
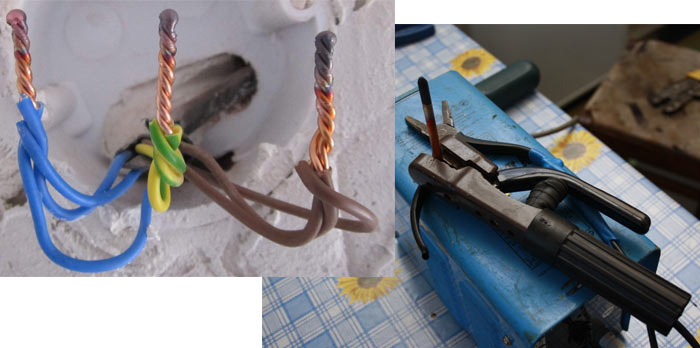
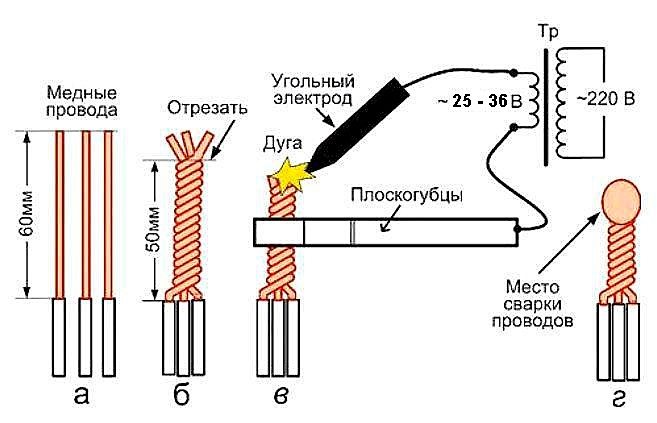
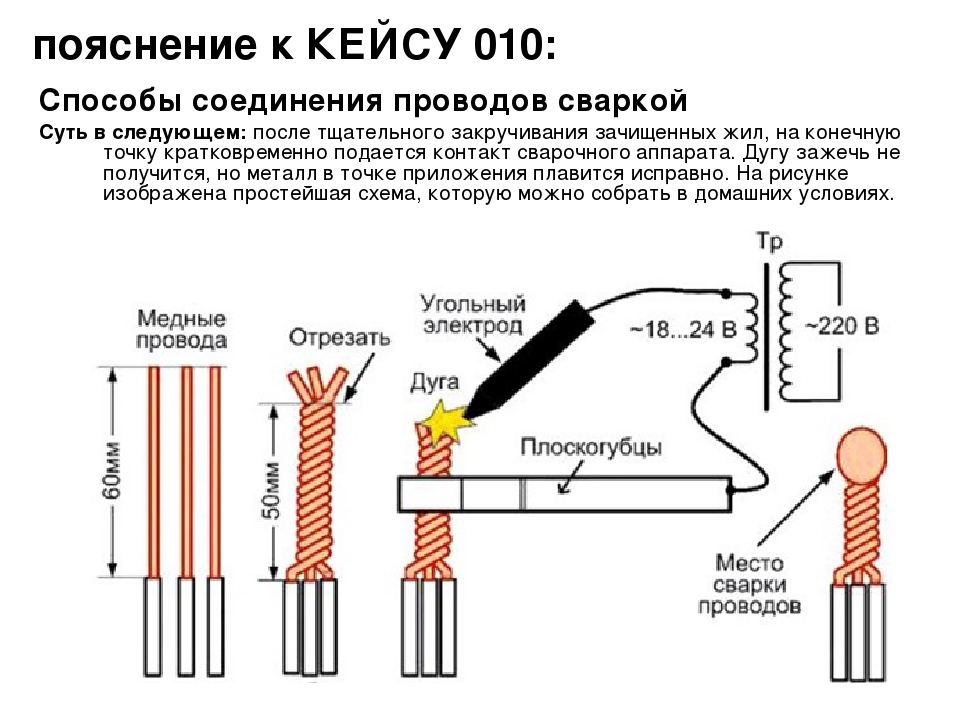
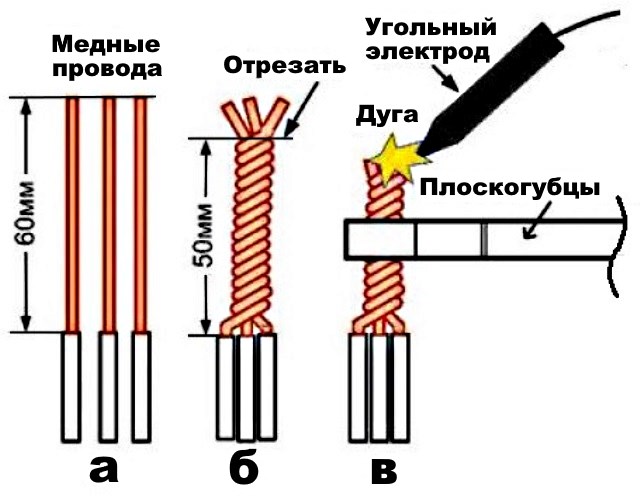
Технология сварки
Кончики проводов длиной 5-6 см очищают от изоляционного покрытия и скручивают, начиная от срезов изоляции, оставляя 5-6 мм в конце скрутки в нескрученном виде. Эти кончики необходимо расправить, сложить параллельно и прижать друг к другу. При скручивании трех и более проводов, на конце все равно нужно оставить только два свободных кончика, а остальные срезать в месте последнего витка скрутки. Если сварочный аппарат недостаточно мощный, такая скрутка позволит более просто сформировать шарик расплава. При наличии достаточного сварочного тока в аппарате можно выполнить простую скрутку.
Далее скрутку зажимают с помощью сварочного зажима. Если данное приспособление отсутствует, можно воспользоваться обычными старыми плоскогубцами.
Подготовленное соединение сваривают угольным электродом. В процессе сварки медных проводов расплавляют оставленные нескрученными концы до формирования шарика расплава. Чтобы обеспечить надежный механический и электрический контакт проводов, зона расплавления обязательно должна дойти до скрутки.
Продолжительность сварки не должна превышать 2-3 секунд, в обратном случае изоляция проводов оплавится. После полного остывания соединения производится его изоляция с помощью нескольких слоев изоленты либо специальных колпачков, ПВХ или термоусадочных трубок.
Виды проводов для сварочника
Работа инвертора невозможна без его полной комплектации. В нее обычно включают не только сам аппарат, но и кабели. Они представляют собой проводник тока, выполненный из медной проволоки диаметром до 0,2 мм. Несколько таких элементов сплетаются в один пучок, который сверху имеет изоляционное покрытие.
Назначение этого провода заключается в подводке тока от инвертора к держателю электродов. Это необходимо для того, чтобы подключить аппарат к электросети и заземлению. Выбираются провода на основе характеристики агрегата и кабеля и при этом учитываются следующие показатели:
- Длина;
- Площадь сечения;
- Падения напряжения в контуре.
На рынке провода представлены различными видами, что дает возможность приобретать изделие, которое обеспечит максимальную эффективность при применении оборудования. Наиболее популярным у сварщиков считается кабель марки КГ. Он представляет собой гибкий провод, применяемый для подключения агрегата к сети.
Провод медный КГ-ХЛ
Различают несколько разновидностей кабелей, которые отличаются по допустимой нагрузке тока. Кроме того, имеются модификации, рассчитанные на применение в определенных климатических условиях. Например, для северных регионов – это КГ-ХЛ с покрытием из холодостойкой резины, для южных – КГ-Т, устойчивый к появлению грибка.
Выпускается и еще одна марка кабелей для инверторов – КОГ1. Они отличаются наличием гибкой жилы, что позволяет специалисту, работающему с оборудованием спокойно перемещаться, меняя положение электрододержателя без дополнительных усилий.
Основные характеристики для выбора
Широкий ассортимент оборудования представленный на отечественном рынке несколько смущает неопытных покупателей. Но только на первый взгляд кажется, что модели, отличающиеся ценой, имеют существенную разбежку в параметрах. На самом деле больших отличий в характеристиках и функциональности у аппаратов для сварки проводов нет. Недорогие модели обычно изготовлены в Китае, более качественное оборудование поставляют европейские производители. Однако даже в их продукции могут использоваться китайские комплектующие и в этом ничего плохого нет.
Поэтому выбирая агрегат необходимо обращать внимание на диапазон регулировки сварочного тока. Для использования в быту достаточно и 160-200 А, в то время как для профессиональной деятельности потребуется аппарат с большим диапазоном
Важна и длительность работы без перерыва. Она зависит от того, на каких токах эксплуатируется аппарат. При высоких значениях реально держать дугу не более 3 минут, при малых продолжительность работы может быть значительно большей. Имеет смысл учитывать и напряжение холостого хода. Чем оно выше, тем лучше будет работать ваше оборудование. В среднем оно не должно превышать 90 В.
Использование аппарата для сварки проводов опускается только в специальной защитной маске. И если провода прилагаются практически каждым производителем, то дополнительные компоненты могут быть не везде.
Обзор популярных моделей
Одним из самых востребованных аппаратов для сварки медных проводов является ТС 700-2. Он имеет компактные габариты и относится к переносным моделям. Этот прибор рассчитан на работу с жилами сечением не более 24 мм². Чаще всего его используют электрики, чтобы добиться максимально надежного и качественного соединения проводов.
Смотрим видео о данной модели:
В комплектацию аппарата входят сварочные и сетевой кабель, электроды, сумка для переноски, защитные очки. Также каждый агрегат оснащен паспортом и инструкцией по эксплуатации. Стоимость оборудования составляет около 6 тысяч рублей.
Заключение
Сварочный аппарат является сложным прибором, работа с которым требует определенных навыков. Поэтому если имеются сомнения по его применению, то лучше воспользоваться услугами специалистов, что позволит получить гарантированно качественный результат.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +1080С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.

Инвертор для сварки
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
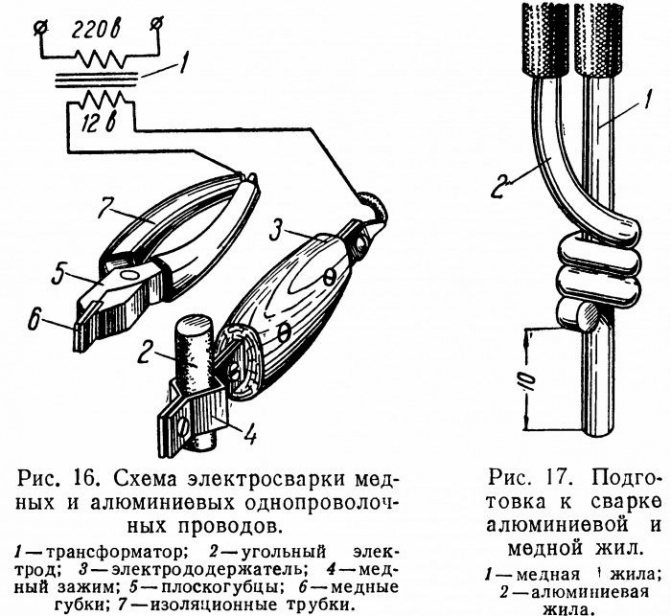
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Как собрать аппарат для сварки скруток своими руками
Советуем к прочтению другие наши статьи
- Виды фасадных молдингов
- Синие люстры
- Преимущества парников из агроволокно
- Преимущества сплит-систем
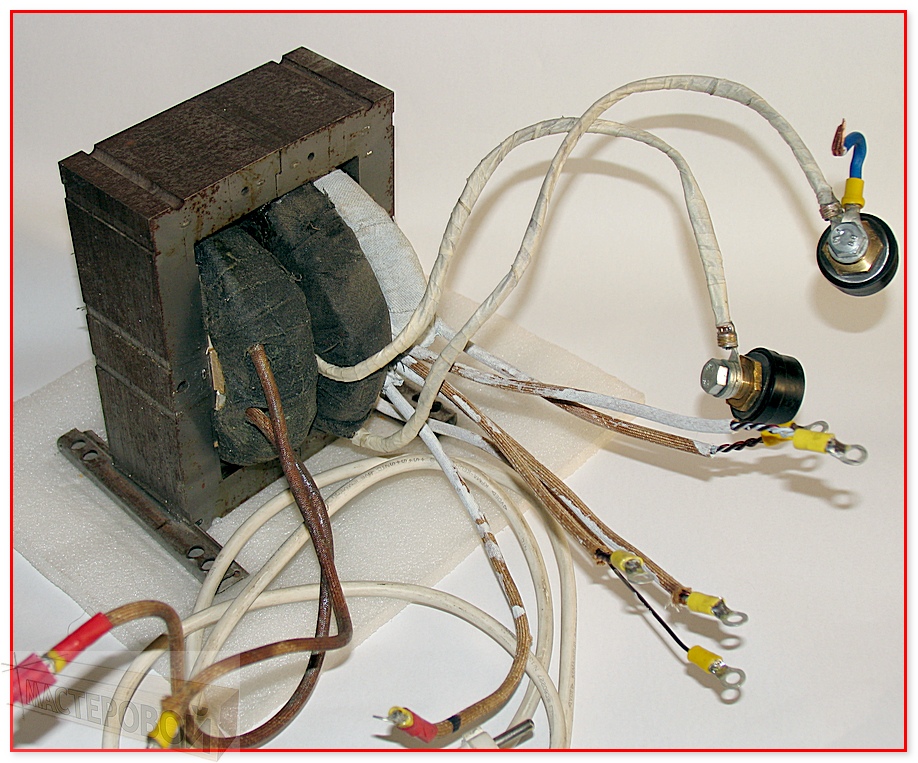
Итак, как собирался аппарат сварки проводов.
Я разобрал трансформатор от микроволновки, распилив его болгаркой по местам сварки. Я не буду описывать это процесс в подробностях, т.к. это делали уже многие и много раз, да хоть на YouTube можно видео найти.
В общем, транс был распилен, вторичная обмотка выкинута, намотана своя обмотка медным проводом на 6 мм кв., у меня влезло всего порядка 16 витков, то ли транс был маловат, то ли я не очень опытный мотальщик, ну да ладно, после включения транса в сеть, я получил напряжение 14 вольт, что нормально для такой сварки (нужно 12-24в). Затем я склеил сердечник транса эпоксидной смолой. На этом работы с трансформатором микроволновки были закончены.
Я установил его в корпус, также я установил туда 2 автомата на 16А (после опыта первой сварки, чтобы знать максимальный ток потребления, он оказался 11А).
Почему не поставил двухполюсник?
А собрал сварку проводов из того, что было под рукой. Мой девиз: Сначала используй, что без дела валяется, если конечно, это не портит конструкцию
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Природа сопротивления
Проводниками являются чистые металлы и их сплавы. В металле, фиксированные в единую «прочную» структуру атомы, обладают свободными электронами (так называемый «электронный газ»). Именно эти частицы в данном случае являются носителями заряда. Электроны находятся в постоянном беспорядочном движении от одного атома к другому. При появлении электрического поля (подключении к концам металла источника напряжения) движение электронов в проводнике становится упорядоченным. Движущиеся электроны встречают на своём пути препятствия, вызванные особенностями молекулярной структуры проводника. При столкновении со структурой носители заряда теряют свою энергию, отдавая её проводнику (нагревают его). Чем больше препятствий проводящая структура создаёт носителям заряда, тем выше сопротивление.







Таким образом, в базовую формулу для вычисления сопротивления входит длина провода, площадь поперечного сечения и некий коэффициент, связывающий эти размерные характеристики с электрическими величинами напряжения и тока (1). Этот коэффициент называют удельным сопротивлением. R= r*L/S (1)
Как правильно удлинять сварочные кабели
#42 Rust_eze
- Участник
- Cообщений: 736
- Город: Иркутская обл. г.Усолье-Сибирское
Dr_MMA,Да, 12 витков кабеля 16 мм 2 на обычном трансформаторном железе. Сечение магнитопровода где то 60 мм 2 .
Но надо будет переделать, сделать несколько отводов на разное число витков. Так как мощность с таким дросселем у аппарата поднялась в двое. Но на самом малом токе автомобильную жестянку варить уже с ним не возможно — прожигает. Приходится его отсоединять. А все что с выше 2мм толщиной варит спокойно.
1
#43 copich
Участник
Cообщений: 4 495
Город: Москва
Dr_MMA,Да, 12 витков кабеля 16 мм 2 на обычном трансформаторном железе. Сечение магнитопровода где то 60 мм 2 .
Но надо будет переделать, сделать несколько отводов на разное число витков. Так как мощность с таким дросселем у аппарата поднялась в двое. Но на самом малом токе автомобильную жестянку варить уже с ним не возможно — прожигает. Приходится его отсоединять. А все что с выше 2мм толщиной варит спокойно.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся. Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.

Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала. К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.

Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
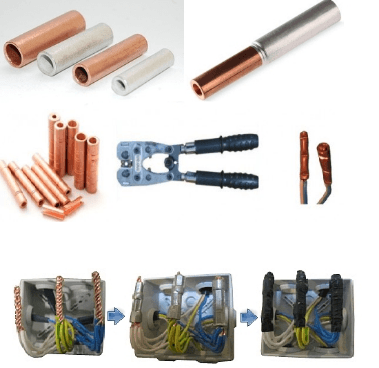
Опрессовка гильзой
Опрессовка медным или латунными гильзами является одним из самых надежных из механических способов соединения. Этот способ также применим для соединения проводов в электрощитах. Принцип соединения таким методом для общего понятия простой – это обжим вставленных в гильзу проводов специальными пресс – клещами. Соединяемые жилы необходимо предварительно зачистить длиной чуть больше самой гильзы. Предварительно скрученные провода помещается внутрь и в зависимости от длины гильзы обжимаются в нескольких местах. Гильзы могут быть: медные, латунные из сплава латуни и алюминия, луженые латунные или медные.
К недостаткам можно отнести:
- Наличие гильз различного диаметра и специальных обжимных приспособлений;
- Неразъемное соединение большой длины соединяемых проводов;
- Относительная дороговизна процедуры;
- Увеличение объема соединения и необходимость изолировки гильзы.
Постоянный ток
Электрический ток может быть постоянным или переменным.
Постоянный электрический ток протекает по замкнутой цепи всегда только в одном направлении.
Условно принято:
— внутри источника постоянного тока ток направлен от зажима со знаком минус (–) к зажиму со знаком (+);
— во внешней цепи ток направлен от плюса к минусу.
Постоянный ток получают при помощи аккумуляторов, генераторов, выпрямителей.
В соответствии с законом Ома для цепи постоянного тока: сила тока I прямо пропорциональна напряжению U и обратно пропорциональна сопротивлению R:
I = U / R
Таким образом:
— если напряжение в цепи увеличится (уменьшится) в несколько раз, а сопротивление останется неизменным, то во столько же раз увеличится (уменьшится) сила тока;
— если сопротивление в цепи увеличится (уменьшится) в несколько раз, то при постоянном напряжении во столько же раз уменьшится (увеличится) сила тока.
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую
Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Плюсы и минусы обжимки проводов в авто

Всеми производителями автомобилей рекомендовано при ремонте электрики использовать именно обжим. Это популярный способ, у которого есть масса преимуществ:
- Простота;
- Надёжность;
- Используя определённые муфты можно получить сразу изолированное соединение.
Из недостатков можно выделить только то, что придётся купить специальный инструмент — кримпер. Несмотря на то, что некоторые муфты имеют полимерную изоляцию, рекомендуется дополнять соединение термоусадкой.





В завершении темы стоит напомнить, что независимо от выбранного способа важно соблюдать технику безопасности при работе с электропроводкой автомобиля. При ремонте нужно обязательно отключать аккумуляторную батарею
Все плюсовые контакты должны иметь надёжную изоляцию. В противном случае может произойти короткое замыкание, которое вызовет пожар.
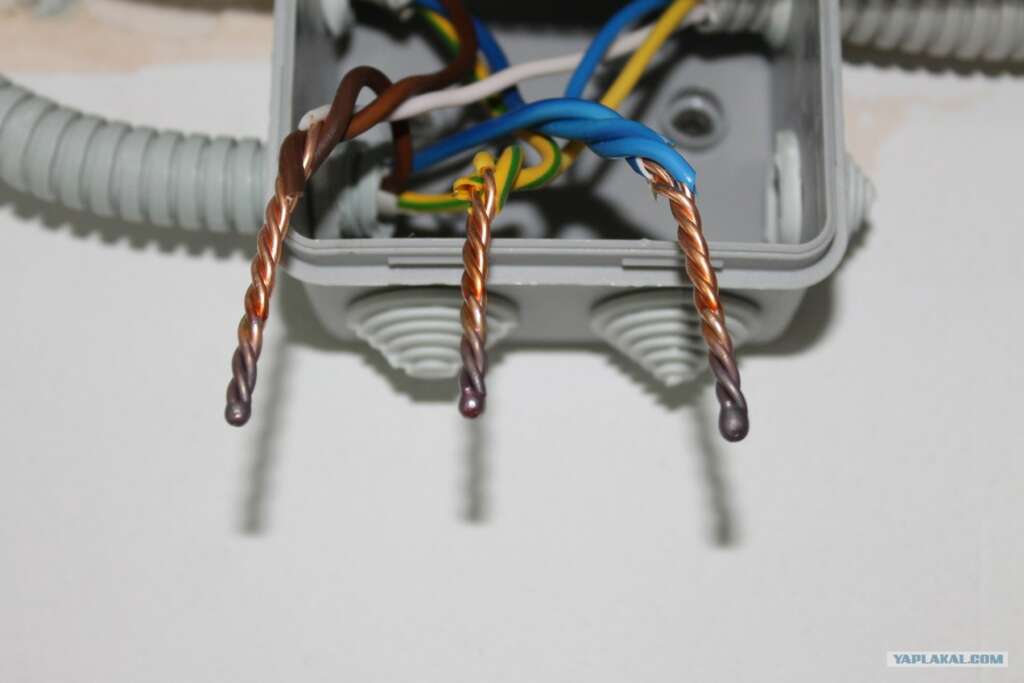
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
для соединения проводников сечением 1,5 мм2:
— скрутка из двух проводов – 70 А;
— из трех – 80 А;
с сечением 2,5 мм2:
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Термитная сварка
Термитная сварка проводов, это чуть ли не самый популярный способ для соединения двух проводников тока. Для самого процесса используется специальная термитная смесь. Для получения правильного результата, нужно с точностью до миллиметров придерживаться всех правил и рекомендаций.
Сварка предполагает образование специального термитного патрона. Он формируется из кокиля, вкладыша (это сплав из меди и фосфора, он создаёт зону для сварки и забивает пустоту) и термитной шапки.
Эта технология только начинает набирать популярность. Её всё чаще применяют в самых разных сферах производства. Для проведения качественных работ, сварщик должен обладать специальными знаниями по химии на высоком уровне.

Опрессовка
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.
Для опрессовки используется специальный инструмент – механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
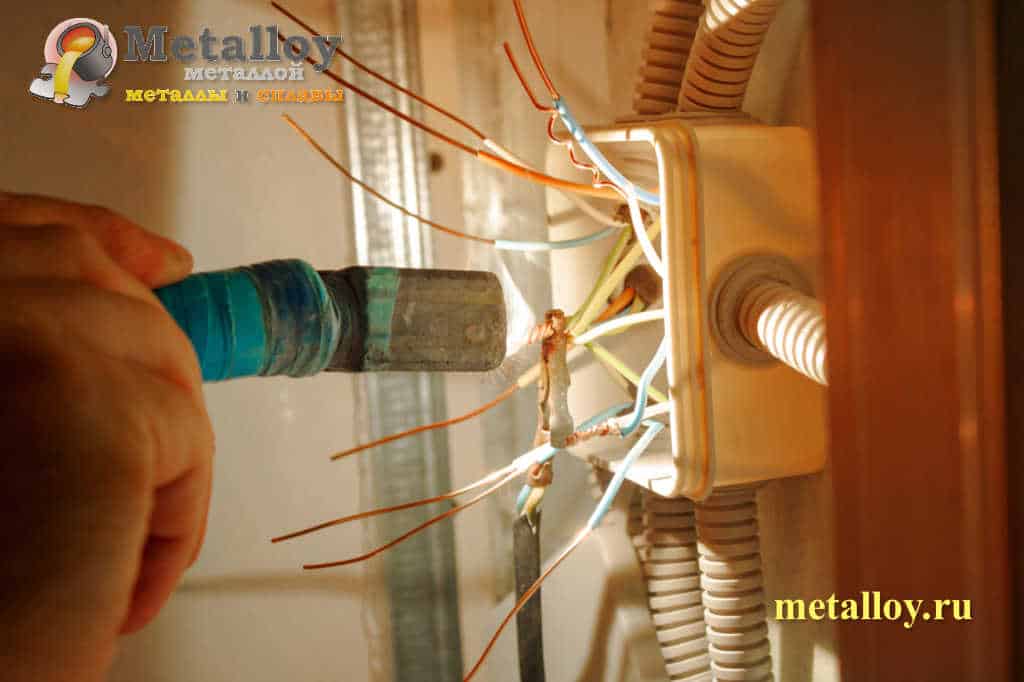
Технология процесса и способы сварки проводов
Существуют различные технологии соединения жил: с помощью клеммников, сжимов, опрессовки, пайки или сварки — все они подробно описаны в Правилах электроустановок (ПУЭ) и используются на практике. Наиболее надежным из всех признан метод сварки.

Сваренные воедино проводники представляют собой однородную жилу с рекордно низким переходным сопротивлением, что полностью исключает их нагрев и гарантирует пожаробезопасность. Для электропроводки, в основном, используется медный провод.
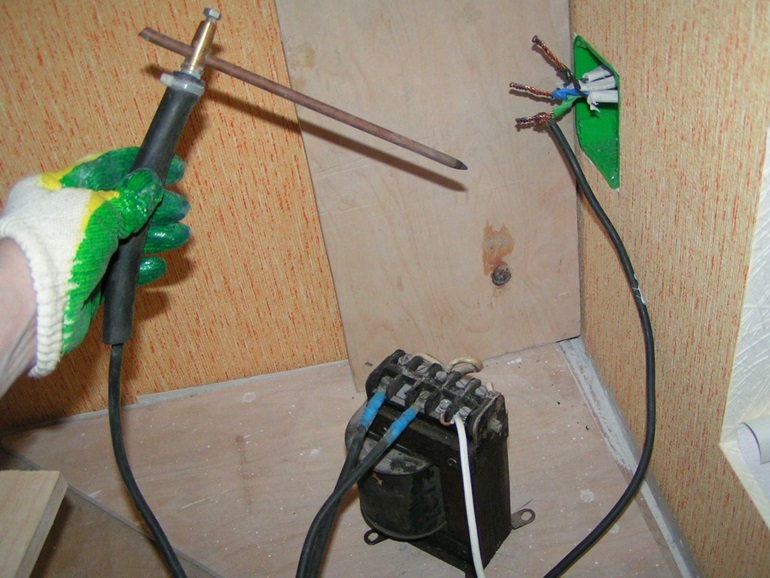
Чтобы выполнить сварку, нужен аппарат с постоянным или переменным током напряжением 12-36 В, с возможностью регулирования тока. Этому условию отвечает инвертор для сварки медных проводов (рис.1).
Учитывая его немалую стоимость, некоторые умельцы вместо него используют трансформатор (рис. 2) или сварочный аппарат, изготовленный своими руками .
В данной статье мы не будем рассказывать о том, как сделать сварочник самостоятельно. Модель может зависеть от исходных материалов, имеющихся у мастера под рукой, и от его знаний и умений.

Для получения надежного соединения двух и более проводников (жил) используется отработанная технология. Порядок действий таков:
- С жилы аккуратно снимают отрезок изоляции длиной 60-80 мм, для чего используют нож или специальный инструмент (стриппер, зачиститель, съемник и др.). Разделку производят исключительно вдоль проводника, чтобы случайно не сделать надрез.
- Тщательно зачищают поверхность до состояния блеска.
- Оголенный участок проводника обрабатывают наждачной шкуркой.
- Смачивают чистую тряпочку ацетоном, либо уайт-спиритом и протирают поверхности проводников. Для медных проводов используют буру.

Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
-
Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой
Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.






Удельное сопротивление
Удельное сопротивление неизменно и является свойством вещества, из которого изготовлен проводник. Единицы измерения r — ом*м. Часто величину удельного сопротивления приводят в ом*мм кв./м. Это связанно с тем, что величина сечения наиболее часто применяемых кабелей является относительно малой и измеряется в мм кв. Приведём простой пример.
Задача №1. Длина медного провода L = 20 м, сечение S = 1.5 мм. кв. Рассчитать сопротивление провода. Решение: удельное сопротивление медного провода r = 0.018 ом*мм. кв./м. Подставляя значения в формулу (1) получим R=0.24 ома. Вычисляя сопротивление системы питания сопротивление одного провода нужно умножить на количество проводов. Если вместо меди использовать алюминий с более высоким удельным сопротивлением (r = 0.028 ом*мм. кв./м), то сопротивление проводов соответственно возрастёт. Для вышеприведенного примера сопротивление будет равно R = 0.373 ома (на 55 % больше). Медь и алюминий – основные материалы для проводов. Существуют металлы с меньшим удельным сопротивлением, чем удельное сопротивление меди, например серебро. Однако его применение ограничено из-за очевидной дороговизны. В таблице ниже приведены сопротивления и другие основные характеристики проводниковых материалов. Таблица – основные характеристики проводников
| Металл | r, ом*мм. кв /м | γ, м/(ом*мм. кв.) | α, 1/°С |
| Медь | 0,018 | 57 | 0.0043 |
| Алюминий | 0,027 | 35 | 0.0045 |
| Сталь | 0.13 | 7.7 | 0.00625 |
| Нихром | 0.98 | 1.01 | 0.0003 |
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +3800С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.

Электроды для сварки