
Настройка станка при заточке резцов
Заточка резцов по задним поверхностям
При заточке резцов по задним поверхностям необходимо ослабить винт крепления подручника в криволинейных направляющих и по лимбу установить задний угол, затянуть винт крепления подручника (рис. 14. а).
Транспортир установить под углом 90° — φ (φ — главный угол в плане) или φ1 (вспомогательный угол в плане) (рис. 14, б, в, г.) и закрепить транспортир так, чтобы середина затачиваемой кромки совпала с серединой алмазного кольца круга. Нужно следить, чтобы длина участка, на котором резец упирается в планку транспортира, была возможно большей. После этого подручнику сообщают качательное движение (осцилляцию). Величина осцилляции устанавливается упорами осциллирующего подручника.
Не следует допускать схода резца с алмазного кольца шлифовального круга.
В комплекте приспособлений имеются приспособления для заточки задних поверхностей с зажимом резца и транспортир без зажимного устройства. При работе без зажима подачу резца на круг осуществляют, передвигая резец вдоль опорной планки транспортира, при работе с зажимом — вращения маховика. Следует иметь ввиду, что при углах φ и 90° — φ менее 45° лучше использовать приспособление с зажимом резца.
Заточка резцов по радиусу
Заточка радиуса проводится вручную, при этом осцилляция столика не нужна.
При заточке прямых резцов по передней поверхности работу производят в приспособлении для заточки задних поверхностей с механическим зажимом (рис. 14, д), но резец при этом должен быть уложен на стол боковой плоскостью державки и основанием державки прижат к опорной линейке лимба.
По транспортиру устанавливается необходимый передний угол резца, а по лимбу наклона подручника — угол наклона.
Заточку производят при осцилляции подручника, подачу — вращением маховичка поперечной подачи.
Заточка отогнутых резцов по передней поверхности
При на подручник устанавливают приспособление для заточки передних поверхностей, представляющее собой наклонный подручник (рис. 14, е).
Приспособление закрепляют под углом. В пазу подручника укрепляют приспособление для заточки задних поверхностей, совместив «0» транспортира с кромкой паза. Остальные настройки и работа осуществляются так же как при заточке прямых резцов на передней поверхности. Аналогично выполнение порожков на передней поверхности резца. Круг для этой цели должен быть спрофилирован по форме переходной части порожка.
Доводка резцов
Доводка резцов проводится доводочным алмазным кругом аналогично заточке. Рекомендуемые режимы при работе с охлаждающей жидкостью — поперечная подача на 10 двойных ходов стола, мм:
- предварительное затачивание: 0,1..0,2
- чистовое затачивание: 0,03..0,06
- доводка: 0,01..0,02
Продольная подача — независимая, осуществляется пружинами в пределах 1..4 м/мин.
При ручной подаче должно быть давление резца на круг 7..12 кгс/см2 (при заточке резца с полоской заточки 10 х 2 мм -усилие прижатия 2..2,5 кгс).
Охлаждение
Шлифование, заточку и доводку алмазными кругами следует производить с охлаждением.
Применение охлаждающей жидкости в процессе шлифования повышает стойкость алмазных кругов и уменьшает интенсивность износа алмазных зерен.
Охлаждающая жидкость снижает температуру нагрева обрабатываемой детали (инструмента) и уменьшает местные напряжения, которые могут привести к появлению трещин и сколов. Кроме того, охлаждающая жидкость снимает с рабочей поверхности круга отходы шлифования, что способствует значительному снижению «засаливания» поверхности круга, повышению чистоты обрабатываемой поверхности на один-два класса, увеличению производительности на 25..30% и уменьшению скорости износа круга до 50%.
При применении кругов на металлической связке охлаждение обязательно (кроме фасонной чистовой обработки) и должно быть непрерывным. Охлаждающая жидкость должна подаваться в количестве 2 — 3 л/мин. Круги на органической связке можно применять и без охлаждения,
Защита от брызг охлаждающей жидкости
Защитный кожух алмазных кругов выполнен с перекидной заслонкой, а в круг помещен диск, предупреждающий интенсивное разбрызгивание охлаждающей жидкости.
Нужно следить, чтобы заслонка при работе с охлаждением полностью закрывала нерабочую зону шлифовального круга.
Для защиты от струи охлаждающей жидкости, отбиваемой резцом, на каждой стороне станка имеется по одному щитку с постоянным магнитом, устанавливаемому на подручник или на державку резца. Кроме того, щитки, устанавливаемые на кромку корыта, гарантируют от попадания брызг на пол у работающего станка и обеспечивают защиту рабочего.
Регулирование подшипников шлифовального шпинделя
Во время работы станка подшипники шпинделя изнашиваются, в результате чего появляется осевой люфт.
Если шлифовальный шпиндель имеет осевой люфт или обработанная поверхность не обладает должной чистотой, его подшипники необходимо отрегулировать путем создания соответствующего предварительного натяга, осуществляемого подшлифовкой компенсационного кольца в сдвоенных подшипниках.
Метод проверки дан на рис. 11.
Кольцо распорное внутреннее окончательно шлифуется в размер:
Н = (А — Δ1) — 0,01
, где:
А — фактический размер наружного распорного кольца, замеренный с точностью до 0.01 мм;
Δ1 = (а — в) — среднее арифметическое нз трех замеров, произведенных под углом 120° между торцами внутренних колец подшипников. Точность замеров 0,01 мм.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965


Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
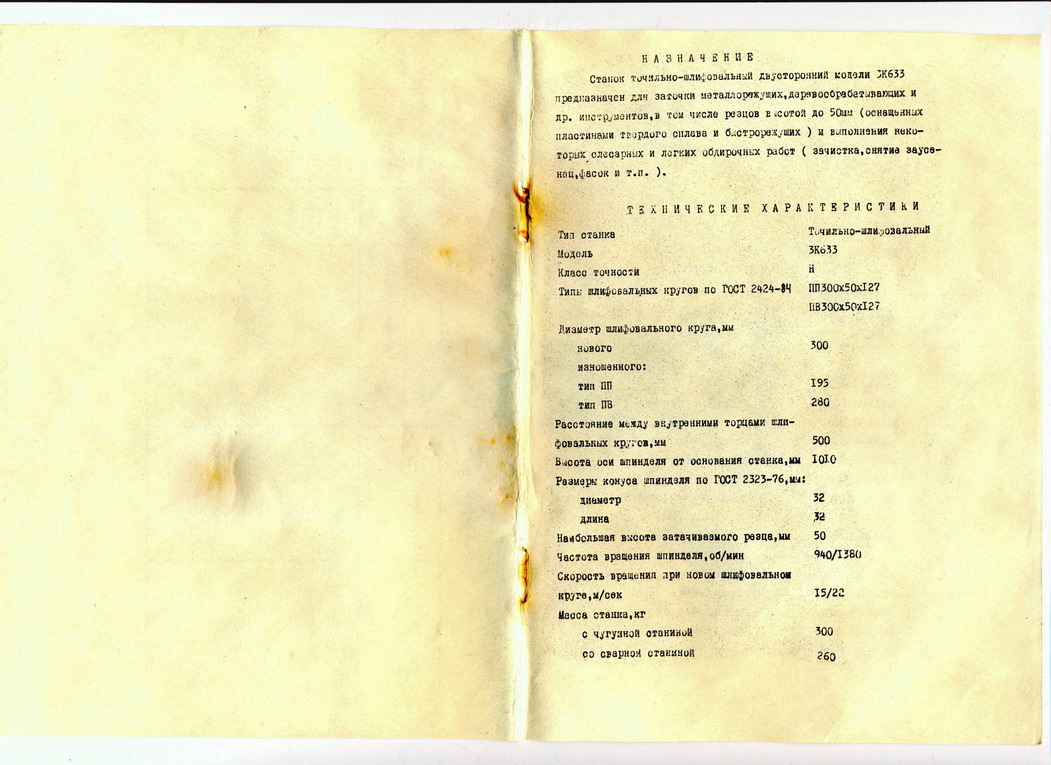
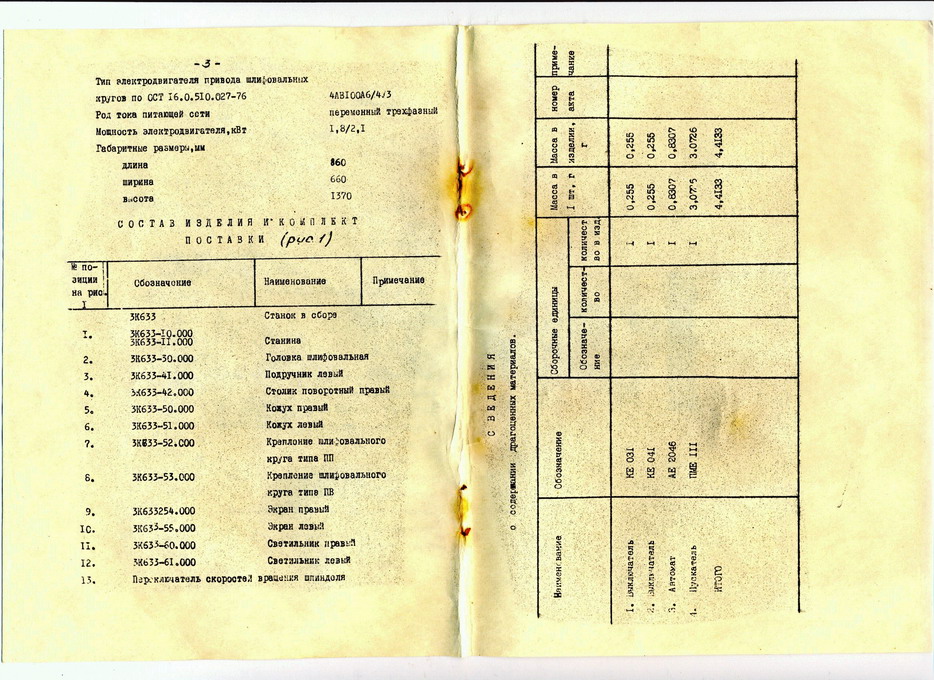
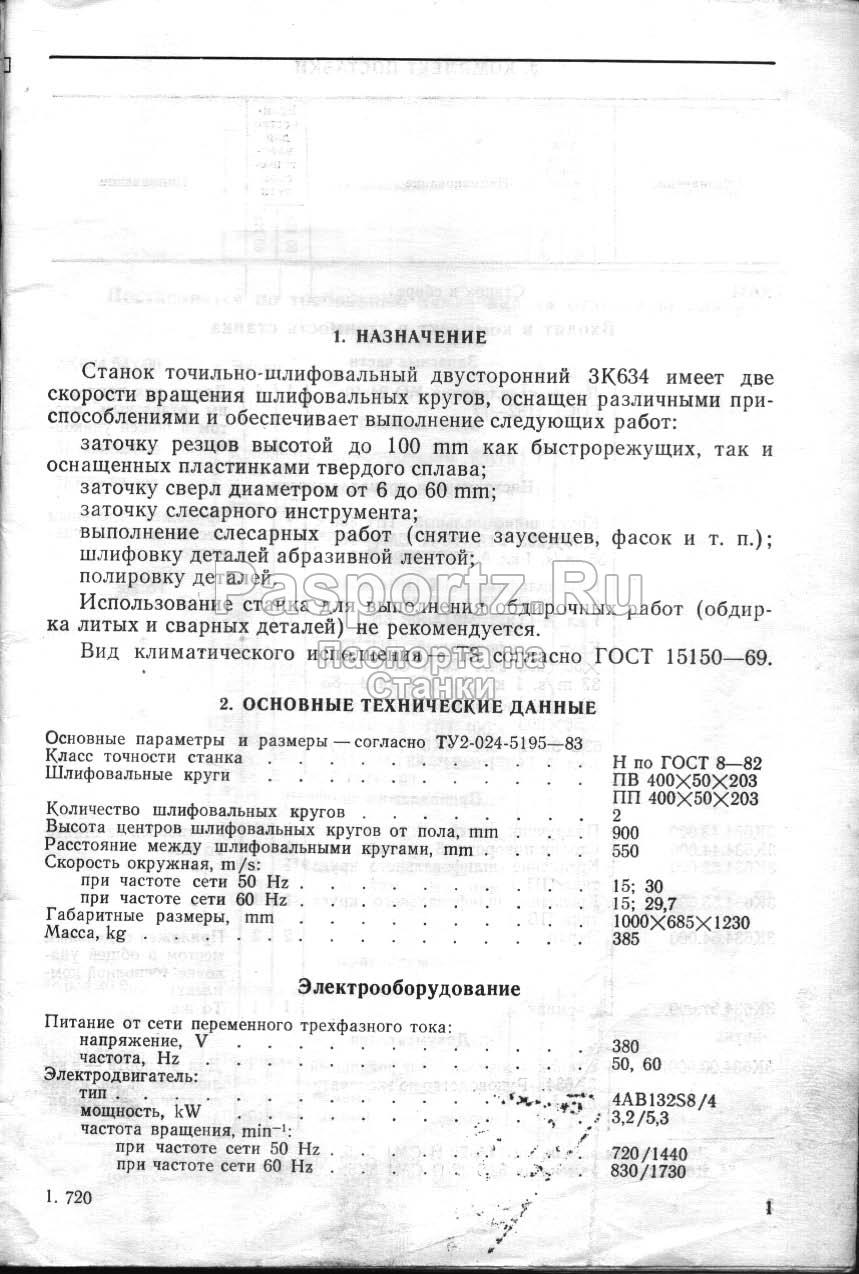
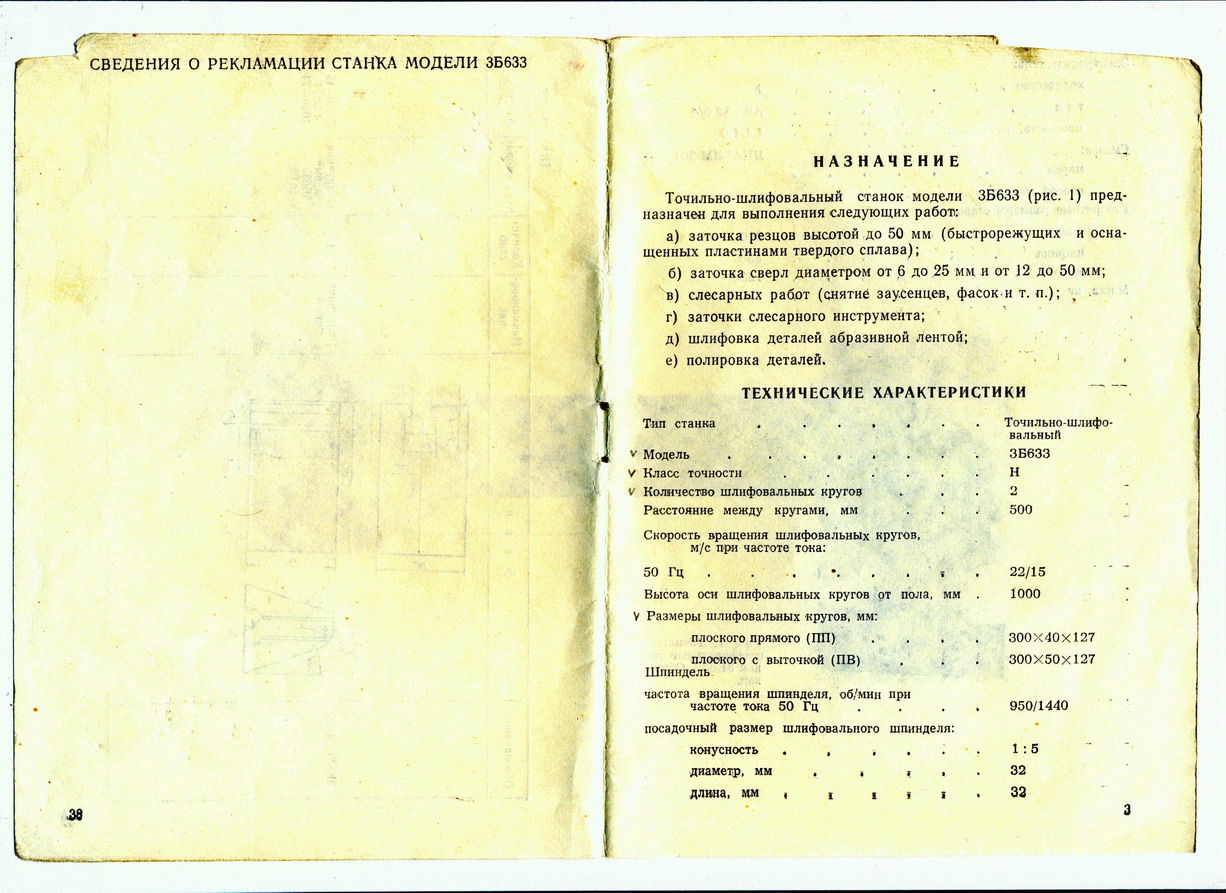
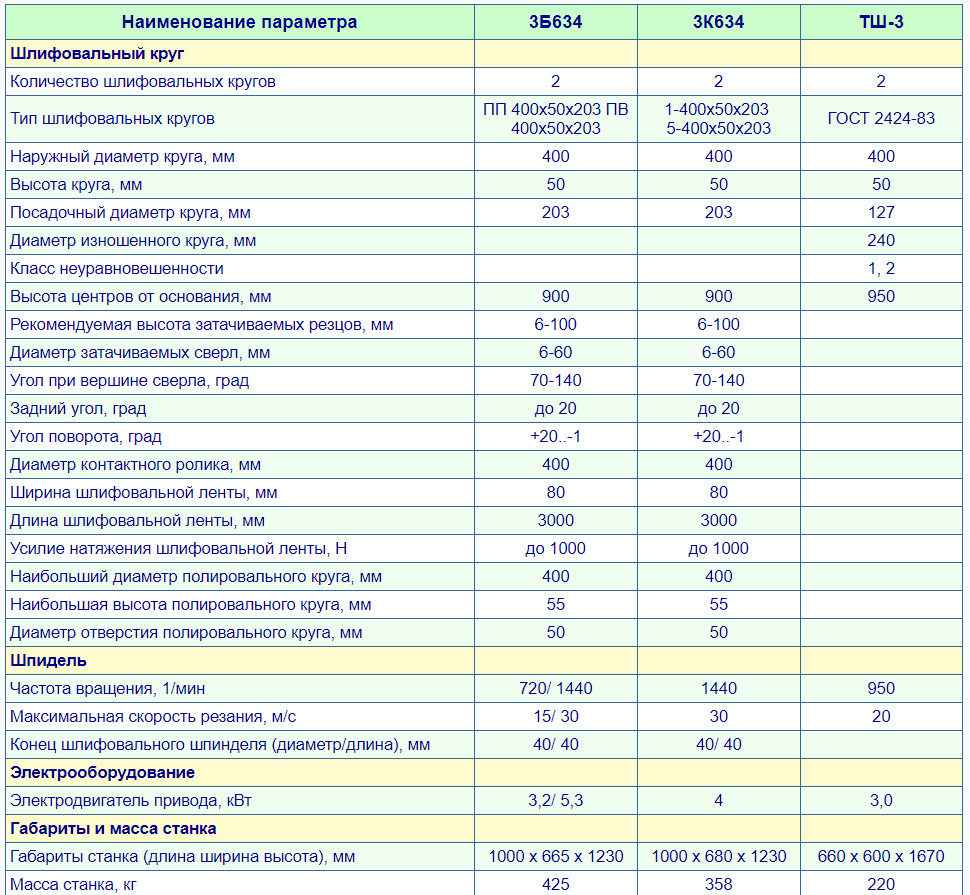
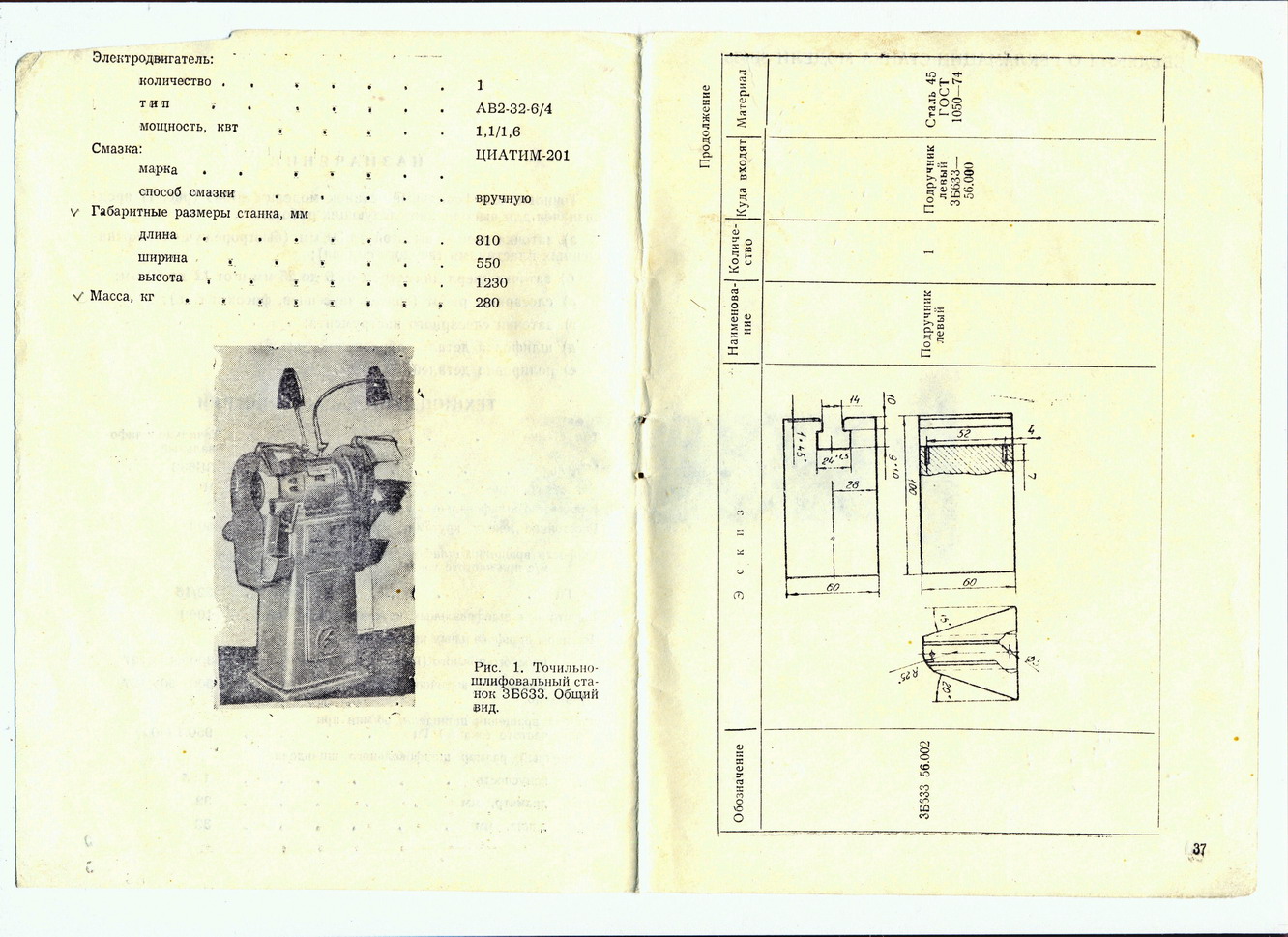
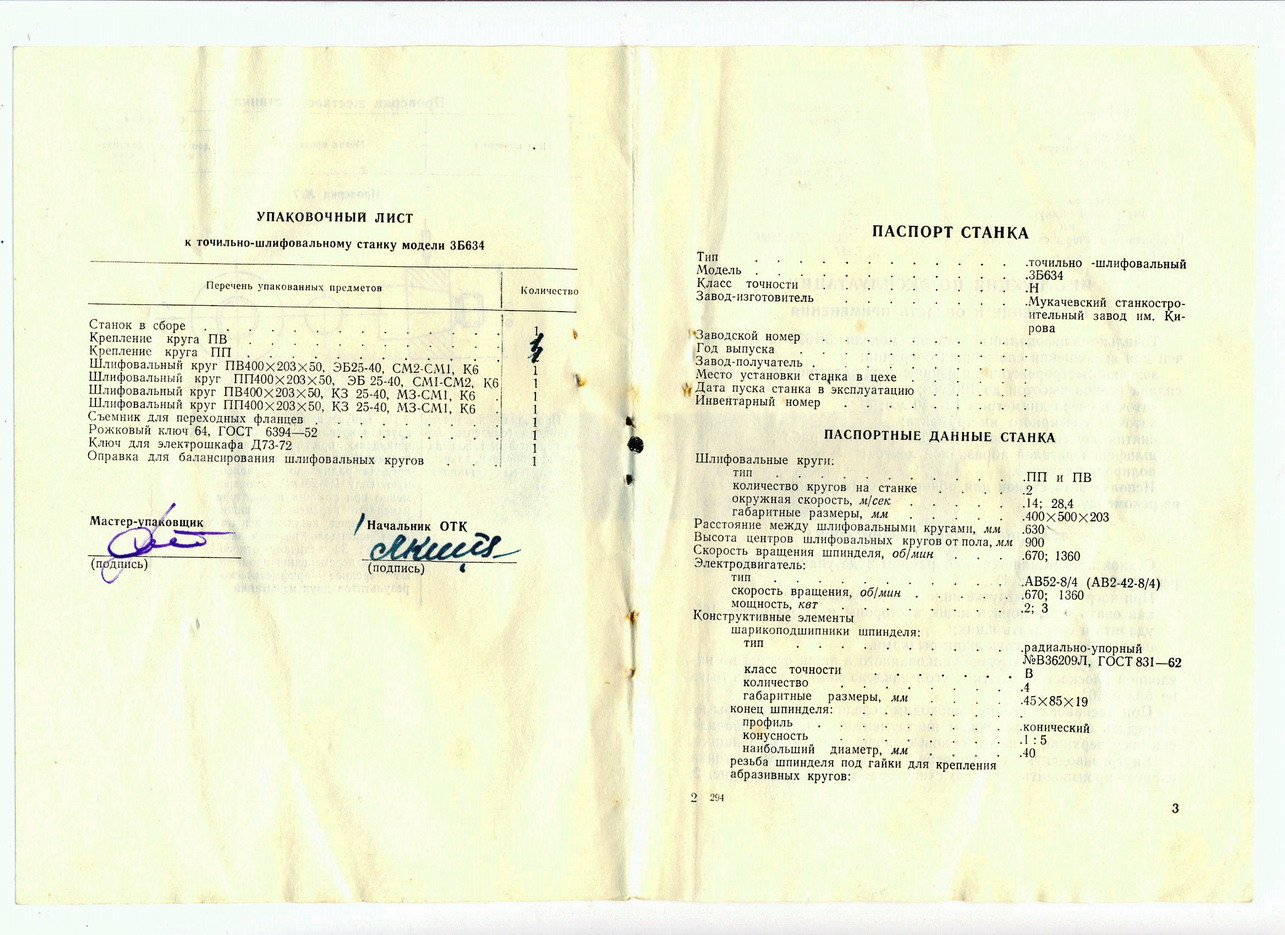
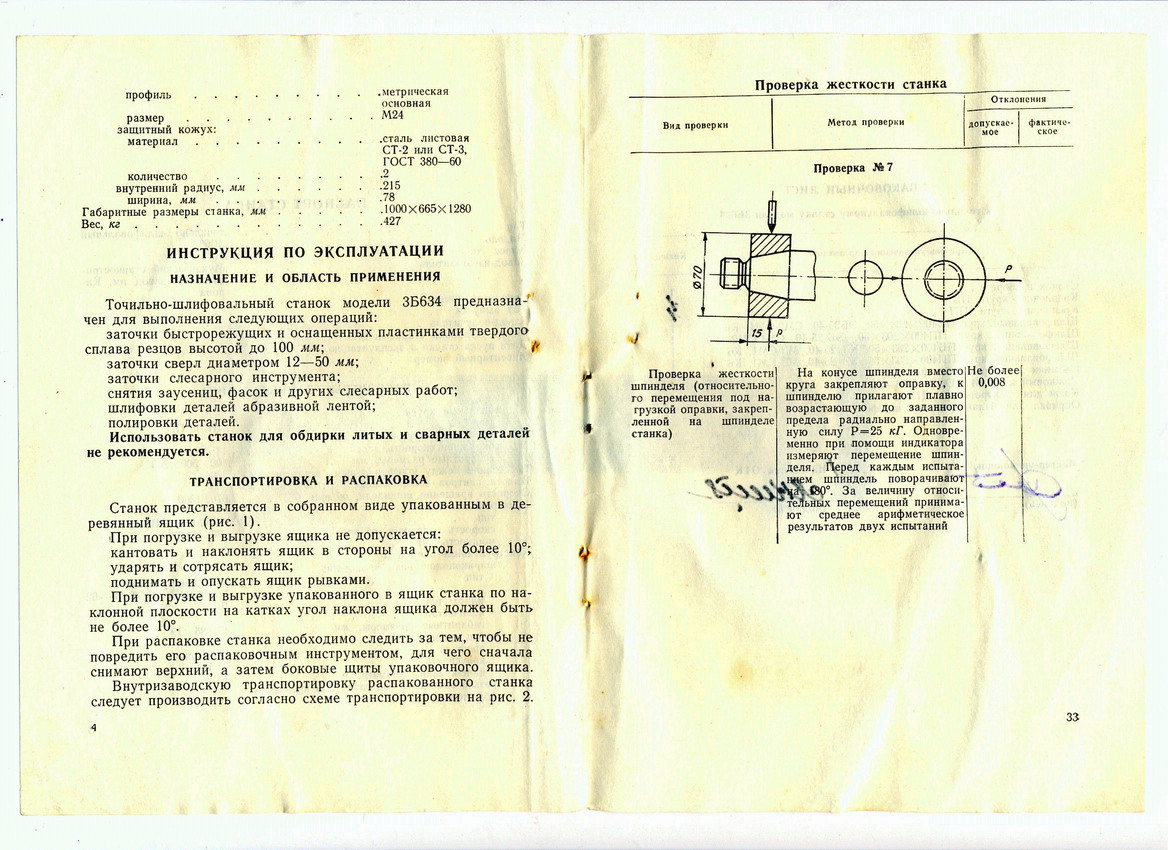
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
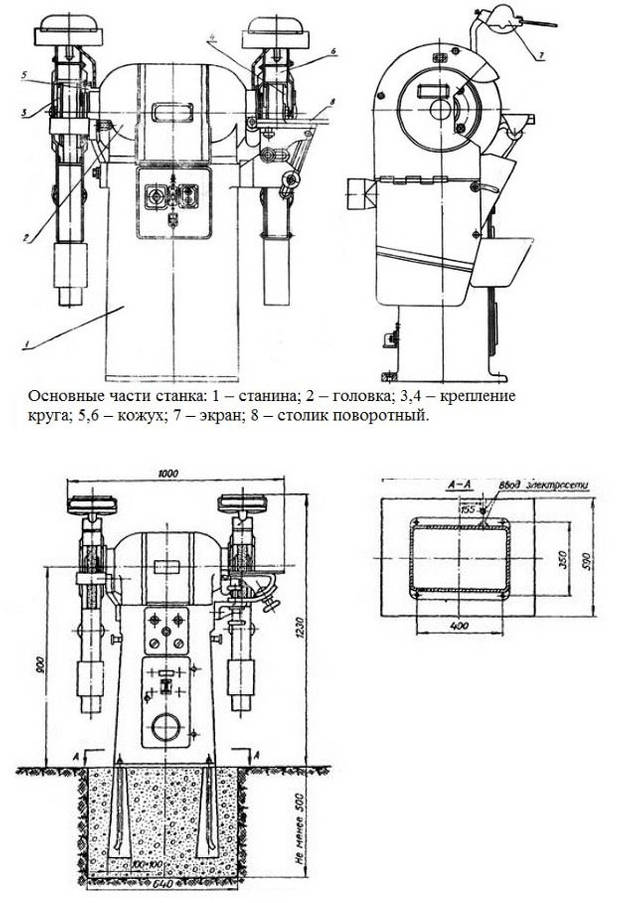
Особенности конструкции и принцип работы станка 3Б634
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шлифовальная головка точильно-шлифовального станка 3Б634
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
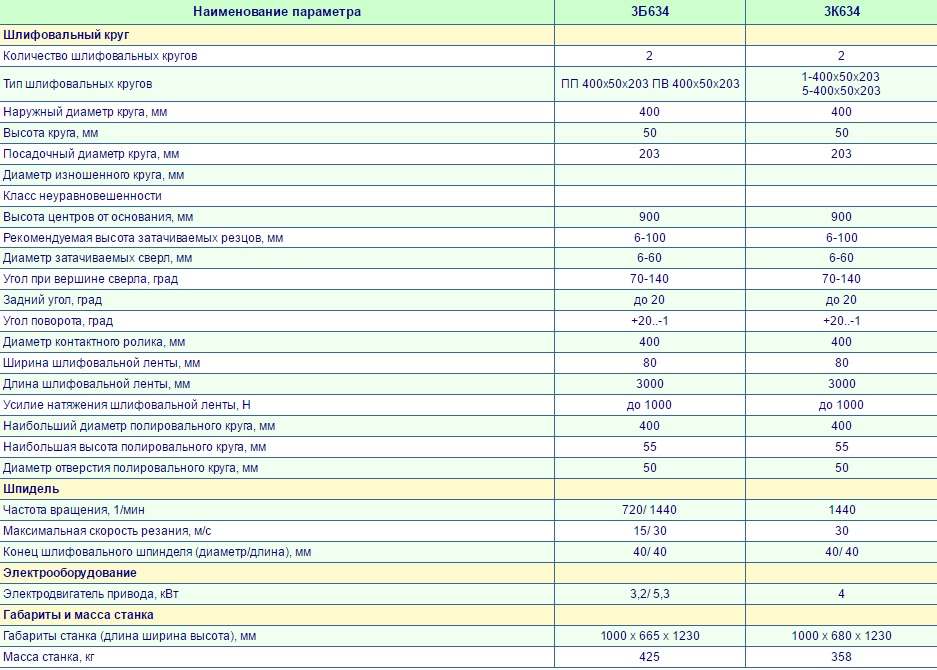
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
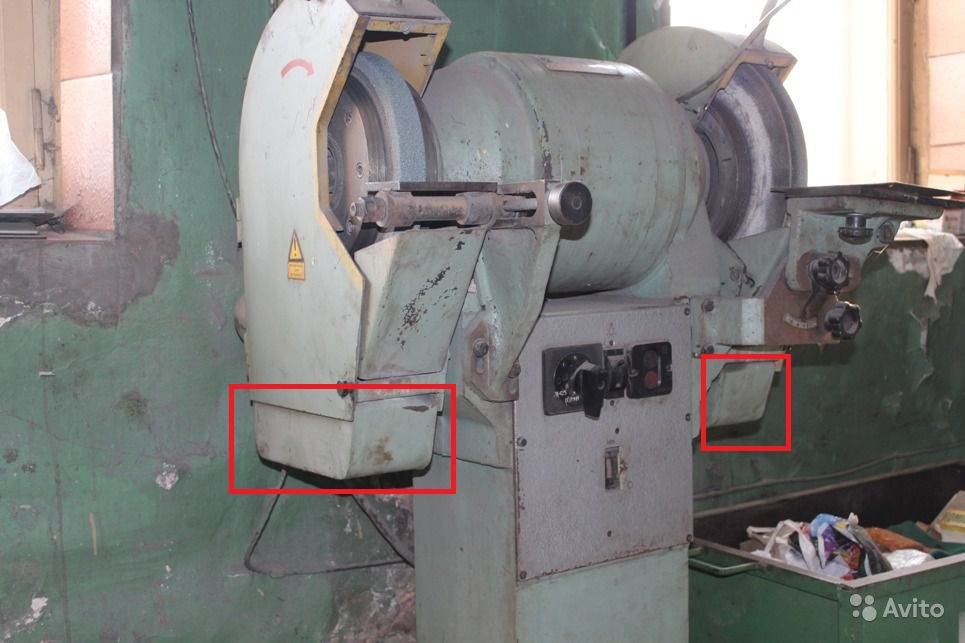
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.

Общее описание модели
Шлифовально-точильный станок – паспорт 3б 634. В основе – электродвигатель с наличием 2-х скоростей и расположением во внутренней части рабочей головки. В качестве выступающего вала – шпиндель, предназначенный для совершения вращательных движений.
К основным узлам конструкции стоит отнести:
- станину с отливкой из чугуна;
- электрошкаф, размещенный внутри станины, доступ к которому производится через проем в передней части;
- герметично закрывающаяся дверца в проеме;
- круги для шлифования, размером 40х60х203, прикреплённые в конусной части переходных фланцев и вращающиеся за счёт сухариков (3 шт.);
- шпиндели, способствующие балансировке кругов для шлифования;
- патрубок, подсоединённый к вытяжке;
- втулка в верхней части кожуха, как крепление для защитного экрана;
- пылесборник, расположенный в нижней части кожуха со способностью сбора пыли до 48% и всасываемостью мусора с рабочей зоны оборудования;
- поворотный столик;
- подручник со способностью вертикально перемещаться по шлифовальному кругу и вокруг своей оси.

Еще в модели есть специальный козырек, расположенный в верхней части оборудования слева, в функции которого входит поддержание зазора в 6 мм между вмонтированными светильниками и лампочками (41,6 Вт) для обеспечения лучшего освещения.
Поворотный столик в виде плиты из стали, прикреплённый к кронштейнам из чугуна, вращающийся по криволинейным направляющим. Так, столик при перемещении по горизонтали выполняет функцию компенсации и не приводит к износу деталей при шлифовании.
Главное, при работе за станком, не допускать отсутствия зазора между подручником и шлифовальными кругами, диаметр которого должен быть не менее 2,8 мм.
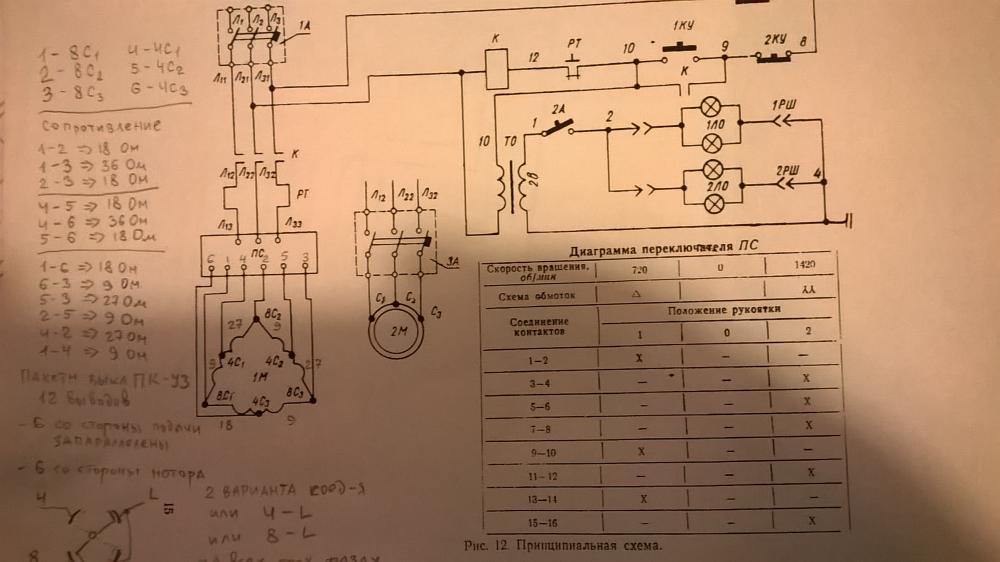
Электрооборудование станка
Для работы станка используется трехфазная электрическая сеть переменного тока, а для системы освещения необходим постоянный ток с напряжением 12 В, за подачу которого отвечает понижающий трансформатор. Вращение рабочих кругов обеспечивает двухскоростной электрический двигатель 1М.
Для управления работой точильно-шлифовального станка используется кнопочная станция, удобно расположенная на передней части станины. Использование кнопочной станции позволяет эффективно управлять всеми основными и вспомогательными процессами работы оборудования, такими как:
- включение («ПУСК») и выключение станка («СТОП»);
- выбор скорости вращения кругов (поворотный переключатель «ПС»);
- освещение зоны обработки (автоматически включается при нажатии кнопки «ПУСК»).
Все остальное электрооборудование станка, как указывалось выше, находится в специальном шкафу во внутренней части станины. Для предотвращения случайного доступа к внутренней части электрического шкафа станка и его защиты от негативных внешних факторов на передней части станины монтируется герметичная крышка.
В то время, когда станок данной модели еще производился, его можно было заказать в улучшенной комплектации, которая предполагала его оснащение электрическим двигателем 2М и отдельным вентиляционным устройством.
голоса
Рейтинг статьи
В завершение
Субмарины рассматриваемого типа широко экспортировались в братские Советскому Союзу страны. Подлодки проекта 633 были на вооружении ВМФ Египта, Болгарии, Алжира, Китая, Кореи, Сирии. Одна из последних модификации в составе отечественного флота находится в Южной бухте Севастополя. Лодка показала себя вполне прилично для того времени, как по техническому оснащению, так по вооружению и скоростным параметрам. Все возведенные экземпляры для советской армии выведены из военного флота до 1987 года. Китайские конструкторы использовали марку 633, как прототип для создания собственных субмарин.
Подготовка к первому запуску
При установке новой модели перед эксплуатацией необходимо ветошью, смоченной в бензине или ацетоне, смыть антикоррозийное покрытие. Затем проверяется электрооборудование и механические компоненты станка. После этого можно осуществлять первый пробный запуск.
Обязательным условием является балансировка абразивных кругов. Во время их вращения не должно возникать биений. Это проверяется вручную, проворачивая ротор шкива и визуально наблюдая за возможным изменением зазора между кругом и защитным кожухом.
В видеоматериале подробно рассказывается об устройстве точильно-обрабатывающих станков этого типа, параметров выбора абразивных кругов:
Общее описание модели
Шлифовально-точильный станок – паспорт 3б 634. В основе – электродвигатель с наличием 2-х скоростей и расположением во внутренней части рабочей головки. В качестве выступающего вала – шпиндель, предназначенный для совершения вращательных движений.
К основным узлам конструкции стоит отнести:
- станину с отливкой из чугуна;
- электрошкаф, размещенный внутри станины, доступ к которому производится через проем в передней части;
- герметично закрывающаяся дверца в проеме;
- круги для шлифования, размером 40х60х203, прикреплённые в конусной части переходных фланцев и вращающиеся за счёт сухариков (3 шт.);
- шпиндели, способствующие балансировке кругов для шлифования;
- патрубок, подсоединённый к вытяжке;
- втулка в верхней части кожуха, как крепление для защитного экрана;
- пылесборник, расположенный в нижней части кожуха со способностью сбора пыли до 48% и всасываемостью мусора с рабочей зоны оборудования;
- поворотный столик;
- подручник со способностью вертикально перемещаться по шлифовальному кругу и вокруг своей оси.
Еще в модели есть специальный козырек, расположенный в верхней части оборудования слева, в функции которого входит поддержание зазора в 6 мм между вмонтированными светильниками и лампочками (41,6 Вт) для обеспечения лучшего освещения.
Поворотный столик в виде плиты из стали, прикреплённый к кронштейнам из чугуна, вращающийся по криволинейным направляющим. Так, столик при перемещении по горизонтали выполняет функцию компенсации и не приводит к износу деталей при шлифовании.
Главное, при работе за станком, не допускать отсутствия зазора между подручником и шлифовальными кругами, диаметр которого должен быть не менее 2,8 мм.
Размеры плоскошлифовальных станков
Размеры станка — плоскошлифовальные станки требуют пространства для своей работы. От размеров станка зависит, вместится ли он в рабочее помещение, будет ли его размещение эргономичным и удобным для работающего на нём специалиста. Размеры стола — от размеров стола зависит то, детали и заготовки каких размеров сможет обрабатывать станок
Наиболее важной является ширина рабочего стола, так как выход детали за пределы рабочего стола по ширине практически невозможен. Длина имеет меньшее значение, так как конструкцией многих плоскошлифовальных станков предусмотрен выход детали по длине за пределы рабочего стола. Высота детали зависит от расстояния между центром шпинделя и рабочим столом
Для точного расчёта необходимо знать размер шлифовального круга, который будет использоваться для шлифовки. Размеры шлифовального круга — чем больше размер шлифовального круга, тем меньше места по высоте остаётся для детали, которую можно обработать на данном станке
Высота детали зависит от расстояния между центром шпинделя и рабочим столом. Для точного расчёта необходимо знать размер шлифовального круга, который будет использоваться для шлифовки. Размеры шлифовального круга — чем больше размер шлифовального круга, тем меньше места по высоте остаётся для детали, которую можно обработать на данном станке.
Условия эксплуатации алмазных кругов
Балансировка кругов
Алмазные круги после сборки их с фланцами и правки должны быть статически отбалансированы заводом-потребителем. Остаточный дисбаланс не должен превышать 3г.см.
Балансировку кругов производить на балансировочном станке, основной частью которого являются два горизонтально расположенных параллельных валика одинакового диаметра с гладкой поверхностью не ниже девятого класса чистоты по ГОСТу 2789 — 59 и твердостью не ниже HRC — 50.
Шлифовальный круг, укрепленный на оправке для балансировки (входит в комплект станка), устанавливается на балансировочный станок так, чтобы ось оправки была перпендикулярна оси валиков, а круг расположен симметрично относительно валиков. Кругу легким толчком сообщается вращение. После остановки круга отмечают верхнюю точку его периферии и на этом месте устанавливают сухарик. Путем многократного повторения этой операции добиваются, чтобы круг после ряда легких толчков останавливался в разных положениях, т. е. находился в безразличном равновесии. После этого окончательно затягивают винты сухариков.
Краткие технические требования, предъявляемые к кругам
Алмазные круги должны поступать потребителю со вскрытыми алмазными зернами.
Круги диаметром 100 мм и выше должны быть статически отбалансированы.
Круги на металлической связке диаметром 125 мм и выше и круги на органической связке диаметром 100 мм и выше должны быть проверены на прочность.
Радиальное биение рабочей поверхности круга относительно внутренней поверхности посадочного отверстия оси круга не должно превышать значении, указанных в таблице 1.
Требования, предъявляемые к инструментам, подвергающимся алмазной обработке.
Поверхность изделия, подлежащая алмазной обработке, не должна иметь наплывов припоя и микротрещин.
Максимальный припуск при заточке режущего твердосплавного инструмента алмазными кругами должен быть не более 0,3 мм, а при доводке — не более 0,1 мм.
Суммарный припуск на обработку твердосплавных детален должен быть в пределах 0,2..0,3 мм на сторону.



При алмазной обработке твердосплавного инструмента и изделий не рекомендуется соприкосновение алмазных кругов со стальными державками, оправками, так как это вызывает «засаливание» круга.
Алмазными кругами следует затачивать и доводить фаски, образующие режущую кромку твердосплавной пластинки.
Правила эксплуатации алмазных шлифовальных кругов
При эксплуатации алмазных кругов необходимо:
- снимать алмазный круг со станка только в случае его замены;
- запрещается класть алмазный круг на металлические предметы алмазоносной частью, стучать по кругу, производить алмазным кругом притирку деталей вручную;
- подводить круг к обрабатываемому изделию медленно, избегая ударов и толчков.
Особенности и классификация точильно-шлифовальных станков
Современные модели, выпускаемые российскими и зарубежными производителями, характеризуются многофункциональностью и производительностью. По сути представляют собой универсальный шлифовальный станок, на котором можно выполнять широкий спектр абразивных работ. Они оснащаются приспособлениями, с помощью которых можно править диски и круги шлифовальные, полировать и шлифовать поверхности, изготовленные из разных материалов, а также необходимыми комплектующими для заточки слесарного и садового инструмента.
Устройства принято классифицировать по таким признакам:
- назначению (бытовые и профессиональные);
- исполнению (настольные, напольные, на тумбе);
- количеству шпинделей (одно- и двухшпиндельные);
- скорости вращения шпинделя (низко- и высокооборотные);
- наличию реверса (с реверсом и без него);
- диаметру применяемого круга (до 175 мм, 200÷350 мм, свыше 350 мм);
- наличию дополнительных функций (освещения, приспособления для осуществления операций мокрым способом, пылесборника, вентилятора, столика поворотного, подручника и т. д.).
Особенности агрегата
Станина производится из литого чугуна. Внутри детали располагаются все важные элементы. Доступ обеспечивается за счет специального окошка в передней части, которое закрывается специальной крышкой.
Чтобы зафиксировать круги на шпинделе применяют переходные фланцы с тремя сухариками с наружной стороны, которые помогают производить балансировку.
Руководство по эксплуатации запрещает эксплуатировать станок, без защитных кожухов, изготовленных из стали.
Кожух оборудован двумя козырьками из органического стекла. Для сбора пыли, которая образуется в процессе обработки, используются выдвижные заслонки и пылесборники, соединенные с вытяжкой. Это помогает во время обдирочно-шлифовальных работ снизить скопление пыли до 40%.
Прозрачные экраны с защитными функциями оборудуются освещением с помощью светильника. Паспорт рекомендует применять в этом случае лампы мощностью 41,6 Вт.
Чтобы поменять круги не требуется дополнительных усилий, надо откинуть боковую сторону металлической защиты.
В комплектацию точильно-шлифовального станка модели 3К634 входит:
- поворотный столик;
- подручник.
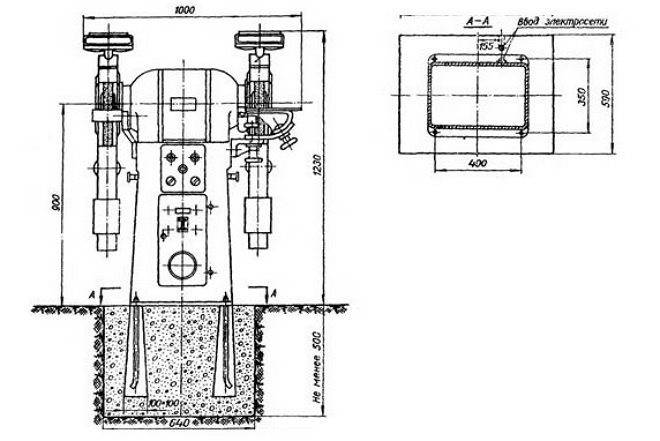
Эти элементы позволяют проводить заточку токарных резцов высотой до 100 мм. Во время эксплуатации 3К634 возникает сильная вибрация, что требует от специалистов полную осведомленность о несущей способности и прочности напольного покрытия. Перед установкой должен быть разработан правильный план монтажа.