Характеристики фрезерных станков с ЧПУ
Фрезерные станки — это целая группа оборудования для обработки различных материалов.
- Универсальные
- Горизонтально-фрезерные консольные
- Широкоуниверсальные
- Вертикально-фрезерные
- Бесконсольные
- С передвижным порталом
- Копировальные
- Карусельно-фрезерные
- Барабанно-фрезерные
Каждый тип станков обладает своей спецификой, применяемой под определенные задачи и материалы. В теории любой тип станков можно оборудовать системой ЧПУ, однако мы рассмотрим самые популярный вид данного оборудования — портальный. Портальные ЧПУ станки бывают трёх- четырёх- и пяти-осевые, без системы автоматической смены инструмента; с линейной, барабанной и карусельной системой автоматической смены инструмента. Также одним из важных типов комплектации станка является тип стола, он бывает с T-слотом или вакуумным прижимом.
Технические характеристики и назначение
Рассматриваемый фрезерный станок 675, технические характеристики которого определяют его широкую область применения, характеризуется высокой точностью. Модель может применяться для фрезерования при установке следующих видов инструмента:
- Концевые и торцевые, шпоночные. Подобные фрезы устанавливаются вертикально, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они устанавливаются при фиксации в шпинделе горизонтального типа.
Станок универсальный фрезерный рассматриваемой модели может использоваться для обработки заготовки под углом. При этом агрегат располагает специальной делительной головкой и круглым столом, за счет чего можно создавать отверстие и другие элементы на равном расстоянии относительно друг друга.
Рассматриваемая модель комплектуется инструментальным шкафом, который предназначен для хранения инструмента и различного оборудования. За счет этого элемента существенно расширяется область использования устройства. При применении дополнительного инструмента и оснастки проводятся сложные операции, которые выполнить на обычных моделях не получится.
Станок 675
Технические возможности рассматриваемого оборудования также весьма обширны. Основными моментами можно назвать следующее:
- Размеры конструкции позволяют проводить фрезерование заготовок, ширина которых более 25 см и длина до 80 см. Повышенная точность позволяет проводить обработку заготовок с небольшими геометрическими размерами.
- Вертикальный шпиндель монтируется на специальном подвижном хоботе. При этом есть возможность поворота во взаимно перпендикулярных плоскостях под углом 90 градусов.
- Требуемая точность достигается за счет снижения степени вибрации установки при работе. Для этого все узлы расположены на чугунной станине, которая хорошо справляется с задачей по гашению вибрации.
- На станине есть электрический насос с показателем производительности около 22 литров в минуту. За счет этого узла производится подача смазочно-охлаждающей жидкости. Подобное вещество позволяет существенно продлить срок службы устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобна для оператора. Именно поэтому не возникает трудностей с его управлением.
- Разрешается проводить установку фрезерного станка в цехах со штучным и мелкосерийным показателем производительности труда.
- Наличие вертикального и горизонтального шпинделя позволяет существенно расширить область применения фрезерных станков.
- Компактные размеры агрегата позволяют проводить его установку в обычном гараже или домашней мастерской. Кроме этого, основные характеристики позволяют проводить установку фрезерного станка в производственных помещениях.
- Существенно расширить возможности фрезерного станка можно путем установки долбежной головки. Как правило, они применяются для проведения долбежной процедуры.
Технологическими особенностями модели можно назвать нижеприведенные параметры:
- Масса фрезерного станка составляет 1,1 тонн. Этот момент определяет то, что оборудование может устанавливаться без предварительной подготовки основания. Существенно повысить точность обработки можно за счет создания основания, представленного плитой.
- Для подачи СОЖ устанавливается насос с мощностью 0,12 кВт. Подача подобной жидкости проводится в зону резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов в минуту, у вертикального этот показатель в диапазоне от 63 до 2000 оборотов в минуту.
- Максимальный крутящий момент 214 Нм.
Область назначения рассматриваемого оборудования заключается в установке в домашних мастерских, а также небольших производственных помещениях. За счет применения различных инструментов есть возможность получить изделия самой различной формы и размеров.
Технические характеристики фрезерного станка ОФ-55
| Наименование параметра | СФ676 | ОФ-55 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 260 х 630 |
| Размеры вертикального стола, мм | 250 х 630 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 100 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до торца шпинделя, мм | 105 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до вертикальных направляющих, мм | 128 | |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального (углового) стола, мм | 80..460 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 125..375 | 100 |
| Наибольший продольный ход стола (X), мм | 450 | 250 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 300 | 150 |
| Наибольший вертикальный ход суппорта (Z), мм | 380 | 290 |
| Горизонтальный и вертикальный шпиндели станка | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 42..2150 |
| Количество скоростей шпинделей | 16 | 12 |
| Перемещение шпинделя на одно деление лимба, мм | 0,025 | |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 148 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Подачи | ||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 13..395 | 10..380 |
| Ускоренный ход стола, мм/мин | 935 | 935 |
| Перемещение стола продольное на одно деление лимба, мм | 0,025 | |
| Перемещение суппорта стола вертикальное на одно деление лимба, мм | 0,025 | |
| Количество подач стола | 16 | 12 |
| Наибольшее усилие подач стола, Н | 5000 | |
| Вертикальная шпиндельная головка | ||
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 55..2450 |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±45 |
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 13..395 | нет |
| Количество подач шпиндельной бабки | 16 | нет |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Электрооборудование и привод станка | ||
| Электродвигатель главного привода, кВт | 3 | 1,6/ 2,3 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 3,12 | 1,12 |
| Габарит и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1150 х 1100 х 1600 |
| Масса станка, кг | 1050 | 900 |
Список литературы:
Специализированный фрезерный станок ОФ-55. Руководство по эксплуатации и обслуживанию, 1967
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Технология ремонта фрезерных станков
Регулировка фрезерных станков
Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
Автоматические циклы фрезерных станков (6Р12)
Испытания и проверка металлорежущих станков на точность
Справочник универсальных фрезерных станков
Заводы производители металлорежущих станков в России
Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Горизонтальный шпиндель и шпиндель вертикальной головки
Универсальность станка ОФ-55 обеспечивается возможностью монтажа разных головок – горизонтальной, стандартной вертикальной, высокоскоростной вертикальной и шлифовальной. Все головки могут отводиться назад и вперед по опорной колонне, чтобы обеспечить необходимую величину подачи. Рабочий стол присоединен к плоской вертикальной поверхности, имеющей Т-образные пазы, и предусматривающей подачу по вертикали и горизонтали. Скорость вращения шпинделей определяется характеристиками коробки передач.
Основные параметры:
- Расстояние от торца шпинделя до плоскости стола, мм – 105.
- Вылет, мм – 100.
- Пределы регулировки расстояния до горизонтально расположенного стола – 25…312 мм.
- Ход шпинделя в направлениях, мм: вертикальном – 290, продольном – 250, поперечном – 150.
- Скорость вращательного движения горизонтального шпинделя, мин-1 – 42…1250.
- Скорость вращательного движения вертикального шпинделя, мин-1 – 56…2450.
Изменение скоростей – ступенчатое, переключением пар шестерен (всего доступно 12 скоростей). Значение крутящего момента может быть изменено переключением скоростей вращения двигателя главного привода.
ОФ-55 Назначение и область применения широкоуниверсального фрезерного станка
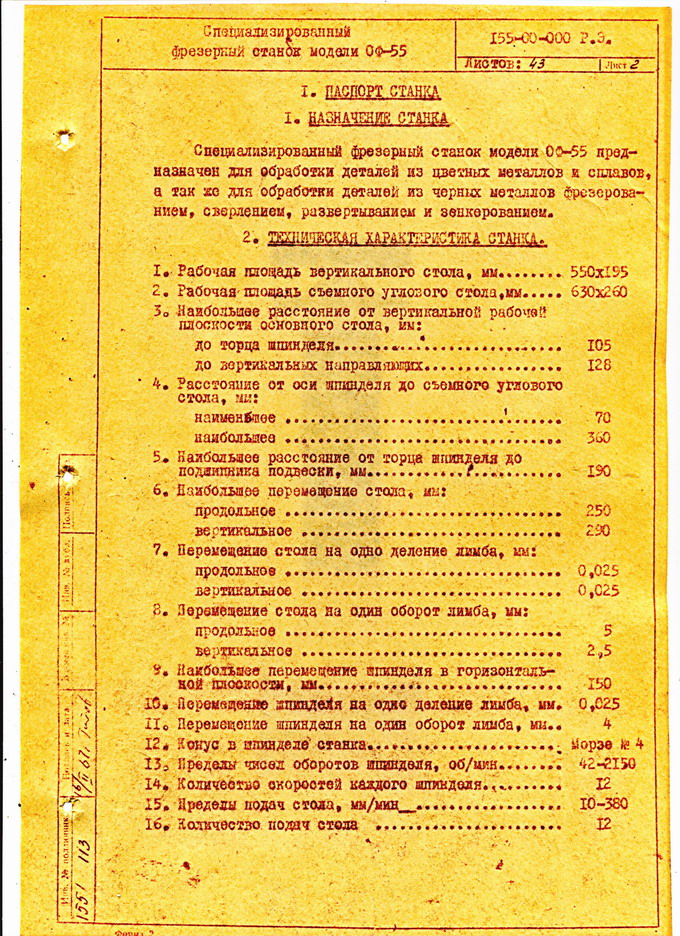
ОФ-55 — первый широкоуниверсальный инструментальный фрезерный станок повышенной точности разработан и запущен в производство в 1967 году — аналог немецкого фрезерного станка FP-1.
Фрезерный станок модели ОФ-55 (ОФ55) предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который, при необходимости, может быть повернут под углом.
Особенности конструкции и принцип работы станка
Станок ОФ-55 имеет две механические подачи — вертикальную (движение суппорта по направляющим станины) и продольную (движение стола по направляющим суппорта). Поперечная подача (движение шпиндельной бабки) — ручная.
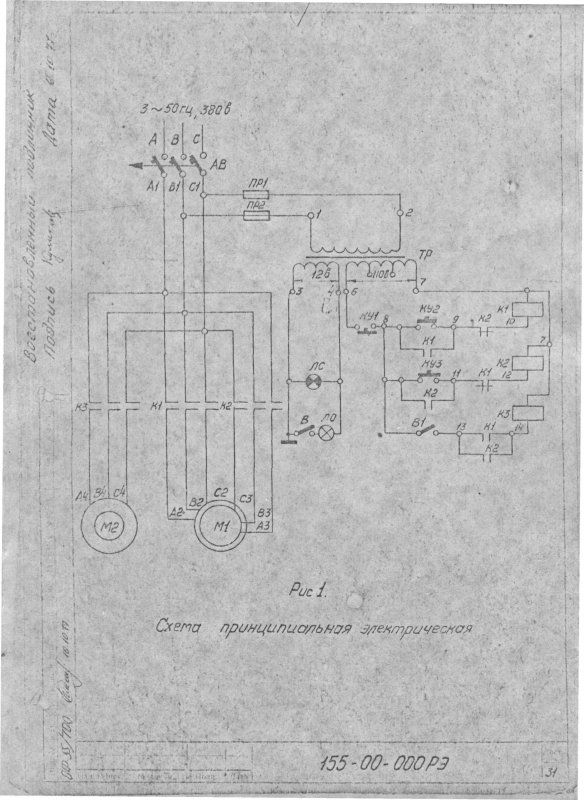
Электродвигатель двухскоростной на 1000 об/мин и 1500 об/мин, мощностью 1,6/2,3 кВт 380 В.
Станок ОФ-55 имеет 12 скоростей вращения горизонтального и вертикального шпинделей и 12 подач стола в вертикальном и продольном направлениях.
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
К станку прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка ОФ-55 могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.






Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П.
ОФ-55 Преимущества использования широкоуниверсального фрезерного станка:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
ФС-250 Аналоги универсального фрезерного станка
- ФСМ-250/676М — Владимирский станко ВСЗ, г. Владимир
- ОММ64S, ОММ67S — «Микрон», г. Одесса
- ВМ130 — Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 — Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 — ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 — Иркутский станкостроительный завод, г. Иркутск
- 6Т80 — Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 — Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 — Вильнюсский станкостроительный г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва
- X8132 — Shandong Rooy Manufacture Co., Ltd., Китай
Основные характеристики
Конструкции ОФ-55, как и его характеристики, разнообразны и подразделяются на несколько категорий:
- Консольные станки снабжены опорной консолью, на которой расположен стол механизма.
- Бесконсольные агрегаты, где на статичной станине расположена поверхность, способная двигаться продольно и поперек.
- Барабанные агрегаты непрерывного вращения.

Консольный вертикально-фрезерный станок UNIVERSAL WM5036 с УЦИ
Особенности моделей
Для горизонтальной консольной модификации передвижение консоли по направляющим стойки является одним из основных движений. На ней находятся стол и салазки. Агрегат снабжен горизонтальным валом и выдвижным хоботом.
Универсальная модификация позволяет задавать поверхности необходимый угол.
Широкоуниверсальный станок снабжен шпиндельной головкой, которая способна поворачиваться в двух направлениях. Это позволяет устанавливать фрезу под необходимым углом к рабочей площади и заготовке.
Вертикальный фрезерный станок ОФ 55 снабжен вертикальным валом, установленным в поворачивающейся головке, закрепленной к стойке.
Вертикальный фрезерный станок ОФ 55
Бесконсольная вертикальная конструкция предназначена для работы с крупными заготовками. Площадь перемещается по настраиваемой станине. По ориентиру стойки движется головка шпинделя.
Горизонтальный бесконсольный агрегат также снабжен столом, который ходит по направляющим станины и шпиндельной головкой, движущейся по направляющим стойки.
Продольно-фрезерные конструкции служат для обработки заготовок крупного размера. На стойках, размещенных по вертикали, закреплена поперечина, на которой установлены фрезерные головки. Во время работы стол движется по ориентиру стоек.
Карусельно-фрезерные агрегаты снабжены торцовыми фрезами, которые требуются для первичной и чистовой обработки заготовок. Стол вращается непрерывно по настройкам станины. По направляющим стойки ходит головка шпинделя.
На барабанно-фрезерном инструменте деталь устанавливается на барабане, который совершает вращательные движения. Головки двигаются по наводящим стойки.
Паспорт установки содержит подробное описание каждой модификации, инструмента и приспособлений, входящих в комплект.
Сведения о производителе широкоуниверсального фрезерного станка ОФ-55
Станок широкоуниверсальный фрезерный модели ОФ-55 выпускал Владимирский станкостроительный ВСЗ (Владимирский завод прецизионного оборудования «Техника»), основанный в 1935 году.
В настоящее время завод производит фрезерные станки с УЦИ и ЧПУ под наименованием ФС-300, ФС-300-01, ФС-300-02 CNC и ФС-400.
Станки, выпускаемые Владимирским станкостроительным заводом Техника
- КР-450 — станок координатно-расточный двухстоечный 380 х 520
- ОФ-55 — станок фрезерный широкоуниверсальный повышенной точности 260 х 630
- СФ-250 — станок фрезерный широкоуниверсальный повышенной точности 245 х 630
- ФС-250 — станок фрезерный широкоуниверсальный 250 х 620
- ФС-300 — станок фрезерный широкоуниверсальный повышенной точности 250 х 620






Где приобрести оборудования тех времен?
Продавец осуществляет доставку и при необходимости консультирует по поводу модернизации оборудования. Основное преимущество Советского оборудования в том, что оно легко улучшается, а все основные узлы достаточно просто заменить, что значительно продлевает срок службы станка.
Станки Советского производства отличаются надежность и качеством обработки, а также универсальностью. Большинство моделей можно дополнительно улучшить и расширить их функциональные возможности. Именно поэтому практически все Советские станки до сих пор используются в машиностроительном и металлообрабатывающем производстве.
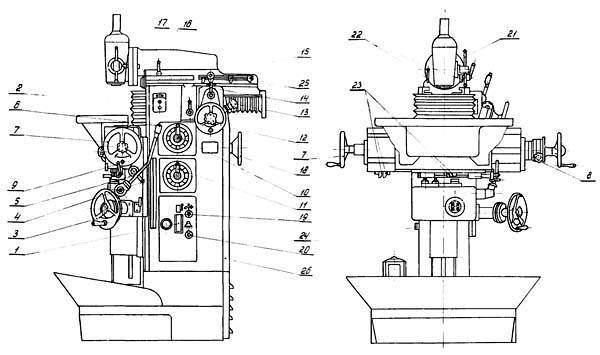
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
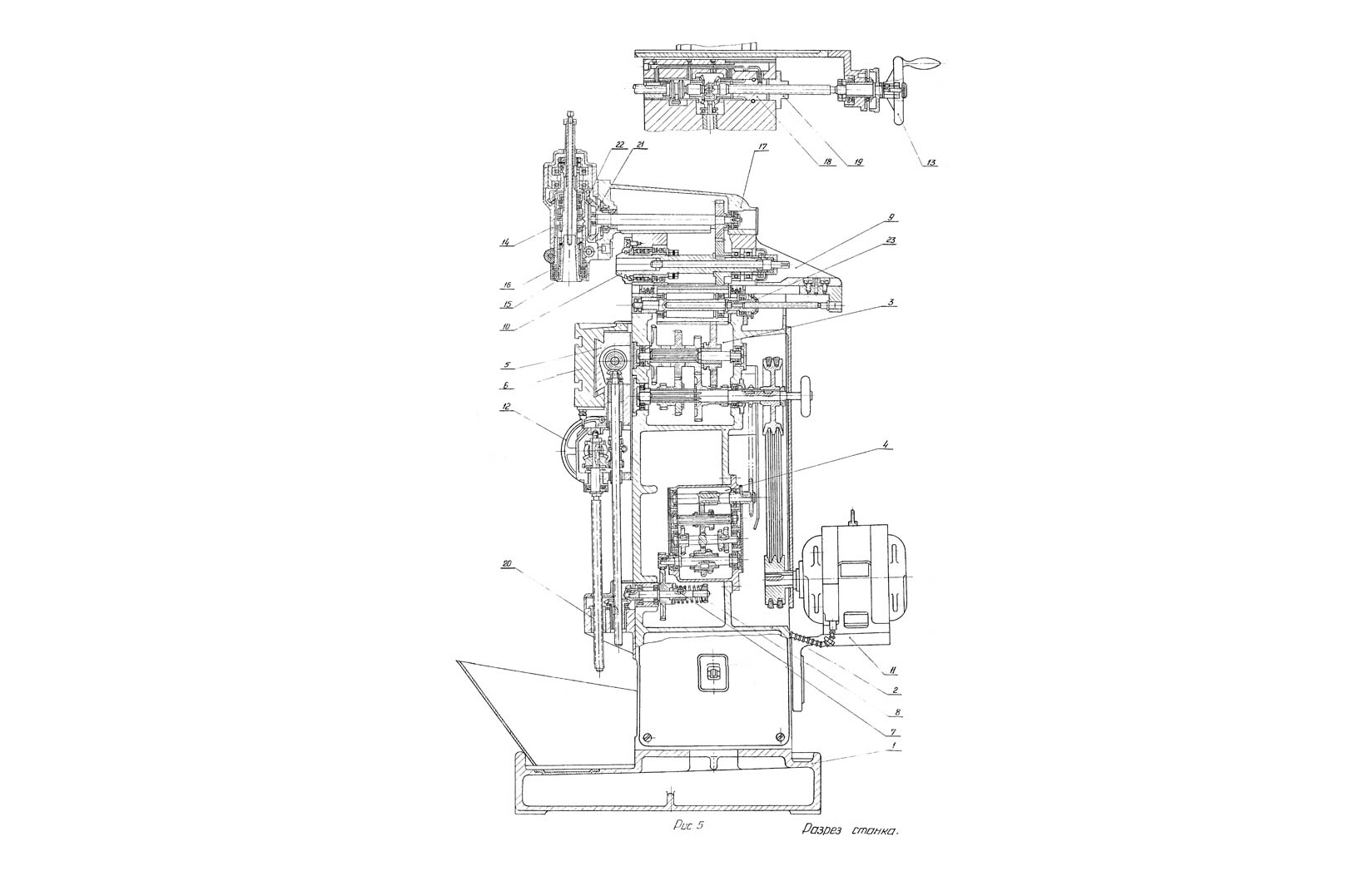
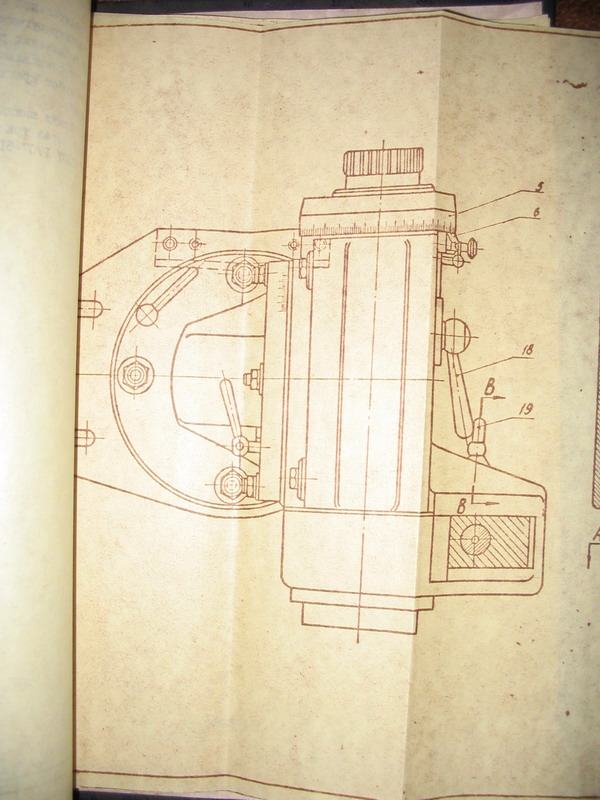
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
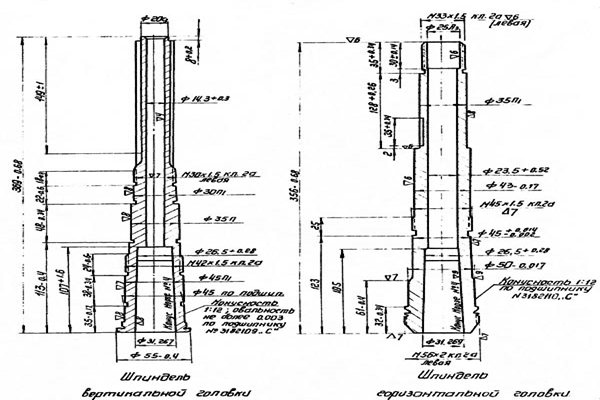
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
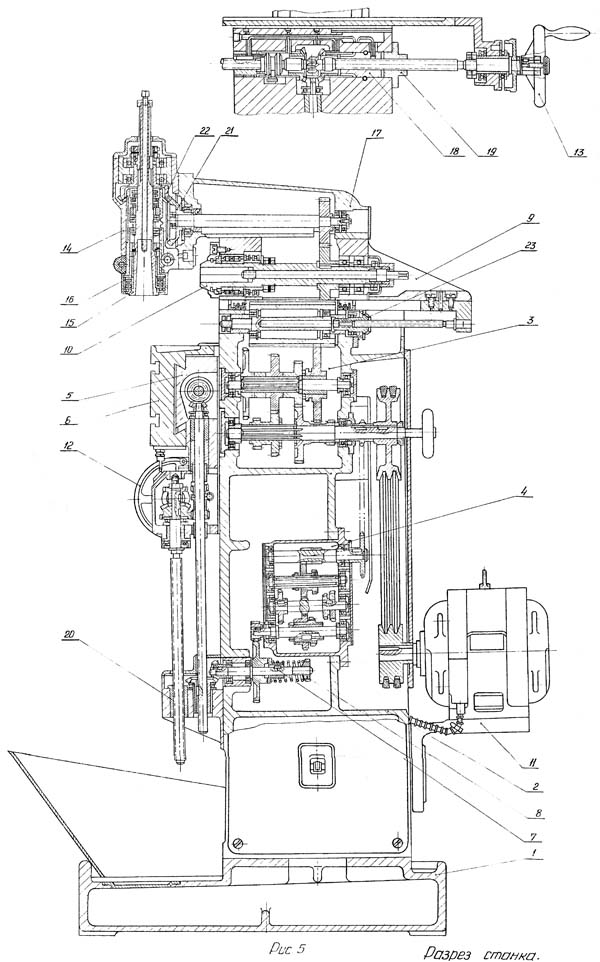
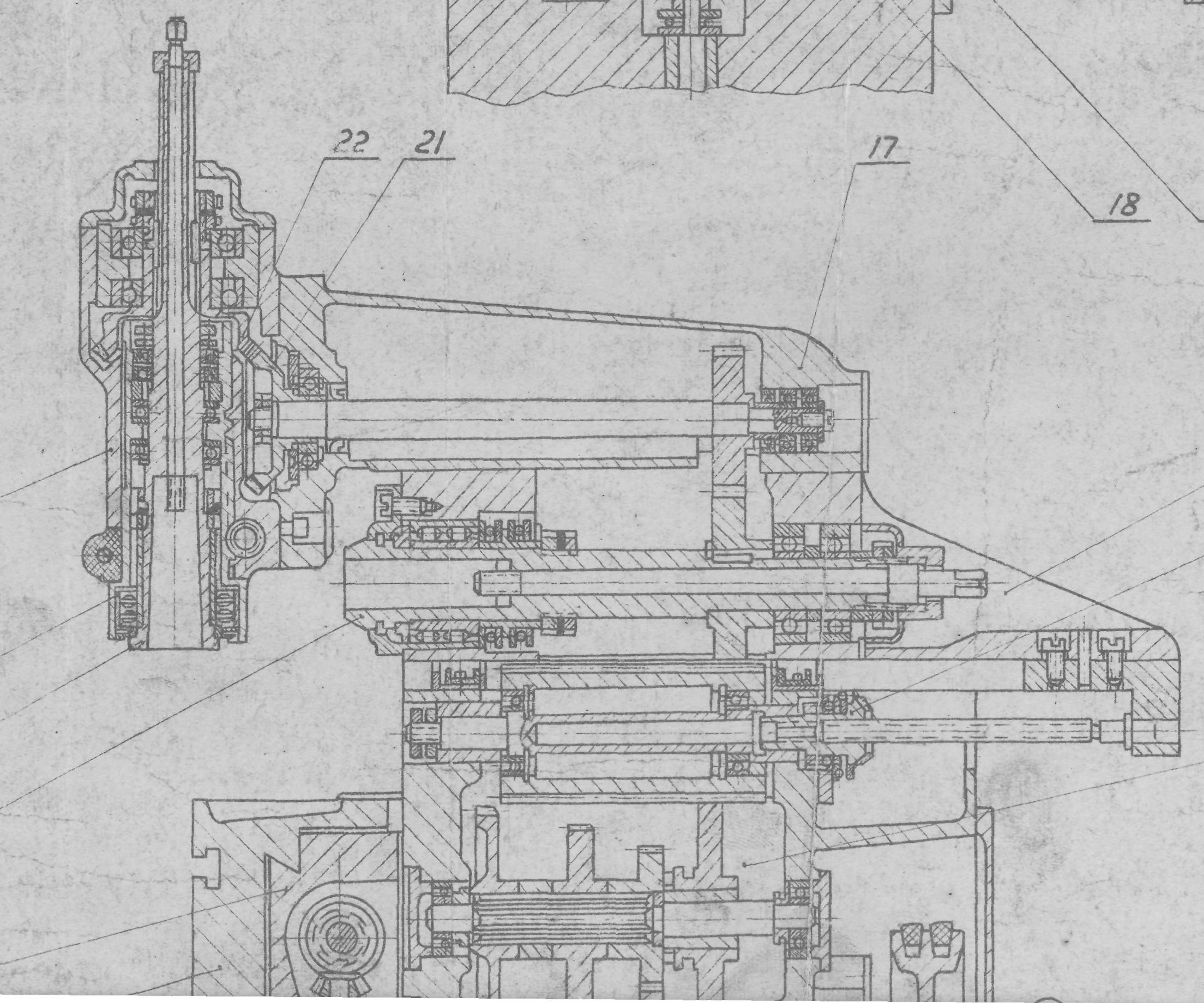
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
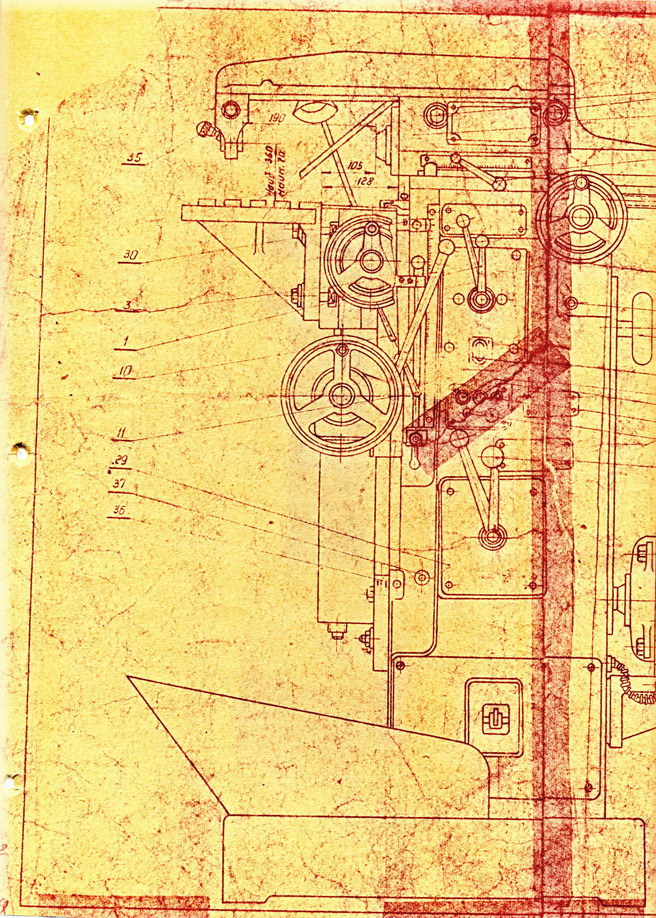
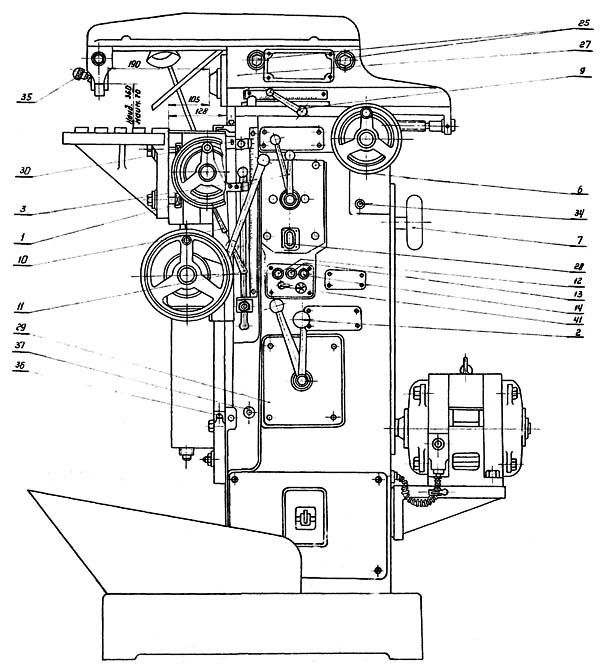
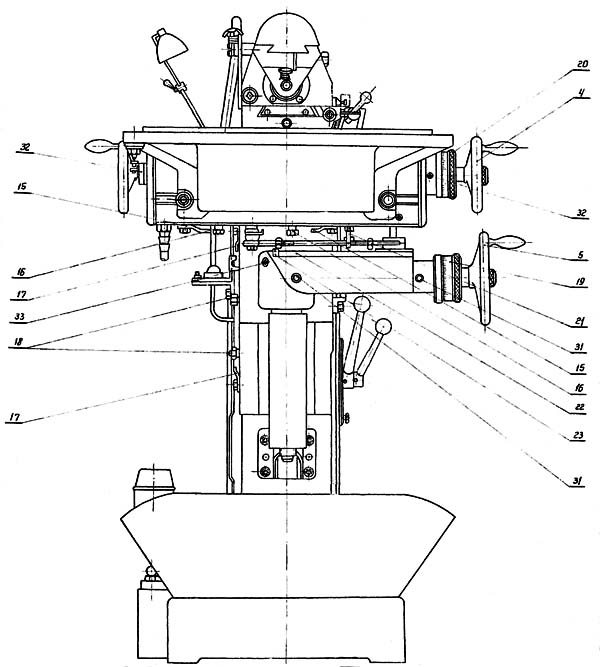
Габаритные размеры рабочего пространства и расположение органов управления
Подвижный рабочий стол снабжен горизонтальными Т-образными крепежными пазами, предназначенными для фиксирования заготовок с помощью стандартных прихватов. Оборудование оснащено параллельными тисками, которые позволяют закрепить заготовку наибольшими габаритами 90×90 мм.
Размеры горизонтального стола:
- Общая длина, мм – 720.
- Длина стола для закрепления фрезеруемого изделия, мм – 630.
- Общая ширина стола, мм – 298.
- Наибольшая ширина фрезеруемого изделия, мм – 260.
- Количество Т-образных пазов – 4.
- Расстояние между осями смежных пазов, мм – 50.
Габаритные размеры вертикального стола:
- Длина, мм – 553.
- Ширина, мм – 195.
- Количество продольных Т-образных пазов – 2.
- Расстояние между осями Т-образных пазов – 100.
Сечение и профиль Т-образных пазов соответствуют техническим требованиям ГОСТ 1574-91.
Клоны инструментов, станков времен СССР. — Фотографии станков
Как замечательно, вы прочитали тему!))
Во втором посте schaublin 102-80 и С-193 имеют одинаковое крепление суппорта, и у них намного больше общего чем вы думаете, скачайте паспорт обоих и почитайте, про шпиндель, передачи…
Касательно schaublin 120 и С-193А:
Поставил их в одну линейку для того что бы обратили внимание на эргономику ПБ
Револьверная головка С-193А более чем похожа на schaublin 102
Многие конструктивные элементы имели патент, и без изменения конструкции копировать было нельзя, но нужно.
К сведению schaublin выпускают гораздо раньше чем с 1961г.
Повторюсь еще раз, кто в силах дополнить сравнение, добро пожаловать.Изменено 15 июня 2012 пользователем stall999 www.chipmaker.ru