
Резцы для расточных головок
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Процесс растачивания отверстий на станке
 К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.
К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.
Для выполнения растачивания на фрезерном станке используют особые резы либо многолезвийные инструменты, манипуляция с которыми заключается в их вращении. Необходимого результата можно также добиться и посредством вращения обрабатываемого изделия.
При первом варианте работы обязательно приходится применять направляющие втулки. Основное их назначение заключается в увеличении прямолинейности и уменьшении увода оси. Что же касается второй схемы обработки, то здесь ось отверстия имеет более прямолинейное положение, но при этом отклонения от оси вращения шпинделя станка отсутствуют.
Расточные работы могут выполняться с применением нескольких видов инструментов:
- Расточный резец. Именно к нему в большинстве случаях прибегают при работе на токарном оборудовании;
- Борштанги. Выполнены в виде скалок, оснащенных резцами. Они являются обязательным рабочим инструментом при работе на вертикальных и горизонтальных расточных станках;
- Расточные головки. Особенностью этого инструмента является высокая цена, а сами они используются для обработки отверстий размером порядка 50-250 мм. К ним прибегают при работе на вертикально-расточном оборудовании;
- трехперые цельные зенкеры. К ним прибегают в целях обработки отверстий, чем диаметр не превышает 32 мм. Обычно они применяются при работе на сверлильных станках;
- четырехперые насадные зенкеры. Основное их назначение заключается в обработке отверстий, размер которых не превышает 80 мм. Они являются обязательным элементом при выполнении расточных работ на сверлильном оборудовании.
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Как пользоваться?
При непосредственном способе деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
При простом способе деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
Дифференциальный способ деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
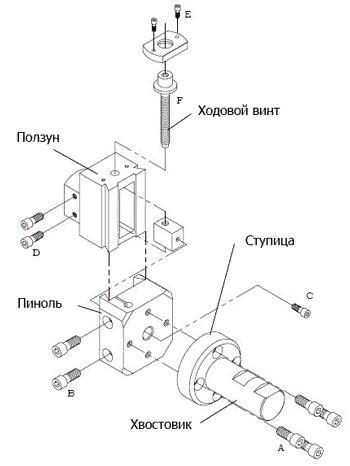
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Горизонтально-расточные станки
Основной отличительной особенностью горизонтально-расточного станка (рис. 1) является горизонтальное расположение шпинделя. Этот тип станка несколько напоминает обычный токарно-винторезный станок. Но в горизонтально-расточном станке имеется несколько ключевых отличий. Во-первых, отсутствует задняя бабка. Вместо задней бабки установлен подвижный люнет. Во-вторых, планшайба, которой оборудован шпиндель, имеет возможность смещать резец относительно оси вращения, что нехарактерно для токарного станка. В третьих, здесь имеется стол, на котором может быть закреплена деталь.
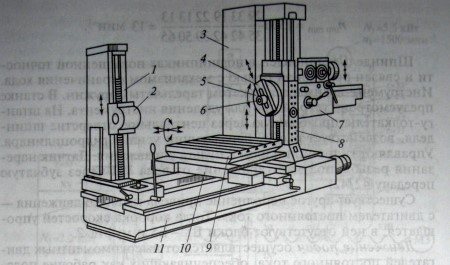
Рисунок 1. Горизонтально-расточной станок
Рисунок 1. Горизонтально-расточной станок
Рассмотрим основные узлы и элементы, из которых состоит стандартный горизонтально-расточной станок.
- Задняя стойка. Предназначена она для закрепления на ней подвижного люнета. Может перемещаться на направляющих станины. Имеет рычаг для фиксации положения.
- Люнет. Это приспособление предназначено для удерживания хвостовой части обрабатываемой детали, если ее длина не позволяет произвести надежное закрепление на столе. Является дополнительной точкой крепления. Люнет может перемещаться в вертикальной плоскости. Перемещение в горизонтальной плоскости осуществляется посредством движения задней стойки.
- Передняя стойка. Основная опора, на которой крепится рабочий орган станка — шпиндельная бабка. На передней стойке расположены вертикальные направляющие, по которым перемещается бабка.
- Суппорт. Этот элемент горизонтально-расточного станка служит для подачи резца к поверхности обрабатываемой детали. Суппорт имеет возможность продольного перемещения в горизонтальной плоскости вдоль оси вращения.
- Планшайба (рис. 2). В отличие от стандартной планшайбы станков токарной группы, служит для закрепления в ней расточного резца. Имеет возможность смещения резца относительно оси вращения. Это позволяет одним резцом выполнять различные расточные операции.
- Шпиндель. Передает вращательное движение от коробки скоростей на планшайбу.
- Бабка. Рабочая подвижная часть горизонтально-расточного станка. Внутри бабки располагается электродвигатель, коробка передач и направляющие для осевого перемещения суппорта.
- Пульт управления. Включает в себя кнопки изменения рабочей скорости, реверса, настроек автоматической подачи и аварийной остановки.
- Стол. Служит для расположения и закрепления на нем массивных деталей небольших габаритов.
- Салазки. Служат для перемещения стола.
- Станина. Является основанием станка. На станине располагаются две стойки и стол. Иногда станина имеет возможность регулировки уровня установки станка.
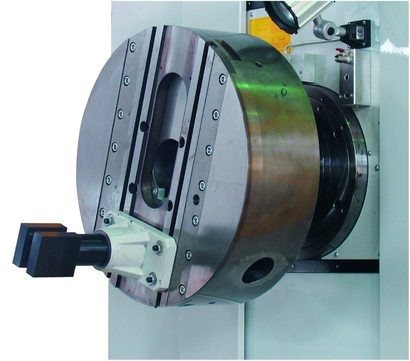
Рисунок 2. Планшайба расточного станка.









Рисунок 2. Планшайба расточного станка.
Сегодня все чаще встречаются горизонтально-расточные станки, которые оснащены модулем числового программного управления.
Расточная головка для фрезерного станка
Использование станочной оснастки и приспособлений существенно расширяет возможности станков и обрабатывающих центров. Хоть эти элементы конструкции и не входят в обязательный комплект, который поставляется со всем оборудованием, так как участвуют далеко не во всех операциях, их наличие может существенно облегчить работу. Некоторая оснастка используется для фиксирования заготовки, другая – для расширения списка функций станка. Правильный выбор приспособлений поможет решить многие вопросы на производстве. Расточная головка для фрезерного станка применяется в процессе выполнения расточных работ. Использование приспособления поможет не только придать отверстиям больший диаметр, но и минимизировать шероховатость. Также повысится точность размеров.
Необходимость оснастки, ее виды и назначение
Расточная головка поможет в фиксировании одного или же нескольких резцов, соответствующих диаметру отверстия на заготовке. Крепеж производится с применением микрометрических винтов. В некоторых случаях на производстве данная оснастка используется и для создания радиальной подачи.
- для ручной подачи;
- для радиальной подачи.
В первом случае расточная головка позволяет делать более точные детали. Она участвует в создании правильного диаметра для обрабатываемой внутренней поверхности отверстия. В итоге получают не только точные расчеты, но и гладкую поверхность.
Расточная головка для радиальной подачи применяется в нескольких видах операций. Это и растачивание, и торцевание, и даже точение. Кроме того, автоматическая подача позволяет обеспечивать ступенчатую обработку металла – снимать слой за слоем, добиваясь лучшего эффекта и высокой степени шлифовки. Важен и тот факт, что оснастка такого типа отличается широким диапазоном диаметров, а следовательно, правильный подбор может быть затруднен. Неправильный выбор приспособления может повлиять на результат обработки.
Точная обработка
Прецизионное точение – еще один из видов обработки металлов, где важна высокая точность и выверенность всех материалов, инструментов и действий. И оснастка играет тут не последнюю роль
Ведь при растачивании с последующей алмазной шлифовкой очень важно учесть все малейшие нюансы станка. Прецизионное точение осуществляется на высоких скоростях резания от 100 м/мин до 1000 и даже более, но при этом сравнительно малыми подачами
Также минимальной будет и глубина резания и расточки. Стоит отметить, что такой вид работы возможен только на станках с высокой вибрационной устойчивостью.
Так как прецизионное точение производится и на фрезерных станках, можно сказать, что оснастка в виде расточной головки также участвует в процессе. И можно говорить о том, что приспособление может вынести большие скорости резания без повреждений и быстрого выхода их строя.
Условия приобретения
Токарный и резьбонарезной инструмент можно приобрести в каталоге ООО ТД «ЧТС». Тут представлены только проверенные модели инструмента и оснастки от европейских производителей, занимающих лидирующие места в рейтинге изготовителей комплектующих для станков и обрабатывающих центров.
Мы трудимся на рынке предоставления данных услуг уже более 20 лет, и всегда знаем, что предложить клиенту. Опытные менеджеры подберут наиболее подходящий инструмент и приспособления, учитывая особенности станков. Демократичная ценовая политика и доставка по всей территории Российской Федерации – наши главные отличия от конкурентов.
tdchts.ru
Конструкция и устройство координатно-расточного станка
Основанием координатно-расточного станка 2Е450АФ1-1 (рис. 11) служит литая станина 1. По двум плоским и одной средней призматической направляющим станины на роликах, заключенных в сепараторы, перемещаются салазки 2. Стол 4 перемещается по плоской и призматической направляющим салазок также на роликах. Стол и салазки перемещаются при помощи шариковых винтов, которые приводятся во вращение от электродвигателей постоянного тока.
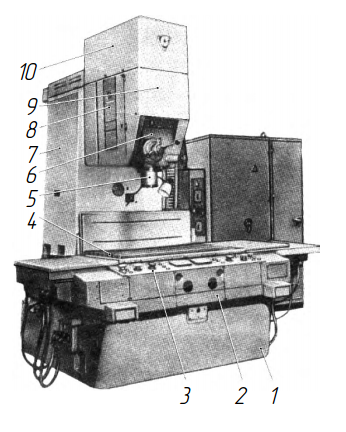
Рис. 11. Общий вид координатнорасточного станка модели 2Е450АФ1-1 и его основные узлы
На передней стенке салазок смонтированы экраны продольного и поперечного ходов и пульт управления 3.
На станине установлена вертикальная стойка 7 с укрепленным на ней блоком направляющих 8. По двум вертикальным призматическим направляющим блока перемещается шпиндельная коробка 6. На блоке направляющих сверху закреплены двухступенчатая коробка скоростей 10 и редуктор подачи гильзы 9 и шпиндельной коробки. Коробка скоростей и редуктор соединены со шпиндельной коробкой шлицевыми валами. Электродвигатель привода шпинделя расположен на стойке сзади и соединен с коробкой скоростей клиноременной передачей.
Зажим стола, салазок и шпиндельной коробки осуществляется автоматически усилием пружин после окончании перемещения через рычажную систему Пневмоцилиндры используются для разжима.
В шпиндельной коробке 6 перемещается шпиндель 5. Перемещение шпинделя может производиться рукоятками быстрого перемещения или маховиком тонкой подачи вручную или механически В шпиндельной коробке имеется устройство для отключения подачи на заданной глубине. Уравновешиваются шпиндельная коробка и гильза двумя грузами, расположенными в стойке станка.
Кинематическая схема координатно-расточного станка модели 2Е450АФ1-1 (рис. 13) включает привод главного движения (от электродвигателя 1), привод подачи шпинделя и шпиндельной коробки (от электродвигателя 28), приводы поперечного перемещения салазок (46) и продольного перемещения стола (45).
Привод главного движения осуществляется от электродвигателя постоянного тока 1 через клиноременную передачу, колесо 2 и далее через двухступенчатую коробку 5-4 или 3-6, переключаемую от двигателя 9 через передачу 8-7 с помощью рычага.
Привод подачи имеет свой электродвигатель 28. Далее от клиноременной передачи кинематическая цепь разветвляется: первый поток — это вертикальная подача шпинделя с инструментом (1011-25-24, 21-20, 26-27), а второй — установочное перемещение шпиндельной головки (13-12, 16-17, 18-19). Переключение цепей производится с помощью двух фрикционных электромагнитных муфт. Шпиндель можно ускоренно перемещать вручную с помощью рычага, а точно — маховичком по цепи 22-23, 21-20, 26-27 — шпиндель.
Приводы поперечных салазок и стола одинаковые и имеют два варианта: с электродвигателем постоянного тока и двухскоростным редуктором, переключаемым с помощью электромагнитных муфт (этот вариант показан на рис. 12) или с высокомоментным электродвигателем, но уже без редуктора
Настройка делительной головки.
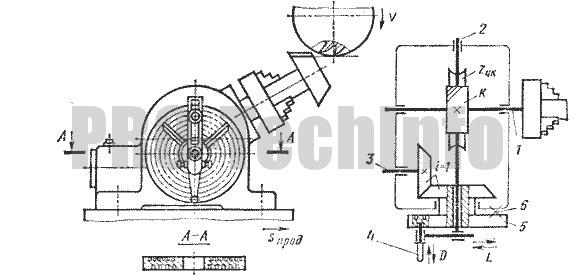
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
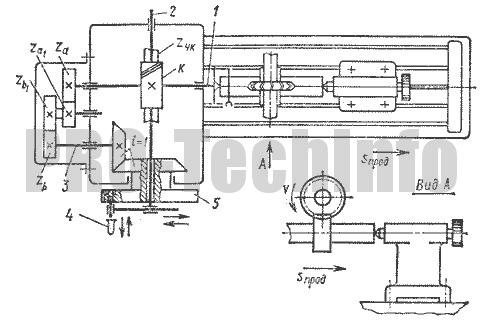
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину







1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Классификация координатно-расточных станков
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения отверстий. С помощью этих станков изготавливают кондукторы и точные детали Наряду с растачиванием, на координатно-расточных станках могут выполняться сверлильные операции, чистовое фрезерование. Применяя поставляемые со станком поворотные столы и другие приспособления, можно обрабатывать отверстия в полярной системе координат (точность — 5″), наклонные и взаимно перпендикулярные отверстия, подрезать торцовые поверхности. Эти станки можно использовать как двухкоординатные измерительные машины для проверки размеров деталей и выполнения особо точных разметочных работ По причине высокой точности координатно-расточных станков их устанавливают в термоконстантных помещениях. Используются они в единичном и мелкосерийном производствах.
Координатно-расточные станки бывают одно- и двухстоечные (рис. 10). В одностоечных станках крестовый стол может двигаться в продольном и поперечном направлениях. Шпинделю сообщаются вращательное движение и вертикальная подача В двухстоечных станках стол имеет только продольный ход, а поперечная подача осуществляется перемещением шпиндельной бабки. У станка есть устройства для автоматического зажима-разжима стола и салазок во время работы. Для точного отсчета перемещений подвижных узлов координатно-расточные станки прошлых лет выпуска имеют точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры, снабженные индикаторными устройствами, прецизионные масштабные линейки с оптическими устройствами и индуктивные винтовые проходные датчики. Для этого применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
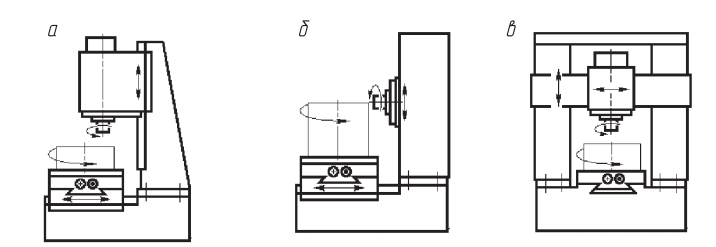
Рис. 10. Основные компоновки координатно-расточных станков: а — одностоечный вертикальный; б — горизонтальный; в — двухстоечный.
Современные координатно-расточные станки оборудуются контурными системами ЧПУ, которые позволяют предварительно устанавливать необходимые координаты отверстия, включать перемещение рабочих органов и по показаниям на дисплее следить за их положением. Такой системой оборудован координатно-расточный станок модели 2Е450АФ30. Он не имеет оптической системы отсчета, а оборудован контурно-позиционным устройством CNC модели 2С42-65, которое обеспечивает такие функции, как ручное управление, предварительный набор координат X и Y, обработку фрезой по кругу, автоматическую обработку по сложному контуру и некоторые другие операции. Работает он в декартовой и полярной системах координат. Задания могут вводиться в режиме «диалог» (программа составляется непосредственно на рабочем месте и вводится с клавиатуры), но станок работает и под управлением программы, считываемой с перфоленты Значения координат можно вводить как в абсолютной системе счета, так и в приращениях Дискретность задания линейных перемещений стола — 0,001 мм, угловых — 0,001°. Возможно вносить коррекцию в размеры инструмента. Система ЧПУ обеспечивает ускоренные перемещения со скоростью до 16 м/мин с ускорением до 0,25 м/с2 .
Данная система ЧПУ поддерживает связь с ЭВМ верхнего уровня Станок можно встраивать в гибкие производственные модули
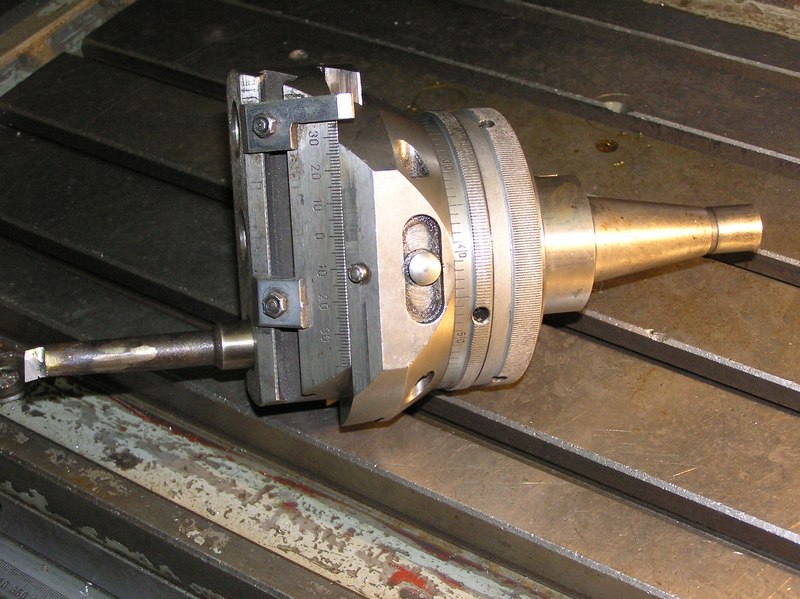
3 Расточные головки и спецприспособления для станков
Обработка деталей на координатно-расточных установках осуществляется при помощи специального инвентаря. Чаще всего используются расточные головки, которые монтируются в различные приспособления. Хорошо известен, например, универсальный механизм, дающий возможность выполнять одновременное растачивание в матрицах конуса и отверстий.
Головки для него обязательно имеют державку (выполнена цельнометаллической) хвостовика, на которой располагается паз, необходимый для перемещения резца на ползуне. Кроме того, головки оснащаются интегрированным в распределительную планку автоматическим элементом. Во время работы он периодически отсылает сигналы ползуну, который и передвигает резец.

Устанавливают и используют рассматриваемый механизм далее указанным способом:
- хвостовик рабочей автоматической головки монтируют при помощи кольца-зажима на шпиндель;
- к цилиндру (снизу) подсоединяют ролик на роликодержателе, который крепится к небольшому хомутику.
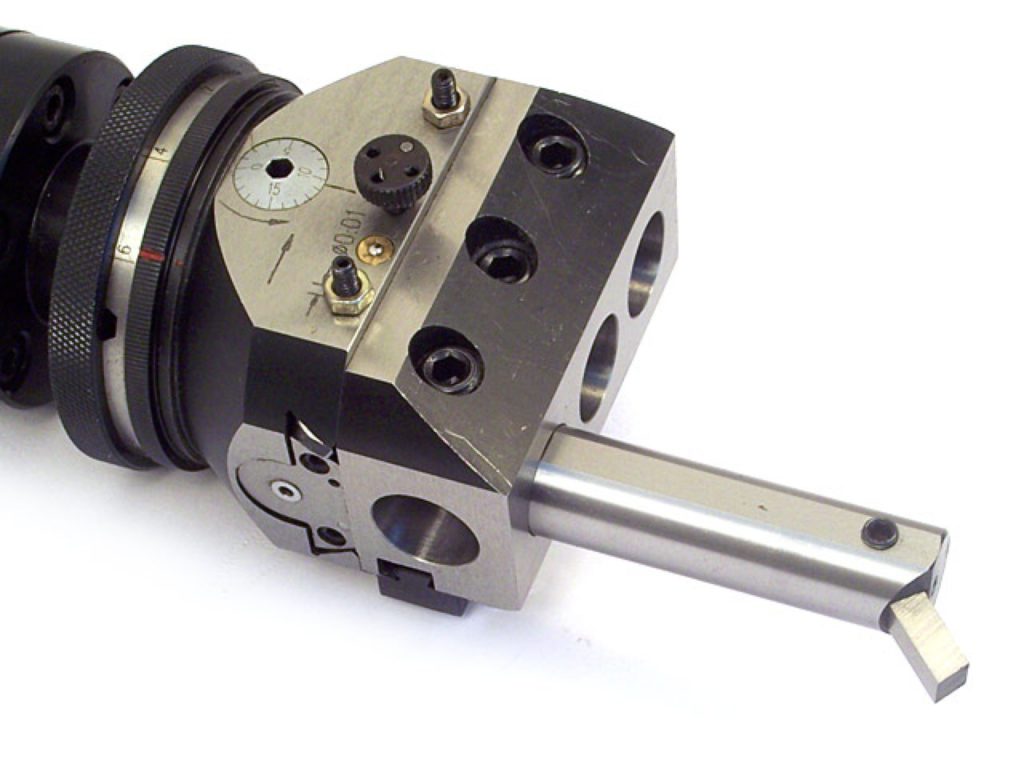
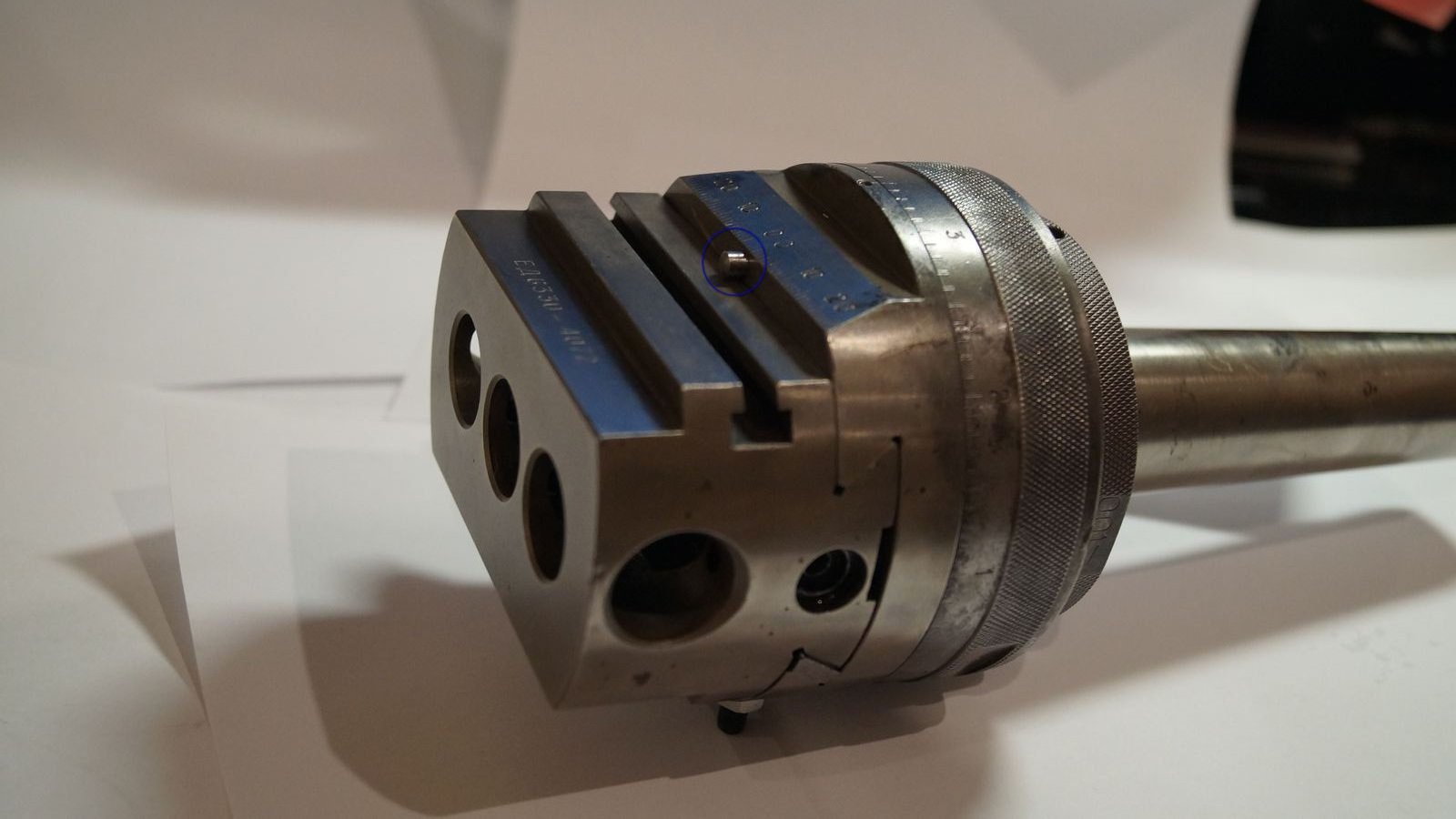
Также активно используется и приспособление, позволяющее выполнять высокоэффективное и быстрое растачивание пресс-формы (ее матрицы). Эту заготовку ставят на стол и фиксируют с двух сторон посредством болтов прижимами. Обработка полости матрицы (ее растачивание) выполняется при помощи головки регулирующего типа. Форма корпуса такой головки – квадратная. Она снабжена кольцом-регулятором со шкалой, в нижней части устройства располагается паз («ласточкин хвост»).

По нему двигается ползун с резцом на держателе. Настройка головки осуществляется двумя микровинтами (один предназначен для предварительной регулировки, второй – для точной). Применяются на координатных станках и иные специальные приспособления для растачивания отверстий, зенкерования и так далее. Их конструкция зависит от того, какие конкретно операции выполняются на агрегате. Заметим, что не во всех подобных механизмах используются головки.
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
Обычная
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.
Применение червячной передачи даёт возможность для постепенных оборотов, при нём цель попасть в маленькое отверстие гораздо упрощается.
Данный агрегат даёт возможность производить деление, без любых добавочных устройств, обычным вращением диска. Данный способ деления прямой. Для исполнения большего ассортимента функций, обычная головка не подойдёт, потому имеется ещё один способ— многофункциональный.
Многофункциональная
Используется, если нужно поставить обрабатываемую деталь под заданным углом в отношении плоскости стола. В то же время можно поворачивать деталь на необходимый угол около её оси оборотов. Пример применения в деятельности с деталями: порезка винтовых канавок на шаблоне формы.
Многофункциональная голова даёт способность исполнять деятельность с металлом. Выходят такие изделия:
- прямоугольник;
- равносторонний многоугольник;
- зубья, циклически размещённые по кругу;
- прочие формы (зависимо от меток на лимбе).
- на станке с применением УДГ возможно также исполнять такие задачи:
- вращение детали около своей оси на фиксированный поворот;
- непрерывный оборот части при порезке зубьев;
- поворот время от времени заготовки на конкретные доли окружности.
Зрительная
УДГ имеют собственную маркировку, по которой возможно узнать их главные рабочие характеристики.
Все вышеперечисленные средства с ценой деления на лимбе 15 градусов. Большинство характеристик одинаковые, так как применение этих агрегатов рассчитывается на обычные агрегаты. Различие, главным образом, по размерам деталей, которые обрабатываются — чем они крупнее, тем крупнее и увесистее агрегат.
Применяется еще один вид маркировки. Например — УДГ 40 Д250 значит, что делительная голова универсальна, для целого вращения шпинделя необходимо совершить поворот ручки 40 раз, самый большой радиус детали, обрабатываемая, не должна быть больше 0,25 м.
Эти агрегаты используются для исполнения особенно точных действий, и в определённых ситуациях, для корректности исполненного делёжа на стороннем агрегате.
Собственным типом, визуальная ДГ, почти не различается от обыкновенного механического. Кроме небольшого момента, стекла, укрепленного на шпинделе.
Сверху головы есть окуляр микроскопа, в систему вставлена иммобилизированное градуирование. Формулировка 1′, а суммарное число элементов — 60. Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Рассчитывают угол вращения, как и для механической головы
Однако нужно принять во внимание, что нужно создавать таблицу деления различных углов по порядку, ведь они складываются.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.









Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности конструкции ГБЦ
Для изготовления головки блока цилиндров сегодня применяются алюминиевые сплавы. Раньше распространенным материалом был легированный чугун.
Составляющими элементами ГБЦ являются:
- газораспределительный механизм;
- уплотнительная прокладка;
- корпус головки цилиндра, в котором располагаются камера сгорания, патрубки системы охлаждения, масляные провода;
- привод ГРЦ;
- отсеки для монтировки свечей;
- камера сгорания;
- посадочные плоскости для выпуска переработанных газов.
Рассмотрим более подробно каждый из перечисленных выше элементов.
Клапаны ГБЦ располагаются в первом ряду. Наклон каждого из них к цилиндрам составляет 20˚. Современные иномарки имеют несколько иной принцип устройства ГБЦ, но конструкция все-равно является похожей.
Уплотнительная прокладка изготавливается из армированного асбеста. Этот материал хорошо выдерживает высокие температуры, которые возникают во время работы двигателей внутреннего сгорания. Также армированный асбест в состоянии выдержать высокое давление, обеспечивая герметичность конструкции мотора при различных нагрузках.
В передней части устройства располагается привод газораспределительного механизма и натяжитель цепи. Камеры сгорания располагаются близко к ним, поэтому взаимодействие с ними организовано механическим способом. Камеры для сжатия имеют в несколько раз меньший объем, чем сами поршни. Это позволяет воздушным смесям закручиваться в момент поднятия поршней в процессе работы двигателя. Таким образом процесс сгорания топлива улучшается.
На левой части головки цилиндра располагаются посадочные места для свечей зажигания. Сюда же монтируются системы для опоры рычага и опорные шайбы. Сверху ГБЦ есть крышка, которая фиксируется болтами к корпусу.
%rtb-4%