
Специфика производства строительных блоков вибропрессованием
Вибропресс представляет собой устройство, в котором используется принцип формирования изделий при помощи вибратора методом создания избыточного давления («пригруза»).
Вибропрессование предполагает использование жёсткой бетонной смеси, способствующей изготовлению максимально прочных, долговечных и надежных изделий. Поскольку данная технология использует «пригруз», появляется возможность применения крупнофракционных заполнителей, включая материалы, являющиеся отходами различных производств. Использование керамзита, шлака, древесных опилок, кирпичного боя, отсева уменьшает себестоимость изготовления строительных блоков. Вибропресс предполагает использование жесткой матрицы, благодаря чему геометрические размеры блоков получаются более повторяемыми, что положительно сказывается на скорости и качестве возведения несущих конструкций.
Последовательность операций при использовании вибропрессовочного оборудования:
- приготовленная рабочая смесь засыпается в специальную мерную форму;
- отмеренная порция смеси попадает в формовочную матрицу, где под воздействием пуансона уплотняется, при этом пропорция воздуха в полусухой смеси уменьшается более чем вдвое (до 25%);
- во время уплотнения смеси включается вибромеханизм, при этом комбинация давления и вибрации формирует максимально плотное цементное тесто, в котором частички заполнителя размещаются на минимальном расстоянии друг от друга, при этом концентрация воздуха в смеси уменьшается до 3-5%;
Так как рабочий процесс сопровождается высоким давлением на смесь, в качестве заполнителей могут использоваться различные, в том числе крупнофракционные, материалы
- воздействие пуансона длится не более минуты, после чего формируемое изделие с помощью выпрессовщика выдавливается из матрицы (как вариант – матрица поднимается вверх, а изделие остается на специальном поддоне;
- получившиеся блоки подвергаются сушке (естественным путем либо при помощи пропаривания).
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Приготовление раствора: пропорции
Тут особых секретов нет – просто надо перемешать все компоненты. Присутствует только одно ограничение – с момента окончания замеса и до попадания раствора в формовочную емкость должно пройти не больше 15 минут. После этого времени начинается химическая реакция цемента.
Основной порядок заполнения емкости смесителя (соотношение компонентов в ведрах для одного замеса):
- Засыпается щепа. Если она предварительно вымачивалась в растворе, то можно ее не сушить – следующим компонентом все равно будет добавляться вода. Количество – 6 ведер.
- В воду добавляется хлористый кальций (или другой компонент). Пропорции – 2-4% от массы цемента, что будет использована для замеса (1 ведро). Визуально это около 1-2 полных стаканов. Все перемешивается и выливается в мешалку к щепе и запускается смеситель. Воды так же берется одно ведро.
- Когда щепа равномерно увлажнится, пора добавлять цемент. Он высыпается в смеситель и теперь надо ждать, пока вся щепа равномерно не покроется цементом – вся она должна стать соответствующего цвета. Марка используемого цемента – 500.

Целесообразность использования для производства шлакоблоков
Необходимость иметь в своем распоряжении вибропресс далеко не очевидна. Тем более, если речь идет о частном строительстве. Поэтому приведем обоснование тех случаев, когда наличие вибростанка (вибропрессовочного агрегата) действительно необходимо:
если возведение дома, дачи, загородного коттеджа ведется самостоятельно, а временной фактор лимитированию не подлежит, и на первом месте – стремление максимально удешевить процесс, то в данном случае вибростанок станет самым оптимальным решением;

При производстве шлакоблоков на заводе применяют стандартные железные формы
- вопросы экологии сегодня в почете, и если вы хотите быть застрахованными от использования строительных материалов, при изготовлении которых применялись компоненты непонятного происхождения (это касается не только шлакоблоков, которые обычно производятся из различных отходов производств), то использование собственного оборудования позволит вам контролировать этот вопрос;
- собственный вибростанок предоставляет возможность формировать необходимое количество стройматериалов с точностью до одного изделия. Отпадает необходимость покупать строительные блоки с запасом или мчаться в магазин, когда становится очевидной их нехватка.
Возможность продать оборудование после окончания строительства – другая причина не отказываться от использования собственного вибростанка. Можете не сомневаться, что найдутся люди, которые придерживаются одинаковых с вами взглядов на принципы ведения строительных работ.
Когда строительство ведется в удаленной местности, наличие вибростанка избавит строителей от дополнительных расходов, связанных с транспортировкой стройматериалов.
Заставить отказаться от покупки вибростанка, производства блочных стройматериалов на месте могут следующие факторы:
серьезные временные затраты. Чтобы изготавливать шлакоблоки, пеноблоки или другую блочную продукцию, придется «попотеть», даже если использовать бетономешалку. Временной фактор важен в одинаковой мере: учтите, что от момента изготовления шлакоблока до возможности его использования должно пройти около месяца. Это устроит далеко не всех;

Формы должны быть разборными, чтобы готовый шлакоблок можно было легко достать
дополнительные энергозатраты. Вибростанки для производства строительных блоков, как и бетономешалки, работают от электромотора, а электроэнергия нынче дорога. Этот момент также необходимо учитывать в предварительных расчетах.
Последний вопрос, который придется решить – покупать вибропресс для изготовления шлакоблочных изделий или попытаться сделать устройство своими руками. Если масштабы строительства невелики, очевидно, что намного дешевле будет собрать агрегат самостоятельно, благо конструкция простейших моделей подобных устройств не поставит перед вами никаких сверхзадач.
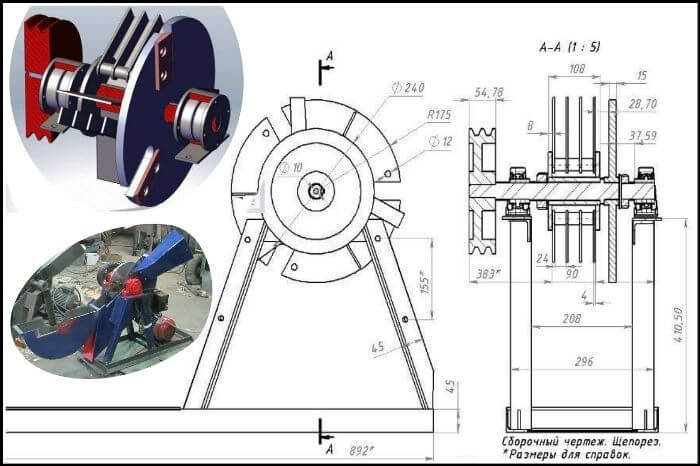
Щепорез для арболита
Если строительство затевается масштабное, а купить нужно количество щепы не всегда есть возможность, то не обойтись без щепореза. Это устройство дробит доски на щепу, которая после этого полностью готова к использованию (если дерево выдержанное).
Принцип устройства очень простой – на вал одет металлический диск (обычно 50 см диаметром), в котором сделаны проймы (3-4, в зависимости от модели), расположенные друг относительно друга под углом в 120° или 90°. Возле каждого выреза, под углом к нему, приделан нож, который срезает кусочек доски и подает в пройму, после чего он попадает в дробильную камеру, где доводится до окончательных размеров.
Наглядно создание и работа щепореза на следующем видео:
Несмотря на кажущуюся простоту конструкции, сделанный самостоятельно щепорез есть далеко не у всех, так как для изготовления вала и маховика с ножами нужны токарный и фрезерный станок. Это оборудование для обработки компонентов арболита придется хотя бы частично заказать на стороне.
Если токарный станок не является неразрешимым вопросом, то как сделать щепорез показано на следующей схеме.
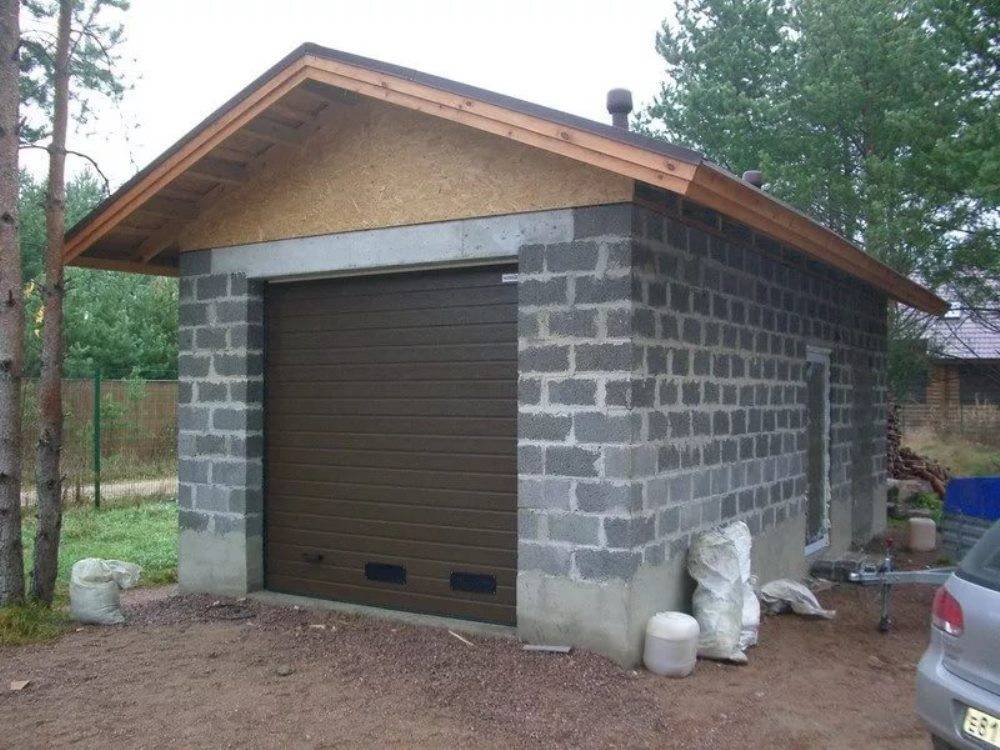
Отделка и благоустройство сарая
Сарай – это не дом, поэтому его стены могут оставаться не только без внешней отделки, но и без внутренней. Тем не менее, многие хозяева предпочитают её сделать, чтобы придать стенам более эстетичный внешний вид. К тому же, не придётся думать, чем защитить стены от воздействия атмосферной влаги.
- Лучше и дешевле штукатурки для отделки газобетонной кладки мало что можно придумать. Сначала она выполняется изнутри, а потом, через 3-4 недели снаружи. Это время требуется для того, чтобы начальная влага автоклавных блоков снизилась. Когда для кладки используются гидратационные блоки, порядок выполнения отделки значения не имеет.
- Если при оштукатуривании стен домов на фасаде рекомендуется применять только специальные штукатурки для ячеистых бетонов, то для неотапливаемого сарая подойдёт и обычная пескоцементная смесь, из которой можно выполнить, к примеру, шубу. Если для монтажа блоков использовали цементный клей, его же можно применить и для оштукатуривания.
- Чтобы на штукатурке не появлялись волосяные трещины, покрытие нужно армировать стекловолоконной сеткой. Сначала поверхность обрабатывают за два раза грунтовкой глубокого проникновения – чтобы улучшить адгезию слоёв. Затем наносят тонкий слой штукатурки, утапливают в неё с нахлёстом сетку, и, накрывая финишным слоем, заглаживают. Финишным может быть и декоративная штукатурка, если вы хотите, чтобы хозпостройка выглядела не хуже дома.

Как вариант, снаружи стены сарая можно отделать навесным материалом (вагонкой, или виниловым сайдингом), монтируя его прямо на стены без обрешётки. Такой вариант отлично подходит для неотапливаемых построек.
Навесные фасады отапливаемых зданий должны быть вентилируемыми
Это важно, когда сарай совмещается, к примеру, с баней. В этом случае, изнутри стены полностью обшиваются пароизоляционным фольгированным материалом.
В таком случае, снаружи нужно принять меры к тому, чтобы даже то незначительное количество пара, которое всё-таки попало в толщу стен, смогло из них выйти со стороны улицы.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу.
В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.






Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.

Фундамент: как основа строительства
Сарай без фундамента – ставится как времянка, он недолговечен, так как нижний пояс быстро гниет. Подойдет на землях скального типа (камень) или очень сухой песчаной почве. Лучше пойти на дополнительные траты и своими руками сделать фундамент. Оптимально под сарай выбрать 2-х разновидностей:
Свайно-винтовой. Самый простой и быстрый, не нужно ждать пока застынет бетон, и легко выровнять уровень свай. Не потребуется тщательное выравнивание площадки, просто каждая свая будет иметь свой уровень погружения в землю. Подходит для влажных участков с высоким залеганием грунтовых вод.
Монолитный, блочный, столбчатый. Относительно дешевый вариант, в качестве опор можно использовать остатки от строительных работ. Так как вес сарая небольшой, можно сделать столбчатый фундамент, зарытый неглубоко. Используют: кирпичи, бетонные блоки, покрышки, трубы из асбеста.
Самый дешевый вариант – покрышки, под него не требуется песчаной подушки, саму резину можно найти на свалке бесплатно, а в качестве жесткости их скрепляют саморезами и засыпают изнутри глиной.
Щебня на такую площадь нужно 5,5-6 тонн (1,5 тыс.руб.), столбчатый фундамент обходится в 5-8 тыс.руб., свайно-винтовой с оголовками – от 9 до 15 тыс. руб. в зависимости от глубины и кто будет его монтировать.
Почему пеноблок
Конечно, возникает огромный соблазн просто игнорировать этот момент, ведь у нас просто сарай, и по сути нас не должно интересовать из чего мы его будем возводить. Тем не менее, это помещение, в котором можно устроить склад для определенных продуктов питания, инструментов, техники.
То есть определенные требования к внутренней атмосфере мы все равно можем предъявлять.
Итак, постройка сарая из пеноблоков позволяет нам говорить о следующих особенностях материала:
Теплоизоляция, насколько это важно для сарая, зависит от его назначения.
Простота в работе. Мы ниже рассмотрим этот пункт особенно тщательно.
Относительно низкая стоимость.. Пеноблоки для строительства
Пеноблоки для строительства
С чего начать
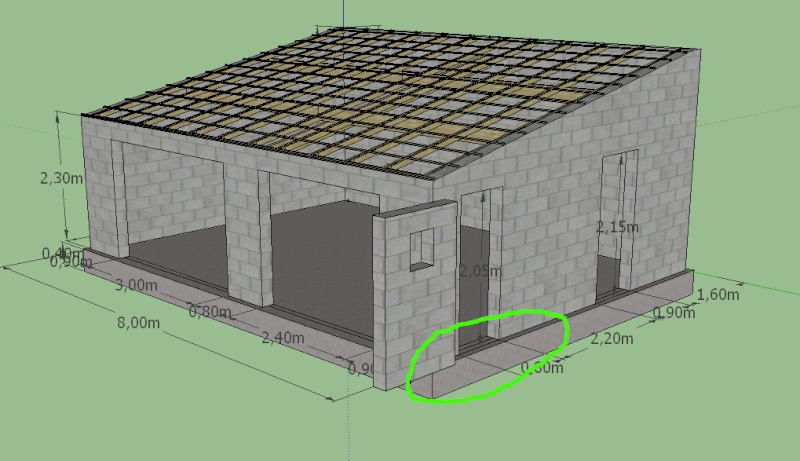
О каком-либо проекте речь здесь, конечно, не идет, однако кое-какие наброски и расчёты нам все равно нужно сделать.
Не будет же у нас строение стоять на земле, нужен простой фундамент – залить его, посчитать количество материала. Определиться с местом строительства.
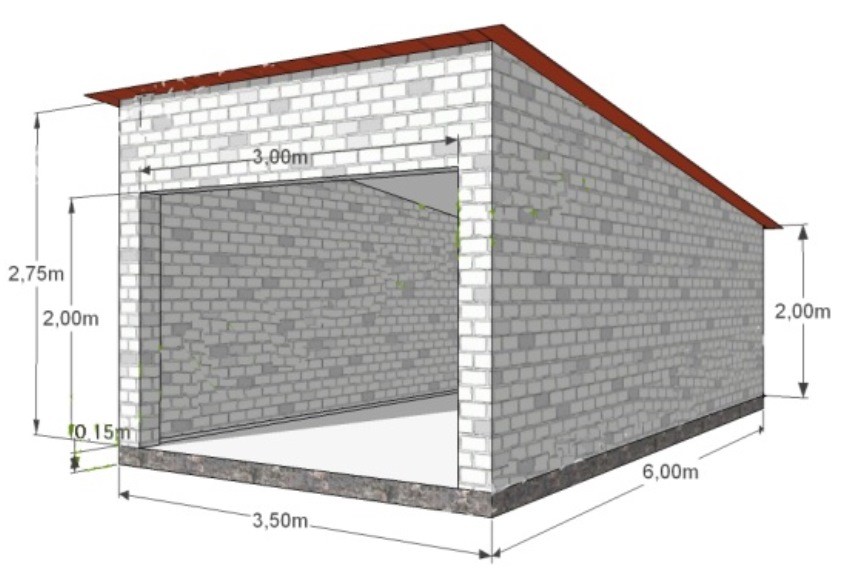
Материал достаточно просто рассчитать, для этого:
- Выбираем параметры пеноблока. Пусть будет стандартный размер 200х300х600 мм.
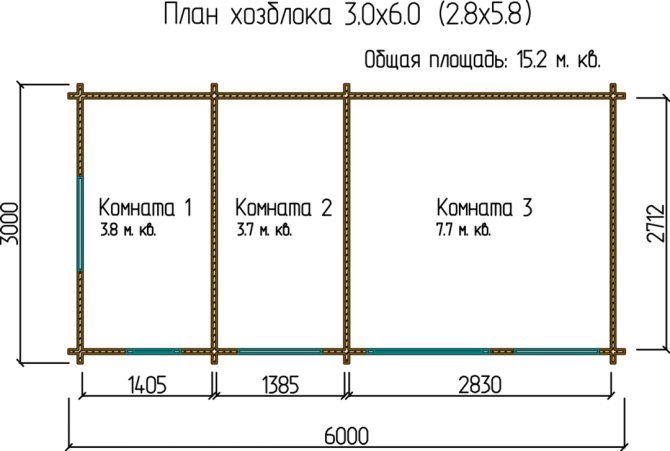
- Считаем периметр сарая. У нас это 4х3, то есть 14 метров.
- Площадь стен получится, при высоте в 2,5 метра, 35 метров квадратных.
- Стандартное количество материала на один квадрат примерно равно 5,6 блокам, а значит, нам потребуется 196 блоков.
- Далее вычитаем площадь двери, оконца, если оно есть, и получаем уже полностью точный вариант количества пеноблочных изделий.
Готовим основание
Дальше посчитаем количество клея исходя из того, что при наших габаритах нам потребуется примерно 5 кг клея на 1 метра в квадрате, и того это 175 кг или 8,75, округлим до 9, мешков.
С точки зрения кладки мы практически готовы, но еще потребуется арматура для закладки в стены и набор нехитрых инструментов:
- Рулетка и уголок.
- Пара мастерков и молоток.
- Бечевка для направляющих и грузик для вертикального отвеса.
- Ножовка по дереву.
Фундамент
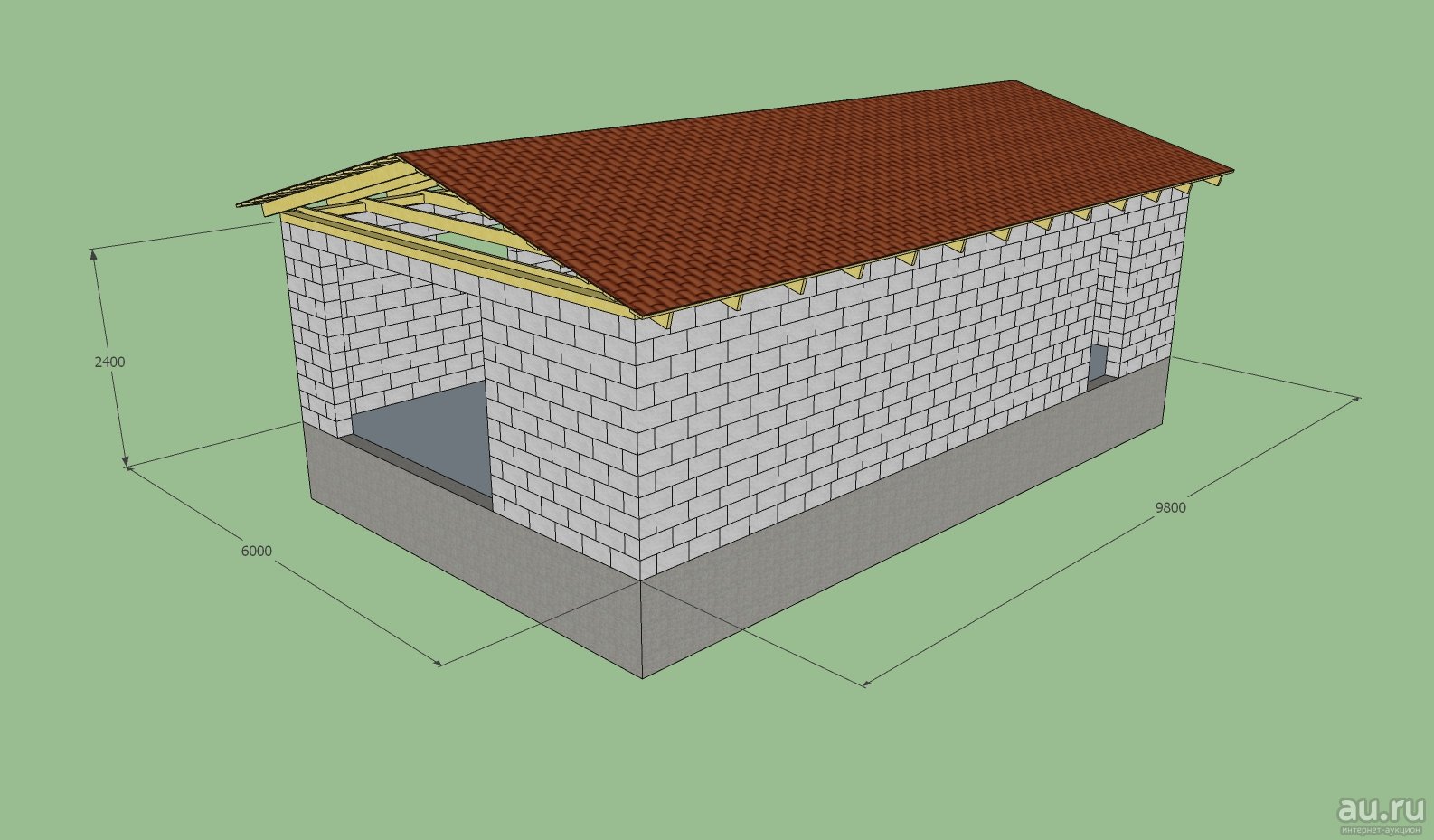
Нет абсолютно никакого смысла делать мощное основание — просто зальем простенький ленточный фундамент (см.также статью Фундаментные пеноблоки 300 на 600 на 600).
Для этого:
- Копаем траншеи шириной в 30 см и глубиной в 30-40 см.
- По технологии, засыпаем на дно песок и плотно трамбуем.
- Устанавливаем арматуру, это может быть металл сечением в 8 мм.
- Устанавливаем опалубку, сантиметров на 15-20 выше уровня грунта, сарай из пеноблоков своими руками должен немного возвышаться над почвой, та как пенобетон легко впитывает влагу.
Бетон месим так же в стандартных пропорциях, одна порция цемента на четыре порции песка и гравия. Всего у нас получится на уровне 1,8 кубов бетона, а это можно и самостоятельно залить. То есть не идет речи о миксере.
Готовый фундамент
Небольшой объем позволит нам все залить за один раз, следовательно, это только добавит прочности всему основанию.
Через несколько дней снимем опалубку и проведем гидроизоляцию. Это обязательное условие, пеноблоки не должны постоянно набирать влагу от фундамента. Для гидроизоляции мы используем простую мастику, которой прогрунтуем основание в несколько слоев и покроем верх рубероидом.
Кладка
Принцип кладки
Принцип кладки пеноблочного строения мало чем отличаются от кирпичного, тем не менее, свои отличия, конечно, есть:
- Размер шва. Это первое, что сразу бросается в глаза. Достигается столь незначительной толщины шва тем, что у нас клей, а он позволяет делать кладку с расшивкой в 3 мм.
- Ряды, мы, как и в кладке дома, обязательно связываем металлическими закладными. Сарай в любом случае должен обладать прочными стенами.
- Ведем работу с уровнем и по направляющим, стараясь не отклоняться.
Простота кладки и удобные параметры материала позволяет даже одному человеку построить сарай в течение одного дня, по крайней мере, стены точно можно возвести.
Вопрос, как построить сарай из шлакоблока можно практически закрывать: однако, у нас есть еще минимум несколько дел.
Во-первых, сооружение перемычки над дверным проемом. Это можно сделать несколькими способами, но если у нас еще есть бетон, можно просто залить ее с арматурой. Не осталось бетона, можно положить перемычку в виде двух стальных уголков или купить отлитый бетонный столбик.
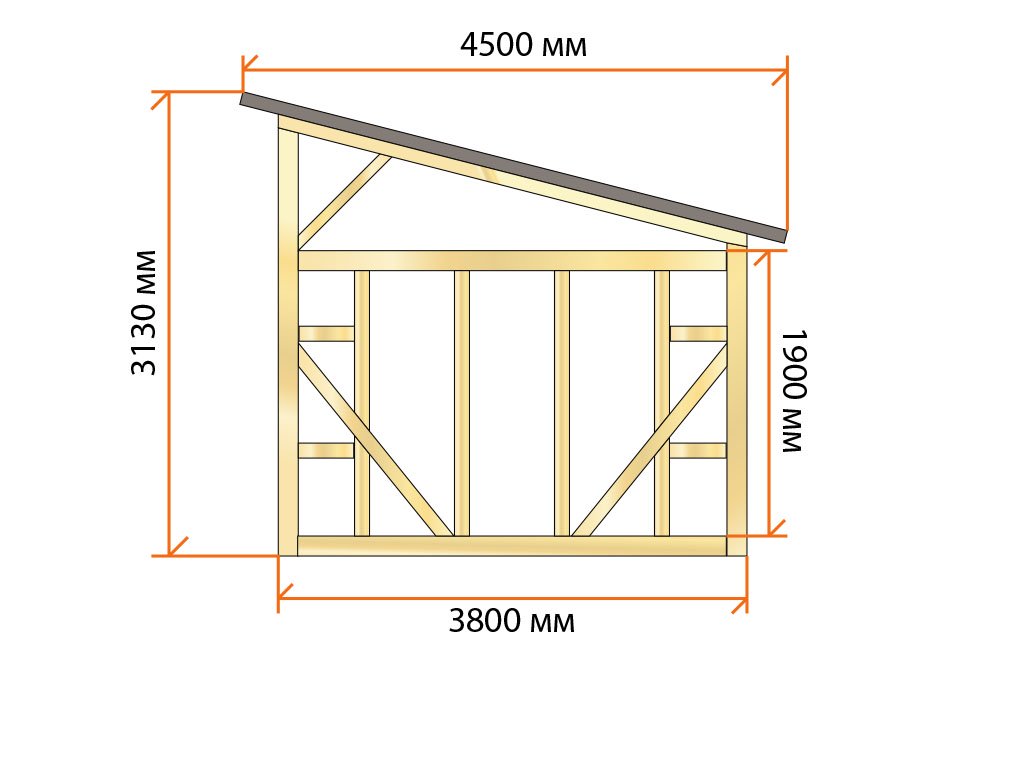
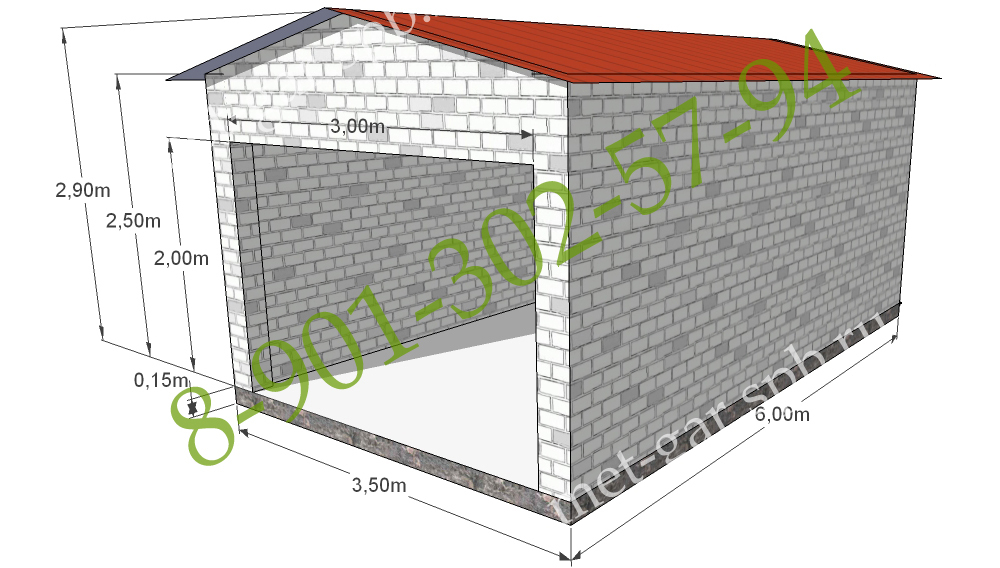
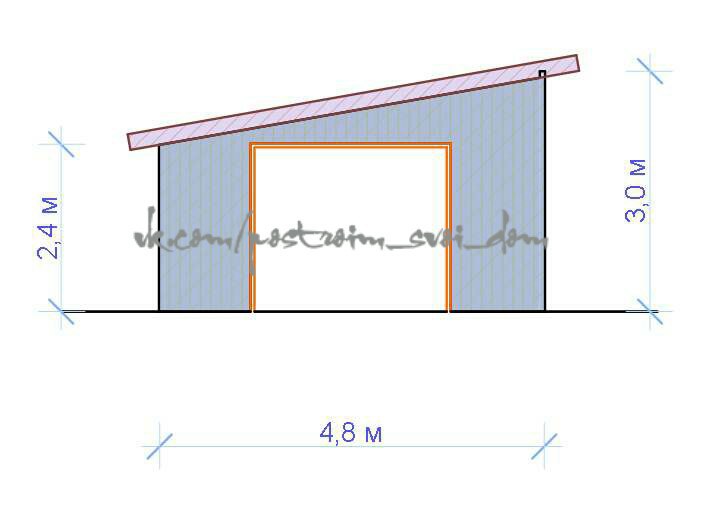
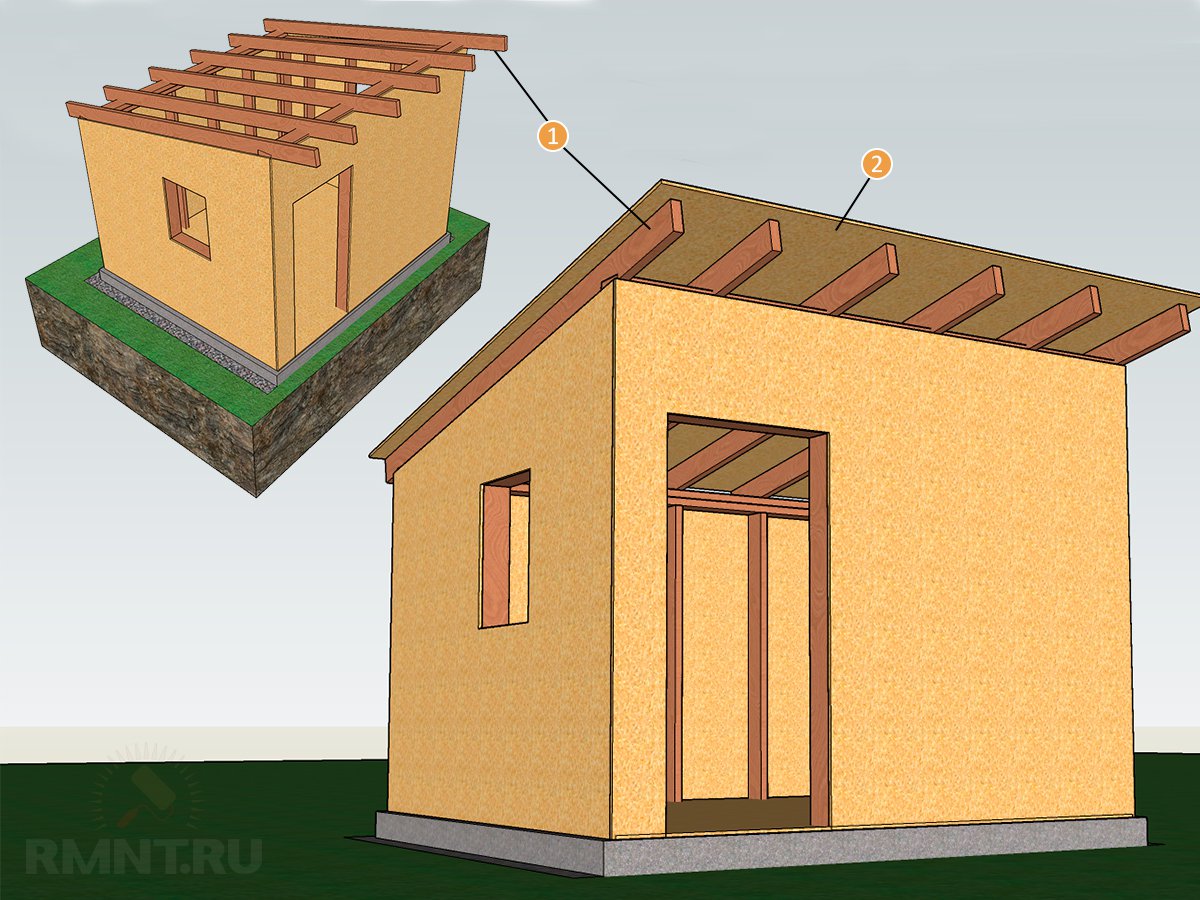
Пример односкатной кровли
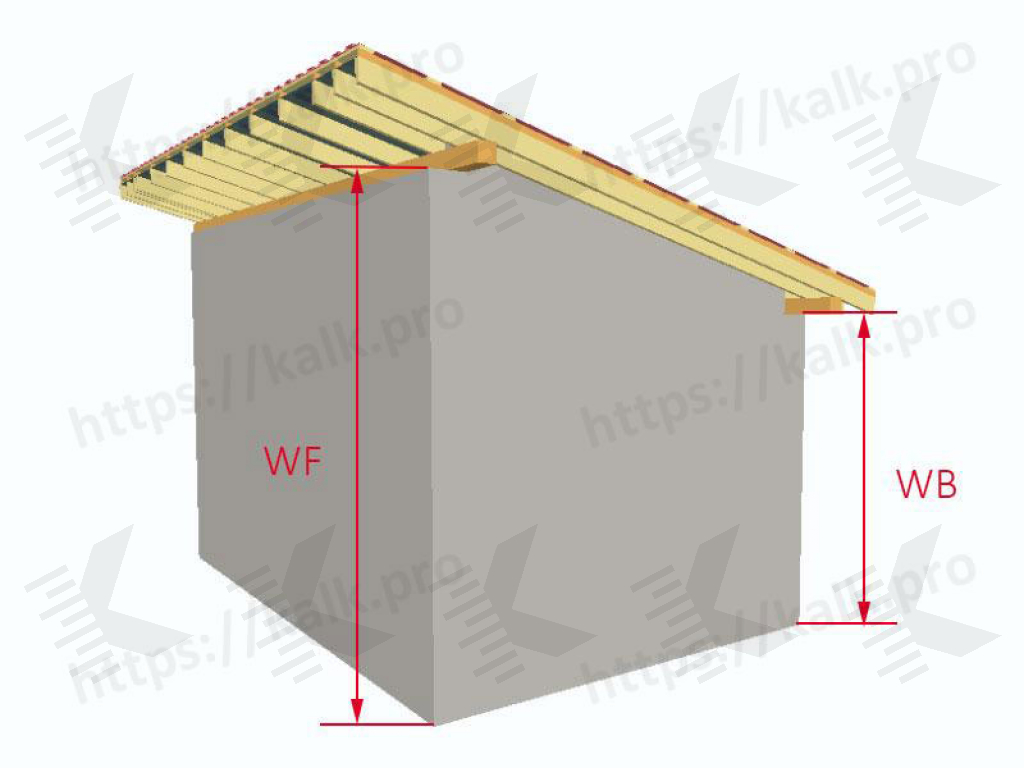
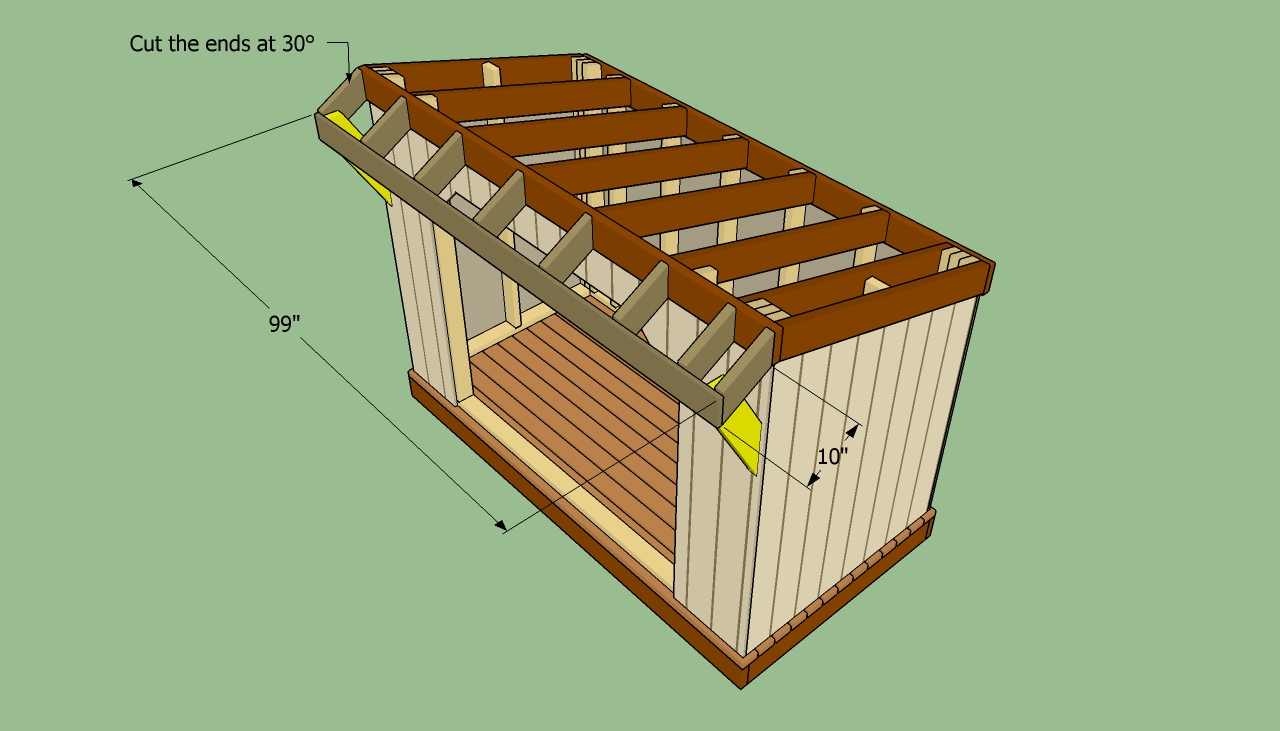
Осталась кровля. Но здесь все мы сделаем очень просто:
- Верхний ряд кладки гидроизолируем и устанавливаем на него брусок, можно сечением 100 мм.
- Вторую параллельную стенку делаем на один ряд выше и тоже укладываем бросок.
- Теперь производим обрешетку, перпендикулярно устанавливая брус сечением в 50 мм, с шагом в метр.
- Накрываем все простой фанерой.
- Накрываем фанеру рубероидом.
- Устанавливаем листы шифера, как наиболее простой недорогой вариант, как раз и цена получится минимальной.
Мини-станок для производства тротуарной плитки (брусчатки) методом вибропрессования
Производство тротуарной плитки с точки зрения рентабельности этого бизнеса всегда привлекало предпринимателей. Все дело в том, что затраты на расходный материал и оборудование при правильном подходе быстро окупаются.
Себестоимость расходников составляет около 50-ти процентов от итоговой прибыли. Таким образом, этот бизнес можно считать экономически выгодным. В следующем информационном блоке мы рассмотрим модели станков для производства тротуарной плитки и брусчатки.

Мини-станок для производства тротуарной плитки (брусчатки) методом вибропрессования РПБ-1500
Явным преимуществом этой модели считается то, что по сравнению с затратами на расходный материал, стоимость станка сравнительно невелика. В комплектацию станка входит несколько видов матриц.
К ним относятся:
- «Кирпичик»;
- «Брук»;
- «Волн»;
- «Двойное Т».
Для начала производства необходимо использовать хотя бы один из видов матрицы. Например, за 8 часов станок выпустит до 1500 плиток на матрице «Кирпичик». То есть получается, что за 20 секунд производится 2 плитки. При этом размер кирпичика составит 200х100х60 мм. Размер заготовки «Волна» равен 233х127х60 мм.







Вибропресс ВИПР1-2м для тротуарной плитки и блоков
Для работы на станке необходимо участи 2-х человек. В качестве расходного материала производства используется песок, цемент, краситель (для цветных блоков). Особенности оборудования представлены ниже.
- Станок работает от электропривода, мощность которого 300Вт.
- Число оборотов составляет 3000 в минуту.
- Размеры станка 95х60х115 мм. Масса 50 кг.
- Цена станка в начальной комплектации и с использованием одного вида матрицы 33600 руб.
Так же на нашем сайте вы сможете узнать цену станка для производства профиля для гипсокартона.
Станок производит плитку для тротуаров и стеновые блоки вибропрессовальным способом. Данный метод считается самым востребованным в России. С таким аппаратом, как мини-станок для производства тротуарной плитки (брусчатки) методом вибропрессования, можно полностью автоматизировать процесс производства до высокого уровня.
Работа на таком аппарате не требует больших затрат и не отнимает много времени. Чтобы переключиться от производства одного вида продукции на другой, достаточно просто поменять матричный блок. Многочисленные исследования работы станка показали, что по качеству производимой продукции он превосходит итальянского производителя. Это связано с использованием зарубежных качественных контроллеров и современной гидравлической системы.
Технические характеристики.
- Поле прессования имеет размеры 500х500 мм.
- Габариты станка: 5х1,4х3 м.
- Потребляемая мощность составляет 8 кВт.
- Вес станка 1450 кг.
- Прессовальный цикл составляет 40 секунд.
Цена станка — 690 000 рублей.
Дополнительно в нашем каталоге находится информация о том, как купить бу станок для изготовления профнастила. Имея в арсенале инструмента такое оборудование можно быть уверенным за гарантированное получение прибыли со своего бизнеса. Российские производители доказали на примере представленных моделей станков, что способны производить качественное профессиональное оборудование, во многом превосходящее импортное.
Выбираем, какой применять станок по изготовлению шлакоблоков
Определяясь с устройством, стоит рассмотреть следующие варианты конструкции:
- упрощенное приспособление, обеспечивающее возможность изготавливать блочные изделия в бытовых условиях;
- усовершенствованный агрегат, в конструкции которого предусмотрен механизм трамбования и извлечения готовой продукции.
Выбор оптимального варианта осуществляется в зависимости от потребности и наличия денежных средств.
Упрощенный шлакоблочный станок своими руками – чертежи и рекомендации
При небольшой потребности в материале нет необходимости изготавливать сложный агрегат, укомплектованный вибромотором и специальными механизмами. Упрощенный метод позволяет изготавливать продукцию в специальных формовочных ящиках.
Технология предусматривает выполнение следующих работ:
- Сборку литформ и промасливание поверхности внутри ящика.
- Заливку в разборные емкости шлакоблочного раствора.
- Выдержку на протяжении 5–6 часов до схватывания состава.
- Разборку ящика и аккуратное извлечение.
- Сушку изготовленной продукции под навесом или в помещении.
Чтобы соорудить такого рода станок, следует иметь навыки работы со сварочным аппаратом и слесарским инструментом
Применение деревянных или металлических вкладышей, а также стеклотары позволяет изготавливать пустотелые блоки. Упрощенный станок для шлакоблоков своими руками изготовить несложно – это металлическая или деревянная емкость, размер и форма которой соответствуют параметрам продукции.
Технология изготовления шлакоблоков
- Процесс производства шлакоблока начинается с изготовления бетонной смеси. Чтобы приготовить раствор, понадобиться вода, шлак и цемент. Размешивание осуществляется при помощи смесителя либо бетономешалки.
Можно выполнить операцию и вручную, но она очень трудоемка и не каждому придется по силам. Единственным внешним условием является плюсовая температура окружающей среды (так как в компонент смеси входит вода).
После приготовления раствора его необходимо засыпать в формы. Они могут быть как без пустотообразователей, так и с их наличием. Обычные размеры форм – 390х190х188.
За этим следует фаза уплотнения смеси. Эта операция производится при помощи пресса и вибрации. Вибропрессование обычно длиться не более полминуты, в крайнем случае (при использовании наиболее простых конструкций вибропрессов) – до полутора минут. Когда форма уже достаточно уплотнена, ее извлекают и оставляют на специальном поддоне или, в крайнем случае, на полу.
Затвердения шлакоблока. Для того чтобы получить уже готовый к использованию продукт, не требуется каких-то специальных условий. Естественная температура окружающей среды (желательно – не ниже 20 градусов) позволит шлакоблоку приобрести свойства и характеристики, при которых материал применяется в строительстве.
Застывание шлакоблоков обычно ограничивается 100 часами, но, по сути, оно зависит от самой консистенции материала и может варьироваться. Добавление веществ, вроде фулерона или релаксола, значительно сократит время затвердевания. Для того чтобы шлакоблок не пересох, необходима максимальная влажность воздуха.
Складирование готового материала. После окончания технологического процесса шлакоблоки отправляются на склад, где окончательно набирают прочность.
Как делают шлакоблоки на специальном станке для их производства, расскажет видео:
Как изготовить стол

Стол представляет собой ножки, приваренные к стальной раме. Рама должна быть прямоугольной. Обычно параметры рамы составляют пятьдесят сантиметров в ширину и семьдесят сантиметров в длину. Более обширные варианты предполагают семьдесят сантиметров в ширину и сто сантиметров в длину. То, насколько большой должна быть рама стола напрямую зависит от размера столешницы, размер которой, в свою очередь должен зависеть от размера брусчатки, которая будет изготавливаться на станке. Стоит учесть, что механизм может создавать плитку толщиной от двух до десяти сантиметров. Высота стола, а, следовательно, и длина ножек, может составлять от восьмидесяти до ста десяти метров.
Первым делом, для изготовления стола нужно изготовить ножки. Для этого потребуется труба диаметром восемьдесят – сто миллиметров. Потребуются четыре заготовки. Отрезаются они простой болгаркой. Все срезы ножек торцуются.
В том случае, если вы собираетесь делать переносной агрегат, на края ножек нужно приварить маленькие пласты стали, по диаметру стоек. Толщина пластин стали должна составлять три – четыре сантиметра. Эти пластины способствуют равномерному распределению веса конструкции.
Для создания рамы потребуется уголковая сталь сто на сто миллиметров. Заготовки из стали нужно нарезать нужными размерами. Вырезанные пласты стали горизонтально укладываются и соединяются при помощи сварки. Чтобы покрыть конструкцию антикоррозийной сваркой, все швы, образованные в результате сваривания, прочищаются и шлифуются при помощи обычной болгарки. После завершений обработки, на раме не должно быть никаких отклонений от общей плоскости, так что пласты нужно устанавливать аккуратно и ровно.

Рама и ножки – это, по сути, единственные элементы стола. Когда они изготовлены, настает время собирать стол. Раму нужно положить вверх ногами и в таком положении приварить к ней ножки. Опоры должны располагаться строго вертикально. Как уже говорилось ранее, все детали станка подвергаются большой нагрузке во время работы, поэтому ножки стоит дополнительно укрепить, чтобы конструкция не сломалась. Для этого используются специальные вставки – косынки. Они изготавливаются из листовой стали, толщина которой должна составлять три – четыре миллиметра. Вставки косынки вырезаются прямоугольными треугольниками. Приваривают их между ножками и столом. Это придает конструкции дополнительную жесткость, а, соответственно, увеличивает ее надежность.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу.
В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.
Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.
Обратите внимание
Самодельный вибропресс с матрицей на одну плитку – устройство неудобное и нерентабельное. Даже если вы создаете станок исключительно для личного пользования (не говоря о коммерческом использовании), добавление 2-3 ячеек не сильно усложнит проект, а скорость производства увеличится многократно.
Этапы изготовления шлакоблоков в домашних условиях
Процесс производства шлакоблоков называется вибропрессованием. Это уплотнение в пресс-форме полусухого шлакобетонного раствора под действием вибрации.





Ингредиенты для раствора:
- шлак – 14 частей;
- гравий (размер до 15 мм) – 4 части;
- песок просеянный крупный – 4 части;
- цемент с маркировкой М400-М500 – 3 части;
- вода – от 3 до 6 частей;
- пластификатор для укрепления и ускорения просушки (добавлять в раствор согласно инструкции производителя).
Заменить пластификатор могут опилки, щебеночный отсев, кирпичные обломки, керамзит.
Другие рецепты шлакобетонных смесей:
- Шлак с цементом смешиваются 8:1,5. Вода для разведения составляет не более половины массы цемента.
- Цемент, угольная зола и щебень смешиваются 1:4:4. Вода добавляется до пластичного состояния раствора.
Приготовление блоков:
- Приготовить смесь.
- Установить оборудование на ровную площадку, подключить электропитание.
- Форму обработать смазочным материалом.
- Подготовленный раствор уложить в форму, накрыть крышкой.
- Включить двигатель.
- По мере усадки раствора в процессе вибрации его необходимо добавить. Количество раствора должно быть одинаковым, иначе шлакоблоки будут разного размера.
- Выключить двигатель, когда крышка коснется упоров, формирующих высоту блока.
- Готовое изделие аккуратно достать из формы и отправить на просушку.
Сушатся готовые шлакоблоки в сухом, хорошо вентилируемом помещении. В холодную погоду помещение должно отапливаться. Если для просушки используют открытую площадку, то блоки нужно укрыть от попадания прямых солнечных лучей и влаги. Для этого площадку оборудуют сухим настилом и навесом. В случае осадков сохнущие блоки нужно прикрыть пленкой.
Использовать готовые шлакоблоки можно лишь через 3-4 недели просушки. Если этого не сделать, то блоки могут деформироваться под тяжестью верхних рядов стены.
Сделать станок для шлакоблоков своими руками нетрудно. Основную часть материалов составляют строительные отходы, а инструменты можно найти дома или купить. Изготовленные собственноручно шлакоблоки имеют качественный и экологичный состав.
При работе с устройством нужно соблюдать правила безопасности, поскольку оно оснащено электрическим мотором.
Большой объем производства
Профессиональный вибростанок для производства шлакоблоков необходим для постоянного изготовления больших партий продукции. Это стационарные модели с полной автоматизацией процесса. По коверной линии в специальные бункеры поступает исходное сырье. После его приготовления посредством системы дозирования заполняется матрица с формами.
Технологическая схема подобного производства разрабатывается индивидуально. Учитываются все параметры – оптимальный объем выпускаемой продукции, площадь цеха, состав исходного сырья и т. д. В итоге получается шлакоблок высокого качества, который можно применять для многоэтажного строительства.
Как выбрать оптимальное оборудование для производства шлакоблока? Необходимо ориентироваться на объем и скорость изготовления выпускаемой продукции. Таким образом можно организовать постоянный выпуск изделий.
Как готовится раствор на станок для изготовления шлакоблоков
Важно правильно приготовить раствор, чтобы изготовленный в домашних условиях шлакоблок, обладал требуемыми свойствами. Необходимые материалы:
- угольная зола или металлургический шлак;
- просеянный песок;
- мелкофракционная щебенка или отсев;
- цемент М400 или М500.
Само название говорит за себя из чего делается данный блок, а изготавливается он из угольного шлака, который остается после топки котлов в угольной котельной
Используйте следующие рецептуры:
- смешайте золу с цементом в соотношении 7:2, добавьте воду до пластичной консистенции;
- перемешайте золу и отсев в равных соотношениях, добавьте 10–12% цемента от суммарного объема, разбавьте водой.
Выполняя смешивание, руководствуйтесь проверенными на практике рецептурами.
Устройство подвижного соединения стола со столешницей
Для обеспечения вибрирования столешницы её соединение со столом не должно быть жёстким, но амплитуда колебаний должна быть ограничена. Одним из возможных конструктивных решений в данном случае является установка столешницы на прикреплённые к столу пружины.
Этот этап работы начинают с подбора шести стальных пружин приемлемой жёсткости длиной 10-12 см и диаметром 5-6 см. Затем из трубы подходящего диаметра (внутрь свободно, но без значительного зазора должна вставляться пружина) своими руками нарезают 12 кусков — «стаканов» длиной 1/3 от длины пружин.
Шесть стаканов привариваются по четырём углам и двум серединам больших сторон стола сверху, а остальные шесть — в соответствующие места столешницы снизу. Для предварительной точной разметки столешница укладывается на стол в рабочее положение, между ними по проектным местам вставляются шесть стаканов, вокруг которых мелком очерчиваются места установки.
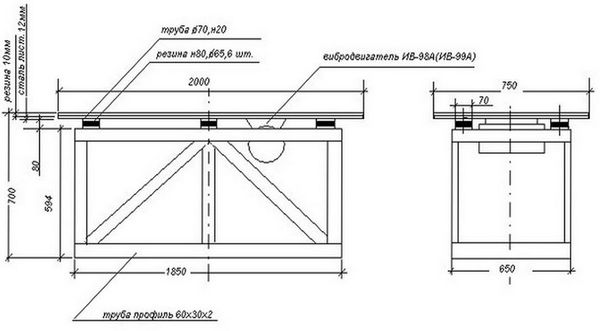
Чертеж простого вибростола для плитки