могут иметь съемные режущие пластины. Подобный инструмент не подлежит восстановлению. Остальные же варианты нуждаются в постоянном обновлении режущих поверхностей. Обработка осуществляется на станках для заточки резцов. Большие предприятия чаще всего имеют стационарно установленные агрегаты и целые подразделения работающих на них специалистов.
В домашних же условиях это может быть ручной вариант точила. Резцы подносятся к вращающемуся обтачному кругу, ход процесса оценивается визуально
В данном случае очень важно правильно выбрать абразивный материал. Для инструмента из твердосплавных материалов понадобятся зеленые карборундовые круги
А резцы из быстрорежущей или углеродистой стали хорошо восстановятся после заточки корундовыми кругами средней твердости. Такой способ заточки, безусловно, уступает обработке на электронных станках, но при соблюдении определенных правил может быть вполне эффективным:
Для ручного варианта заточки резцов важно правильно подобрать абразив
- в ходе заточки следует поливать инструмент водой в месте соприкосновения с обтачным кругом;
- при заточке сухим способом инструмент после обработки нельзя опускать в воду – появятся трещины;
- нажим на абразивный круг в ходе обработки должен быть одинаковым, несильным.
После заточки обязательно требуется выполнить доводку резцов (4 мм от края режущей части): твердосплавный инструмент необходимо доработать медным оселком, смазанным специальной пастой, другие виды – оселком средней абразивности с применением керосина или машинных масел.
Особенности устройства и принцип работы механических заточных станков для ножей
Самые простые, функциональные и широко распространенные заточное оборудование для ножей– механические точилки. Каждая из них представляет собой компактное устройство, внутри которого находится сразу несколько точильных дисков, а также отверстий для заточки и правки ножа.
Механические точилки способны использоваться повсеместно – для их эксплуатации не нужно обладать особыми знаниями или навыками. Нож просто перемещают взад-вперед до тех пор, пока лезвие не достигнет необходимой степени остроты
Причем угол заточки фиксируется станком, и важно следить, чтобы он был выбран правильно
Механические точилки прекрасно подходят для заточки профессиональных ножей поваров, отличаются повышенными показателями функциональности и безопасности.
Механические заточные станки для ножей классифицируются на три вида:
- универсальные модели;
- модели, предназначенные для двусторонней заточки лезвия;
- модели, предназначенные для односторонней заточки лезвия.
Выбирать точилки необходимо в зависимости от того, какие именно инструменты вы будете обрабатывать с их помощью
А также важно помнить, что для заточки ножей в более крупных масштабах могут использоваться и другие типы станков
Выпуском подобного оборудования сегодня занимаются многие американские и европейские компании. Также станки для заточки ножей
можно найти в ассортименте некоторых азиатских производителей. Причем, выбирая подобную продукцию, потребители должны ориентироваться в первую очередь на назначение и основные особенности оборудования.
Помните, что подобные станки могут работать по-разному, отличаться мощностью, производительностью, функциональностью, наличием или отсутствием дополнительных возможностей. А главное, отдавайте предпочтение продукции надежных производителей, и тогда вы сможете быть уверены, что сделали правильный обоснованный выбор.
Заводские и самодельные машинки для заточки сверл
Сверла являются тем инструментом, который активно применяется как на производстве, так и в бытовых целях. Что касается промышленных масштабов, стоит заметить, что для заточки практически всегда используются универсальные станки. Другой вариант просто нерентабелен. А вот в домашних условиях и в случае мелкомасштабной периодической деятельности (в профессиональных учебных заведениях, центрах переподготовки и т. д.) широкое применение нашли узконаправленные агрегаты для заточки сверл.
Такие станки можно разделить на два типа:
- устройства для заточки спиралевидных сверл;
- станки для восстановления режущей поверхности перьевых сверл.

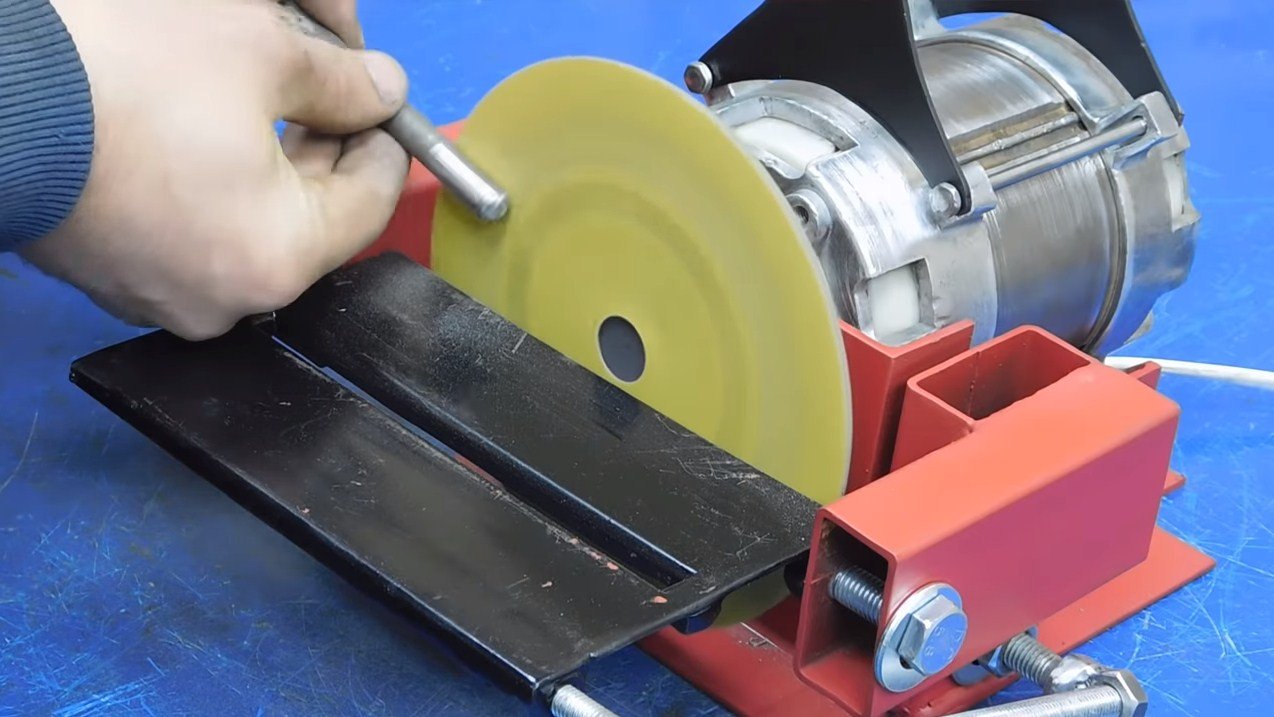
Для домашнего применения заточный станок можно сделать своими руками
Диаметры подлежащих восстановлению насадок варьируются от 2 до 18 мм. Особенности оснастки позволяют выполнить угол наклона для перьевых сверл 170-180°, для спиралевидных вариантов – 140-180°.









Многие предпочитают применять для заточки сверл самодельные станки. Точнее, не станки, а подручные приспособления. Это могут быть, например, зажимы «стрижи» и точильный станок. Работает конструкция следующим образом:
- Сверло устанавливается в зажим под углом, необходимым для заточки.
- Фиксатор упирается в подручник станка, затем плавно подводится к вращающейся абразивной поверхности. Необходимо следить за тем, чтобы угол обработки не менялся.
- После заточки режущих элементов производится обработка тыльной части.
Полезный совет! Учитывая, что при выполнении заточки на подобном приспособлении угол контролируется визуально, стоит иметь для сверки образец сверла с полноценной режущей поверхностью.
Станок для заточки фрез по металлу, восстановление кольцевых пил по дереву
Насадки для фрезерования могут иметь самую разнообразную форму: цилиндр, конус, полусфера и т. д. Существует масса типоразмеров данного режущего инструмента. Именно поэтому заточка является делом довольно сложным, особенно для непрофессионалов. Чтобы результат был положительным, то есть фреза после обработки восстановила свои функциональные способности, стоит применять станок для заточки фрез по металлу.
Заточка фрез является довольно сложным процессом для новичка
Сложность восстановления режущей поверхности данных насадок обусловлена двумя особенностями:
- достаточно большой протяженностью;
- криволинейной геометрией формы зубьев.
Что касается последней характеристики, различают фрезы с остроконечными и затылованными зубьями. Первые имеют плоскую заднюю поверхность, именно по ней и осуществляется заточка. Затылованные зубья характерны для фасонных фрез. Сложность выполняемых ими выборок влияет на способ заточки: она выполняется по внутренним поверхностям зубьев. Применять различные приспособления для заточки фрез по металлу не рекомендуется.
Если речь идет о кольцевых насадках по дереву, то стоит сказать, что в качестве самодельного точильного станка можно использовать тонкий алмазный брусок. Он закрепляется на край стола, а фреза водится по его поверхности
Здесь важно учитывать степень износа инструмента, чтобы правильно подобрать зернистость поверхности бруска и провести эффективную обработку
3В642 станок универсально-заточный. Назначение и область применения
Универсальные заточные станки 3В642 предназначены для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Станки универсально заточные 3В642 обладают литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Универсально-заточной станок 3В642 по конструкции является упрощенной модификацией станка 3Б642
и отличается от последнего отсутствием гидропривода. Для привода шпинделя шлифовального круга используется двухскоростной электродвигатель переменного тока. Изменение числа оборотов шпинделя осуществляется перестановкой ремня и переключением скоростей электродвигателя.
Универсально-заточные станки моделей 3В642 и 3Б642 имеют 94% унифицированных деталей и отличаются тем, что на станке мод. 3Б642 затачивание инструмента может производиться как при ручном, так и при автоматическом его перемещении, а на станке мод. 3В642 — только при ручном.
Затачивание и шлифование производятся только при ручном перемещении детали со столом.
Техническая характеристика станка:
- наибольший диаметр устанавливаемой детали 250 мм
- наибольшая длина детали, устанавливаемой в центрах, 630 мм
- размеры рабочей поверхности стола (длина и ширина) 900 х 140 мм
- наибольшее вертикальное перемещение шлифовальной головки 250 мм
Станки имеют следующие основные узлы: станину, колонну, суппорт, шлифовальную головку, механизм подъема шлифовальной головки, планетарный редуктор, систему охлаждения.
Станок модели 3Б642 снабжен, кроме того, гидроагрегатом для автоматической подачи стола, а в его суппорт встроены гидроцилиндр и гидропанель.
Универсально-заточными станками моделей 3В642 и 3Б642 можно пользоваться для заточки инструментов алмазными и обычными шлифовальными кругами с охлаждением и всухую. Для заточки твердосплавного инструмента применяют шлифовальные круги из карбида кремния или алмазные тех же размеров и формы.
Для защиты от разбрызгивания охлаждающей жидкости и отвода ее в бак используют специальное ограждение.
Область использования универсально-заточных станков расширяется прилагаемыми к ним приспособлениями:
- для круглого наружного, внутреннего и плоского шлифования
- для заточки отрезных и прорезных фрез
- фрезерных головок
- червячных фрез
- метчиков
- спиральных сверл
- зенкеров и других инструментов
К станку прилагаются:
- универсальная головка
- передняя и задняя центровые бабки
- делительный и другие механизмы
Приспособления, устанавливаемые на верхней плоскости поворотного стола, закрепляются с помощью болтов с Т-образными головками.
Как видно из перечня приспособлений, на станках можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4;
Класс точности станка – П.
Производители электроточил
Рекомендуем просмотреть интересное видео:
Заключение
Вот и подошёл к завершению наш обзор о том, как выбрать хорошее электроточило для дома, которое многие годы будет вашим надёжным помощником в хозяйстве. Понятно, что аппараты известных брендов в подавляющем большинстве имеют качество, более высокое, чем малоизвестные. И это отражается как в основных свойствах, таких, как отсутствие биения вала –- так так и в низким шуме и вибрации. Но тут уже вопрос бюджета, и выбор за вами. В любом случае полезно при выборе понравившейся модели прочитать о ней отзывы владельцев техники на страницах интернет-форумов. Уверены, что все вышеперечисленные рассмотренные разделы позволят сделать выбор хорошего электроточила.
Приятного выбора и удачной покупки.
Классификация заточных станков для сверл
Оборудование для заточки сверлильного инструмента делится на универсальные и специальные заточные станки. Первые путем смены отдельных рабочих модулей могут быть использованы для заточки не только сверл, но и фрез, резцов, метчиков, зенкеров. Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов.
На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства.
Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях.
Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Бытовые станки для умеренного использования
Заточные станки, изображения которых приведены выше, могут стоить от десятков до сотни тысяч рублей. Такое оборудование целесообразно приобретать для работы с коммерческими заказами и при больших объемах заточных работ. Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе.
Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.









ПОСМОТРЕТЬ Электрическая дрель точилка на AliExpress →
Промышленное заточное оборудование
На российском рынке промышленные заточные станки представлены как известными международными брендами, так и моделями российских производителей. Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более.
Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм.
Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.
ПОСМОТРЕТЬ Станки для заточки сверл на AliExpress →
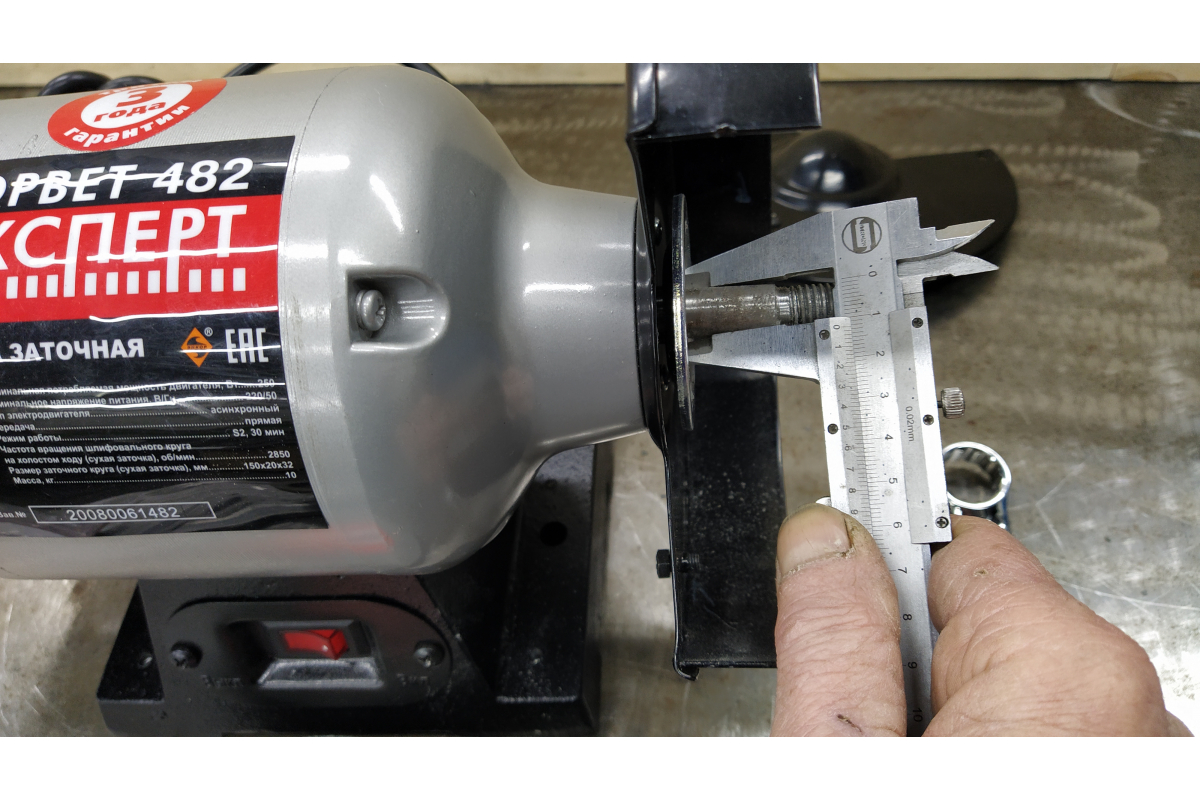
Характеристика настольного станка
Любой наждачный станок настольного типа имеет свои характеристики:
- форма и диаметр точильного круга;
- вес станка;
- мощность;
- посадочный диаметр;
- скорость вращения круга.
Форма и диаметр отличаются в зависимости от вида используемого настольного точильного аппарата и того, какой наждак применяется. У профессионального аппарата диаметр круга зависит от типа материала, который подлежит правке. У бытовых станков диаметр стандартный — 150 мм.
Профессиональные модели оборудованы сразу двумя дисками, так как объемы работ требуют быстрой их смены.

Профессиональный заточный станок
Диски на некоторых типах профессиональных настольных аппаратов устанавливаются перпендикулярно друг другу. Благодаря этому удается делать разные виды заточки: от грубой до тонкой. На обычных домашних станках диски устанавливаются на вал.
При желании для удобства при заточке ножей можно помимо плоского диска установить диск в виде чаши. Для шлифовально-заточных станков дополнительно предусмотрен специальный ленточный механизм для шлифования. Благодаря лентам удается делать шлифовку как металлических, так и деревянных изделий.
Вес точильно-шлифовального станка напрямую зависит от его типа. Бытовые гораздо легче профессиональных. Это связано с качеством материала, из которого они изготавливаются.
Для изготовления профессиональных аппаратов используется металл высокого качества, благодаря чему во время работы они не вибрируют и имеют устойчивое положение. Бытовые из-за своего небольшого веса могут сильно вибрировать при работе.
Домашние станки могут работать при мощности в 550-750 Вт. Если ее снизить до 300 Вт, то механизм просто не справится с правкой изделия, выполненного из качественного металла.
Посадочный диаметр для точильного диска нужен лишь тогда, когда есть необходимость в приобретении расходных материалов.
Скорости вращения диска должно уделяться повышенное внимание. Профессиональные модели требуют таких кругов, которые могут вращаться в зависимости от режима скоростей
Для бытовых моделей достаточно одной скорости, при которой диск делает порядка 1000 оборотов.
Это интересно: Станок для заточки ленточных пил
Топ-1. HIMOSKWA ZFY16BK


Рейтинг (2021): 4.90
Учтено 160 отзывов с ресурсов: АлиЭкспресс
- Номинация
Лучшая скорость заточки Точилка возвращает остроту сверлам любого диаметра всего за несколько минут. Она работает быстро и аккуратно.
- Характеристики
- Средняя цена: 2273 руб.
- Мощность: 96 Вт
- Уровень шума: 75.3–88.3 дБ
- Скорость вращения: 1350 об/мин
- Диаметр шлифовального диска: 78 мм
- Подходит для сверл: 3–12 мм
HIMOSKWA ZFY16BK – лучшая из недорогих моделей для обработки сверл по металлу. Мощность небольшая, но со своей задачей точилка справляется отлично. Работает тихо, без лишних вибраций. Со сверлами диаметром до 8 мм оборудование справляется очень быстро. А вот на диаметр от 10 мм уходит много времени – на заточку требуется до 7 минут. Сказывается небольшая мощность устройства. Конструкция изделия максимально простая. Сборка качественная – пластик не хлипкий, люфтов в корпусе не обнаружено. Важный нюанс – применять точилку на сломанных сверлах не рекомендуется, так как можно повредить геометрию заточного камня. Об этом предупреждает и продавец товара на странице АлиЭкспресс.
Плюсы и минусы
- Отлично подходит для заточки сверл по металлу
- Тихая работа без вибрации
- Высокое качество изготовления
- Быстрая заточка небольших сверл
- Резиновые ножки для лучшей фиксации
- Маленькая мощность
- Нельзя использовать для сломанных сверл
Купить на AliExpress.com
10 лучших производителей сверл
к началу рейтинга
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность. Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент. Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.

При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
При заточке сверла из победита, дабы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера. При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными
Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными
Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость. Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву. По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.









По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.

Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл. Их обозначают маркировкой 64С и зеленой окраской
Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.

После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.