
Необходимые компоненты
Литьевое производство требует акриловой смолы, неорганического наполнителя и красящих пигментов. Размеры неорганической части (гранита или мрамора) можно выбирать произвольно, поскольку они не влияют на процесс производства, как в экструзионном методе. Дополнительным компонентом смеси является мелкая неорганическая пыль, выполняющая роль подсыпки и облегчающая удаление акриловой плиты из формы для литья.
Подготовка сырья
В наиболее простой технологии производства литого акрила применяется заранее приготовленная и расплавленная смесь полиметилметакрилата с наполнителями и добавками. При более сложной и тонкой работе слои наносятся по отдельности, а подготовка сырья заключается в выборе оптимальных размеров частиц и их очистке от пыли и влаги.
Какое оборудование используется
Осуществлять заливку органического камня можно в специальные формовочные ванны или самодельные формы из ДСП и подобных материалов. Для нагрева акриловой смеси применяются специальные печи, которые доводят смесь до кондиции без перегрева и разложения.
Технология производства искусственного камня
Искусственный облицовочный камень — это материал, основой которого является бетон. Он получен искусственным методом, но на вид выглядит абсолютно также как естественный природный компонент или природная горная порода. Существуют искусственные каменные материалы трех видов. Каждая разновидность каменного материала изготовленного искусственным методом имеет различную технологию производства: искусственные материалы, произведенные на основе бетонного элемента, керамогранит и агломераты (конгломераты).
Оборудование для производства искусственного камня
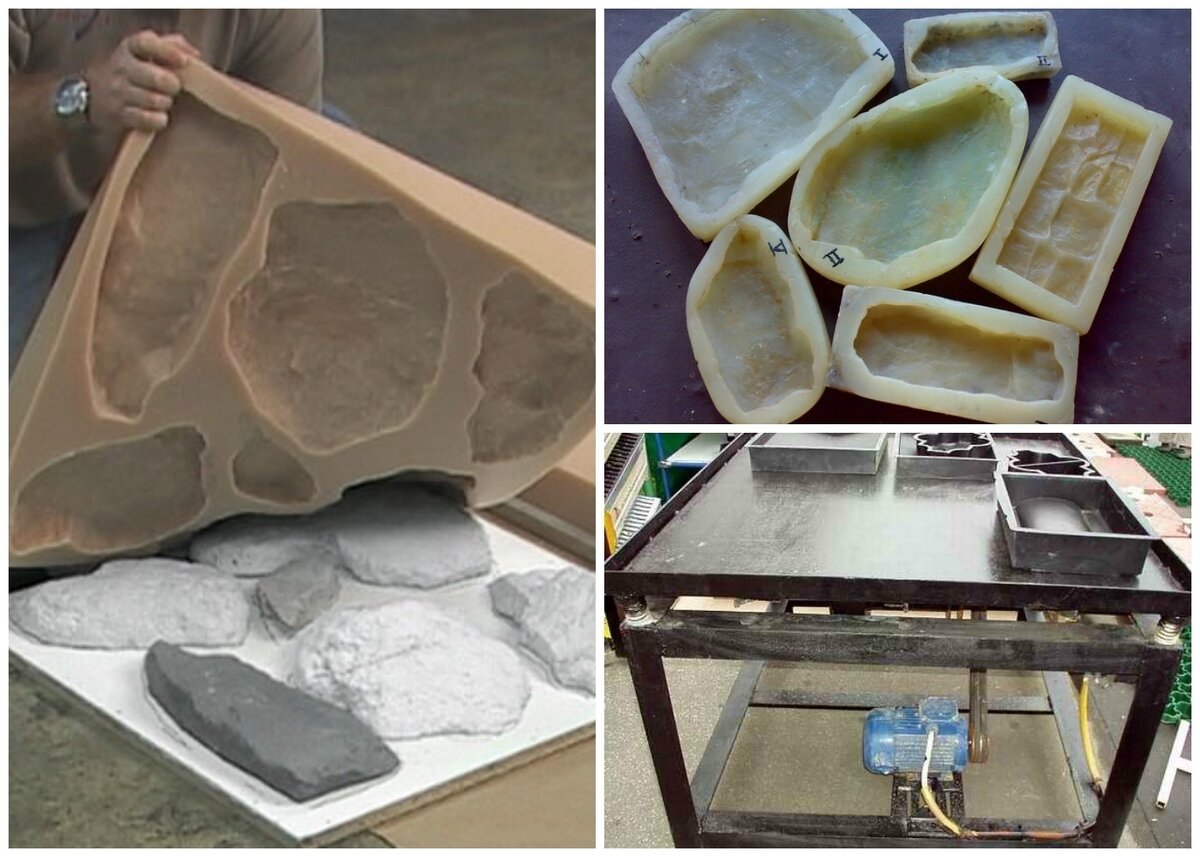
Технология производства искусственного камня, основанная на бетонных составляющих, выполняется на несложном оборудовании, что абсолютно, финансово приемлемо производителям начального уровня. Чтобы изготовить искусственные каменные средства для строительно-отделочных нужд, понадобятся гравитационные и принудительные бетоносмешиватели, а также столешница вибрирующего действия.
Технология изготовления искусственного камня на основе бетонных элементов, на данном оборудовании классифицируется как вибролитье. Помимо оборудования, на котором будут изготавливаться искусственные камни на основе бетонного и песчаного раствора, нужны будут полиуретановые формовки специального образца.
Конструкционные особенности оборудования:
1. Все приспособления размещены на столе, который оснащен опорными приспособлениями подпружиненного типа и, вибрационными двигателями, для образования необходимых вибрационных движений в соответствии с технологией производства искусственного камня.
2. Имеется определенное столешничное приспособление с колпачной конструкцией, выполненной в виде прямоугольного элемента, создающего вакуумную камеру. Столешница выполнена в виде плиты, в которой имеются пазы. В них фиксируются формовки с изготавливаемой продукцией. За счет периметровых ребер обеспечивается герметизация с колпачно-прямоугольной конструкцией.
3. Вдоль периметровой площади колпака проходят пазы с уплотняющей прокладкой. Также, имеется пара визуально-контролирующих окон и патрубковое приспособление, оснащенное штуцерным механизмом. Через штуцерное патрубковое приспособление подсоединяется вакуумный канал, с выравнивающим давление краном. Колпачное приспособление фиксируется на рабочей поверхности с помощью зажимов.
Технология производства искусственного камня
Такая технология производства искусственного камня, как вибропрессовка, обладает следующий принципом: бетонный раствор, имеющий низкое соотношение воды и цемента, внутри формовки вибрирует от действия напора. Получившиеся элементы обладают высокими показателями плотности и прочности.
Вибролитье, является более распространенным в образовании искусственных материалов для облицовки. Смесь из керамзита и цемента помещают в формовочные приспособления, имитирующие фактурную структуру естественного каменного элемента. В зависимости от типа повторяемого каменного вещества берутся гипсовые, полиуретановые, пластиковые формовки. Всегда выбирается до пятнадцати видов форм. Чем разнообразнее будут получившиеся изделия, тем более естественно сможет выглядеть выполненная кладочная конструкция.
Технология производства искусственного камня, которая называется виброуплотнением смеси, используется для того, чтобы составляющие распределились компактно и были вытеснены воздушные пузырьки из структуры материала.
Внешние каменные слои значительно превосходят по плотности и показателям прочности, чем внутренние слои, из-за опускания в нижнюю часть изделия мелкого наполнителя. Технология производства искусственного камня предусматривает затвердение продукции в течение двадцати четырех часов с момента заливания в формовочные приспособления. После чего материал извлекается из формовок, и транспортируются в зону готовых материалов.
Цена искусственного камня значительно ниже, чем натурального. Он обладает хорошими эксплуатационными свойствами. По этим причинам он достаточно распространен, и спрос на него непрерывно увеличивается.
Что такое искусственный камень
Искусственным камнем принято называть обширную группу материалов, имитирующих разные виды природного камня. Эти материалы существенно отличаются качественными характеристиками. В целом их можно охарактеризовать как прочные, гигиеничные, лёгкие в уходе, влаго- и пожароустойчивые, долговечные. Из минусов отметим только неустойчивость к механическим повреждениям. Этот материал используют для отделки, а также изготавливают из него столешницы, раковины, ванны, кухонные гарнитуры.
Искусственное производство позволяет создавать разные фактуры и оттенки. Именно за это качество такой материал любят дизайнеры. Ассортимент современного рынка даёт возможность любому человеку подобрать отделку на свой вкус. Строители ценят его за лёгкий вес — иногда в 10 раз легче природного аналога — и простоту монтажа. Ненатуральный камень легко резать под любым углом и монтировать, так как его тыльная сторона очень гладкая. Потребитель любит искусственный камень за относительно невысокую стоимость при множестве вариантов.

Искусственный камень пользуется стабильной популярностью на рынке строительных материалов
Виды
Наиболее популярны следующие виды декоративного камня:
- формовой из гипса;
- керамический;
- керамогранит;
- бетонный формовой;
- бетонный армированный;
- полиэфирный с минеральным наполнителем;
- жидкий/гибкий;
- литой акриловый;
- агломерат.
Свойства
Искусственный камень ценится за сочетание качественных характеристик с относительно невысокой ценой. Произведённый искусственно материал во многом будет качественнее природного аналога, но стоить при этом будет в разы дешевле. Но низкая цена — далеко не первое и не главное его преимущество. Среди плюсов можно отметить;
- долгий срок эксплуатации — до 50 лет;
- устойчивость к влаге — незаменимо для ванн, раковин, кухонь;
- устойчивость к огню — повышает безопасность отделки;
- устойчивость к ультрафиолету — не выгорает на солнце;
- устойчивость к химикатам — упрощает уход за изделием;
- прочность;
- лёгкость монтажа из-за лёгкого веса и гладкой тыльной стороны;
- можно резать под любым углом и по любой форме;
- многообразие цветов и фактур.
Из минусов этого материала можно отметить слабую устойчивость к механическим повреждениям — сколам, порезам, трещинам. На столешницах из искусственного камня никогда не следует резать без разделочной доски. В то же время, этот недостаток есть и у натурального. Недостаток компенсируется тем, что реставрировать изделия из искусственного камня легко и недорого.
Маленькие хитрости и полезные советы
Гибкий камень – относительно новый материал, работа с которым требует определенного опыта. Однако уже работающие с ним какое-то время мастера не только освоили технологию, но и внедрили в нее маленькие хитрости, помогающие достичь более качественного результата.
В процессе облицовки поверхностей со сложным рельефом и множеством углов рекомендуется прогревать плитку строительным феном. Под действием тепла полимерная клеевая основа разогревается и становится мягче. За счет увеличения пластичности можно точно повторить очертания отделываемой поверхности нестандартной формы.
Подбор персонала
Для обеспечения непрерывного рабочего процесса, включающего разработку рецептуры, непосредственно производство изделий, упаковку камня, а также менеджмент потребуется нанять сотрудников.
Ключевая роль на предприятии отводится технологу, в функции которого входит разработка технических условий, изготовление форм для камня потенциально интересного клиентам дизайна (или под заказ), выбор оборудования и материалов, а также контроль качества сырья и готовой продукции.
Изготовлением искусственного камня будут заниматься рабочие. Для организации непрерывного производственного цикла потребуется две или три бригады по четыре сотрудника в каждой.









Также потребуются сотрудники, которые будут заниматься упаковкой и обеспечением работы складов, сторож и уборщица.
Отдельного внимания заслуживают менеджер, на которого ляжет поиск рынков сбыта, и человек, ответственный за продвижение товара в интернет.
Функции начальника производства на первом этапе предприниматель может взять на себя. В этом случае ему необходимо будет контролировать работу сотрудников и заниматься закупкой сырья. А вот на услугах бухгалтера экономить не стоит. Тем более что можно обратиться к внештатному специалисту, привлекая его лишь для составления отчетности.
Смесь для изготовления тротуарной плитки
Бетономешалка принудительного действия окажется незаменимым устройством для изготовления декоративного бетона. Суть приготовления смеси для производства тротуарной плитки ненамного отличается от способа приготовления обычного бетона.
Перемешивание ингредиентов смеси осуществляется в следующем порядке:
- В бетономешалку засыпают песок, и окрашивающий пигмент;
- Затем к вышеперечисленным составляющим добавляют щебень, после чего происходит замешивание в течение 15-20 секунд;
- Эти компоненты дополняют цементом, замешивают смесь в течение 20 секунд;
- Добавляют в смесь воду и специальные добавки и осуществляют замес раствора продолжительностью в 1-1,5 минуты.
С целью увеличения срока службы тротуарной плитки включают в бетонную смесь добавки на основе полипропилена, полиамида или же щелочестойкие волокна.
Щелочестойкие волокна способствуют образованию трехмерной решетки, которая позволяет в несколько раз повысить выносливость, надежность и прочность готового изделия.
Пресс для изготовления тротуарной плитки Рифей-Удар

вибропресс Рифей-Удар
Вибропресс Рифей-Удар – мощный агрегат, позволяющий производить такие строительные изделия как тротуарная плитка, декоративные камни, кирпич и т.д. Изготовление изделий на данном устройстве осуществляется путем вибропрессования раствора.
Основные показатели производительности:
- шлакоблок – 330 штук за единицу времени;
- полублок – 500 штук за единицу времени;
- тротуарная плитка – 25 кв.м за единицу времени.
Единица времени равна 1 часу.
Вибропрессовочное оборудование Рифей-Удар работает мощностью в 21 кВт, имеет вес в 4,6 тонны и требует занятости 3-4 людей.
Покупатель, сделав выбор в пользу станка для изготовления тротуарной плитки Рифей-Удар, получает высококачественное, автоматизированное оборудование, позволяющее изготавливать различные строительные материалы. Причем в качестве основного ингредиента для замеса раствора могут выбраны песок, шлак, опилки и пр.
Основные достоинства вибропресса:
- быстрая окупаемость;
- экономичность (из-за возможности использовать отходы изделий);
- высокая производительность;
- быстрота монтажа и запуска станка.
Оборудование для вибропрессования тротуарной плитки Мастек-Метеор

вибропресс Мастек-Метеор
Мастек-Метеор находит свое применение при производстве бетонных изделий, в том числе и тротуарной плитки. Здесь используется способ объемного вибропрессования. В качестве «исходников» выступают песок или щебень + цемент + вода.
Отличительной особенностью Мастек-Метеора считается уменьшенная зона формования. Но это не мешает для открытия широких возможностей при изготовлении стройматериалов. Так, всего за одну формовку Метеор способен выдать 3 шлакоблока или 5 полублоков. На этом оборудовании возможно производство 300 видов различных бетонных изделий.
Вибратор для изготовления тротуарной плитки Мастек-Метеор имеет такое устройство
Оборудование установлено на раму. Винтовые домкраты предназначены для регулирования агрегата по высоте, что позволяет выпускать изделия различных габаритных размеров. Готовый раствор загружается из бетономешалки в приемный бункер с использованием специализированного скипового подъемника. Матрица заполняется бетонным раствором путем применения специального приспособления. Благодаря высокой прочности вибростола достигается достаточно сильное уплотнение бетонной смеси. Формовка занимает в среднем около 30 секунд. Поддоны подаются и убираются с ленты вручную.
Вибропресс Форманта-Геркулес
 Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Основные достоинства вибропресса Форманта:
- позволяет выпускать большую номенклатуру изделий;
- способен изготавливать двухслойную тротуарную плитку;
- имеет мощный вибрационный блок;
- более экономичное потребление цемента.
Существует огромное количество различного оборудования для изготовления тротуарной плитки. Выбор той или иной установки обуславливается исходя из количества имеющихся денежных средств, необходимого уровня автоматизации оборудования, требуемой производительности, габаритных размеров помещения, где будут располагаться станки.








Производство искусственного камня.
Чтобы предложить клиентам широкий выбор типов и расцветок искусственных камней, понадобится приобрести под каждый вид камня свою форму, наиболее популярны следующие образцы камней:
- Дикий камень.
- Песчаник.
- Кирпич «Старая прага».
- Кирпич «Античный».
- Кирпич «Старый город».
- Доломит.
- Бут.
- Сводчатый сланец «Натуральный».
- Сводчатый сланец «Скала».
- Крепость.
- Старо — германский кирпич.
- Утёс.
- Старый кирпич.
- Плитняк.
- Каньон.
- И прочие.
Существует довольно обширное количество образцов камней, кирпичной и каменной кладки с разнообразными цветами и оттенками.
Производство камня можно расположить прямо у себя в гараже, можно для начала изготовить несколько десятков образцов камней и работать под заказ.
Производство искусственного камня бизнес идея.
Поделитесь этой идеей в соц. сетях
Технология имитации каменной поверхности на фасаде стены и для внутренней отделки помещений
Нанесение декоративного слоя на поверхности выполняется по различным методикам. Технология травертино отличается простотой исполнения. Способ марморино предполагает нанесение и затирание специальной декоративной штукатурки. Имитация камня достигается путем выбивания границ при помощи зубила.
Фактура «рваный камень» создается за счет хаотично нанесенных насечек разной толщины. Технология «мелкий камень» предполагает формирование фактуры кельмой. Поверхность с эффектом старого камня создается при помощи воска.
Оснастка и инструмент
Декорирование поверхности штукатуркой является оптимальным вариантом отделки. Для выполнения работ внутри помещения, на фасадных стенах требуется правильно подобрать инструменты и материалы. С помощью декоративной штукатурки создаются оригинальные финишные покрытия.
Для нанесения раствора и создания фактуры потребуется набор инструментов, который включает в себя:
- шпатели;
- венецианскую кельму;
- валики.
Из обилия сухих облицовочных смесей выбирается оптимальный вариант. Для работы преимущественно используются материалы на полимерной основе, которые отличаются высокой пластичностью.
Подготовка основания под декоративный камень
Наносить отделочный материал можно на поверхности из ГКЛ, ДСП, дерево, бетон, кирпич. Перед началом работ требуется подготовить стены, устранить дефекты, нанести грунтовку. Для лучшей адгезии применяют алкидные или акриловые жидкости глубокого проникновения.
Влажные помещения дополнительно обрабатываются антисептиками. Для гладких стен выбирают адгезионные составы с кварцевым песком. Если на стенах уже нанесен декоративный слой, то отделку выполняют по готовой поверхности.
Ряд оснований перед отделкой требуют армирования сеткой из специального волокна. Например, при создании мокрого фасада или покрытии изолирующего шара из полистирола наносят базовый слой.
Пять способов нанесения декоративной штукатурки под камень
Рабочий материал наносится на поверхность участками 2-3 м². Площадь обработки зависит от мастерства, скорости работы, технологии.
Структурирование поверхности производится различными технологиями:
- Нанесение кельмой предполагает распределение раствора по стене короткими мазками. Укладка материала выполняется внахлест. Торцевание кельмой позволяет создать эффект мелкой «шубы».
- Для декорирования стен используются валики. Техника выполнения формирует фактуру.
- Кистью создаются отделочные покрытия. Способ отличается простотой, экономичностью, быстротой.
- Губки отлично имитируются текстуру камня, создают естественные рисунки.
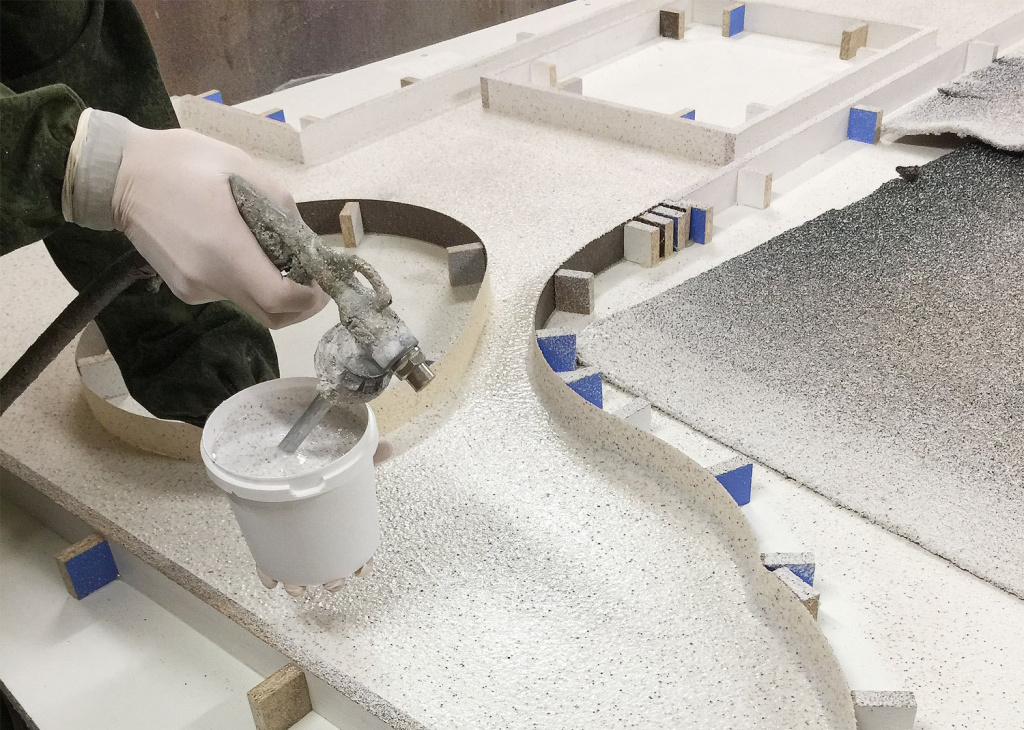
- Машинное нанесение отличается высокой адгезией с основанием, экономным расходом материала, высокой скоростью работ.
Способы и используемое оборудование позволяют воссоздать природную фактуру.
Виды декоративного искусственного камня
По начальным материалам и методам производства искусственный камень делится на последующие виды:
- Глиняний – в процессе производства проходит обжиг в определенном температурном режиме. Создание просит огромных площадей, обученного персонала и значимого расхода энергии.
- Гипсовый формовой (литой) – создание может быть в домашних критериях при малых издержек, но подходящ только для внутренней отделки, т.к. не морозостоек. Малая температура в производственном помещении +18 градусов Цельсия.
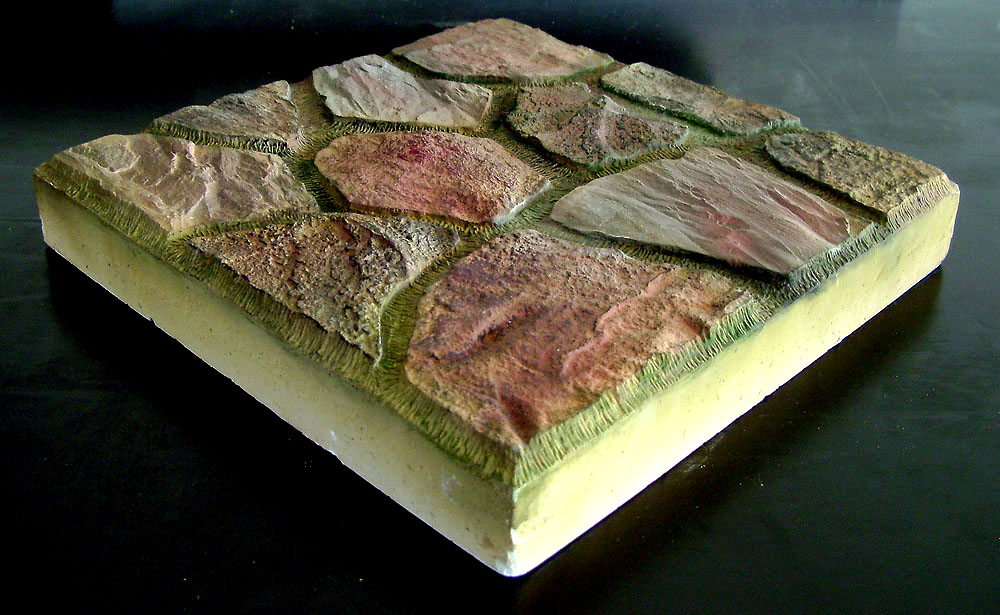
- Бетонный (цементно-песчаный) формовой, слева на рис. – по себестоимости несколько дороже гипсового, т.к. ресурс формы для бетона меньше, но тоже подходящ для производства дома либо в маленьком подсобном помещении. Морозостоек, создание может быть при +12 Цельсия и выше.
- Бетонный армированный свободной формовки (монументальный) – делается штучно, в большинстве случаев на месте использования. Способом свободной формовки делают искусственные камни, булыжники, плиты естественного вида.
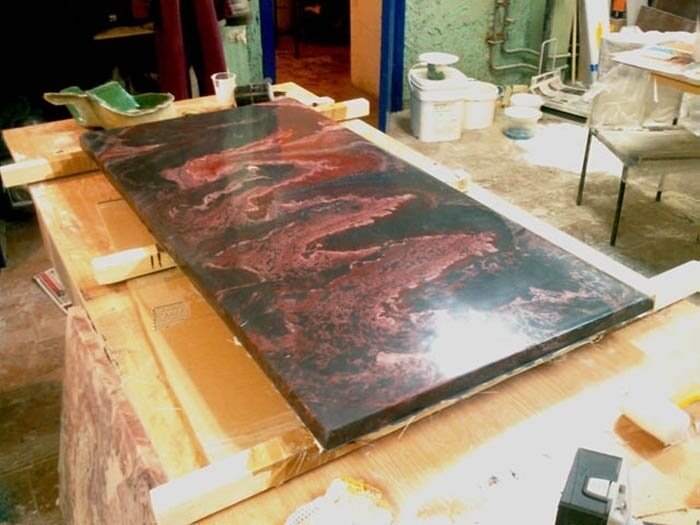
- Полиэфирный с минеральным наполнителем жаркого отверждения (в центре на рис.) – по декоративным и механическим качествам может превосходить естественные аналоги, но затвердевание компаунда проходит при завышенной температуре в вакууме, потому для домашнего либо мелкотоварного производства непригоден.
- Литой акриловый прохладного отверждения – подходящ для домашнего производства в тех же критериях, что и гипсовый. Если затвердевание проводится на вибростенде (см. дальше), по совокупы свойств приближается к камню жаркого отверждения. Термопластичен при 175-210 градусах, допускает дополнительную формовку после отливки без утраты свойства готового изделия.
- Водянистый искусственный камень приготовляется на гелевом акриловом связывающем – гелькоуте (gel coat, гелевое покрытие). По механическим свойствам несколько уступает литому, т.к. в гель можно вводить наименьшую долю минерального наполнителя, но в домашних критериях на гелькоуте можно сформировывать пространственные изделия сложной конфигурации.
Об акриловом камне
Главные плюсы акрилового камня – полное отсутствие пор и хим стойкость. В быту это обеспечивает отменную санитарию и гигиеной: влагопоглощение акрилового камня составляет около 0,02% по весу; для сопоставления у гранита – 0,33% а у мрамора – 0,55%.
Акриловый камень можно мыть хоть какими бытовыми моющими средствами.
2-ое, уже декоративное достоинство – сочетание вязкости с прочностью, свойственное более для пластиков, чем для минеральных материалов, что позволяет делать каменные обои. Плиты акрилового камня промышленного производства имеют толщину в 6, 9 и 12 мм, но это обосновано его следующей транспортировкой.
Для использования на месте акриловый камень можно делать листами в 3-4 мм шириной. Очевидно, такие листы требуют очень бережного воззвания, но при наличии подходящей формы могут быть сделаны во всю высоту стенки.
И, в конце концов, декоративный искусственный камень на акриловом связывающем обладает низкой теплопроводимостью в купе с большой теплоемкостью. Это дает при прикосновении чувство живого тепла, прямо до того, что в непрогретую пустую ванну из водянистого камня можно садиться голым, не испытывая дискомфорта.
О кварцевом искусственном камне
Посреди водянистого камня жаркого отверждения выделяется кварцевый искусственный камень (справа на рис. с эталонами камешков) – молотый жильный кварц (наполнитель) со связывающим из полиэфирной смолы ПМММ (полиметилметакрилат).
Его термопрочность ограничена 140 градусов, но по механическим свойствам и стойкости он превосходит наилучшие из природных камешков. Дадим некие данные для сопоставления; в скобках через дробь указаны значения для гранита рапакиви и мрамора:
- Ударостойкость DIN, см – 135 (63/29).
- Крепкость на извив, кг/кв.см – 515 (134/60).
- Крепкость на сжатие, кг/кв.см – 2200 (1930/2161).
- То же, после 25 циклов «термокачелей» от –50 до +50 Цельсия – 2082 (1912/2082).
Как сделать формы?
С помощью форм можно создать сразу несколько блоков. Их количество зависит от размера формы, поэтому лучше всего соорудить её своими руками.









Из силикона
Формы должны отвечать особым требованиям:
- обладать прочностью;
- хорошей абразивной устойчивостью;
- устойчивостью к агрессивным химическим веществам.
Силиконовые формы лёгкие, удобные, из них легко извлекать полученные блоки, но при воздействии химических веществ они могут повредиться.
Другой недостаток силикона — высокий риск образования пузырьков при изготовлении форм, что может привести к дефектам блоков.
Формы для создания декоративного камня называются матрицами.
Чтобы сделать форму, понадобятся:
- силикон в жидком виде с отвердителем в комплекте;
- несколько образцов камня, который должен получиться в результате (5-10 штук);
- лист ДСП или МДФ (каркас) и 4 бруска толщиной около 2 см;
- акриловый герметик.
Сначала нужно приготовить силиконовый раствор высокого качества, строго соблюдая дозировку, указанную в инструкции.
- На ровной горизонтальной поверхности необходимо соорудить опалубку из 4 отрезков МДФ или ЛДСП. Их скрепляют саморезами, а образовавшиеся щели в углах заполняют акриловым герметиком.
- Под опалубку кладётся ровный лист ЛДСП или МДФ.
- В центр опалубки помещаются образцы камней текстурной стороной вверх. Расстояние между ними должно быть не меньше 1 см. Высота опалубки должна быть выше самой высокой точки блоков хотя бы на 1 см.
- Затем заготовки необходимо покрыть разделителем — обычным машинным маслом или спиртом. Это нужно, чтобы заготовки можно было легко извлечь из формы.
- Последний шаг — заливка силиконовым раствором. Они должны быть полностью покрыты составом так, чтобы образовалась ровная поверхность
Совет
Форма застывает не менее 24 часов, желательно поддерживать температуру от +20 градусов.
Предлагаем посмотреть видео о том, как изготовить форму для камня из силикона:
Из компаунда
Компаунд на основе полиуретана используется для создания матричных форм чаще: он дороже, но и срок службы такой формы намного больше. Алгоритм при этом аналогичный, но есть особенности:
- Полученный раствор нужно сразу заливать в опалубку, а не выжидать, как с силиконом, несколько минут.
- В качестве смазки используется вазелин или специальный воск.
- После заполнения формы её нужно немного потрясти, чтобы удалить излишки воздуха, постучать по стенкам.
- Время затвердевания лучше увеличить до 48 часов.
Компаунд можно размешивать только шпателем. Применять строительный миксер или использовать дрель запрещено.
Готовая форма отделяется от камня, последний оставляют на воздухе ещё на 2–3 дня.