
Производство резиновой тротуарной плитки
Первое, о чем стоит подумать, начиная такой бизнес – спрос. Сфера применения готового продукта довольно широка, а срок её пользования — около 20 лет.
Любые детские и спортивные учреждения, кафе, парки отдыха, а также коттеджи – это только приблизительный список будущих клиентов.
Чтобы начать свое дело, Вам будет необходимо оборудование для производства резиновой плитки и производственное помещение.
Наличие сырья тоже обязательно, конечно. Также необходимо зарегистрировать свою деятельность. После — нанять работников.
Есть нормы, которым должно соответствовать помещение для работ.
- Высота потолков 3 и больше метров.
- Отопление в холодное время года и поддержание температурного режима в помещении на уровне, +15 градусов по Цельсию и выше.
- Ровное основание для установки оборудования.
- Исправная электропроводка и подключение к электросети с мощностью не менее 20 кВт.
- Жилые здания должны находиться на расстоянии не менее 300 метров.
Рынок предлагает начинающим предпринимателям, которые хотят открыть дело по изготовлению такого продукта, разное оборудование.
У лидирующих на рынке производителей цены значительно выше, но гарантия и наличие положительных отзывов это компенсируют.
У малоизвестных компаний цены соответственно более приемлемы.
Каждый предприниматель должен сам выбрать для себя оптимальное соотношение цена/качество, основываясь, в первую очередь, на объеме стартового капитала.
Обычно предлагаются мини-, рассчитанные на изготовление от 1000 до 3000 квадратных метров плитки в месяц. При условии работы на протяжении 22 рабочих дней.
Для процесса производства плитки из резиновой крошки необходимо следующее оборудование:
- измельчительная машина;
- ленточный конвейер;
- станок для производства резиновой плитки;
- термошкаф;
- шнековый транспортер;
- вибрирующий стол;
- различные пресс-формы;
- циклонстол — стол для формовки;
- фиксирующий стенд для плитки;
- гидравлический пресс для производства резиновой плитки;
- станок для резки;
- борторез колес.
Этот набор представляет собой линию по производству резиновой плитки и является наиболее оптимальным, однако его стоимость может превышать два миллиона рублей.
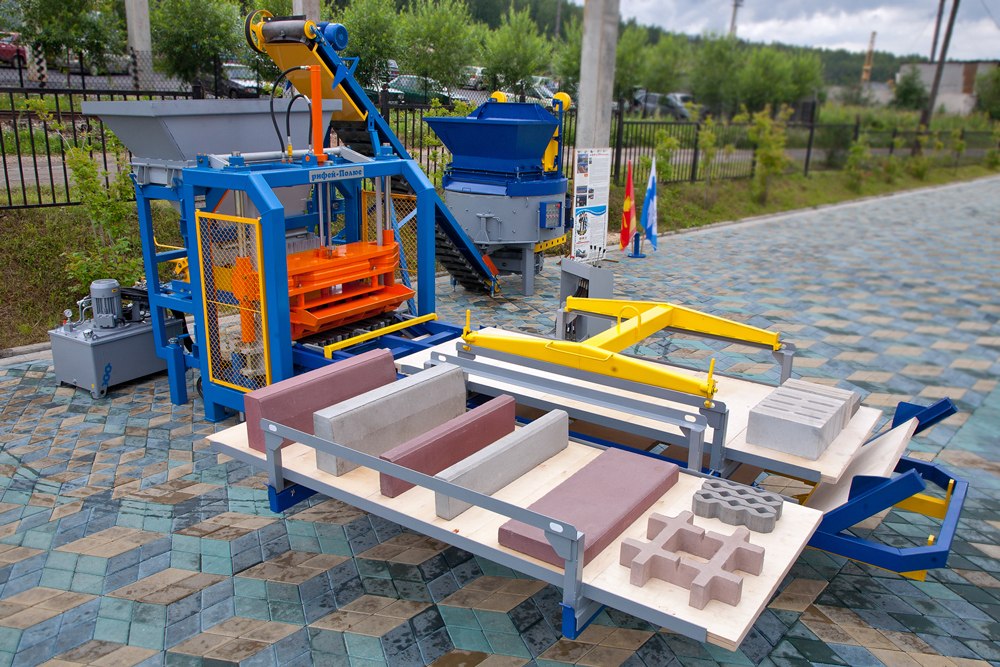
Оборудование позволяет производить различную по плотности и толщине плитку. Выбранный вариант напрямую зависит от предназначения.
Плитка может производиться в различных цветовых гаммах и с разнообразным рисунком.
Сырьем, которое можно использовать в производстве, фактически являются отходы.
Резиновая крошка, без которой невозможно создать тротуарную плитку, получается путем переработки отработанных автомобильных покрышек или же иных старых резиновых изделий.
Резиновую крошку, прошедшую процесс переработки и готовую к дальнейшему производству доставляют в мешках на склад.
Упрощенная конструкция вибропресса
При небольших объемах можно обойтись без мощного пресса с механическим приводом. Матрица может работать и на «ручной» тяге. Рабочий стол на станине выполняется точно также (на демпферах), а виброустановка размещается на подвижной части станка (толкателе).
Если вы делаете вибропресс своими руками для укладки одной-двух плиточных дорожек, эта схема подойдет как нельзя лучше. При такой конструкции на толкатель устанавливается упор для вибропривода, а сам узел выполняется более массивным.
Толкатель удобнее выполнить на поворотной штанге, тогда матрица может быстро заполняться подготовленной смесью.
Сверху устанавливается рычаг с виброприводом, оборудованный рукоятками. Оператор устанавливает упор на матрицу, и опускает рычаг на упор. Усаживание смеси происходит за счет веса толкателя и вибропривода. Уплотнение регулируется вручную, для соблюдения высоты плитки предусматривается регулируемый упор.
Производительность такого станка ниже, чем у конструкции с механическим прессом. Главное преимущество – компактность и простота изготовления.
Смесь для изготовления тротуарной плитки
Бетономешалка принудительного действия окажется незаменимым устройством для изготовления декоративного бетона. Суть приготовления смеси для производства тротуарной плитки ненамного отличается от способа приготовления обычного бетона.
Перемешивание ингредиентов смеси осуществляется в следующем порядке:
- В бетономешалку засыпают песок, и окрашивающий пигмент;
- Затем к вышеперечисленным составляющим добавляют щебень, после чего происходит замешивание в течение 15-20 секунд;
- Эти компоненты дополняют цементом, замешивают смесь в течение 20 секунд;
- Добавляют в смесь воду и специальные добавки и осуществляют замес раствора продолжительностью в 1-1,5 минуты.
С целью увеличения срока службы тротуарной плитки включают в бетонную смесь добавки на основе полипропилена, полиамида или же щелочестойкие волокна.
Щелочестойкие волокна способствуют образованию трехмерной решетки, которая позволяет в несколько раз повысить выносливость, надежность и прочность готового изделия.
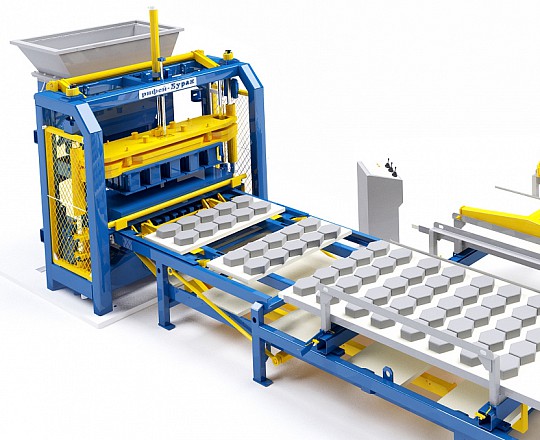
Пресс для изготовления тротуарной плитки Рифей-Удар

Вибропресс Рифей-Удар – мощный агрегат, позволяющий производить такие строительные изделия как тротуарная плитка, декоративные камни, кирпич и т.д. Изготовление изделий на данном устройстве осуществляется путем вибропрессования раствора.
Основные показатели производительности:
- шлакоблок – 330 штук за единицу времени;
- полублок – 500 штук за единицу времени;
- тротуарная плитка – 25 кв.м за единицу времени.
Единица времени равна 1 часу.
Вибропрессовочное оборудование Рифей-Удар работает мощностью в 21 кВт, имеет вес в 4,6 тонны и требует занятости 3-4 людей.
Покупатель, сделав выбор в пользу станка для изготовления тротуарной плитки Рифей-Удар, получает высококачественное, автоматизированное оборудование, позволяющее изготавливать различные строительные материалы. Причем в качестве основного ингредиента для замеса раствора могут выбраны песок, шлак, опилки и пр.
Основные достоинства вибропресса:
- быстрая окупаемость;
- экономичность (из-за возможности использовать отходы изделий);
- высокая производительность;
- быстрота монтажа и запуска станка.
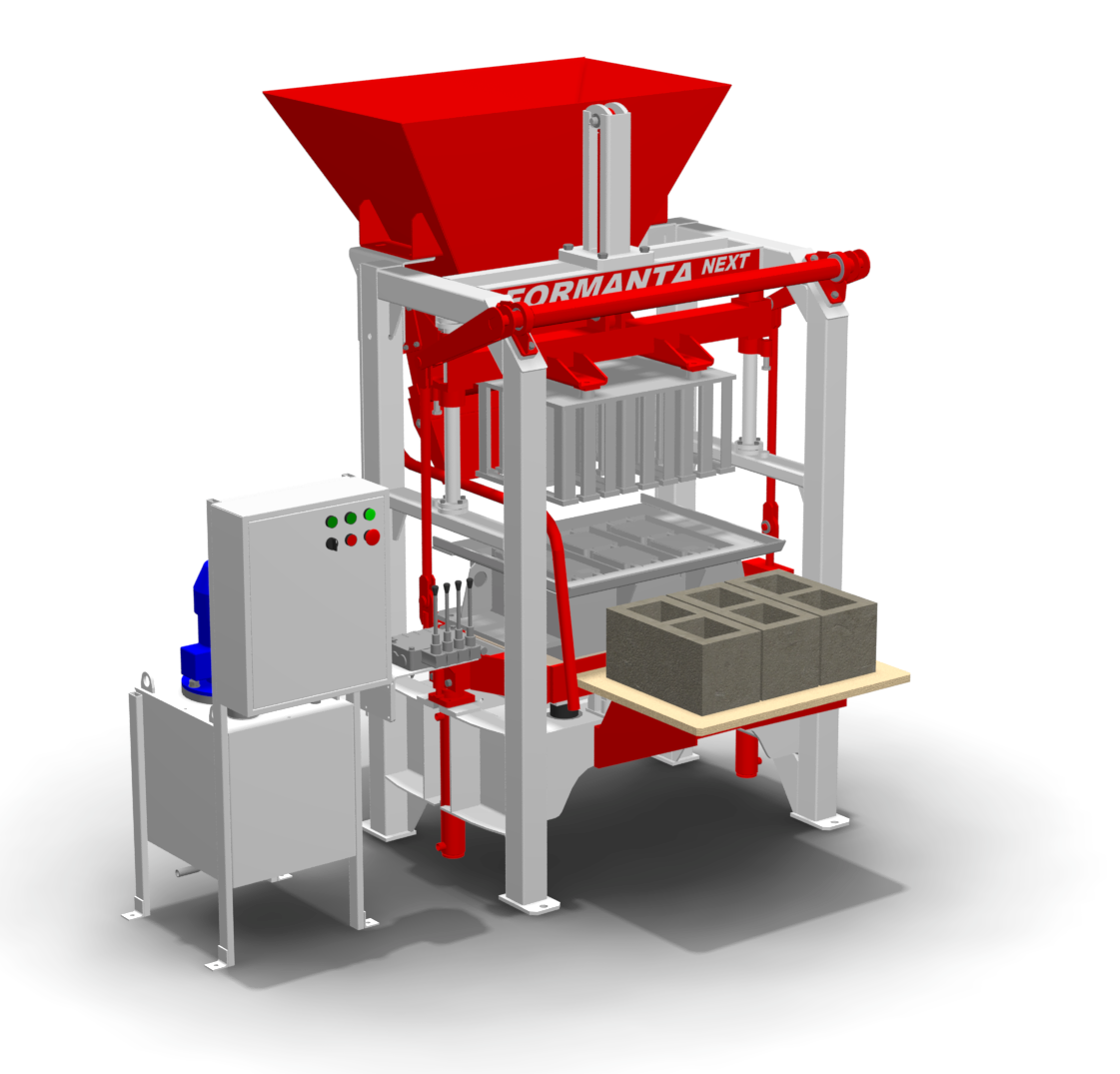
Оборудование для вибропрессования тротуарной плитки Мастек-Метеор

вибропресс Мастек-Метеор
Мастек-Метеор находит свое применение при производстве бетонных изделий, в том числе и тротуарной плитки. Здесь используется способ объемного вибропрессования. В качестве «исходников» выступают песок или щебень + цемент + вода.
Отличительной особенностью Мастек-Метеора считается уменьшенная зона формования. Но это не мешает для открытия широких возможностей при изготовлении стройматериалов. Так, всего за одну формовку Метеор способен выдать 3 шлакоблока или 5 полублоков. На этом оборудовании возможно производство 300 видов различных бетонных изделий.
Вибратор для изготовления тротуарной плитки Мастек-Метеор имеет такое устройство
Оборудование установлено на раму. Винтовые домкраты предназначены для регулирования агрегата по высоте, что позволяет выпускать изделия различных габаритных размеров. Готовый раствор загружается из бетономешалки в приемный бункер с использованием специализированного скипового подъемника. Матрица заполняется бетонным раствором путем применения специального приспособления. Благодаря высокой прочности вибростола достигается достаточно сильное уплотнение бетонной смеси. Формовка занимает в среднем около 30 секунд. Поддоны подаются и убираются с ленты вручную.
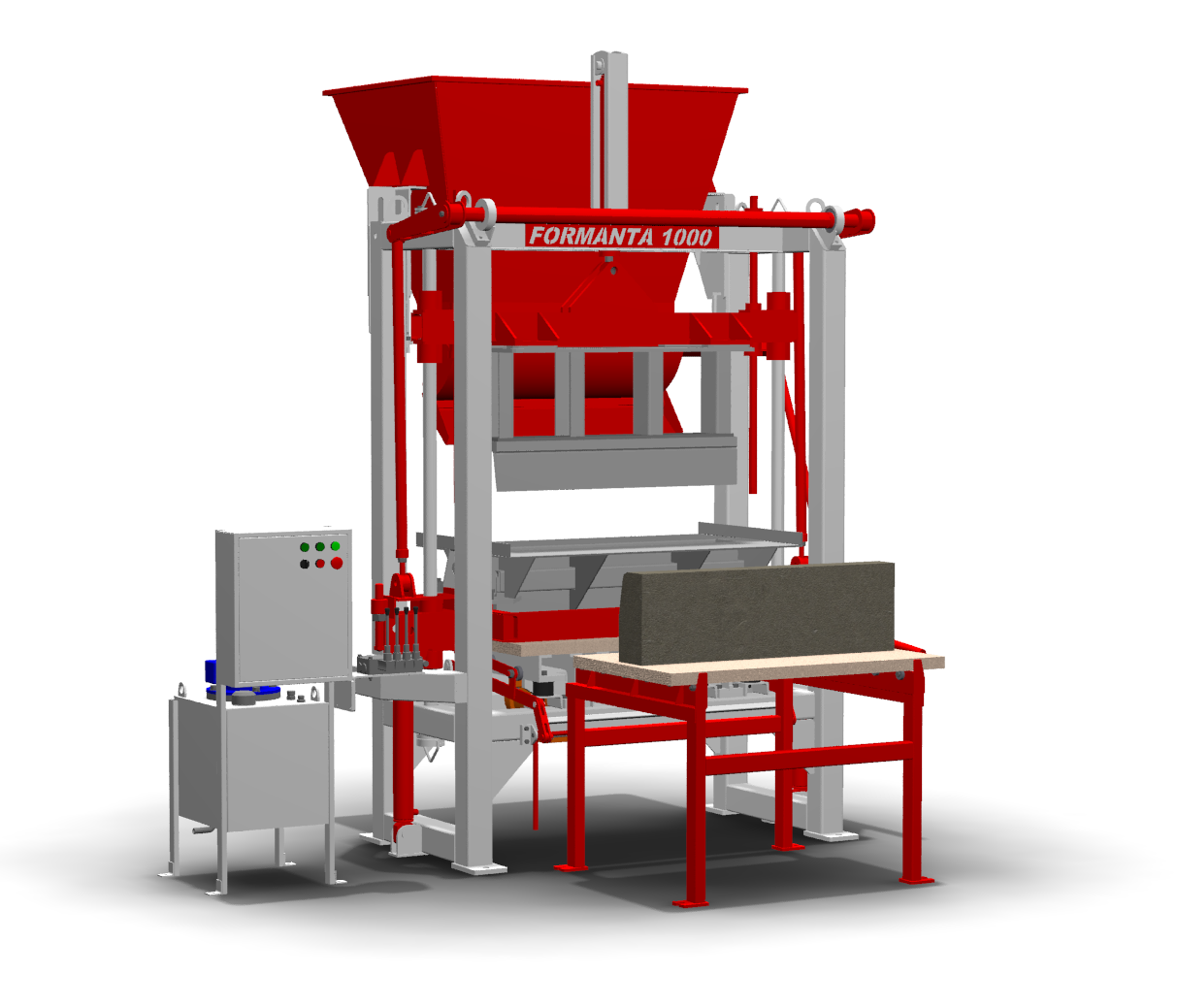
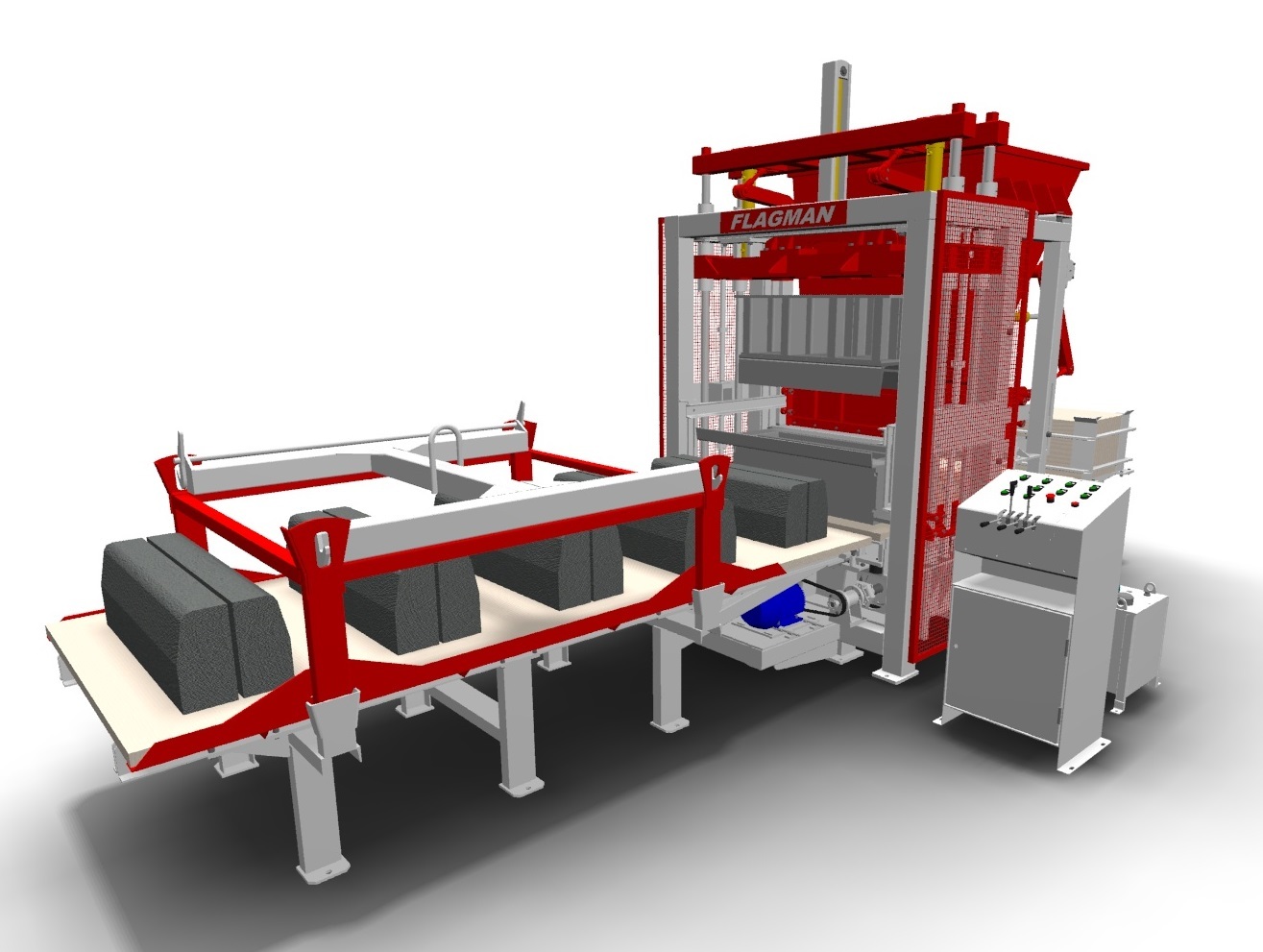
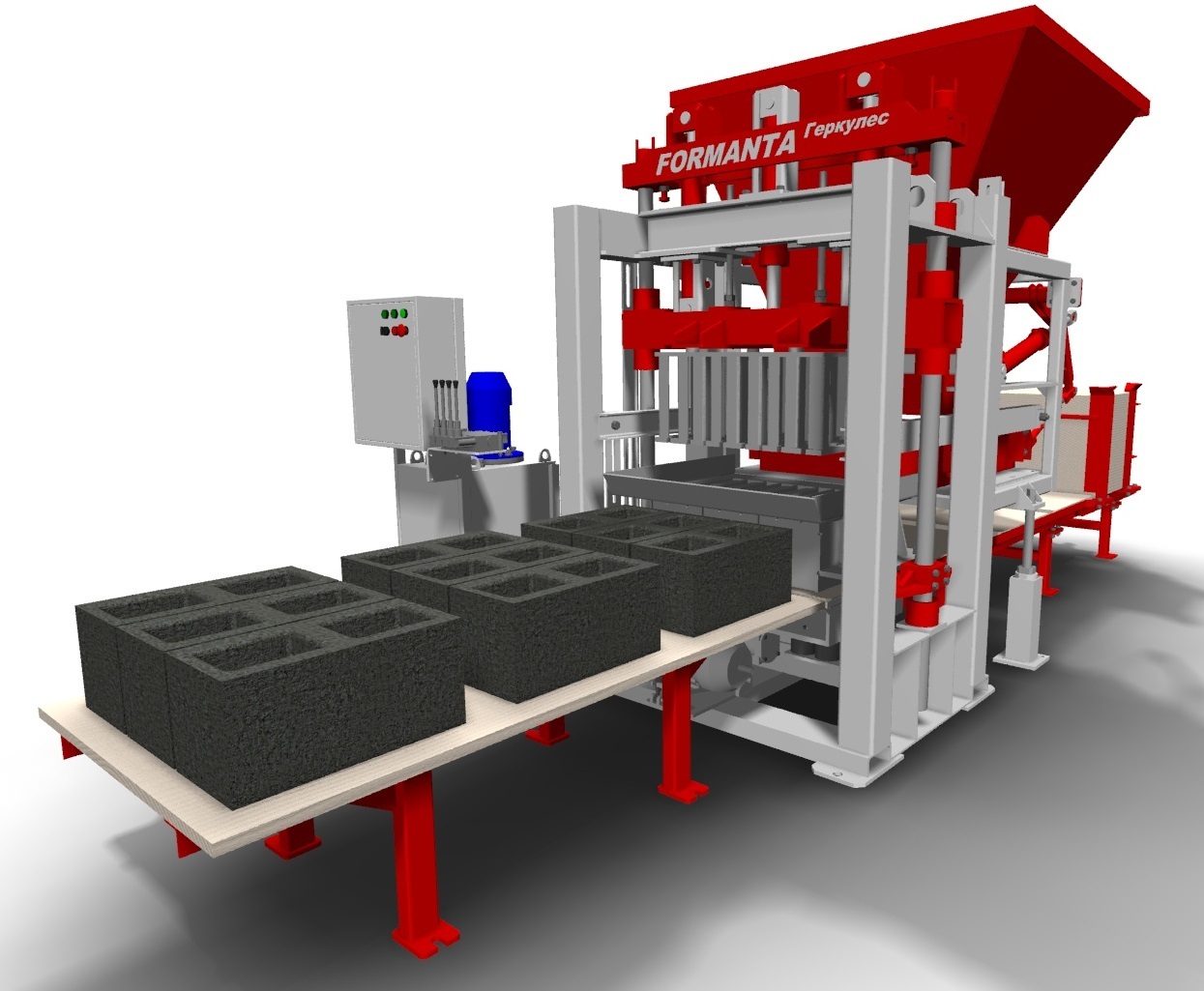
Вибропресс Форманта-Геркулес
 Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Основные достоинства вибропресса Форманта:
- позволяет выпускать большую номенклатуру изделий;
- способен изготавливать двухслойную тротуарную плитку;
- имеет мощный вибрационный блок;
- более экономичное потребление цемента.
Существует огромное количество различного оборудования для изготовления тротуарной плитки. Выбор той или иной установки обуславливается исходя из количества имеющихся денежных средств, необходимого уровня автоматизации оборудования, требуемой производительности, габаритных размеров помещения, где будут располагаться станки.
Сушка
В домашних условиях тщательно просушить готовое изделие вполне возможно.
Важно, чтобы плитка набрала не менее трети прочности перед изъятием из формы. При более низких показателях прочности плиточное покрытие будет ломким и недолговечным
В домашних условиях такой технологический этап может быть представлен:
- естественной сушкой;
- сушкой внутри пропарочной камеры;
- сушкой посредством инфракрасных термических матов.
В летний период сушка осуществляется на улице или в помещении.
Оптимальный температурный режим должен составлять 18-20оС. Минимальный температурный режим, пригодный для просушивания плитки, не может быть ниже 10оС.




Формы
Форма для таких изделий часто изготавливается из разного материала. Однако, чаще всего для этих целей используют:
- пластик;
- резину;
- полиуретан.
Материал формы сильно влияет на ее прочность и долговечность. От него зависит, какое количество циклов сможет выдержать эта пресс-форма:
- прочная резина – 500 циклов;
- пластик – 250 циклов;
- полиуретан – 100 циклов.
 Полиуретановые формы
Полиуретановые формы
Заливка формы происходит согласно соответствующему технологическому процессу. Сначала формующую поверхность смазывают специальным составом.
Если начать работу без предварительной смазки, рабочую поверхность формы необходимо обработать антистатиком.
Готовая тротуарная деталь, после извлечения из формы, подвергается контролю и тщательному осмотру. При обнаружении дефектов ее дополнительно обрабатывают соляной кислотой.
Чтобы смазывать формующую поверхность применяются несколько видов смазок. Самыми популярными считаются:
- эмульсол;
- ОПЛ-1, изготовленная в России;
- СРА-3, английского производства.
Чтобы не испортить поверхность формы, запрещается пользоваться смазками, в состав которых входят нефтепродукты. Поверхность обязана смазываться очень тонким слоем. Если этого не сделать, на готовой плитке могут появиться сильно заметные поры.
Эмульсол, а также ОПЛ-1 наносится на формующую поверхность перед началом каждой заливки бетонной смеси, английскую смазку следует использовать для нескольких формовок.

Виды ФЭМ и технологии производства
В категорию фигурных элементов мощения ФЭМ входят три крупные группы – булыжник, брусчатка и тротуарная плитка. Булыжником называют природные камни-окатыши, собранные в руслах рек. Брусчатка – это тоже природный камень, но подвергшийся механической обработке. Его либо стесывают, либо пилят для придания одинаковых размеров и формы.
Последняя группа категории ФЭМ – тротуарная плитка, всегда изготавливается из нескольких компонентов сырья. Для мощения дорог этот облицовочный материал используется крайне редко из-за высокой трудоемкости, низкой прочности и эксплуатационного ресурса. Зато тротуарная плитка укладывается на пешеходных дорожках, в скверах, на парковках, дачах, в садах. Ею облагораживаются дорожки частных домов, отмостки зданий и, даже, ступени наружных лестниц, террасы загородных коттеджей.
Классическим вариантом ФЭМ является тротуарная плитка из цементного бетона. При изготовлении применяется технология вибролитья, вибропрессования или гиперпрессования. Для этого потребуется разное оборудование и его количество. Характеристики тротуарной плитки при этом будут отличаться:
| Свойства | Вибролитая | Вибропрессованная | Гиперпрессованная |
| Ресурс, лет | 20 | 15 | 20 |
| Морозостойкость, циклов | 100 | 200 | 200 |
| Истираемость, г/см² | 0,8 | 0,5 | 0,3 |
| Водопоглощение, % | 7 | 6 | 2 |
| Класс прочности | В22,5 | В30 | В30 |
| Прочность на сжатие, кгс/см² | 300 – 400 | 300 | 780 |
| Шероховатость лицевой поверхности | гладкая | шершавая | полированная, шлифованная, шершавая |
| Форма | любая | прямоугольная | прямоугольная |
Для снижения водопоглощения и увеличения морозостойкости вместо цемента в бетоне связующими могут выступать полимерные смолы. Наполнителем, по-прежнему, остается песок или отсев гранита, диабаза, мрамора. Полимербетонная тротуарная плитка прочнее двух предыдущих вариантов, практически не впитывает влагу.
Простейший станок для производства тротуарной плитки методом вибролитья представляет собой стол с вибрационным двигателем на пружинящих опорах. При вибропрессовании используется пресс с усилием 10 – 16 МПа с вибродвигателем. Для гиперпрессования используется более мощный пресс одностороннего или двустороннего действия.
При выборе в качестве сырья резиновой крошки используется метод экструзии. Из нагретой массы формируется лента, подаваемая в пресс-камеру. Материал на 100% водостойкий, не подвержен воздействию ультрафиолета, не боится температурных перепадов.
Самые популярные модели оборудования для изготовления тротуарной плитки
Среди большого разнообразия прессового оборудования, наиболее востребованными для производства таких деталей, остается несколько брендовых моделей.
«Рифей-Удар»
Очень мощное устройство, на котором специалисты могут изготавливать самые разные строительные изделия:
- декоративные камни;
- тротуарную деталь;
- кирпич;
- бордюры и прочее.
Для производства изделий, на этом устройстве используется принцип вибропрессования бетонного раствора.
Агрегат отличается от своих аналогов следующими показателями производительности:
- полублок – 500 штук в час;
- шлакоблок – 330 изделий в час;
- плитка тротуарная – 25 кв. метров в час.

Плитка тротуарная на вибростоле
Вибропрессование на устройстве, марки «Мастек-Метеор»
Для работы такого оборудования используется технологический процесс объемного прессования. На агрегате мастера могут изготавливать самые разные бетонные изделия, не составляет исключения и тротуарная плитка любых размеров и форм. Исходным материалом для такого пресса стали:
- песок, можно заменить щебнем;
- цемент;
- вода.
Агрегат «Мастек-Метеор» отличается от подобных систем уменьшенной зоной, в которой происходит процесс формования. Однако, такое уменьшение не повлияло на производство нужных строительных материалов.

Агрегат «Мастек-Метеор»
После одного процесса формования на «Метеоре» изготавливают сразу пять полублоков или три шлакоблока. Такое оборудование рассчитано на изготовление более 300 видов изделий из бетона.
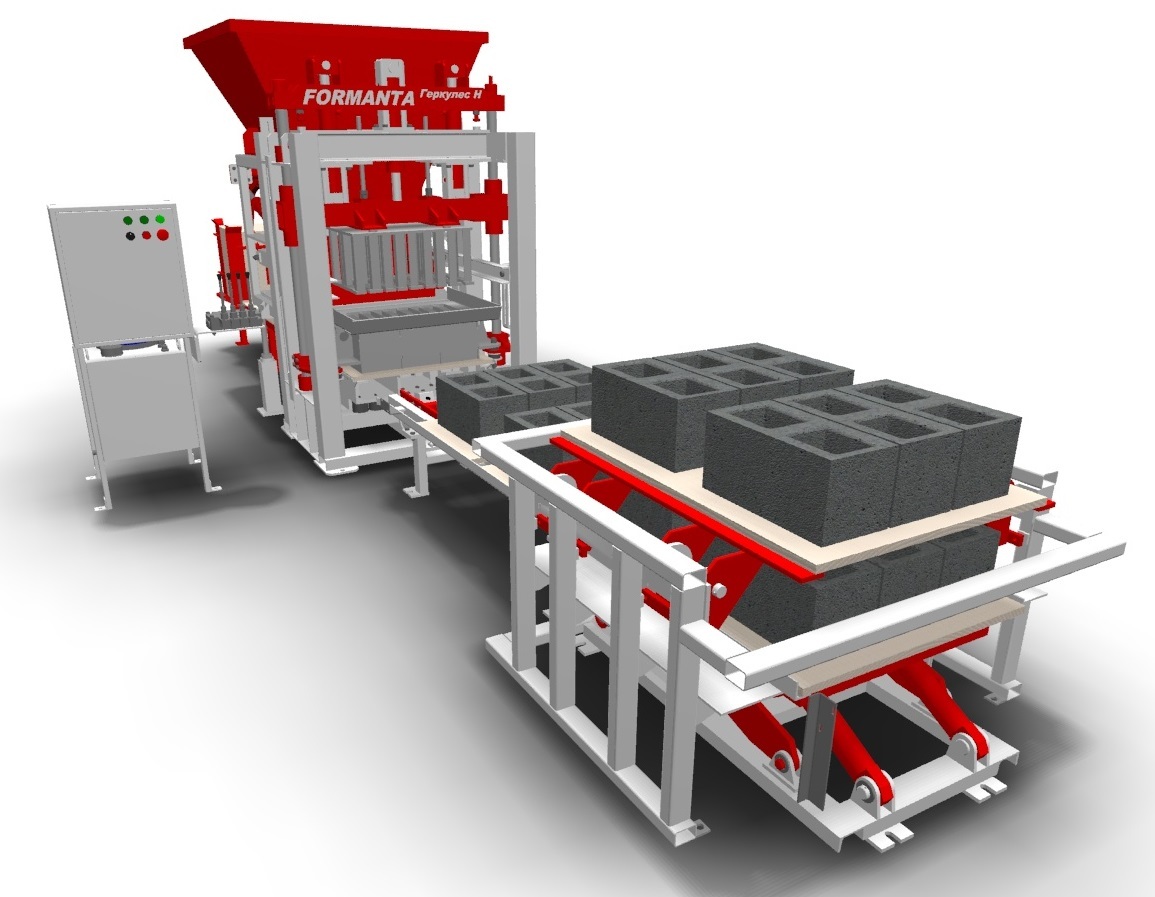
Вибропресс марки «Форманта-Геркулес»
Это особое оборудование для производства крупных деталей. На таком оборудовании специалисты могут изготовить:
- облицовочные камни;
- стеновые панели;
- тротуарную плитку.
Принцип работы агрегата построен на использовании технологического процесса полусухого вибропрессования. Все получаемые изделия отличаются своим высоким качеством и надежностью. Они уже давно составляют конкуренцию аналогичным изделиям.
Главным преимуществом «Форманты» считается:
- большой ассортимент выпускаемой продукции;
- имеется возможность производить тротуарную плитку, состоящую из двух слоев;
- вибрационный блок имеет повышенную мощность;
- значительно снижается расход цементной смеси.

Вибропресс марки «Форманта-Геркулес»
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Виды тротуарной плитки
- Классическая тротуарная плитка. В ее изготовлении используются бетонные смеси. Она может иметь различную фактуру поверхности: гладкую, греческую, римскую, паркет и чешуя, круги и звезда, шагрень и пр. Выпускается такая плитка нескольких цветов: синего, серого, зеленого, красного и желтого. Размер плитки 315х315х40 мм.
- Полимерпесчанная плитка (пластиковая). Ее основу составляет смесь полимерных материалов и песка с различными модулирующими добавками. Это долговечный и практичный вид, стойкий к коррозии и прочим, механическим и химическим воздействиям. Она сохраняет свой цвет на протяжении всего срока эксплуатации. Не образует искр и цементной пыли, что позволяет использовать ее для обустройства полов в производственных помещениях и санузлах.
- Относительно новый вид тротуарной плитки – резиновая. Она изготавливается из измельченных в крошку автомобильных покрышек, что делает этот вид плитки пластичным. Она устойчива к воздействию кислот и щелочей, обладает упругостью, не вызывает износа обуви, не крошится даже в сильные морозы. Это – идеальный вариант при оборудовании детских и спортивных площадок, территории вокруг бассейнов. Она имеет немного шероховатую поверхность, дающую хорошее сцепление с подошвой обуви, что исключает скольжение.
Вибростол для плитки
Эта категория станков относится к самой распространенной, по причине простоты конструкции. Главное достоинство – универсальность. Для изготовления используются готовые формы, которые можно приобрести в любом строительном магазине.
Принцип производства простой: в матрицу заливается раствор, после застывания вы получаете готовую плитку. Основных недостатка два:
- Низкая скорость работы. Производительность ограничена временем застывания смеси.
- Поскольку смесь принудительно не уплотняется, возможно образование пустот.
С первой проблемой можно бороться, приобретая несколько одинаковых форм, а второй недостаток нивелируется с помощью вибростола. Станок представляет собой ровную поверхность, закрепленную с помощью демпферов на массивную станину. Можно использовать резиновые подушки либо пружины.
К столешнице крепится виброэлемент, конструкцию которого можно выбрать из описанных выше станков.
На рабочую плиту выкладываются формы со смесью, включается вибропривод, и раствор под своей тяжестью усаживается, вытесняя воздушные пузыри. Плотность материала будет ниже, чем при использовании вибропресса, но для покрытий с невысокой эксплуатационной нагрузкой вполне достаточно. Если уровень раствора при усадке понизится, его можно оперативно заполнить.
Изготовив такой станок, вы сможете выпускать плитку (брусчатку) любой конфигурации. Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Итог:
Если ваш бюджет для ремонта ограничен, вы с легкостью сможете сэкономить, потратив немного времени на изготовление оснастки. А по окончании работ, появляется возможность заработать на продаже готовой плитки.
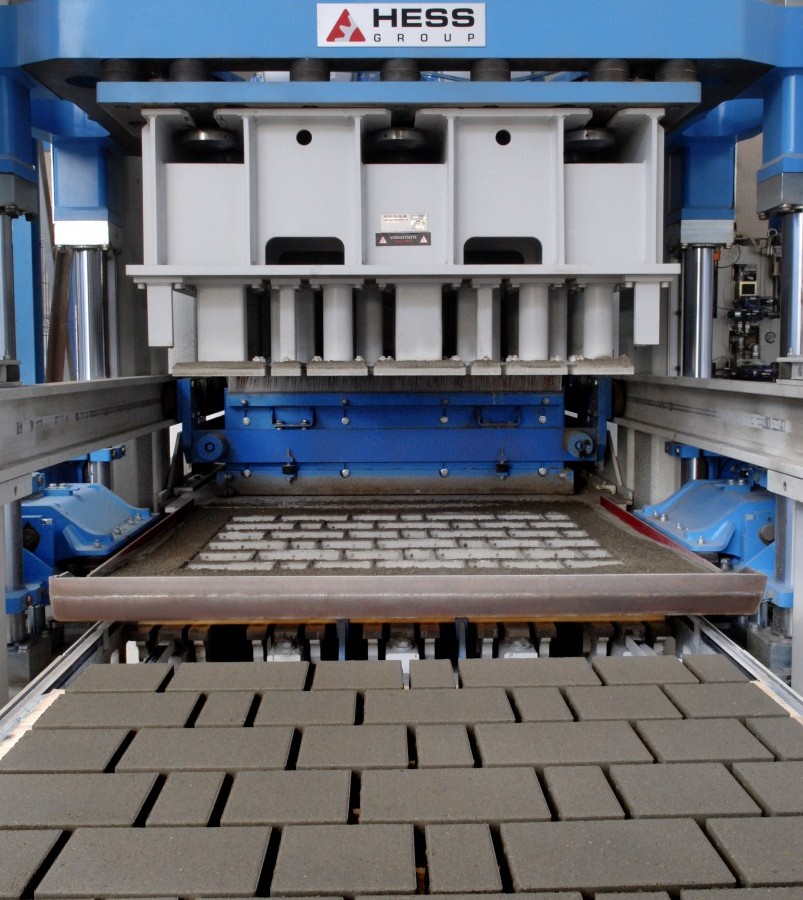
Производство бетонной брусчатки вибропрессованием
Вибропрессование и вибролитьё – основные способы, которые используются на заводах для производства брусчатки. Первый метод считается основным и задействуется гораздо чаще, так как именно он обладает существенными преимуществами:
- изделия, выполненные способом вибропрессования, получаются прочными и морозоустойчивыми;
- самый привлекательный аспект − низкая себестоимость продукции;
- при задействовании данного метода можно максимально автоматизировать процесс, что значительно облегчит труд и повысит производительность;
- а так же изготавливать двухслойную плитку различных цветов и оттенков.
Процесс вибропрессования осуществляется в несколько этапов:
- Приготовление бетона . Если предстоит изготовить однослойную плитку, достаточно будет и одного бетоносмесителя. Соответственно, если двухслойную – то два. Пропорции входящих в состав смеси веществ подбираются индивидуально.
- Формовка . На этом (основном) этапе материал уплотняется. Времени данный процесс занимает немного. Следом уже отформованная брусчатка отправляется на поддоны. Паллетоукладчик поднимает их и перемещает. На освободившееся место тут же устанавливают следующие.
- Сушка . Последний этап производства брусчатки. На заводах него осуществляют в специальных помещениях, в них изделия подвергаются тепловой обработке. Иногда плитку сушат прямо в производственных помещениях. При таком варианте в состав раствора включается портландцемент. Брусчатка можно снимать с поддонов и отправлять в упаковочный цех через 6 – 8 часов после завершения этого этапа обработки.
Вибропрессование отдельно подразделяется на два подвида:
- полусухое вибропрессование;
- полусухое гиперпрессование.
При первом варианте сначала к полусухой смеси добавляется щебень. Потом заполненные формы устанавливаются на вибрирующую станину, где раствор подвергается воздействию пуансона. Изготовленную таким методом брусчатку, порой, непросто отличить от настоящего камня.








При задействовании технологии гиперпрессования уплотнение смеси происходит под давлением, а не за счёт вибраций. Для изготовления плитки таким способом используется гидравлический пресс.
Благодаря шершавой поверхности вибропрессованная тротуарная плитка отлично зарекомендовала себя в качестве дорожного покрытия. Преимущества такой брусчатки нельзя не оценить в зимнее время. Изделия, изготовленные путём вибропрессования, получаются экономичными и прочными. Ввиду специфических особенностей структуры такая плитка мало подвержена разрушительному воздействию воды и открытых солнечных лучей.
Недостаток литых тротуарных плиток и брусчаток
Разбег по толщине – вибролитьевая плитка по высоте может значительно отличаться в пачке – вплоть до 10 мм – это неблагоприятно сказывается на скорости и качестве укладки. Зачастую несколько литых плиток невозможно выровнять по поверхности, а разная толщина наливных плиток ведёт к тому, что одни углы утапливаются ниже уровня, а другие торчат над ним. Поэтому нужно помнить, что некоторые бригады укладчиков могут не браться за укладку данных материалов, или же просить более высокую цену, так как потратят больше времени на её укладку.
Невысокая степень морозостойкости – при приготовлении цементного раствора используется большое количество воды, в том числе и несвязанной с цементом, которая в дальнейшем испаряясь оставляет за собой поры, капилляры, напитываемые водой, которая замерзая разрушает бетонное изделие. Специальные добавки: диспергаторы, пластификаторы только отчасти сглаживают этот негативный эффект.
Неоднородность структуры, зачастую проявление слоистости – оседание цемента, как более тяжелого материала на дно формы (лицевую поверхность), при этом литые тротуарные плитки находятся как бы в футляре, при повреждении которого бетонное изделие разрушается.
Основным преимуществом литой тротуарной плитки служит её невысокая цена, которая на 20-30% ниже сухопрессованной (вибропрессованной), а также что её практически повсеместно производят – при этом затраты на доставку значительно ниже, чем на «сухопресс».
Ещё одним преимуществом служит возможность изготовления больших по размерам бетонных плиток с небольшой толщиной, например: 300*300*30, 400*400*40 мм, 500*500*60 мм.
От чего зависит стоимость цветной тротуарной брусчатки?
На цену обоих видов брусчатки / плиток влияют основные показатели: толщина и цвет. При этом цена за каждый цвет устанавливается своя.
Толщина сухопрессованных бетонных изделий начинается от 40 мм. Наибольшее распространение получила брусчатка толщины 60 мм. 80 и 100 мм – это покрытия для особо нагруженных дорог, заездов, портов (для передвижения многотонных погрузчиков) и т.д. В быту применимы только изделия с толщиной 40 и 60 мм. Для заезда легкового автомобиля достаточно и плитки 40 мм, уложенной в соответствие с технологией. Для грузового транспорта 60 и 80 мм.
Технология подготовки основания и укладки плитки
Практичность и долговечность дорожек и других элементов мощения зависит не только от качеств финишного слоя, но и от соблюдения технологии подготовки основания и укладки плитки. На конструктив влияют несколько факторов: тип грунта, уровень грунтовых вод, предполагаемые нагрузки. Но если рассматривать стандартный «пирог», он включает следующие слои.
GroundworkturfУчастник FORUMHOUSE
… Давайте рассмотрим, чем обеспечивается прочность основания для укладки плитки/брусчатки.
- Геотекстиль нижним слоем отделяет грунт от отсыпки, препятствуя взаимопроникновению, и служит дополнительным армирующим слоем. Правильный геотекстиль обладает высоким коэффициентом фильтрации, что не дает воде скапливаться в основании.
- Следующим слоем идет песок/ПГС, роль которого в предохранении геотекстиля от механического повреждения острыми краями щебня, а также повышения уровня отсыпки до расчетного.
- Щебень фракции 20-40 слоем 10-15 см создает прочное основание за счет заклинивающего эффекта.
- Щебень мелкой фракции слоем 5 см для расклинцовки крупного щебня. В основании дорог/дорожек нормативно, так как нагрузки разнонаправленные.
- Песок, как выравнивающий финишный слой 2-3 см обязательно карьерный с разнофракционной примесью мелкого гравия. Сеянный/мытый песок не годится, особенно мелкий. Хорошим заменителем песка служит гранитный отсев.
Уточню, если в п. 3 слой щебня будет 20 см, то основание пригодно для проезда/парковки автотранспорта. При слое 25 см эксплуатационные нагрузки на уровне дорог 3 категории с долговременной эксплуатацией. Для садовых дорожек с малыми эксплуатационными нагрузками (исключительно пешеходными), пункт 4 можно исключить, заменив мелкий щебень отсевом или крупным карьерным песком с указанными выше характеристиками. При достаточном слое песка/отсева заклинивающий эффект будет достигнут.
Стоит дополнить, что в регионах с выраженным морозным пучением, для предотвращения деформационных явлений вместо геотекстиля на грунт укладывают плиты ЭППС.
Вибропрессованная тротуарная плитка укладывается на подготовленное основание по диагонали, в направлении «от себя», сухим методом, с последующей трамбовкой и засыпкой швов чистым просеянным песком. Определиться со способом (рисунком) укладки можно как самостоятельно, так и с помощью профессионалов.
Илья Леднев
Наша бесплатная услуга – фотоэскиз проекта мощения (нам присылают фото дома с территорией, мы делаем два варианта визуализации мощения).
В видео – инструкция по укладке тротуарной плитки.
Материал для изготовления тротуарной плитки
Нельзя сделать качественный продукт из чего попало. Поэтому
в процессе перечисления будем делать акценты на свойствах материала и
требованиях к ним.
1. Цемент
Определяет качество плитки. Какой цемент использовать для
тротуарной плитки? Для изготовления раствора нужен цемент высокой марки (М400 –
минимум, в идеале М500). Марка цемента обозначает его прочность при сжатии.
Соответственно, чем выше марка цемента, тем прочнее будет раствор бетона,
который лежит в основе рецепта производства тротуарной плитки. Использование
цемента М-500 придаст плитке такие свойства как морозоустойчивость, прочность и
водостойкость.
Для изготовления плитки подходит только свежий цемент (за месяц хранения цемент теряет 5% своих свойств). Проверить качество цемента можно сжав в кулаке горсть порошка. Если он просочится сквозь пальцы – материал свежий, если собьется в комок – лучше не покупать.
Примечание. Не стоит пытаться сэкономить, приобретая марку М
300, т.к. в этом случае расход цемента существенно возрастет.
2. Наполнитель для цементного (бетонного) раствора
крупный наполнитель. В качестве заполнителя применяется отсев,
мелкий щебень, шлак или галька. Для работы они должны быть чистыми.
мелкий наполнитель. К нему относится песок фракции 0,4-0,6
мм
При этом важно, чтобы он не содержал примесей и глины
4. Пластификатор для изготовления тротуарной плитки
Продается в виде порошка или готовой смеси. Для чего нужен
пластификатор? Предназначен для сообщения раствору дополнительных свойств,
снижения расхода цемента и воды, увеличения плотности бетона, облегчения
процесса замеса раствора.
Какой пластификатор лучше для тротуарной плитки?
Пластификатор для изготовления тротуарной плиткиХорошие отзывы заслужили: Вестпласт, PLASTIMIX F, ПОЛИПЛАСТ СП-1, Master Silk. Но, самый лучший (популярный среди пользователей) – добавка Суперпластификатор С-3.
Добавление пластификатора в бетонный раствор гарантирует
малую истираемость плитки, её влаго- и морозостойкость.
5. Краситель для тротуарной плитки (пигмент)
Краситель для тротуарной плиткиКраска позволяет создавать плитку разных цветов
Важно, чтобы красящие пигменты были светостойкими. Учитывая высокую цену красителей (от 1500 до 8600 тыс
руб.) пользуется спросом двухцветная тротуарная плитка. В
верхний слой добавляется краситель, нижний остается серым.
Материал подготовлен для сайта www.moydomik.net
6. Фиброволокно (армирующее волокно)
Фибра для бетона нужна чтобы повысить прочность плитки. Для армирования бетона используется полипропиленовая фибра (волокна длиной до 20 мм, и диаметром 10-50 мкм).
Фибра для бетонаНапример, фибра полипропиленовая Micronix 12мм. (165,00 руб/кг), рубленное стекловокно (145,00 руб/кг) или фибра базальтовая
MicronixBazalt 12мм (98,00 руб/кг) (на рисунке по порядку).
Примечание. Длина волокна не должна превышать диаметр самого
крупного наполнителя в бетонном растворе.
7. Смазка для форм тротуарной плитки
Смазка для форм тротуарной плиткиХорошо смазанная форма облегчит извлечение плитки.
Можно купить специальную смазку для форм, например, Лироссин (Украина, 210 руб/5 л.). Это концентрат, который разбавляется водой в соотношении 1:10. Или Эмульсол
(Россия, бочка 175 и 40 кг, продается на разлив по 38 руб/л).
Чем смазывать формы для тротуарной плитки в домашних условиях?
Пользователи советуют не тратить на промышленную смазку
средства, а использовать аналоги (заменители):
моторное масло (можно отработанное);
мыльный раствор. Самый дешевый раствор из воды и моющего
средства, который способствует быстрому извлечению плиток из формы;
подсолнечное (растительное) масло.
Некоторые мастера используют соляной раствор, однако после
него на плитке остаются соляные разводы, а силиконовые и пластмассовые формы
быстро приходят в негодность. Другие предлагают покрыть форму двумя слоями
лака. Такое покрытие обеспечит легкое скольжение плитки. Но, такой способ
применим только для пластиковых форм, плюс, лак быстро деформируется, что
отразится на качестве боков и лицевой поверхности плитки.








Раствор для тротуарной плитки – пропорции, состав, приготовление
Для начала предоставим готовый рецепт раствора для тротуарной плитки при заданной толщине в 60 мм. А затем расскажем, как правильно смешивать компоненты.
Состав раствора для тротуарной плитки приведен в таблице
| Компоненты (добавки) | Пропорции для изготовления в % | На 1 м.кв. плитки | На 1 м.куб. раствора |
| Цемент М 500 | 21 % | 30 кг | 500 кг |
| Отсев или мелкий щебень | 23% | 32 кг | 540 кг |
| Песок | 56% | 75 кг | 1300 кг |
| Пластификатор С-3 | 0,7% от массы бетона | 50 гр | 1,9 литра |
| Краситель | 7% от массы бетона | 700 гр | 10 кг |
| Фиброволокно в количестве на 1м3 бетона | 0,05% от массы бетона | 60 гр | 0,7-1,0 кг |
| Вода | 5,5% от массы бетона | 8 литров | 130 литров |
Из 1 м. куб. раствора можно сделать 16,5 м. кв. тротуарной плитки, при толщине 60 мм.
Чтобы приготовить хороший раствор для тротуарной плитки, нужно смешивать компоненты в бетономешалке в определенной последовательности, с определенным режимом перемешивания.
1. Подготовка раствора
Пластификатор смешивается с незначительным количеством воды
и заливается в бетономешалку. Для затворения используется только теплая вода,
т.к. в холодной добавки не растворяются. При перемешивании нужно следить чтобы
пластификатор растворился полностью.
Краситель также смешивают с горячей (примерно 80 °С) водой в
соотношении 1:3. Нужно наблюдать, чтобы красящий раствор получился однородным.
Наличие комочков «выльется» в появление кратеров на лицевой поверхности плитки.
Далее поочерёдно добавляется наполнитель (щебень и песок),
затем цемент. Периодически в цементно-песчаную смесь доливается вода для более
удобного перемешивания. Основная масса воды подается в конце замеса.
Оптимальный режим (время) перемешивания цементного раствора
Смесь для тротуарной плитки готова, когда она держится на
мастерке плотной массой, не растекаясь. При заливке раствор должен легко
заполнять форму.
2. Подготовка формы
Поверхность формы смазывается выбранной смазкой. В процессе
нужно следить, чтобы на поверхности не образовывались пятна от смазывающего
вещества. Форма должна быть немного жирной, для лучшего скольжения изделия по
поверхности.
Примечания. При излишней смазке на плитке образуются
впадины. При недостаточной – затруднено вынимание.
3. Технология изготовления тротуарной плитки (формовка)
На этом этапе раствор заливается в формы. При этом если
изготавливается двухцветная плитка, то форма заполняется серым бетоном на 75%,
а затем заливается цветным. Перерыв между заливками не должен превышать 20 мин.
В противном случае, слои раствора непрочно схватятся между собой.
Залитые формы нужно встряхнуть и поставить на вибростол.
Продолжительность нахождения формы на вибростоле составляет 5 мин. Индикатором
готовности служит появление белой пенки – это значит, что из раствора выбились
все пузырьки воздуха. Излишняя виброобработка (встряхивание формы) может
привести к расслоению раствора. Сигналом для прекращения вибраций служит
оседание белой пенки.
Совет. При изготовлении двухцветной тротуарной плитки
вибрацию нужно проводить после заливки каждого слоя. Вторая вибрация длится 2-3
минуты, при этом пенка может не появиться.
4. Сушка тротуарной плитки в домашних условиях
Заполненные раствором формы устанавливаются на стеллажи для
последующей сушки, которая занимает 2-3 дня. Место для сушки должно быть
защищенным от прямых солнечных лучей, хорошо проветриваемым. Чтобы снизить
скорость испарения влаги из раствора формы лучше накрыть полиэтиленовой
пленкой.
{banner_link_1}
5. Расформовка тротуарной плитки (извлечение из формы)
Как извлечь плитку из формыКак вытащить плитку из формы?
Облегчить процесс извлечения, можно опустив форму с заливкой на 5 сек. в горячую (около 60 °С) воду. От тепла форма расширяется, и плитка вынимается без дефектов и проблем.
Изделие следует выбивать на мягкое основание, например, расстелить старое одеяло.
Извлеченная из формы плитка
Сушка тротуарной плитки на стелажах