
Разновидности центраторов
Все используемые в настоящее время центровочные механизмы для труб разделяются на две основные группы в зависимости от места их установки:
- наружные (ЦН) – простые наиболее распространенные механизмы зажимного типа, устанавливаемые на внешней поверхности трубопровода;
- внутренние (ЦВ) – более сложная гидравлическая установка, которая изнутри распирает стенки двух труб, удерживая их тем самым на одной оси.
Конструкционно центраторы также разделяются на две категории:
- для монтажа прямолинейных участков;
- для соединения трубопровода под углом.
В зависимости от количества контактных точек центраторы подразделяются еще на две подкатегории:
- односторонние – применяются для соединения фрагментов трубопровода небольшого диаметра;
- двусторонние – устанавливаются на обе стороны стыка труб диаметром более 600 мм.
В широкой практике для сооружения трубопроводов небольшого сечения в большинстве случаев применяют простые и недорогие наружные в самых разнообразных моделях. Для труб большого сечения, для которых необходима длительная и высокоточная сварка используют внутренние гидравлические модели.
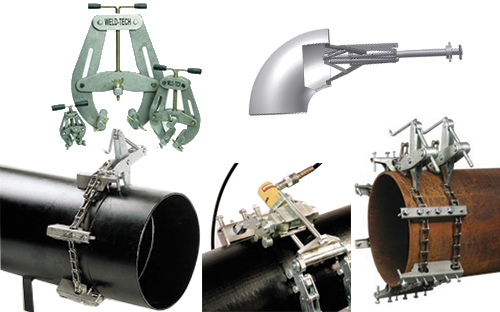
Наружные
Главное преимущество наружных центраторов в их простоте использования и неприхотливости техобслуживания, а также в сравнительной дешевизне. Обхват и соосная фиксация двух труб может осуществляться одним из следующих типов зажимного механизма:
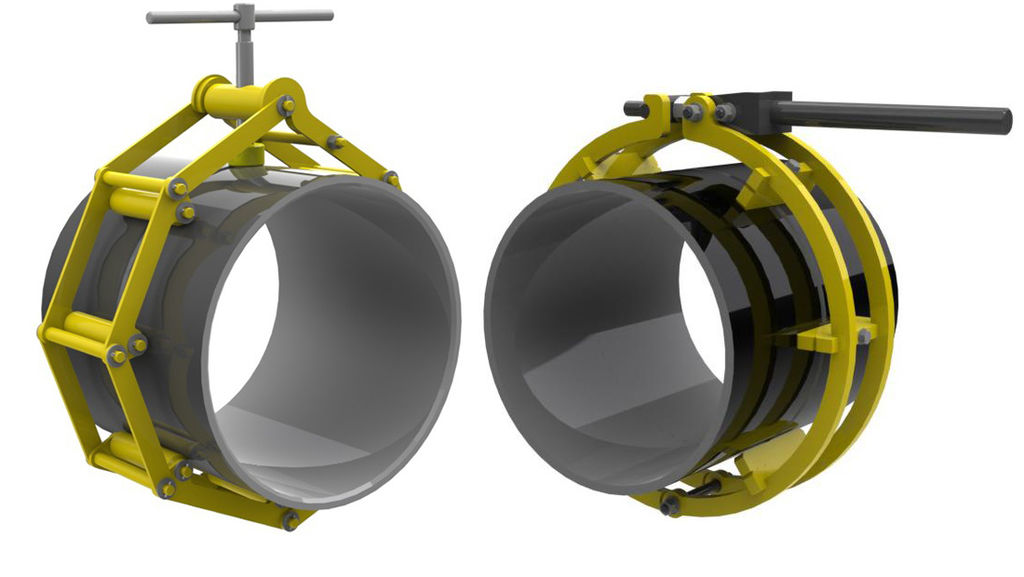
- многозвенный центратор – для соединения труб диаметром до 2000 мм, состоит из нескольких зажимных элементов, соединенных шарнирами;
- арочный – для трубопроводов сечением до 900 мм, состоит из двух накладываемых друг на друга клемм, отсутствие шарнирных соединений продлевает срок службы в сравнении с предыдущим типом;
- эксцентриковый – по своей конструкции схож с арочным центратором, но клеммы стягиваются в нем зажимом с эксцентриком, быстро изнашивается и применяется для труб диаметром до 400-500 мм;
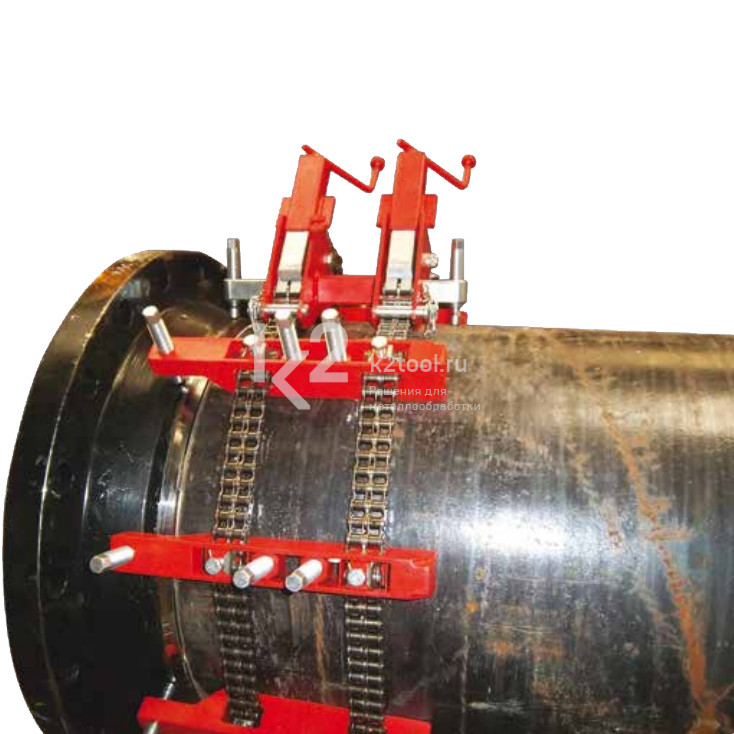
- цепной – используется для монтажа или ремонта трубопроводов диаметром до 1400 мм, прост в работе и быстро приводится в рабочее положение;
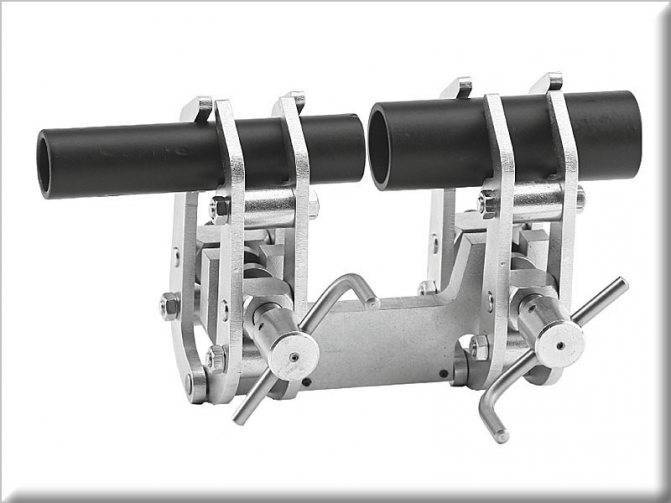
- струбцинный центратор – используется для бытовых трубопроводных систем небольшого диаметра;
- пружинные – применяется для монтажа обсадных труб при бурении скважин, а также, для прокладки бытовых трубопроводов из металла и полимерных материалов.
В многозвенных и арочных центраторах для сжатия прижимных элементов может быть установлен как ручной, так и гидравлический зажим.
Внутренние
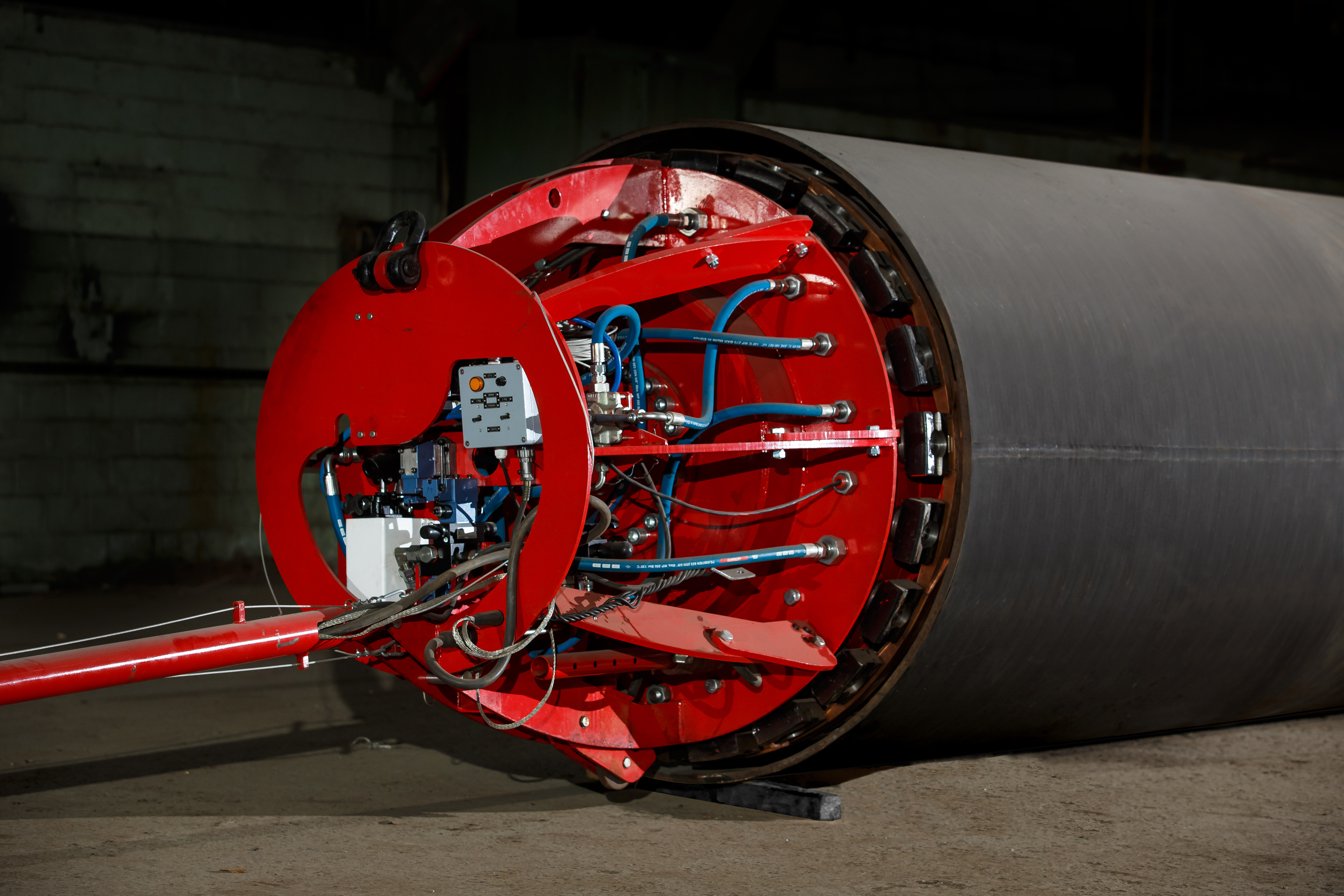
Данный вид центраторов представляет собой гидравлическую зажимную установку, которая помещается внутрь трубы. Ввиду сложности в использовании, массивности и дороговизны подобные устройства используют в исключительных случаях для прокладки трубопроводов сравнительно большого диаметра и при необходимости соблюдения особых условий сварки, например, для подводных магистральных газопроводов и т.п.
В некоторых случаях внутренние центраторы применяют и для труб небольшого диаметра – до 300 мм. Такие механизмы оснащаются ручным приводом. Отсутствие ограничения рабочего пространства сварщика с внешней поверхности трубопровода – главное преимущество внутренних центраторов.
Критерии выбора
Диаметр трубопровода – основной технический параметр, влияющий на выбор той или иной модели центратора. В перечисленных выше характеристиках и сферах применения каждого из видов и подвидов зажимных устройств указаны допустимые диапазоны размеров сечения труб, которые помогут сделать правильный выбор.
Материал трубопровода и его оболочек также имеет немаловажное значение. Если труба покрыта с внешней стороны полиуретаном, нельзя использовать наружный центратор. Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом
Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом.
Для ремонта и монтажа небольших участков трубопроводов среднего диаметра подойдет наружный цепной центратор. Такой механизм считается универсальным и наиболее доступным по стоимости. Он подходит для оснащения ремонтно-монтажных бригад в сфере жилищно-коммунального хозяйства и эксплуатационной службы на производственных предприятиях.
Для постоянного использования центратора для прокладки трубопроводов рекомендовано выбирать многозвенные или эксцентриковые модели в зависимости от эксплуатационных условий. Для труб диаметром более 800 мм подойдет арочный механизм.
- Предыдущее: Что лучше, аренда опалубки или ее покупка
- Следующее: Строительные леса: виды и сферы применения
Модели и цены
 Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.
При покупке такого оборудования как центрирующее устройство нужно ориентироваться не столько на цену, сколько на экспертное мнение об эффективности конкретного приспособления. Поскольку цена часто высока исключительно за счет рекламируемости бренда, а не его потребительских качеств
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Читать также: Как подключить электродуховой шкаф к электросети
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
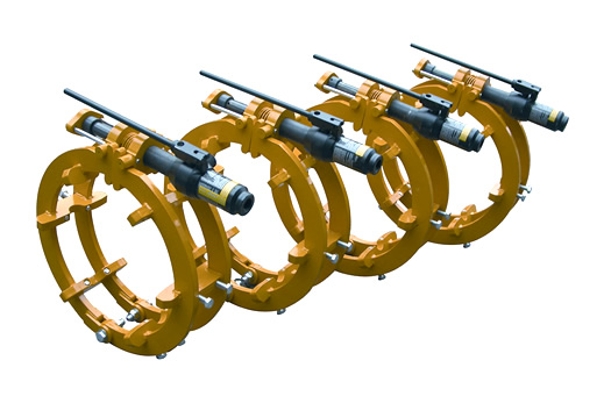
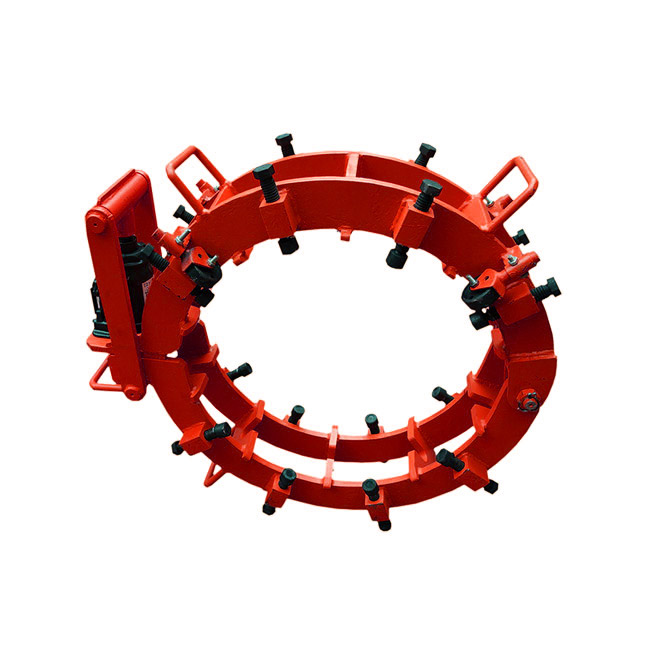
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
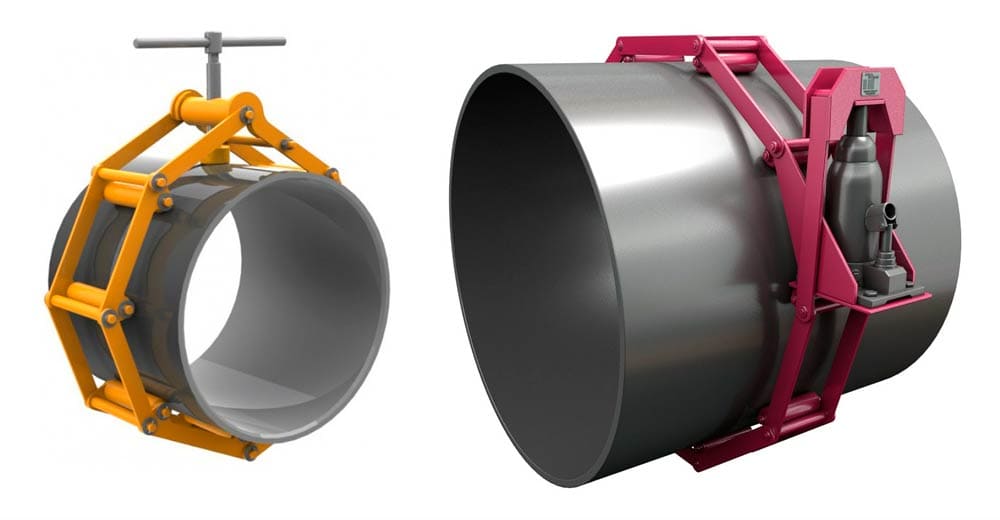
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
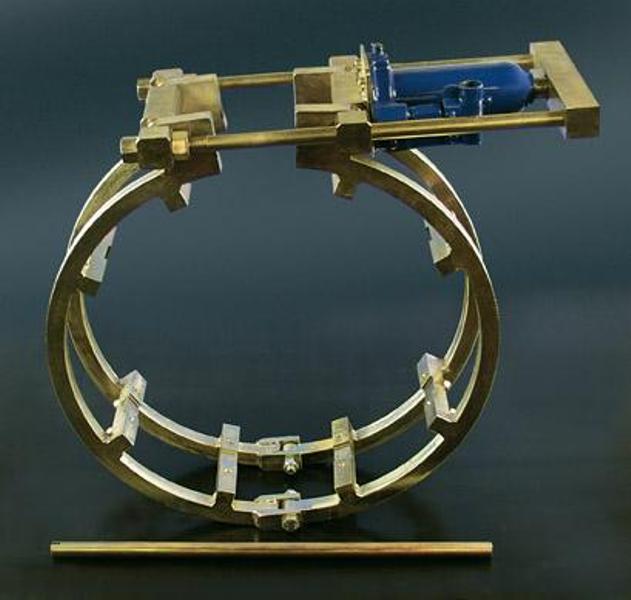
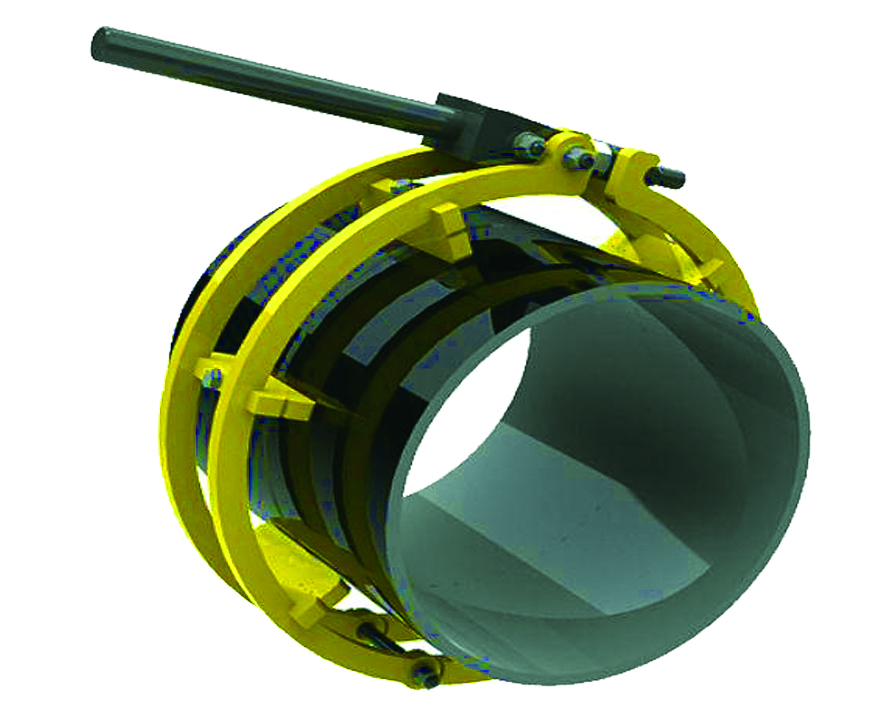
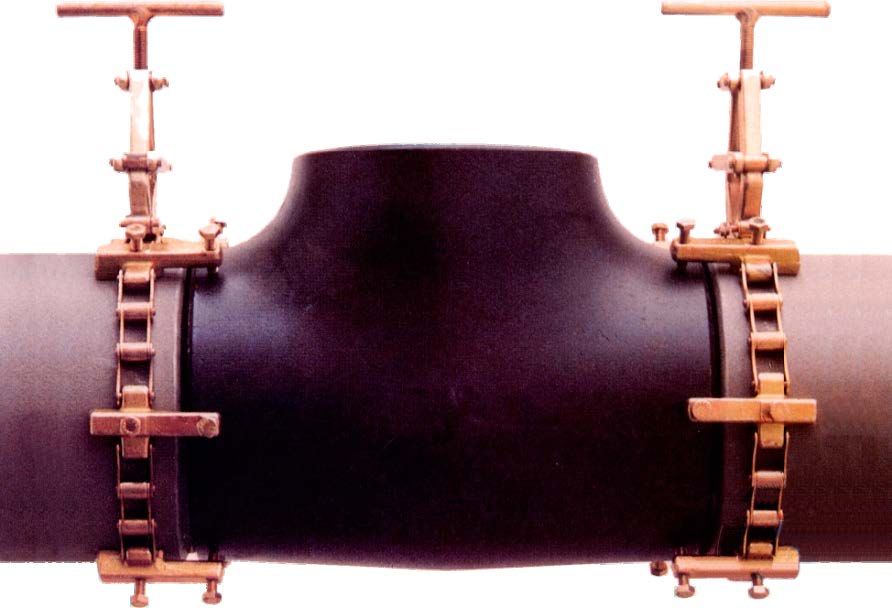
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.




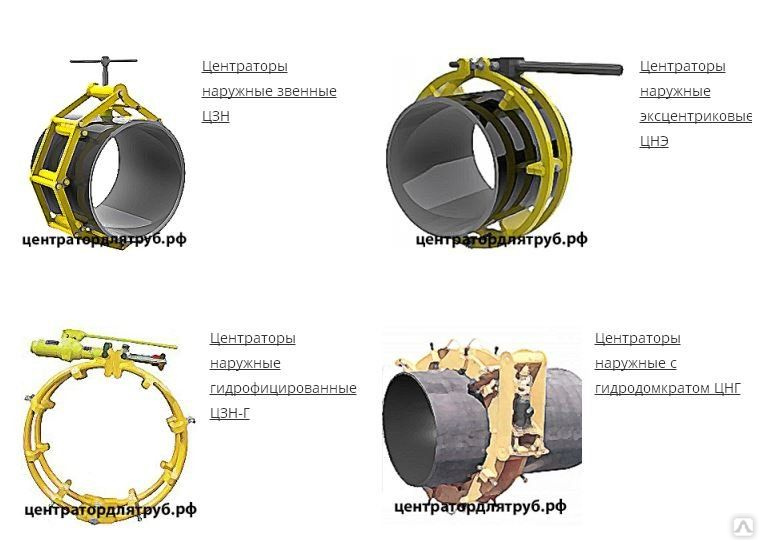

Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
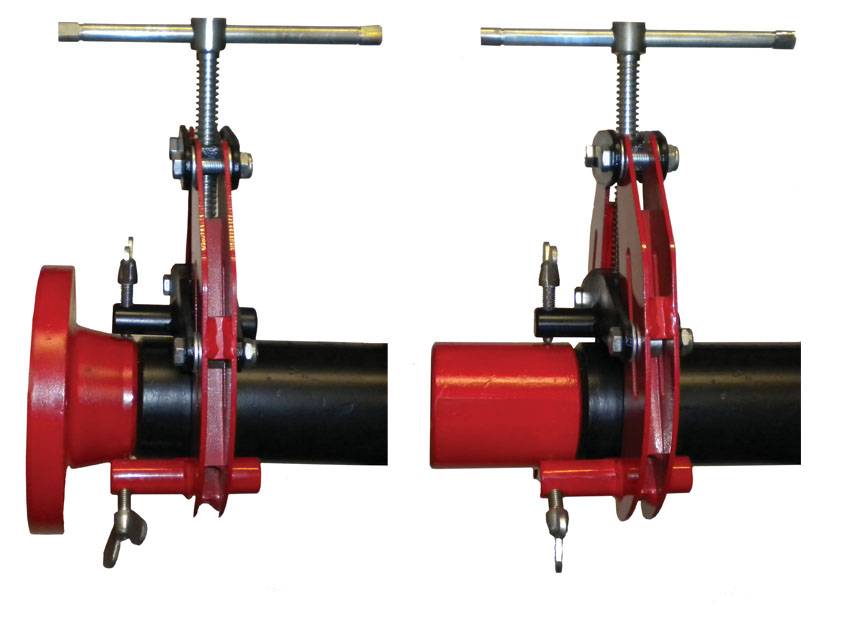
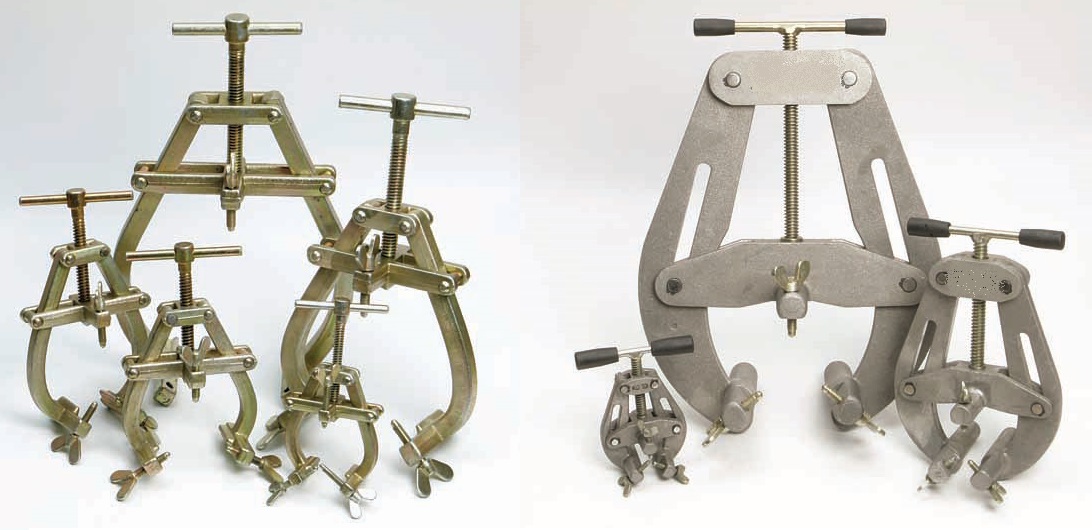
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Некоторые особенности монтажа трубопроводов
При монтаже трубопроводов лучше всего наибольшее количество их стыков сваривать в поворотном положении. В случае, если толщина стенки трубы равняя 12мм, сварку выполняют в три слоя. Первый слой создаёт провар в корне шва и обеспечивает хорошее сплавление кромок.
Для выполнения местного провара необходимо, чтобы наплавленный металл формировал внутри трубы узкий нитевидный шов, высотой 1-1,5мм, равномерно распределённый по окружности.
Чтобы обеспечить провар без наплывав и грата, электроду сообщают возвратно-поступательное движение, с небольшой задержкой электрода над расплавленной ванной металла, небольшими поперечными колебаниями между кромками и с формированием маленького отверстия в вершине угла скоса кромок. Отверстие получают путём проплавления основного металла электрической дугой. Диаметр отверстия равен зазору между стыками, или превышает его не более, чем на 2мм.
Дополнительные материалы по теме:
|
Контактная сварка трубСварка горизонтальных стыков трубРучная дуговая сварка трубСварка труб автоматами в защитных газах |
Сварка неповоротных стыков трубСварка поворотных стыков трубАвтоматическая сварка труб под флюсом |
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Исходя из всего вышесказанного, можно подвести итог, что использование внутренних центраторов для сваривания труб делает процесс организованным и качественным, что немаловажно такой сфере деятельности как строительство. Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода
Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода.
Виды и назначение
Основное назначение оборудования — совмещение двух труб для сваривания. Устройство позволяет жестко зафиксировать соединяемые элементы, чтобы они не сдвинулись во время проводимых работ. Можно сделать центратор со специальным захватом, исключающим дрожание обрабатываемых деталей при сварке




Это важно при проведении работ: малейшие движения частей трубопровода могут стать причиной получения некачественного сварного шва, который не выдержит давления в системе и приведет к образованию протечек или даже к разрыву

При помощи такого спецоборудования можно сваривать трубопроводы любых диаметров. Для сварки в стык частей небольших диаметров применяются специальные центраторы для труб малого диаметра.
Оборудование разделяется на 2 вида:
- внутренний центратор удерживает элементы трубопроводной системы изнутри;
- наружный центратор для труб устанавливается снаружи, надежно фиксируя части трубопроводной системы.
Внутренние центраторы
Центратор внутренний имеет более сложную конструкцию, чем наружный и гораздо большие габариты. Он устанавливается изнутри трубопроводов, имеющих диаметр больше 2000 мм. Приспособление имеет жимки, которые при помощи гидравлического узла осуществляют распор и фиксацию свариваемых элементов. Такое приспособление, кроме основных функций, позволяет распрямить изогнутые края фиксируемых деталей. После окончания сварки одного узла механизм перемещается при помощи штанги, которую двигает спецтехника. Это позволяет вести сварочные работы безостановочно. Применение внутреннего центратора для сварки труб целесообразно при необходимости сваривания длинного участка магистрального трубопровода.

Разновидностью внутренних центраторов для работы с трубами диаметра от 500 мм являются центраторы пружинные для обсадных труб. В них упор достигается не благодаря работе гидравлики, а за счет обычных пружин. Привод работает вручную, запускаясь поворотом рукоятки.
Наружные центраторы
Наружные центраторы для сварки труб похожи на зажим, обхватывающий обе части трубопровода. Это более простое устройство, не требующее особого опыта эксплуатации. Они имеют свои преимущества по сравнению с внутренними центраторами для труб:
- Малогабаритные и легкие, легко перемещаются, транспортируются к месту работ.
- Функционируют при любых климатических условиях (-60°C до +60°C).
- Монтируются/демонтируются легко и быстро.
Единственной особенностью такого устройства является наличие перерывов в работе необходимое для его передвижения до места будущего стыка.

Устройства различаются по способу крепления:
- цепные — фиксирующий механизм представлен цепью;
- струбционные — бытовые устройства для работы с небольшими диаметрами;
- эксцентриковые- крепятся при помощи эксцентрикового зажима;
- арочные — самые простые, стягивающиеся вручную;
- многозвенные- стягивают элементы до 2000 мм диаметром. Они состоят из нескольких звеньев, соединенных пальцевыми шарнирами или винтами.
Виды центраторов по типу применения
По сферам применения центраторы делят на профессиональные и бытовые. Профессиональные востребованы при прокладке магистральных трубопроводов в любых климатических условиях. Бытовые имеют небольшой размер, работают в ручном режиме и применяются для прокладки домашнего водопровода. Существуют другие виды спецоборудования, имеющие более узкую специфику применения:
- центратор пружинный;
- центраторы для труб ппу;
- центраторы для обсадных труб и пр.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия

Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Из чего состоит и как работает устройство
По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
По мере наложения шва центрирующее устройство нужно осторожно ослаблять и проворачивать — освобождая рабочую площадь для сварки. Во время этой процедуры нужно быть особо осторожными, так как легко деформировать недоделанный сварочный шов
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.







Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Характеристики отдельных модификаций
По окончании того как мы рассмотрели изюминке неспециализированной классификации, рассмотрим характеристики отдельных модификаций центрующих устройств.
ЦЗН — центратор звенный наружный рекомендован для совмещения торцов труб с диаметром стыка от 50 мм до 2 метров.
Стяжка совмещаемых элементов осуществляется при помощи винтового механизма.
- ЦЗН-Г — центратор звенный наружный гидрофицированный представляет собой видоизмененную разновидность прошлого устройства. Значительным отличием данной модификации от прошлой есть простота эксплуатации и отсутствие необходимости в приложении значительных физических усилий. В итоге, процесс совмещения свариваемых элементов значительно ускоряется без ущерба для качества готового результата. Устройство складывается из пластинчатых звеньев на шарнирном сочленении, но для приведения звеньев в движение используется не винтовой механизм, а гидравлика. Допустимый диаметр труб колеблется в диапазоне 720-2020 мм
- ЦАН-Г — центратор арочный наружный гидрофицированный рекомендован для работы с диаметром поперечного среза 325-820 мм.
Устройство представляет собой разъемную конструкцию, складывающуюся из соединенных шарнирами секций. Использование устройства с таковой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве применены дугообразные секции, каковые сжимаются, подгоняя срезы стыка. Количество дугообразных секций определяется диаметром труб.
Любая из применяемых секций снабжена особыми упорами, каковые надёжно фиксируют совмещаемые элементы, снабжая наряду с этим оптимальное уровень качества и герметичность стыка. Конкретно на секциях закреплены гидроприводы, рассчитанные на максимально развиваемое усилие до 5 т.с.
ЦНЦ — центратор наружный цепной нажимного типа представляет собой устройство с ручным приводом, предназначенное для работы с диаметром поперечного среза от 426 до 1420 мм.
В отличие от звенных аналогов, цепные установки способны обеспечить большее усилие при проведении центровки. Устройства данного типа смогут использоваться как при постройке, так и при ремонте трубопроводов.
Устройство имеет несколько захватных дуг, приводимых в движение эксцентриковым зажимом. Устройство может, используется для работы с трубами разного диаметра при помощи перестановки оси эксцентрика либо за счет применения особых проставок.
ЦВ – центратор внутреннего типа гидравлический рекомендован для совмещения торцов поворотных и неповоротных труб.
Устройство при необходимости не только совмещает стыки, но и придает их срезу наиболее верную круглую форму. Применение таких устройств разрешает строить трубопроводы с применением непрерывной автоматической сварки.
ЦС — центратор-струбцина используется для работ с трубами малого диаметра.
Это свойство и доступная цена делают устройство наиболее популярным среди неумелых и начинающих сборщиков трубопроводов. (См. кроме этого статью Сварка труб встык: особенности.)