
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.

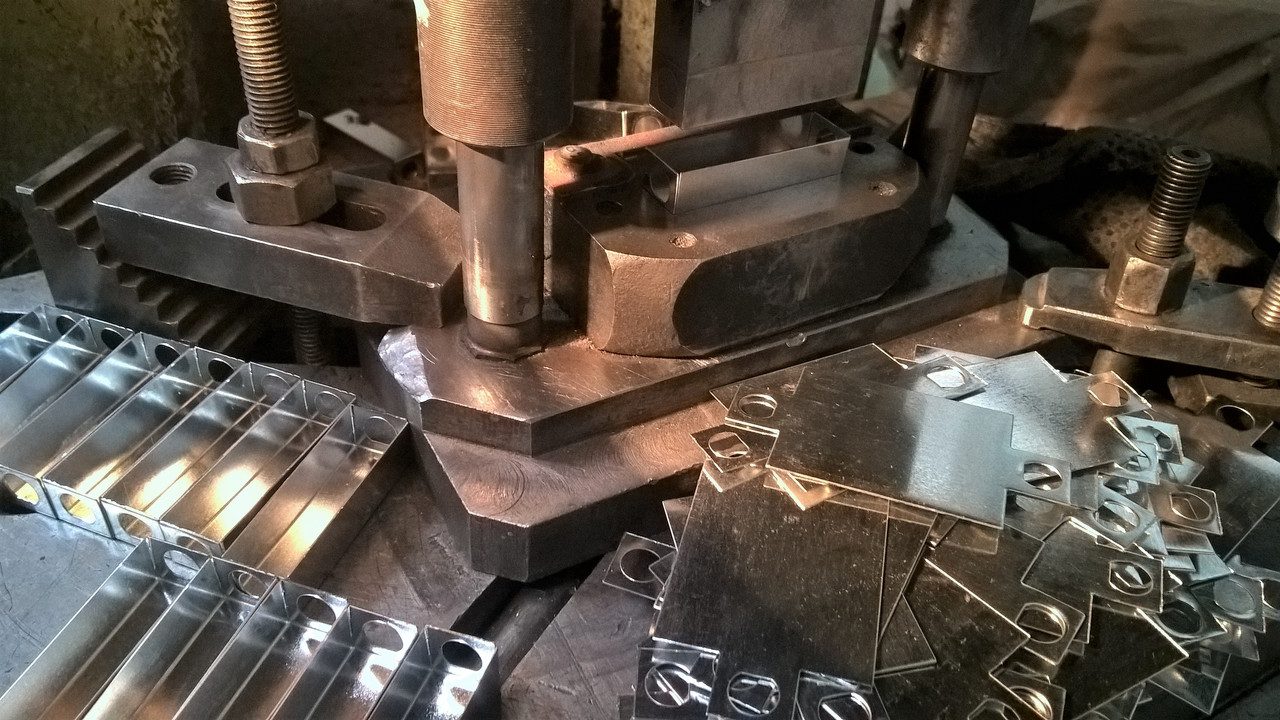
Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.
3 Преимущества использования методов штамповки
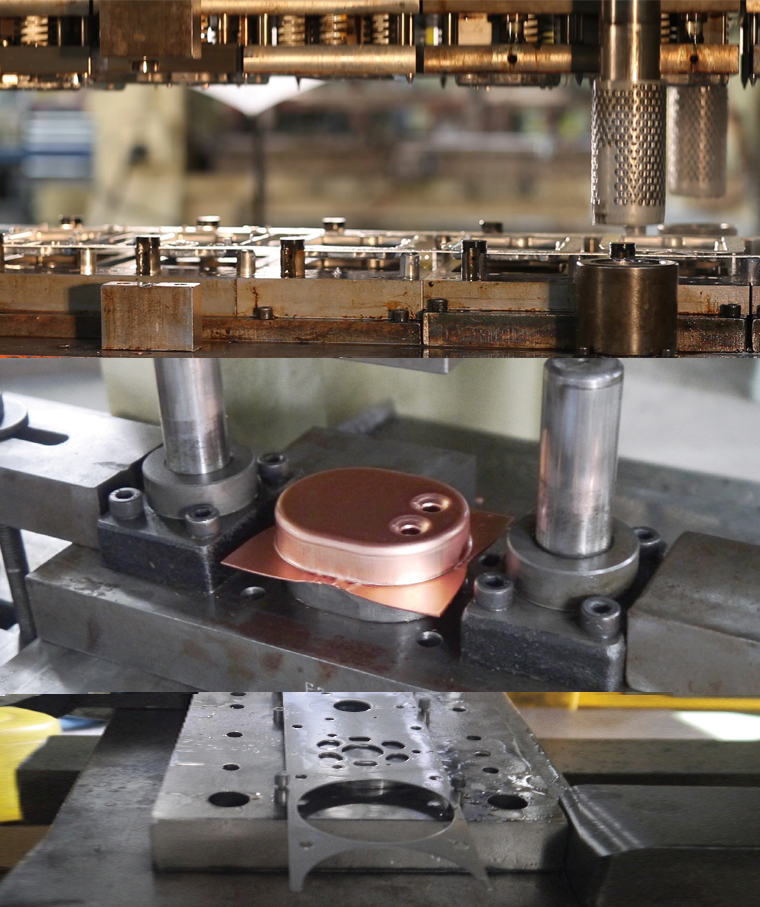
Изготовление деталей при помощи высокого давления позволяет создавать детали практически любой формы, значительно уменьшая расход материала. По сравнению с резкой листовой материал под прессом не теряет механических свойств.
 Изготовление деталей при помощи высокого давления
Изготовление деталей при помощи высокого давления
Данная высокоскоростная технологическая операция позволяет получать от 30 до 40 тысяч деталей в сутки. После завершения штамповки изделия нуждаются только в минимальной доработке: снятии облоя, шлифовке и полировке.
Универсальность применения метода обеспечивается возможностью быстрой замены пресс-форм, расположенных на молотах. Штамповка доказывает свою высокую результативность при внедрении на производствах разного типа (от точного приборостроения до создания автомобилей, самолетов и ракет).
Выбор технологии
По выбранной технологии можно производить несколько типов деталей:
► Удлиненные – к ним относятся рычаги, валы, воротки и иные. Обработка производится плашмя при использовании штамповочного пресса. Последним этапом этой работы является фасонирование, исполняемое в заготовительных вальцах для ковки.
► Дисковые – к ним относятся кольца, диски, шестерни, крышки и иные изделия. При выполнении данной операции используется метод осадки, производимый в торец заготовки. Для этого процесса применяются штамповочные переходы.
Таблица типовых изделий для разной формы поковок с подробным описанием:
| № п/п | Краткое описание характеристики | Типовые изделия |
| Изделия удлиненной конфигурации | ||
| 1. | Прямая ось | Балки, валы, втулки, шатуны |
| 2. | Изогнутые по оси | Рычаги, предназначенные для рулевого управления |
| Симметричные | ||
| 1. | Круглые изделия | Фланцы, шестеренки и ступицы |
| 2. | Квадратные и многоугольные | Гайки, фланцевые соединения и ступицы |
| 3. | Изделия, имеющие отростки | Типа вилки и крестовины |
| Иные изделия | ||
| 1. | Комбинированной формы | Коленвалы, поворотные кулачки |
| 2. | С количеством необрабатываемых поверхностей большего объема | Рычажные элементы для переключения передач, крюки для буксира и балки для параллельных осей |
| 3. | С внутренними отверстиями и заглублениями | Валы с полостями, шестеренчатые блоки и детали для фланцевых соединений |
► Штамповочные ручьи, которые в свою очередь подразделяются на:
- Протяжные (увеличивается длина отдельных элементов на обрабатываемой заготовки, именно по этой части производится нанесение ударов с кантованием детали).
- Заготовительные (выполнение фасонирования детали или равномерное перераспределение металлической массы с минимальными потерями).
- Пережимные (при этом одновременно уменьшается высота и увеличивается ширины обрабатываемой заготовки).
- Подкатные (диаметр отдельных участков увеличивается при распределении металла по оси заготовки).
- Гибочные (производится формирование поковки заготовки с изгибом по оси под 90 0).
► Разновидности штамповочных ручьев:
- Черновые – конфигурация обрабатываемого материала в большей степени приближена к форме поковки. К особенностям относятся увеличенная глубина, радиусы и уклоны по отношению к параметрам изделия, выполненного начисто.
- Чистовые – при приобретении требуемой формы увеличиваются размеры на ту величину, на которую увеличиваются усадки металлической заготовки. Металлопрокат располагают в центральной оси штампа, так как на его оказываются максимальные усилия.
Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
При разработке штампов часто приходится выбирать между качеством будущей детали и экономичностью производства Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов
При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки

Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
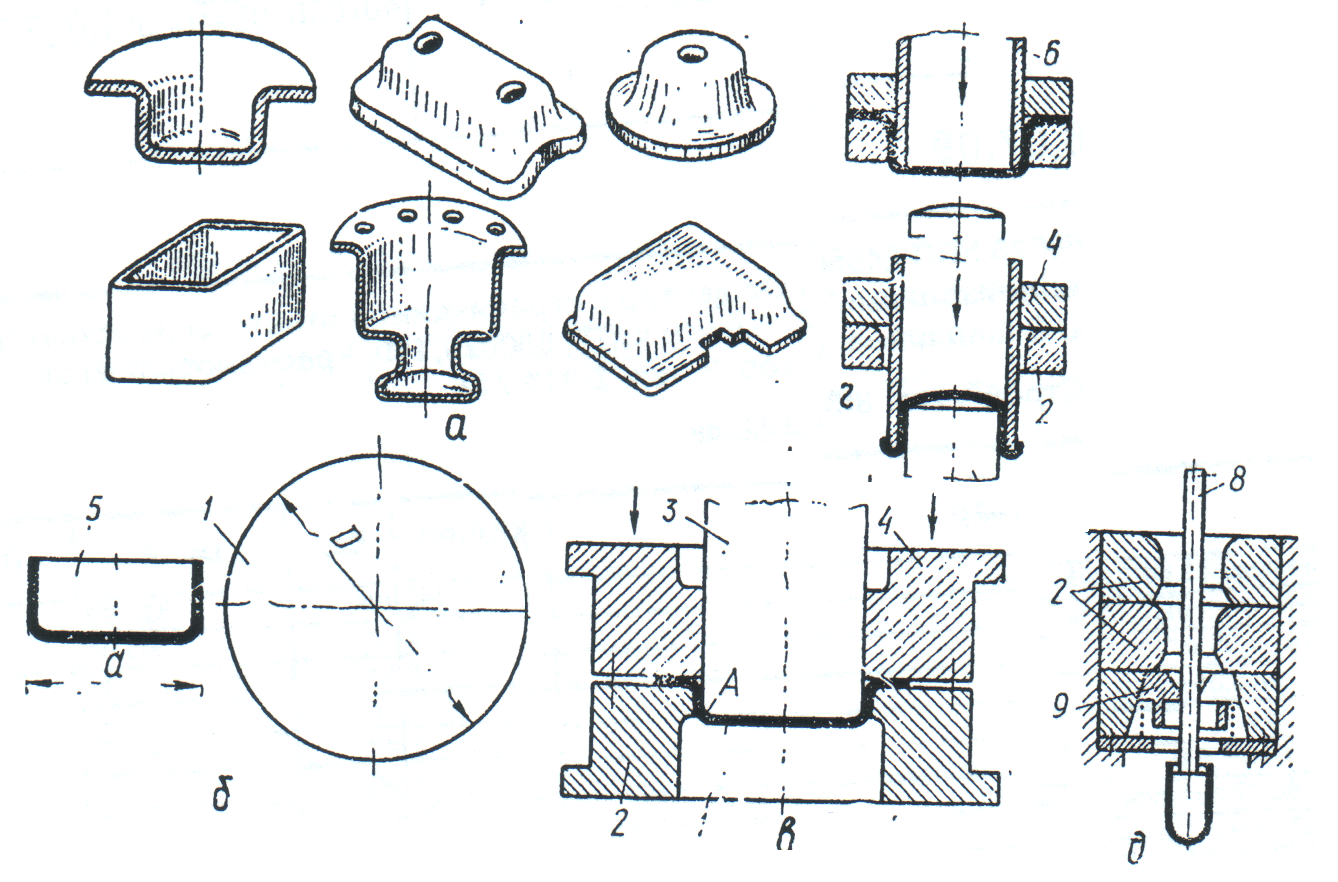
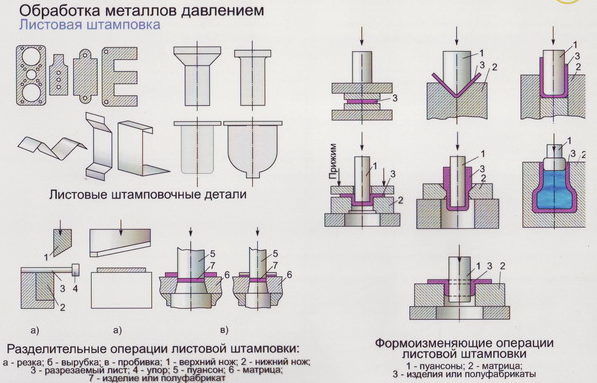
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.

Типы разделительных операций листовой штамповки

Типы формоизменяющих операций листовой штамповки
История возникновения процесса
Известен и используется издревле, так как был изобретен еще до Средневековья и уже тогда позволял нашим предкам изготавливать оружие, украшение и другие нужные в быту вещи. В течение столетий неуклонно совершенствовался, всегда отличаясь сравнительной простотой и высокой производительностью, но выполнялся вручную вплоть до 1850-х годов, после чего уровень развития технологий позволил вплотную заняться его механизацией.
С середины XIX века технические операции стали проводить на станках, с начала XX – приступили к выпуску кузовов авто, с 1930-х – корпусов и механизмов морских и речных судов и летательных аппаратов, с 1950-х – функциональных узлов и элементов в ракетостроении.
Металлическая штамповка столетиями сохраняла популярность из-за следующих своих особенностей и преимуществ:
- Универсальность – с ее помощью выполняют детали каких угодно размеров и форм, причем как нуждающиеся в последующей обработке, так и уже готовые к эксплуатации.
- Точность изготовления, особенно при современном уровне технологий, что позволяет обеспечить взаимозаменяемость выпускаемых элементов даже без доводки.
- Склонность к механизации и автоматизации – высокая производительность всегда была очевидным достоинством, и сегодня она достигается за счет использования роторно-конвейерных линий.
- Прочность конечных изделий, даже тонких, легких, габаритных.
Особенно актуален процесс при массовом выпуске – как мелких элементов, вроде шестеренок для часов, так и крупных предметов, например, кузовов автомобилей.

Валковая штамповка
Валковая штамповка — формоизменяющая операция обработки металлов давлением, получения осесимметричных деталей из цилиндрической заготовки путём одновременного действия на неё радиальных и осевых нагрузок. Осевая нагрузка заготовки создаётся за счёт перемещения пуансона, а радиальная — за счёт обкатки её боковой поверхности в роликах или валках. Таким образом, валковая штамповка является способом комплексного локального деформирования, в котором в одном технологическом процессе происходит совмещение одной из основных кузнечных операций — прошивки или осадки с поперечной прокаткой или обкаткой. Валковая штамповка позволяет изготавливать круглые в плане сплошные и полые детали, тонкостенные и толстостенные изделия малых размеров, применяемые в приборостроении, а также крупногабаритные детали с высокой точностью и качеством при технологических усилиях на порядок меньших, чем при традиционных методах объёмной штамповки. Комплексное нагружение очага пластической деформации локальным периодическим воздействием с одновременным воздействием через постоянно фиксируемую зону позволяет получить новый технологический эффект, недостижимый другими методами деформирования. Валковая штамповка способствует улучшению физико-механических свойств обрабатываемого металла, обеспечивает требуемое расположение его волокон, что повышает эксплуатационные свойства получаемых деталей. Относительно низкая стоимость оснастки, незначительное время подготовки производства, возможность быстрой переналадки на другой типоразмер детали, использование оборудования небольшой мощности позволяют применять валковую штамповку как в крупносерийном, так и в средне- и мелкосерийном производствах.

![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://takorest.ru/wp-content/uploads/3/6/8/368fb04e28a4c36c985c1c977455bfdd.jpeg)





Горячая объёмная штамповка
Горячая объёмная штамповка (ГОШ) — это вид обработки металлов давлением, при которой формообразование поковки из нагретой до ковочной температуры заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
Применение объёмной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приёмами свободной ковки.
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Недостаток такого способа штамповки — необходимость удаления облоя при последующей механической обработке. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остаётся закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нём облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема. При штамповке в закрытых штампах необходимо строго соблюдать равенство объёмов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Это интересно: Оборудование для производства пеноблоков в домашних условиях
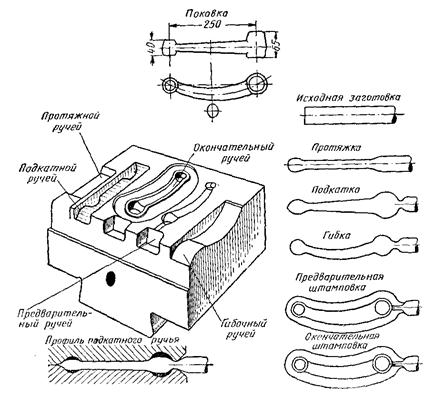
Штамповочные ручьи и их виды
Для простых конфигураций изделий горячая объемная штамповка выполняется за один проход.
Штамповочные ручьи и их виды
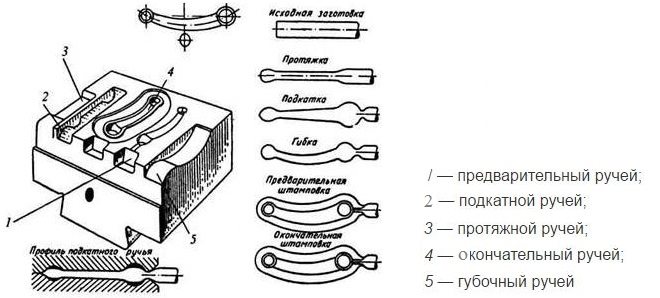
Если же предстоит отштамповать замысловатое изделие с перепадами толщин и высот, выступы и изгибы — изготовление проводят за несколько проходов, в каждом из которых формовка делается отдельной впадиной на штампе — ручьем. Их подразделяются на два вида:
Заготовительные
Используются для фасонирования приведения материала болванки к пространственной конфигурации, позволяющей провести операции горячей объемной штамповки с минимальными потерями материала.
Заготовительные ручьи
Виды заготовительных ручьев:
- Протяжной — растягивает определенные части болванки, сужая их сечение. Применяется серия несильных ударов с переворотом болванки
- Податной — утолщает сечение болванки, «перегоняя» на это место материал с соседних участков. Применяется также серия несильных ударов с переворотом болванки
- Пережимной — плющит болванку в месте применения, вызывая увеличение местной ширины. Используется 1-3 сильных удара,
- Гибочный – используется для деталей с выгнутой осью
- Осадочный — применяется для изделий, близких к круглой форме. Уменьшает высоту болванки, добиваясь нужной высоты и радиуса
Штамповочные
Используются в завершающей формовке, бывают черновыми и чистовыми.
Черновой используется для изделий сложной конфигурации и в целях снижения износа чистового. Предназначен для приближения габаритов и конфигурации болванки к окончательному изделию. Он глубже и уже, чем чистовой ручей, обладает большими радиусами и уклонами. Эти меры применяются для свободного размещения болванки в чистовом ручье.
Штамповочные ручьи
Чистовой ручей используется для формовки конечной продукции, изготавливается с припуском на усадку при охлаждении. Устанавливается в середине штампа, поскольку давление и возникающие напряжения при чистовой штамповке максимальны. Для отвода выдавливаемого металла вокруг ручья расположена облойная канавка.
История возникновения процесса
Штамповка изделий из металла претерпевала изменения на протяжении всей истории. Первый подъём в этом процессе был отмечен в 1850-ее годы. С этого периода времени в штамповке металлов начали применяться станки, благодаря чему улучшилось качество готовой продукции.
Следующий подъём в процессе штамповки произошёл в 20 веке. Благодаря развитию новых технологий начала активно развиваться сфера автомобилестроения. С помощью штамповки изготавливались детали корпуса и внутренних механизмов автомобиля.
В 1930-е годы процесс штамповки начал использоваться в корабле- и самолетостроении. Спустя 20 лет эта технология получила популярность в области ракетостроения.
Существует несколько причин, объясняющих рост популярности этой технологии обработки деталей:
- Можно производить как готовые детали, так и заготовки для дальнейшей обработки. Форма и параметры могут быть любыми.
- В процессе штамповки можно изготавливать детали малой массы и высокой прочности.
- Высокая точность работ исключает необходимость в дополнительной обработке детали другими инструментами.
- Роторно-конвеерная линия, работающая автоматически, облегчала и ускоряла процесс производства.
Это интересно: Фольга для чеканки рисунка своими руками — рассказываем вопрос
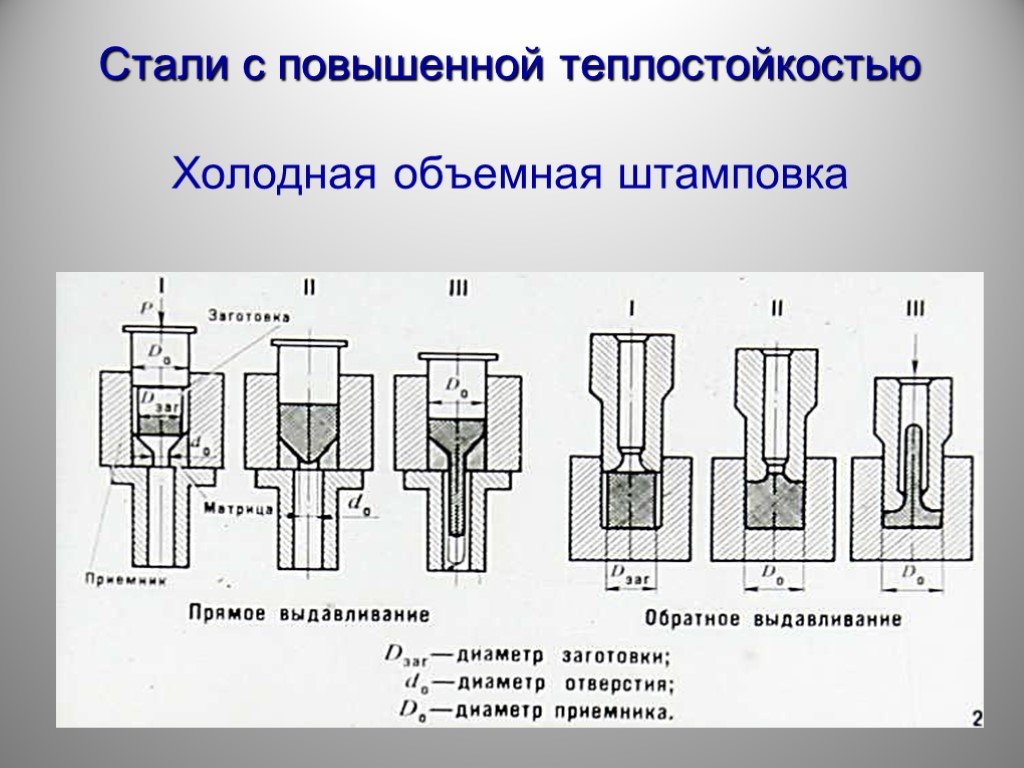
Холодная высадка
Холодная высадка осуществляется путём деформирования исходной заготовки многократным ударным нагружением в штампах. При этом осуществляется местное увеличение поперечных размеров с одновременным уменьшением длины. Заготовка заводится в матрицу с помощью пуансона, где осуществляется высадка. Детали, в которых за один удар не удаётся изменить форму до требуемых размеров, производятся на многопозиционных высадочных автоматах.
Методом холодной высадки можно производить изделия с поперечными параметрами 8—9 квалитета (допуск точности), что позволяет применять эту технологию для выпуска деталей, образующих сопряжение.
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.








Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
Удлиненные
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Дисковые
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.
Примеры изделий, изготовленных методом горячей объемной штамповки
Требования к соискателю
Главным критерием, по которому работодатель берет на должность соискателя, являет опыт работы. Чем выше стаж, тем больше шансов получить место на производстве. Многие организации не требуют даже диплома об окончании профильного учебного заведения. Тем не менее, руководство предприятия потребует диплом о переквалификации по специальности «штамповщик», а также наличие допусков и присвоенного разряда. Кроме этого, мастер обязан обладать такими знаниями и навыками:
- устройство станков, прессов и другого оборудования для работы;
- свойства сплавов и металлов;
- умение видеть неисправности оборудования, исправлять их;
- умение читать чертежи, по которым производятся детали;
- знание параметров шероховатости, квалитетов, посадок и допусков для разных изделий;
- знание технических установок (ТУ) и ГОСТов по изготовлению разнообразных деталей и изделий.
К личным характеристикам потенциального сотрудника работодатель предъявляет достаточно жесткие требования:
- трудолюбие и ответственность;
- развитой глазомер;
- развитое пространственное воображение;
- концентрация внимания и сосредоточение на монотонных действиях;
- отличная зрительная память;
- высокая точность рук и высокая координация;
- острое зрение.
К тому же, рабочий должен обладать отличным физическим и психическим здоровьем.
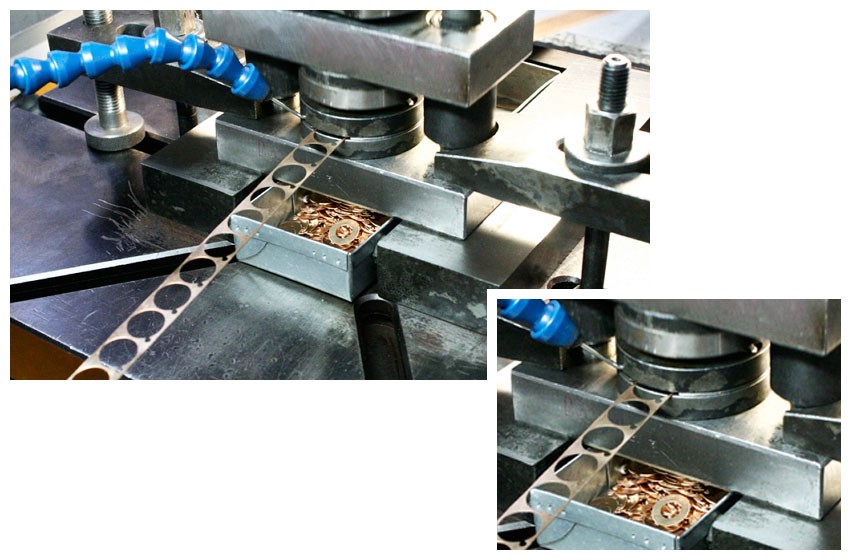
Технология штамповки
Для изготовления деталей методом штамповки используют металлический лист, тонкую стальную ленту или полосу.
Чаще всего детали изготавливают методом холодной штамповки листового металла. При этом виде производства деталей, металл приобретает дополнительную прочность, что увеличивает срок службы изделия.
Горячую штамповку используют тогда, когда оборудование не может выдать мощность, нужную для деформации в нужную форму холодного металла. Или при выполнении изделия из непластичного металла. Листы для изготовления деталей горячим методом берутся толщиной менее 5 мм.
Дальнейший выбор технологии производства зависит от того, каким образом нужно воздействовать на металл, то есть технология изменения формы изделия отличается от той, что используют для разделения. В результате разделительных операций от детали отделяется часть.
Это можно делать по кривой или по прямой линии или по контуру. Металл отделяется путём сдвига частей заготовки в разные стороны. Для разделения применяется несколько операций, при которых используется пресс со специальным инструментарием.
Виды разделительных операций:
- Отрезка – части металлической заготовки разделяются по фигурной линии или по прямой. Пресс для этого вида операций называют ножницами. С помощью этой операции производят готовые к эксплуатации детали и заготовки, которые затем дорабатываются иными способами.
- Надрезка – операция по неполному отрезанию части заготовки под давлением с сохранением целостности детали.
- Обрезка – убирается небольшая деталь заготовки, при этом часть металла идёт в отходы.
- Пробивка – в листе металла формируются отверстия различной формы. Часть металлической основы будет считаться отходами и подлежать удалению.
- Вырубка – формирует из заготовки изделие, контур которого замкнут.
- Зачистка – позволяет убрать неровные края и придать изделию аккуратный вид, выровняв его грани.
- Проколка (просечка) – в изделии делается углубление конусообразным инструментом.
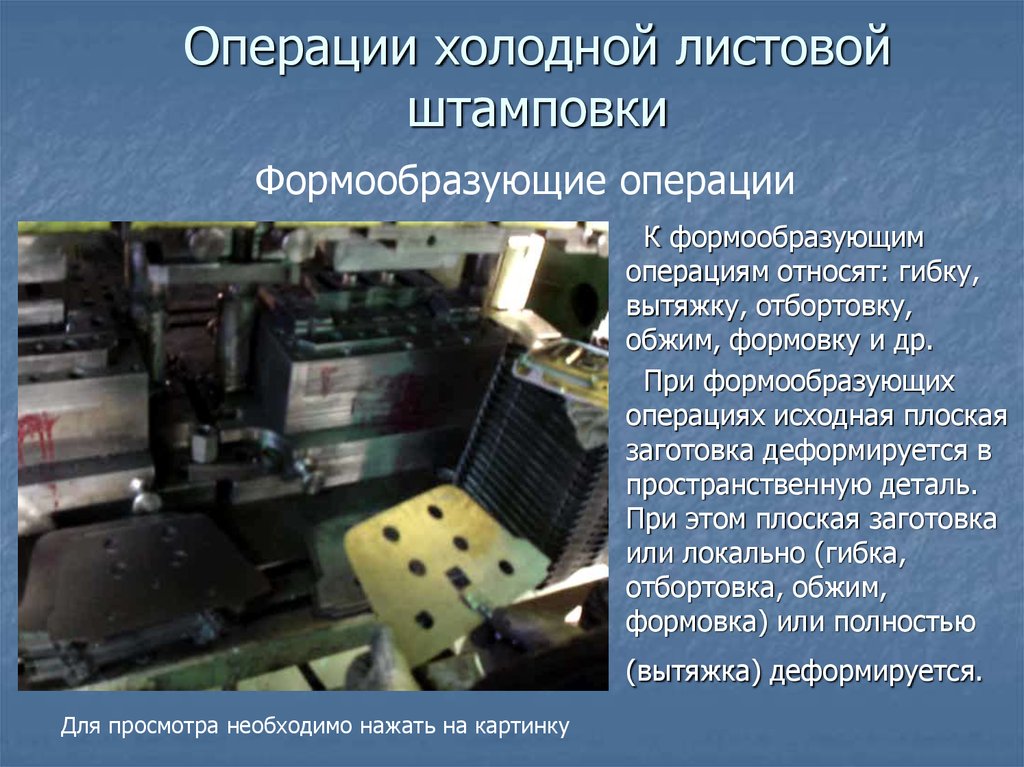
Формоизменяющая штамповка деталей также имеет несколько видов. Операции этого типа используют для изменения формы и размера заготовки из листа металла, не разрушая материала.
Виды формоизменяющих операций:
- Отбортовка отверстий – формирование вокруг отверстий заготовки бортиков нужной формы и размера.
- Отбортовка контура – формирование по контуру изделия бортиков нужной формы и размера. Обычно этот метод применяют для обработки концов труб для фиксации фланцев.
- Вытяжка – объёмная штамповка, в результате которой из плоского листа металла получаются пространственные изделия, полые внутри. Таким способом изготавливают детали полусферической, коробчатой, конической, цилиндрической и других форм. Вытяжка может быть последовательной, с плоским прижимом в плоской матрице или с крюком.
- Обжим – сужение торцов деталей из листа металла, полых внутри с помощью конической матрицы. Конец детали вставляется с большой силой в воронку матрицы.
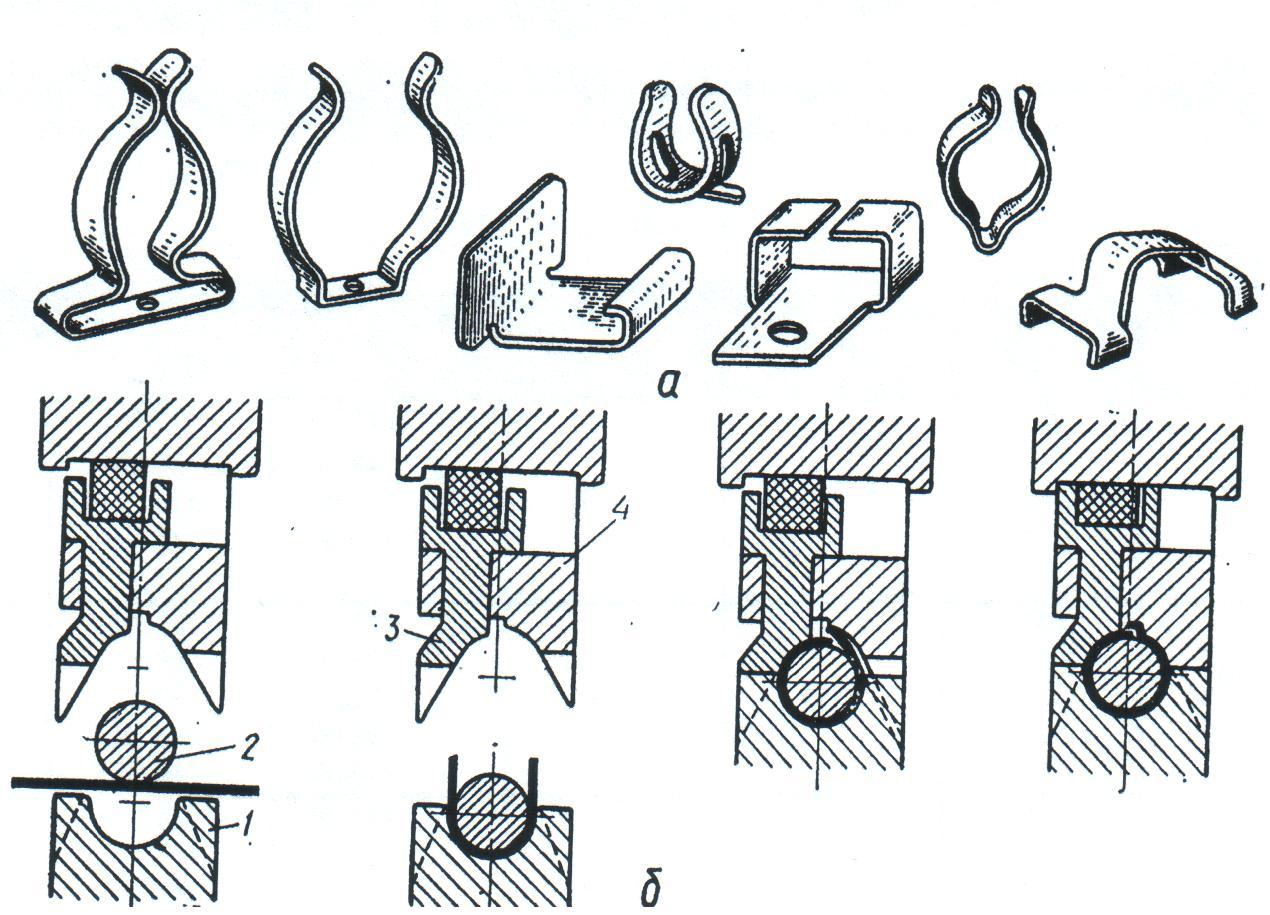
- Гибка – металлическим заготовкам придают нужный по конструкции изгиб. Различают несколько типов гибки, в зависимости от конечной формы изделия: V-образная или одно угловая, U-образная или двух угловая, много угловая, трубная и криволинейная.
- Формовка – при неизменном контуре изделия, изменяются размеры и форма его участков. Видов формовки несколько: она может быть с предварительным набором, а может выполняться цилиндрическим пуансоном с плоским концом.
https://youtube.com/watch?v=qlTDJtc7OQU
Горячая штамповка металла, автоматизированные линии
Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем. Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.

Электрогидравлическая обработка
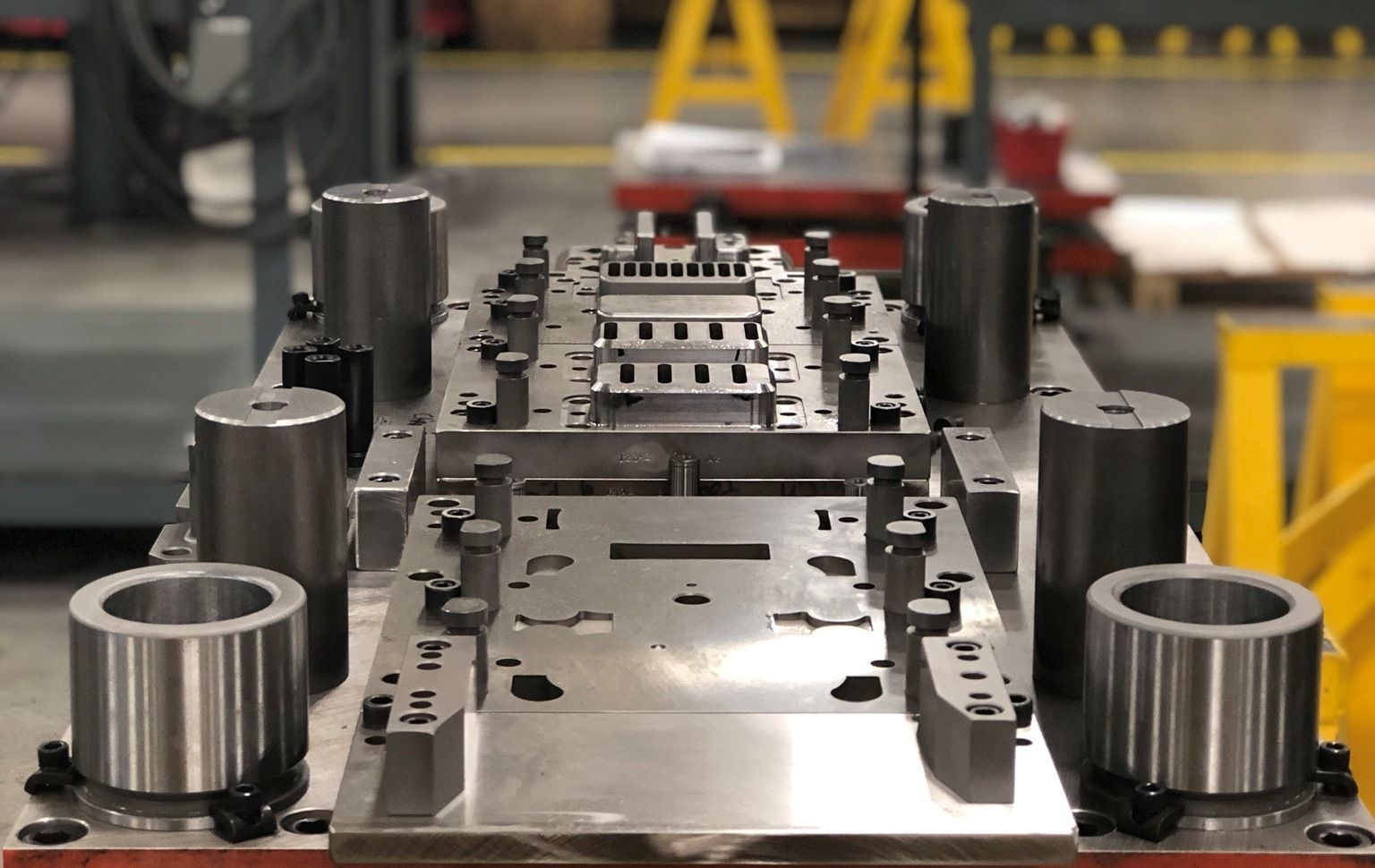
Тонкости изготовления штампов
Специальные ручьевые формы для штамповки эксплуатируются при повышенных напряжениях и высоких температурах. Естественно, это становится причиной их быстрого износа за счет снижения начальной стойкости, под которой понимают число поковок, произведенных посредством штампа до того момента, как он вышел из строя. Уровень стойкости формы для ГШ зависит от марки стали, используемой для изготовления штампа, качества его отделки и конструкции, сложности ручьев.




Сырьем для производства штампов обычно служат высоколегированные стали(5ХНТ, 5ХНВ). Формы из них долго не изнашиваются, так как обладают высокой прочностью и проходят специальную обработку механического типа на фрезерных, строгальных и токарных станках.

Изготавливаются штампы по достаточно сложной схеме, включающей в себя выполнение ряда трудоемких операций:
- отливки либо ковки – подготовка заготовки;
- обработка на металлорежущем оборудовании – увеличение прочностных характеристик;
- закалка (термообработка при определенной температуре) и отпуск;
- доводка.
Штампы для работы на ГКМ и ГКШП, а также на молотах выполняются из двух частей, в каждой из которых есть ручьи. При соприкосновении они формируют полость, идентичную форме изготавливаемой детали. Нижняя часть штампа монтируется в неподвижном механизме пресса или в специальном держателе, верхняя устанавливается в бабке штамповочного агрегата.

Штамп для работы на ГКМ и ГКШП
Сложные изделия производятся в многоручьевых формах. Если ручьи в них делают глубокими, требуется выполнять их обработку мазутом, который при испарении в процессе штамповочной операции формирует газовую смесь. Она расширяется и делает процедуру выемки готового изделия из ручья намного более простой и быстрой.
Заготовки под ГШ нагревают в разных видах печей – газовых, угольных, электрических и нефтяных. При этом всегда стремятся к тому, чтобы на поверхности форм не происходило окисление (не появлялась окалина). На некоторых современных предприятиях штамповочные заготовки нагревают на высокочастотных агрегатах. Подобные установки исключают вероятность пережога изделий, позволяют полностью автоматизировать операцию нагрева и предотвращают развитие окислительных процессов.