
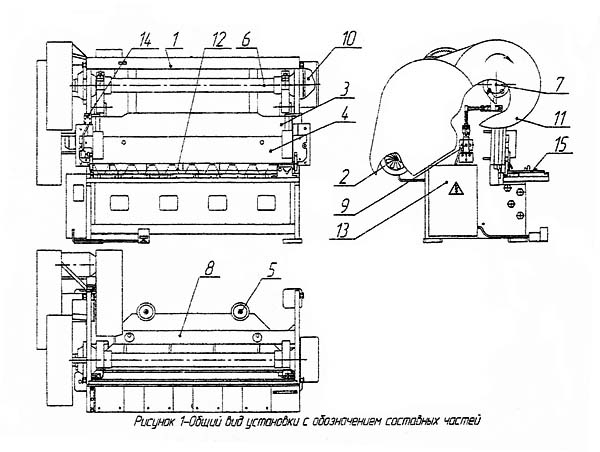
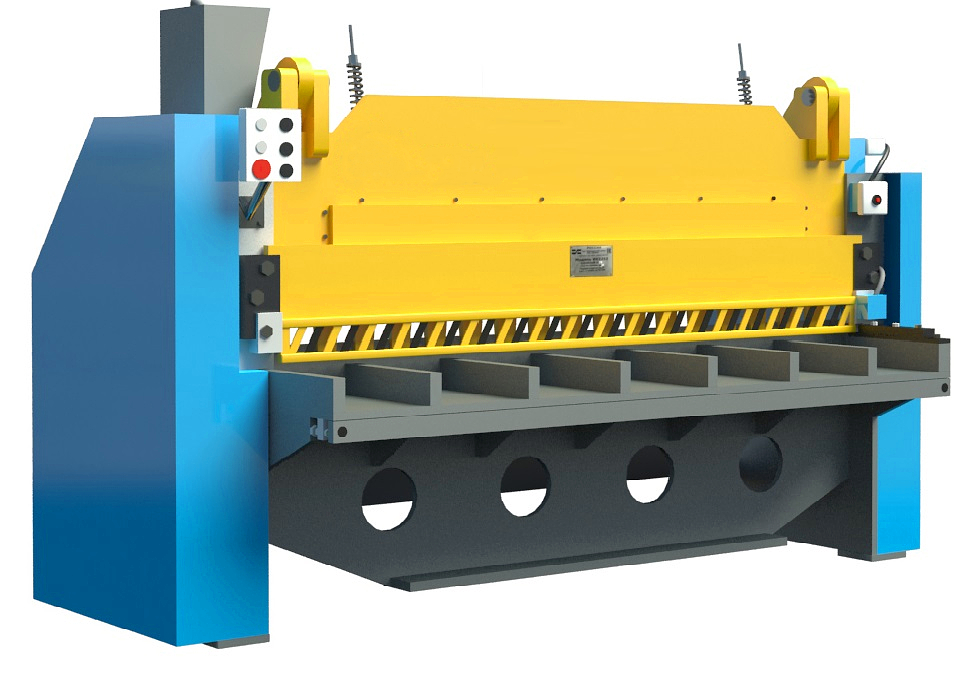
Конструкция и принцип действия
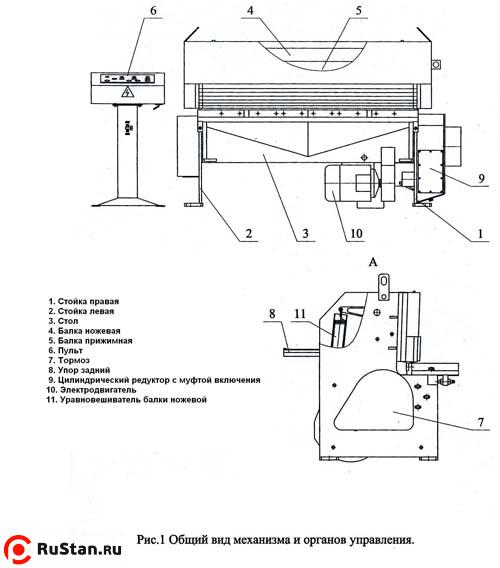
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
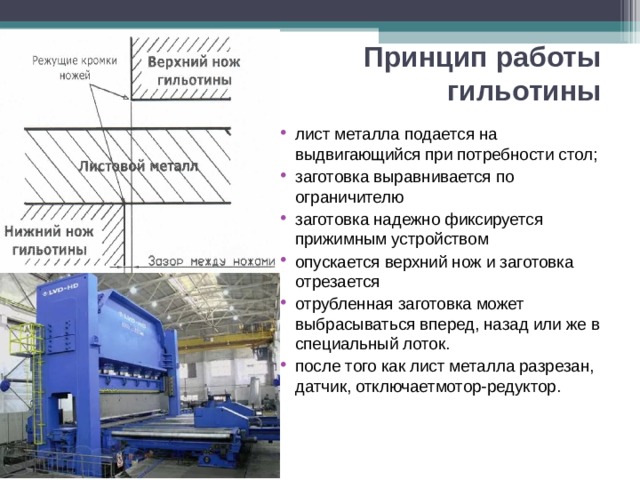
Промышленные исполнения станков для резки листового проката с механическим приводом работают в следующей последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определённую ширину реза. Ножевая балка при этом находится в крайнем верхнем положении, электродвигатель и маховик с приёмным валом вращаются, но балка неподвижна, поскольку включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым устанавливается необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая затем вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортёра перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами – педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие заключается в том, что шатуны у таких станков – не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой – до 1,5…2 мм – толщины.
3 Виды гильотинных ножниц по металлу
В зависимости от толщины, размеров и свойств разрезаемого материала, интенсивности эксплуатации станка в ряде случае достаточно использовать ножницы гильотинные ручные, а в других – требуется установка гидравлического или электромеханического оборудования. На сегодняшний день производители предлагают большой ассортимент разнообразных моделей станков с различными опциями.
Самые мощные установки оснащены электроприводом и используются на крупных предприятиях в серийном производстве. Управление таким оборудованием осуществляют с помощью системы ЧПУ или контроллера. Качество резки отличное в обоих случаях, но гильотинные ножницы с ЧПУ позволяют полностью автоматизировать рабочий процесс и более функциональны. Цена на станки по металлу, соответственно, также варьируется в очень широких пределах. Но по принципу работы на сегодняшний день выделяют 5 типов данных установок:
- Гильотинные ручные ножницы по металлу – простейшее оборудование, которое применяется в производстве наиболее широко. Станок разрезает тонкие металлические листы, оргстекло, пластмассу, плотный картон и резину. Так как для функционирования этого оборудования электроэнергия не нужна, то подведение дополнительных коммуникаций не требуется, и его можно разместить в любом помещении. Благодаря этому, стоимость производственных процессов гораздо меньше, чем при использовании других типов гильотинных установок. Работу станка обеспечивает механизм рычажно-пружинного действия.
- Гидравлические ножницы – используют преимущественно на средних и крупных предприятиях. Их отличает высокая точность разреза, а также возможность обработки металла различной толщины. Нож приводится в действие гидравлическим приводом. Фиксация листа производится по всей длине разрезания прижимными гидравлическими цилиндрами, а регулировка зазора между верхним и нижним режущими ножами осуществляется механическим способом. Высокая точность реза достигается за счет высокоточной линейки и большой массы конструкции станка.
- Ножницы пневматические – принцип действия этого оборудования идентичен принципу гидравлических установок, но в них используется сжатый воздух, а не рабочая жидкость. Высокую точность резки обеспечивает задняя встроенная линейка. Работа механизма, основанная на давлении сжатого воздуха, позволяет обрабатывать заготовки большой толщины.
- Механические станки – это оборудование зарекомендовало себя как качественное и надежное, способное выполнять поставленные задачи. В то же время, они характеризуются низким уровнем электропотребления. Нож приводится в действие посредством карданного вала, получающего крутящий момент от электрического двигателя через промежуточную муфту.
- Электромеханическая гильотина – этот вид является самым продуктивным, потому что отличается значительным КПД и большой точностью разрезания, высчитываемого в микронах встроенным компьютером.
Существуют также комбинированные модели станков. Наиболее распространенная и популярная модель – пневматические ножницы НА3214 с наклонным ножом. Они надежны, просты в эксплуатации и ремонте. Предназначены для высокоточного разрезания листовых материалов с предельными характеристиками:
- прочность до 50 кгс/мм2 (500 МПа);
- ширина до 1,6 м;
- толщина до 2,5 мм.
Приводятся в действие кривошипным механизмом, лист фиксируется пневматическими цилиндрами. Задний упор имеет ручной привод, зазор между верхним и нижним режущими ножами настраивается вручную. В отличие от гидравлических ножниц, их возможно эксплуатировать при низких температурах, а благодаря отсутствию подтеков масла рабочая зона станка всегда чистая.
Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.
Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:
- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
Надежные современные гильотинные ножницы от производителя
Производством гильотинных ножниц в РФ занимается . В каталоге на официальном сайте этой организации https://www.stanki-snab.ru представлены станки для резки металла, что не уступают по качеству и производительности оборудованию самых известных японских и европейских брендов. Все промышленные гильотинные ножницы с гидравлическим и электрическим приводом производства этой компании оснащены удобным и простым пультом управления.
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Конструктивные особенности ножниц
Самая обыкновенная гильотина в обязательном порядке состоит из прочной станины, на которой находятся подающий стол, а также градуированный упор. Кроме этого, на нем закреплено нижнее лезвие.
К станине особым образом фиксируется подвижная балка, на которой расположено верхнее лезвие.
Также примитивный станок оснащен прижимным устройством и ограничителем глубины, который контролирует подачу металла.
Достаточно распространены агрегаты, которые дополнительно оснащены возвратным поддоном, предназначенным для сбора готового материала.
На фото, которое размещено ниже, можно увидеть простейшее гильотинное устройство ручного типа.
Электрические станки дополнительно оснащаются балкой, которая служит основным креплением для двигателя. Кроме этого, на ней размещается редуктор, соединенный особым образом с валом.
Также такие агрегаты имеют кривошипные устройства и тормозной барабан. В этом случае, как верхние, так и нижние ножы размещаются на специальной траверсе.
Гидравлические гильотины в свою очередь оснащаются гидравлическим приводом, который позволяет проводить резку металла с практически любой толщиной.
При необходимости выполнить прямолинейные резы, используют ножницы, которые, как правило, монтируются на прочную раму.
У них подвижной нож может осуществлять движение только в одном направлении и плоскости, и в любом случае угол наклона остается неизменным.
ВАЖНО ЗНАТЬ: Как сделать лазерный резак по металлу своими руками?
При необходимости производится заточка ножей, которая может быть как односторонней, так и двухсторонней.
Рекомендуется использовать для нарезки металла те гильотины, которые оборудованы специальным механизмом, который способен прочно фиксировать листовую заготовку.
Профессиональные устройства очень часто оснащаются фиксирующими механизмами, которые имеют электрические или гидравлические приводы.
Характеристики гильотин главным образом зависят от их функциональных возможностей, притом, что схема работы всегда одинакова.
Электромеханический тип оборудования
Стоит сразу отметить, что электромеханическая гильотина является не менее распространенной, чем гидравлическая. Производительность у такого приспособления такая же, что и у гидравлики, то есть нож может осуществить до 60 ходов за одну минуту. Однако здесь стоит отметить, что сам процесс работы более шумный. Шум возникает из-за того, что гильотина использует в своей сборке кривошипный механизм привода. Из-за этого нож опускается в крайнее нижнее положение очень быстро, что создает ударную нагрузку и, как следствие, шум.







Наибольшее распространение станок гильотина электромеханического типа получил на том производстве, где необходимо обеспечить наибольшую производительность и точность резки, а также необходимо работать с большими заготовками, имеющими большую толщину. Однако тут же стоит отметить, что именно такие станки наиболее распространены в мелкосерийном и штучном производстве. Другими словами, именно электромеханический привод для ножниц чаще всего применяется в частных мастерских для резки металла. Для того чтобы эффективно выполнять поставленные задачи, оборудование имеет целый набор ножниц с небольшой мощностью. Отличительная особенность заключается в том, что они гораздо более компактны, что существенно экономит место в небольшой мастерской. Кроме того, каждый тип ножниц подходит для своей заготовки, а значит, можно обрабатывать и нержавейку, и медь, и пластик, и оцинкованную листовую сталь с толщиной до 2-3 мм.
Для того чтобы оборудование могло осуществлять процесс резки на гильотине, фото которой представлено, к верхней балке с ножом крепится кривошипно-шатунный механизм. Он, в свою очередь, соединяется с валом отбора мощности, работающим от электрического двигателя. Запуск машины осуществляется при нажатии кнопки включения или педали. Когда начинается работа, крутящий момент от такой детали, как эксцентрик, передается на оба конца ножевой балки. Благодаря этому удается добиться того, что каждое лезвие будет оказывать равное давление на заготовку. Именно это и обеспечивает равномерный разрез металла. После каждого оборота балка возвращается в исходное положение, заготовка сдвигается и процесс повторяется.
Если в конструкции электромеханической гильотины используется ЧПУ, то это делает из приспособления одну из наиболее точных и производительных машин, которая осуществляет резку и рубку металлических заготовок. Стоит также отметить, что эти машины стоят гораздо дешевле, чем гидравлические модели, а среди преимуществ сильно выделяется более простая кинематическая схема, которая считается достаточно надежной и простой в плане эксплуатации.

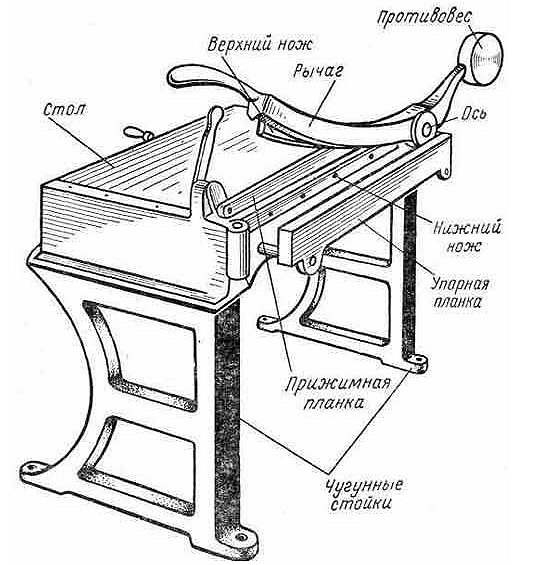
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
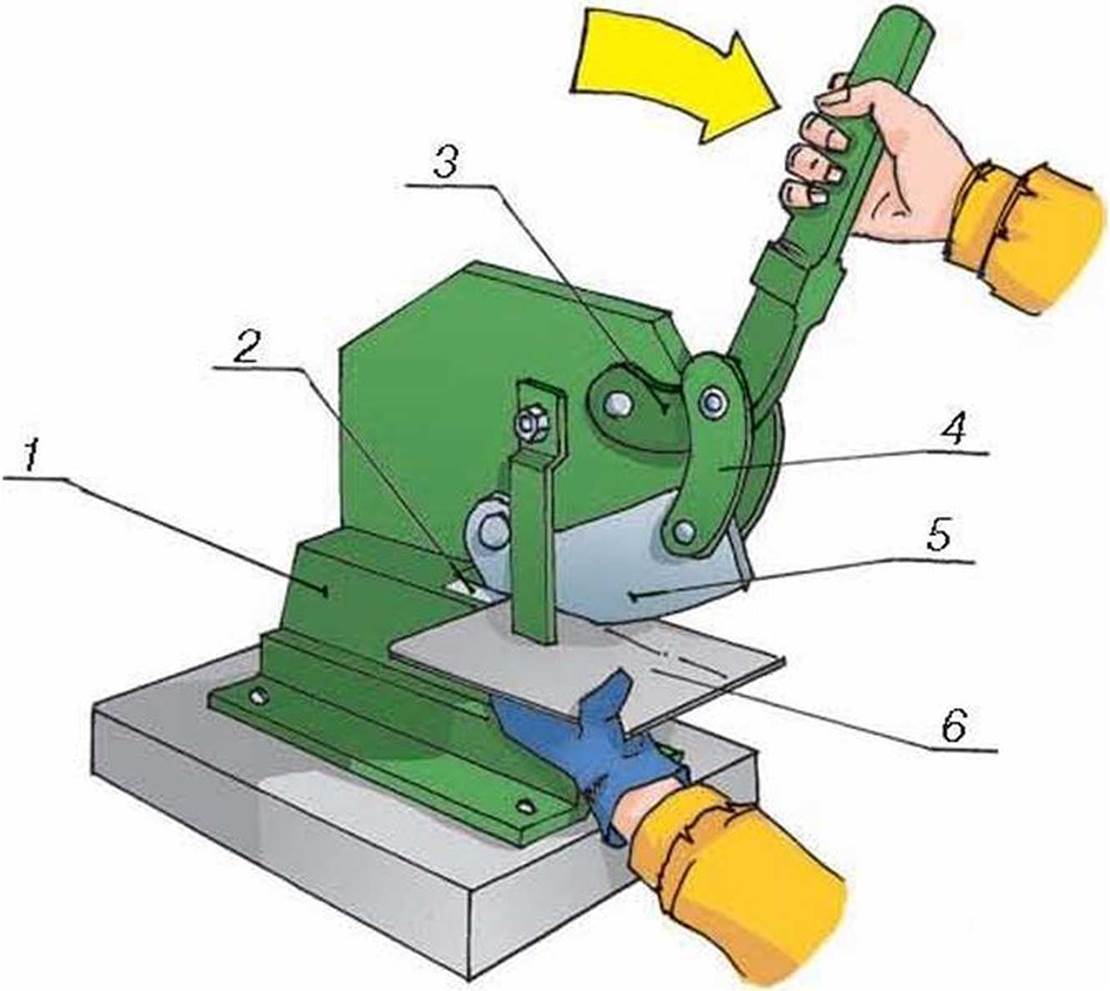
Общий вид современной ручной гильотины для раскроя металла:
1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
Процесс резания на гильотинном станке:
1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.
Установка активного лезвия под углом наклона β:
1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.
Гильотинные ножницы для раскроя металла с ручным приводом
Механические гильотинные ножницы
Ручное устройство — самые простые по конструкции. Оно включает:
- опорный стол, где будет располагаться исходная заготовка;
- две или четыре стойки, обеспечивающие ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, потому что зазоры при работе такой гильотины будут сильно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, где предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, производящий силовое перемещение балки при резке;
- струбцины для фиксации металла.
Изготовление станка следует начинать со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учетом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают собственноручно на швеллеры. Места соединения крепятся болтами заподлицо с верхней поверхностью, но можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа.
Следующий этап — получение опорных стоек. Их обязательно нужно делать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения легко вычисляется по предельной нагрузке на стойки, складывающейся из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
Последнее рассчитывается по зависимости:
k — коэффициент, учитывающий вероятную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05-1.3;
В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.
Для самых распространенных в быту материалов, этот параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этого лучше пользоваться лазерным уровнем. Пол в месте установки ножниц следует делать ровным и прочным. Не допускается установка своими руками оборудования на уплотненный грунт, ламинат и прочие варианты покрытия полимерами.


Особо ответственный момент — создание ножевой балки: её профиль необходимо сделать так, чтобы в процессе поворота подвижные ножи входили в контакт с разрезаемым металлом. Для этого надо предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5-60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл.
Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо — при повышенных усилиях деформирования — проектируют специальные направляющие, которые крепятся к стойкам.

Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твердость не ниже 42-45 HRC. Подшипниковые втулки изготавливаются из бронзы ОФ 10-1, имеющей хорошую стойкость к износу.
Для изготовления инструмента применяют инструментальные стали У10 или У12, закаливаемые до твёрдости 48-54 HRC. Закаленные ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85-90°. Значения зазора между ножами принимают в пределах 3-6% от толщины.
Рычажные и гильотинные ножницы – в чем разница?
Рычажные ножницы подходят только для прямого реза, а если нужно получить изогнутые детали, то потребуются гильотинные инструменты. Если вы работаете преимущественно с листовым металлом небольшой толщины, то выбирайте рычажные ножницы, а для более толстых заготовок заказывайте гильотинные ножницы.
Также важно обратить внимание и на такие критерии, как производитель, вес и дополнительная безопасность. Эти параметры лучше у гильотинных ножниц, поэтому для производства лучше выбирать их. Если же нужен ручной инструмент для частной мастерской, то вполне можно ограничиться рычажным инструментом
Если же нужен ручной инструмент для частной мастерской, то вполне можно ограничиться рычажным инструментом.
Гильотина для металла
Гильотинные станки, в основном, используются для рулонной обработки металла, резки на полосы, раскроя листов в поперечном и продольном направлении. Ручное оборудование легко справляется с цветным металлом (цинком, алюминием, медью и сплавами), а также с тонкими листами стали. Рубкой более толстого материала занимаются гидравлические, механические, пневматические, электромеханические станки.
Гильотина позволяет получать ровные края среза, без заусениц и прочих деформаций. При раскрое листа минимизируются отходы даже в тех случаях, когда детали отличаются сложной формой. На таком станке можно рубить даже окрашенный металл, покрытие не скалывается и не деформируется. Некоторое оборудование может кроить квадратный, угловой, круглый металлопрокат. Гильотинные станки также могут рубить большие стопки материала.
Модели для резки металлических заготовок
Ручная гильотина для металла, гидравлическая, пневматическая или электромеханическая — это то оборудование, которое в настоящее время, является довольно распространенным. Во многом это благодаря тому, что резка металла в наше время — это одна из наиболее востребованных операций. Кроме того, используются они не только крупными предприятиями, но и домашними мастерами. Из-за такого широкого спроса производители данного оборудования выпускают его в самых различных комплектациях. Благодаря этому есть возможность выбора модели, которая будет точно соответствовать требованиям, необходимым для резки определенных заготовок.
Высокая популярность гильотинных станков также обеспечивается за счет того, что все они обладают достаточно высоким показателем точности и производительности
Стоит обратить внимание на то, что резать можно не только металл. Медь, латунь, алюминий и другие подобные материалы также могут быть обработаны на таких станках
Еще одно общее преимущество, которое объединяет все станки — это простота в обращении. Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование.
Стоит обратить внимание на то, что если мастер обладает достаточно высокой слесарной квалификацией, необходимыми инструментами и материалами, не исключается возможность сборки таких гильотин собственными силами. Однако этот процесс все же довольно сложный, а потому чаще такие станки просто покупаются в уже готовом виде
Виды гильотинных ножниц в промышленности
Конструкциоyно гильотина представляет собой 2 ножа в одной плоскости: нижний, неподвижный, и верхний подвижный, двигающийся в одной плоскости (обычно сверху вниз), приводимый в движение определенной силой. В зависимости от источника прилагаемой силы, станки классифицируют на: ручные, механические, пневматические, гидравлические, электромеханические, автоматические (с программным управлением, ЧПУ).
Наша компания предлагает гидравлические гильотинные ножницы с ЧПУ (программным управлением) для резки листового металла (сталь, нержавеющая сталь, алюминий и пр.) толщиной до 23 мм итальянского бренда VIMERCATI. Программное управление позволяет достичь точности реза, а гидравлические зажимы (цилиндры) надежно фиксируют лист в процессе работы, исключая возможные сдвиги, что минимизирует вероятность брака.
VIMERCATI функционирует на рынке станков для металлообработки с 1972 года, и за это время создала несколько серий гильотинных ножниц из лучших комплектующих с использованием инновационных технологий соответствующего периода.
Размещенные в нашем каталоге гильотины серии CH – 60х, 40х, 30х, 20х различаются максимальной длиной реза (первые две цифры в дециметрах, округленно), толщиной обрабатываемого материала в мм (на это указывает 2 последние цифры в названии серии), габаритами, мощностью и дополнительными функциональными возможностями. Все представленные модели обладают высокими эксплуатационными характеристиками, гибкой функциональностью и длительным сроком службы.

Компания Vimercati занимается изготовлением оборудования для металлообработки начиная с далекого 1972 года, успев за это время пройти долгий путь от семейного предприятия до одной из лучших фирм в Европе. Гильотинные ножницы Vimercati представляют собой образец высочайшего качества и надежности, отличаясь способностью прослужить своему обладателю в течение предельно длительного времени, повысив при этом производительность. Сборка механизмов осуществляется на производственной базе в Италии с использованием лучших комплектующих, известных на сегодняшний день.
Разновидности электроножниц по металлу, характеристики инструмента
Электрические ножницы по металлу по способу деформации обрабатываемого материала бывают листовыми, шлицевыми и вырубными. Первый тип инструмента по принципу действия более всего схож с ручным приспособлением. Статичный нож надежно закреплен на жестком опорном элементе, который имеет подковообразное исполнение. Подвижное лезвие работает в вертикальной плоскости посредством возвратно-поступательных движений.
Листовые электрические ножницы по металлу могут обрабатывать листовой металл разной толщины. Предварительно выполняется настройка прибора путем переустановки опорной площадки, благодаря чему регулируется зазор между нижним и верхним ножами.
Листовой инструмент характеризуется высокой скоростью и производительностью работ, точностью прямого реза. Он способен перекусывать материалы в виде проволоки или фальцев. В процессе обработки материала не образуется отходов в виде мелкой и длинной спиральной стружки. Благодаря тому, что ножи имеют квадратную форму с режущими кромками по краям, при затуплении одной из них можно изменить положение лезвия, поставив его острой стороной.
Из недостатков следует выделить то, что обрабатывать заготовку можно только от ее края. Ножницы характеризуются громоздкостью, не отличаются маневренностью, которая необходима для криволинейных резов и профильных заготовок. Цена ножниц по металлу листового типа стартует от 6 тыс. руб.

Электрические ножницы по металлу бывают листовыми, шлицевыми и вырубными
Характерные отличия шлицевых ножниц по металлу
Шлицевая конструкция оснащена двумя ножами. Один из них является неподвижным и закрепляется сверху. Он выполнен в П-образном исполнении, оснащен двумя режущими кромками. Нижнее лезвие инструмента осуществляет возвратно-поступательные движения в вертикальной плоскости с заходом в паз неподвижного ножа электрических ножниц.






Инструмент можно адаптировать под разную толщину листового металла, что осуществляется благодаря опции регулировки зазора между ножами. При выполнении резки металлической заготовки образуется тонкая спиральная стружка, которая выходит вверх и в сторону. Периодически ее необходимо обрезать кусачками.
Шлицевые ножницы по металлу могут резать заготовку на любом ее участке, при этом исключается деформация листа, а рез получается ровным и чистым. Инструмент можно использовать для выполнения отверстий, что очень актуально при решении вопроса, как увеличить отверстие в металле без сверла. Благодаря узкому носу приспособлением удобно работать в труднодоступных местах. Ножницы хорошо справляются с фальцами стального листа.

Шлицевые ножницы по металлу используются для резки металла толщиной не более 2 мм
Характерные особенности высечных ножниц по металлу
Вырубные электрические ножницы по металлу представляют собой компактный вырубной пресс, который можно перемещать вручную по полотну в заданном направлении реза.
Конструкция состоит из матрицы и пуансона. Первый элемент имеет круглую или квадратную форму, он закреплен на матрицедержателе. Пуансон выступает в качестве пробойника. Он является подвижным элементом конструкции. Пуансон фиксируется в ползуне, совершая возвратно-поступательные движения, передающиеся кривошипным механизмом.
Просечные электрические ножницы по металлу квадратной формы предназначены для обработки листового материала толщиной более 3 мм, а круглые могут резать металл толщиной до 3 мм. В процессе резки пуансон выполнят в листе отверстия, которые образуют непрерывную дорожку. Ее ширина равна диаметру вырубного элемента. Матрица и пуансон оснащены опцией бесступенчатого поворота на 360 градусов, благодаря чему обеспечивается легкость при выполнении криволинейного реза. Для достижения труднодоступных участков матрица фиксируется с угловым интервалом, равным 90°.

Высечные ножницы по металлу обеспечивают чистый рез и не деформируют заготовку
Вырубные ножницы по металлу характеризуются универсальностью, хорошей маневренностью, минимальным радиусом разворота, расширенной функциональностью, хорошей видимостью рабочей зоны. Инструмент способен выполнить криволинейные резы, разнообразные отверстия и высечения по шаблону. Он может начинать работу не только с края, но и с центральной части заготовки. Инструмент обеспечивает чистый рез без деформации заготовки. Благодаря значительной мощности устройства ножницы могут обрабатывать толстую заготовку.
Из недостатков инструмента можно выделить его способность строго выдерживать заданную прямую линию. Он тяжело справляется с перепадами толщин на заготовке. В процесс работы образуется большое количество металлических отходов в виде острой серповидной стружки.
Механические варианты резки металла
При влиянии чистой механики используется самый широкий круг инструментов: диски, пилы, прессы, механические резаки. Такие способы воздействия на металл работают не только на промышленном уровне, но и в небольших гаражах на самом бытовом производстве.
Отрезные станки с заменяемыми дисковыми частями (болгарки) используется как стационарное оборудование, так и в качестве мобильного. Резать таким инструментом можно трубы,, разные конструкции, профиля и листы разных сплавов. При этом инструмент отличается высокой точностью выполнения работ, а также скоростью.
Рубка металла — в таком случае есть горизонтальный ножик. Он прижимается к листу металла и разрушает его в зоне контакта. Усиливает работу пресса гидравлика, пневматика или эксцентриковый механизм.
Также резка и рубка профлиста прекрасно выполняется на гильотинах сабельного типа. Рубка на гильотине предполагает ограничения по некоторым конструкциям со сложной структурой.
Ленточнопильный станок считается наиболее универсальным вариантом для резки любых изделий из металла. При таком варианте резки снижаются потери тепла, а сам процесс происходит под любым удобным углом. Минус станка в том, что резка доступна только для определенных размеров металла и деталей.
