
Резак на основе трансформатора
Как и другие компоненты системы, источник питания собирают или дорабатывают своими руками. Подробная инструкция помогает легко справиться с этой задачей.
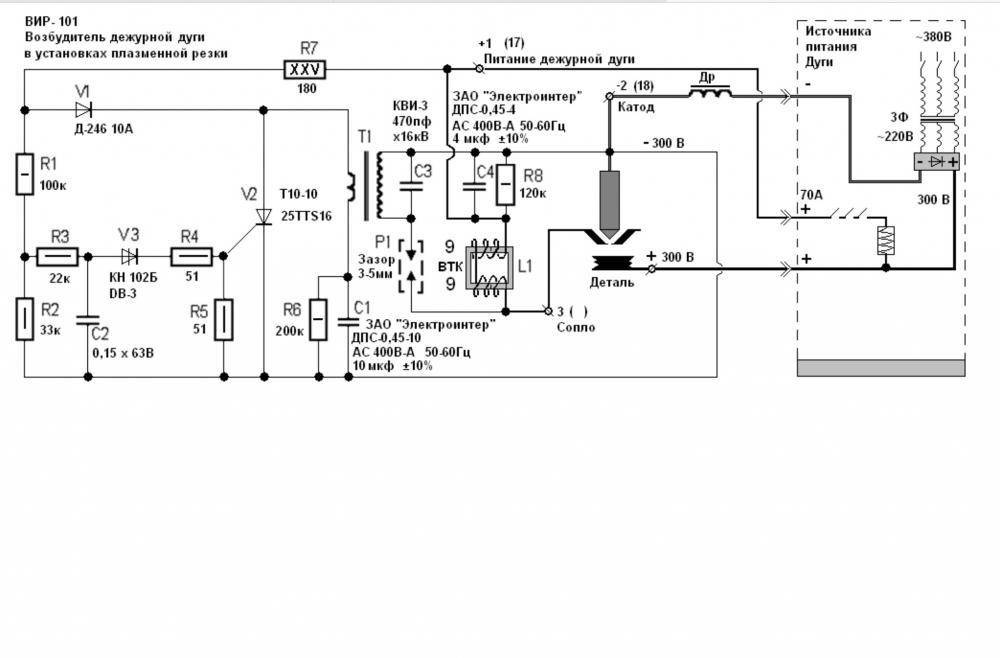
Схема устройства
В электрическую цепь аппарата входят такие узлы:
- сварочный трансформатор с выпрямителем;
- пусковое реле;
- осциллятор;
- резистор, понижающий напряжение вспомогательной дуги;
- кнопка запуска;
- контактор, деактивирующий изначальную дугу;
- компрессор с элементами управления.
Какие детали будут необходимы
Помимо сварочного инвертора, для создания аппарата потребуются:
- Держатель со сменным стержнем. При силе тока до 100 А и толщине обрабатываемой детали до 5 см элемент изготавливают из меди. Держатель более мощного агрегата снабжают каналами для жидкостного охлаждения. Для розжига дуги оставляют расстояние в 2 мм между соплом и электродом. Главный стержень делают подвижным.
- Изолятор из фторопласта. По причине быстрого износа деталь является сменной.
- Корпус с соплом.
- Кабели: силовой и для розжига дежурной дуги.
- Шланги. В аппаратах с жидкостным охлаждением неизолированный провод находится в трубке, подающей воду к горелке. Также потребуется отдельный шланг для вывода газа в сопло.
Сборка плазменного резака
Работу начинают с переделки сварочного трансформатора. Количество витков обмотки выбирают с учетом будущих характеристик оборудования и разрезаемых деталей.
При толщине листа до 1,2 см, силе тока 50 А и напряжении холостого хода 20 В устанавливают такие значения:
- сечение сердечника — 107 мм²;
- число витков первичной обмотки — 225, вторичной — 205.
После переделки трансформатора подсоединяют другие элементы:
- Компрессор производительностью 140-190 л в минуту. Давление, создаваемое агрегатом, должно составлять более 4,5 бара.
- Кабели и шланги для объединения компонентов. Сечение питающего провода зависит от мощности плазмореза. При силе тока 50 А оно составляет 6 мм². Сечение провода для дежурной дуги — 1,5 мм². Рекомендованный диаметр воздушного шланга — 1 см.
- Осциллятор. При создании плазмореза из трансформатора в качестве этого блока можно использовать автомобильную систему электронного зажигания.
Воздушный шланг соединяют с отводом компрессора. Провод клавиши пуска подключают к управляющему блоку.
Особенности использования
При работе с резаком из трансформатора от сварочного полуавтомата тщательно соблюдают правила безопасности, что объясняется воздействием следующих вредных факторов:
- Брызг расплава. Под влиянием плазмы металл нагревается до экстремальной температуры. Воздушный поток выдувает его из линии разреза. Попадание брызг на некоторые материалы приводит к их возгоранию. Контакт расплава с кожей человека приводит к глубоким ожогам. Поэтому плазменную струю направляют в противоположную от сварщика и легковоспламеняющихся материалов сторону.
- Запыленности и загрязненности воздуха вредными газами. Металл при плазменной резке начинает гореть. Дым опасен для органов дыхания человека. Поэтому над рабочим столом устанавливают вытяжку. Мастер надевает респиратор.
- Яркого света. Плазмотрон является мощным генератором ультрафиолетового излучения, вызывающего ожог сетчатки глаза. Поэтому резчик надевает защитную маску, оборудует рабочую зону передвижным щитом.
- Температуры. Края полученных заготовок длительное время сохраняют тепло. Прикасаться к ним можно только в рукавицах после остывания деталей.
Принцип работы автоматических станков
В настоящее время широко распространены станки, которые функционируют в автоматическом режиме. Они оборудованы:
- Пультом автоматического управления.
- Плазмотроном.
- Рабочим столом для заготовок.
С помощью пульта управления можно менять и корректировать предварительно установленное программное обеспечение. Даже если резка выполняется без соблюдения базовых параметров, достаточно выбрать оптимальный режим работы и поменять их.
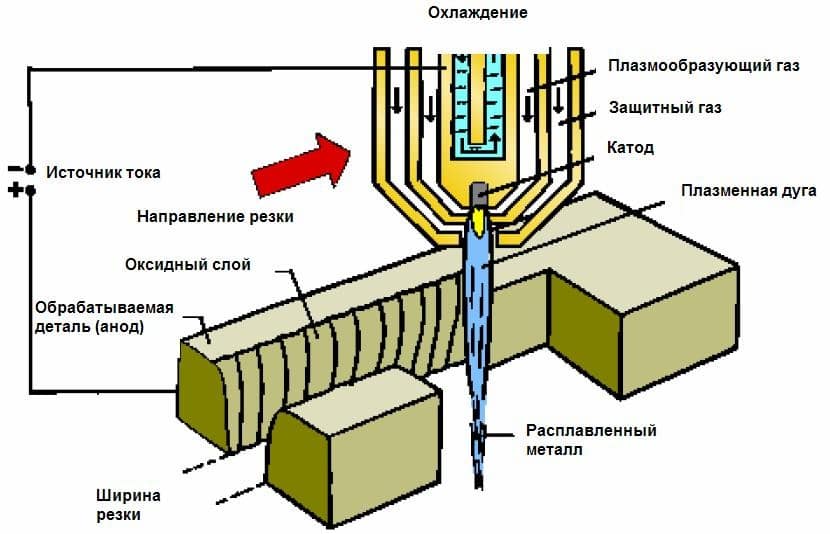
На рабочем столе присутствует специальный лист, по которому подаётся разряд. Между листовой поверхностью и резаком пробегает первичная электродуга, где сжатый воздух нагревается до такой температуры, что он превращается в плазменное состояние.
Первичная дуга прячется в раскаленной ионизированной струе, которая используется для резки.
Резку начинают с середины или края. Чем чаще прерывается дуга и зажигается новая искра, тем меньше становится ресурс сопла и катода. Обученный специалист, обладающий определенными навыками в такой сфере, может правильно подобрать режим резания, соблюдая таблицу и отталкиваясь от существующих условий в виде толщины металла и диаметра сопла. В таком случае удаётся достичь сокращения расходов. По завершении операции устройство автоматически оповещает оператора, а затем выключает и отводит плазмотрон от материала.
Какие еще критерии качества реза плазменной резки следует учитывать
Грат – это остывший металл или оксид металла, прилипший к нижнему краю во время работы на плазмотроне. На верхней части кромки могут образовываться брызги. Грат может появиться при несоответствующих значениях скорости резки, неправильном расстоянии между плазморезом и заготовкой, неверно выбранных параметрах силы тока и напряжения, качества и интенсивности подачи плазмообразующего газа, при технологических нарушениях процесса.

Качество плазменной резки также зависит от состава проката, его толщины, состояния поверхности заготовки, колебания температуры во время работы. Образование грата может быть вызвано слишком высокой или низкой скоростью движения резака. Как правило, существует определенный диапазон скоростей, при работе в усредненных значениях которого подобных дефектов не образуется. Важную роль также играют плазмообразующий газ и способ резки.
Угловое отклонение.
При работе на плазмотроне кромка изделия приобретает небольшой наклон. Это происходит из-за разницы температуры на участках плазменной дуги. Так, у верхнего края среза ее температура выше, поэтому здесь снимается больше материала, чем в нижней части. Угол наклона среза напрямую зависит от степени обжатия дуги. Качество плазменной резки в этом аспекте также определяется расстоянием между резаком и заготовкой и скоростью его движения. Как правило, при использовании плазмотрона угловое отклонение с обеих сторон составляет 4–8°.
При увеличенном обжатии дуги угол кромки может сократиться до 1°. В этом случае элементы изделия имеют общий срез.
Ширина реза.
Согласно практическим правилам резки, ширина среза должна варьироваться между 1,5-2 величинами диаметра режущей струи. Качество плазменной резки с этой стороны напрямую зависит от скорости движения ножа – чем она ниже, тем ширина больше.
Как собрать плазменный резак самостоятельно?
Правильное подключение ручного плазменного аппарата обычно подробно описывается производителем в инструкции по эксплуатации. Общая последовательность сборки следующая:
- Подсоединить шланг, подающий сжатый воздух, к специальному разъему на задней панели устройства от соответствующей промышленной системы или компрессора.
- Подключить шланг-пакет плазмотрона к специальному разъему на передней панели аппарата.
- Подсоединить кабель к положительному полюсу источника питания, а перед включением прибора и выполнением резки – к обрабатываемому материалу.
Далее нужно отрегулировать давление подачи сжатого воздуха, настроить ток в соответствии с толщиной и маркой разрезаемого металла. Затем можно поджигать дугу и выполнять раскрой. Подробно весь процесс настройки и рекомендованные рабочие параметры указаны в инструкции.
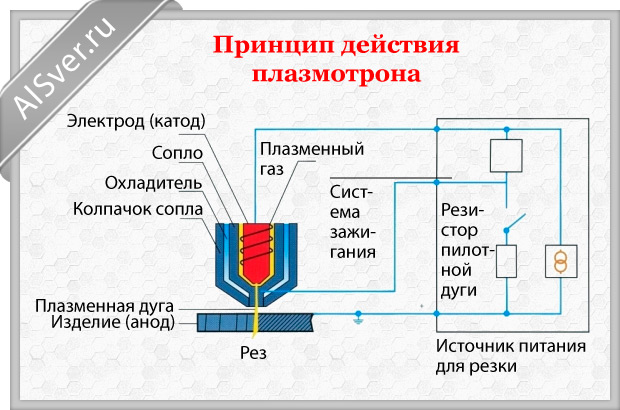
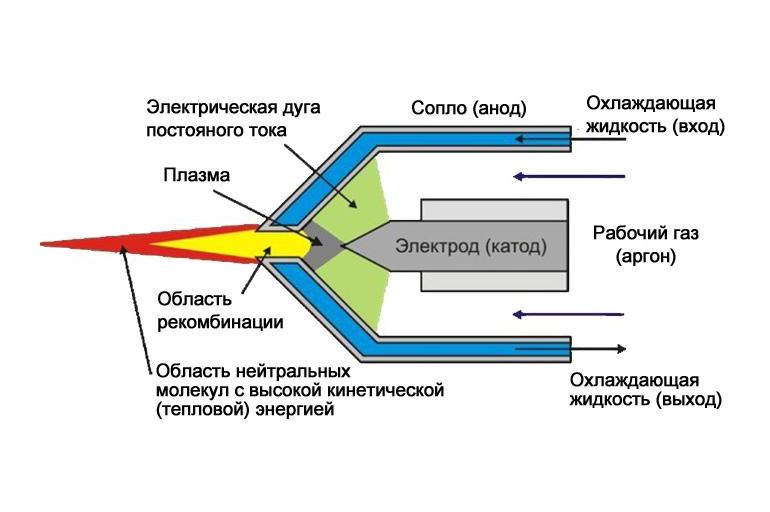
Принцип действия ручного плазмотрона
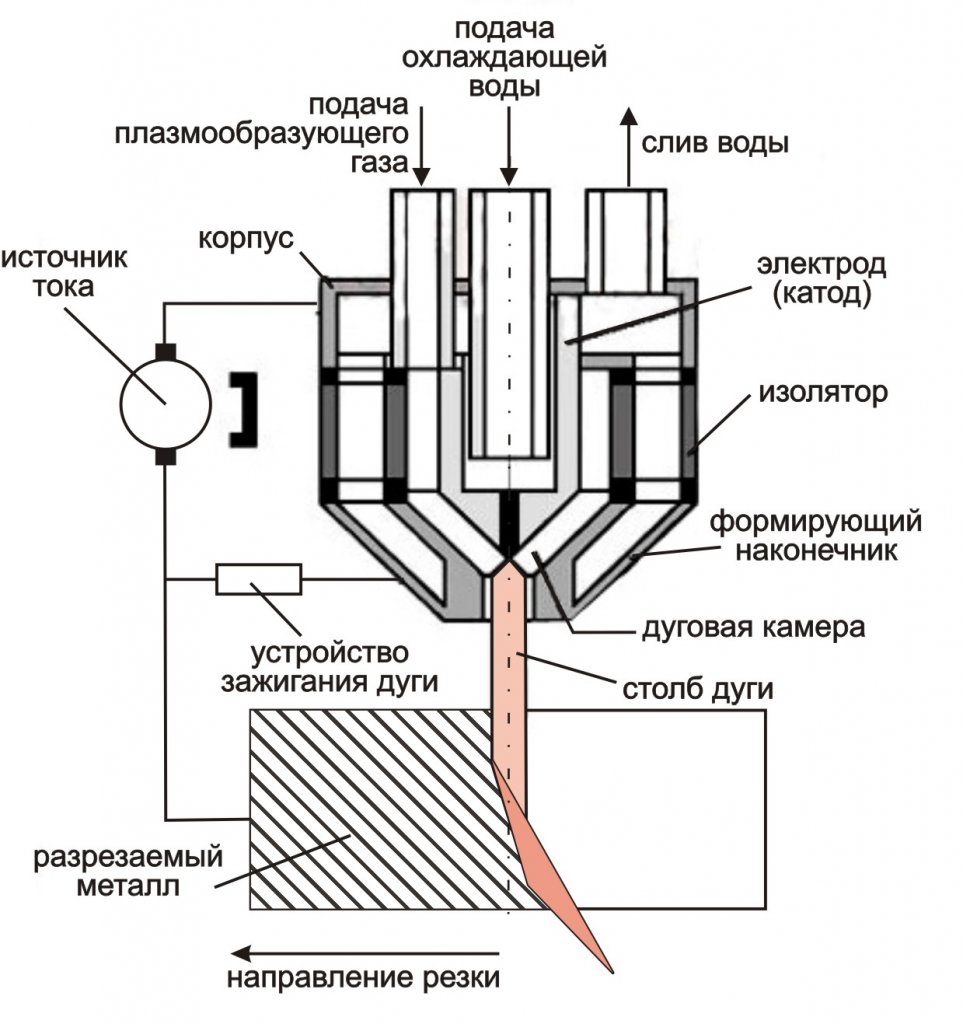
Во многих современных плазменных резаках первичная дуга, возбуждаемая между электродом и соплом, используется для ионизации газа и генерирования плазмы в самом плазмотроне, до того, как происходит перенос дуги на обрабатываемый металл.
В ручных плазмотронах такой перенос происходит при соприкосновении наконечника с металлом. Создаётся искра, после которой запускается высокочастотная цепь, дуга в которой начинается горение плавно и устойчиво.
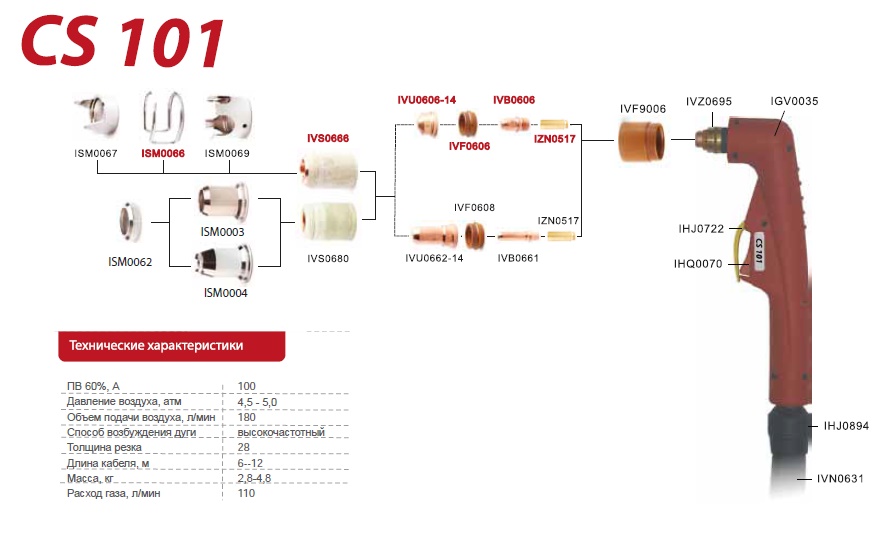
Основными характеристиками ручного плазмотрона являются:
- Ток зажигания, А.
- Рабочий ток, А.
- Ширина дуги, мм.
- Скорость движения плазменного потока, м/с.

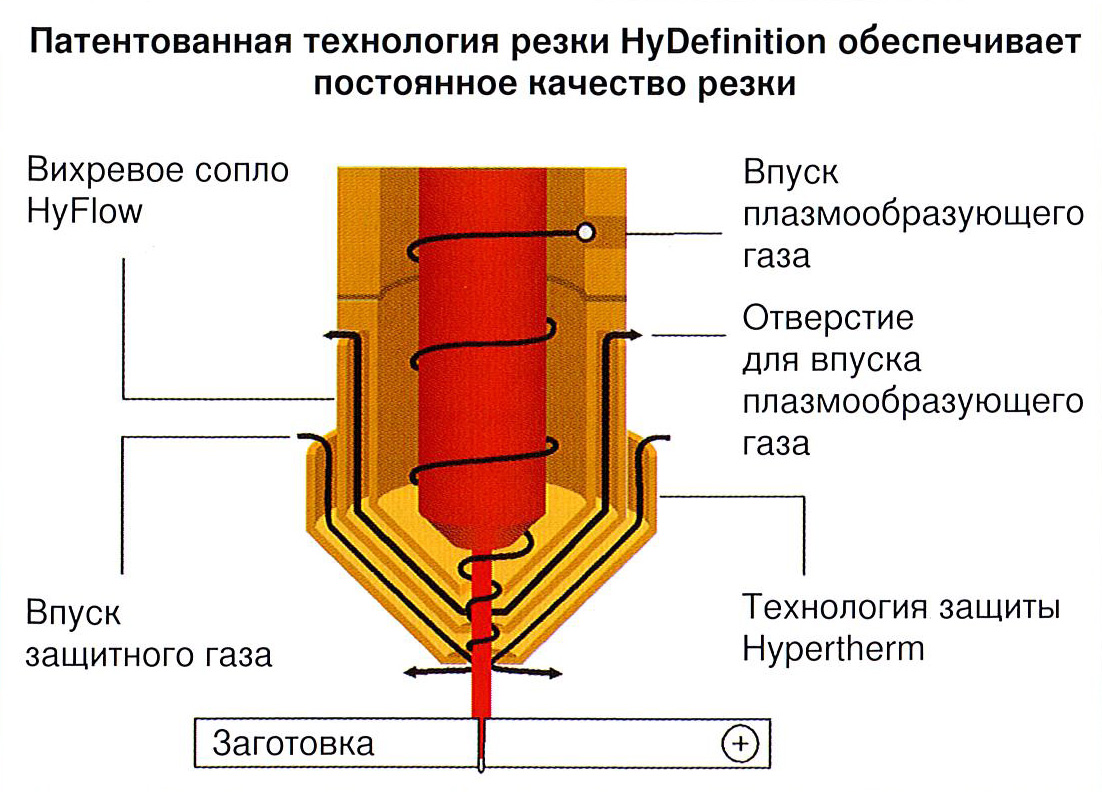
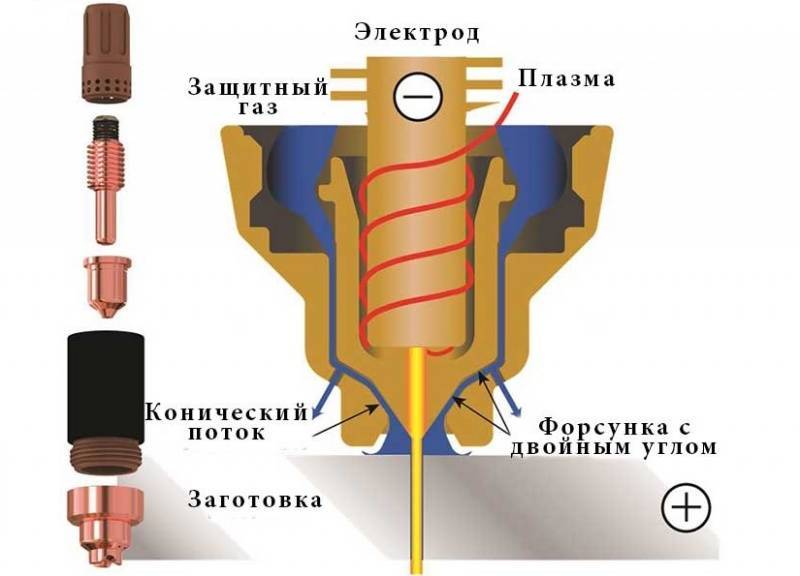
Высокую скорость резки плазмотрону обеспечивает выходное сопло особой формы. Оно заставляет ионизированный газ сжиматься с высокой скоростью. При этом концентрация тепловой мощности достигает пределов, достаточных для локального расплавления металла.
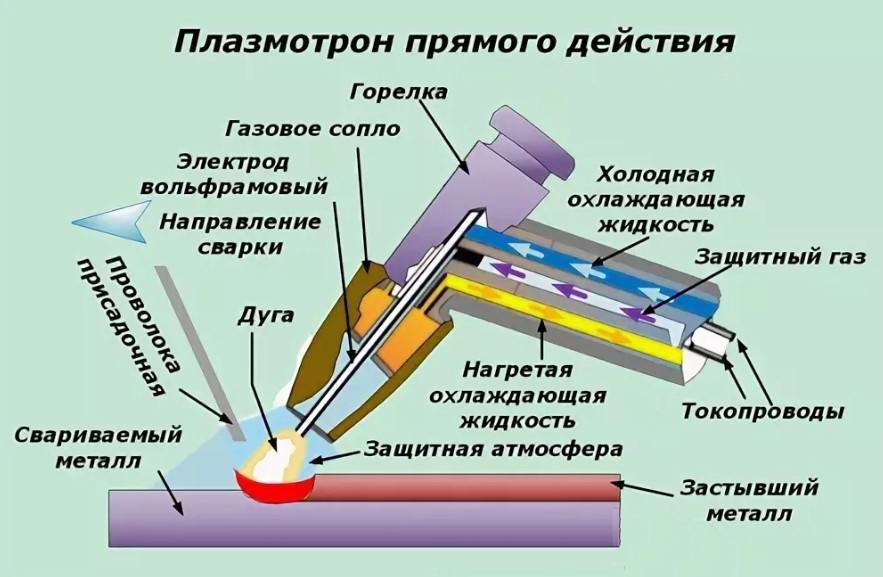
Горелка плазмотрона включает в себя две концентрично расположенные трубки. Во внутренней движется плазменный поток, а во внешней – газ, разогретый до менее высоких температур. Этот внешний поток ограждает периметр зоны резания, обеспечивая точность реза, и защищает прилегающие зоны от окисления.
Стоимость станков для резки металла
Цена оборудования для разделительной плазменной резки металла зависит от рабочих параметров и функциональных возможностей:
- типа – ручной или автоматический с ЧПУ;
- максимального рабочего тока;
- ПВ (продолжительности включения) – бытовые (до 60 %), полупрофессиональные (от 60 до 80 %), профессиональные (80-100 %).
К категории бюджетных устройств относятся инверторные аппараты для ручного резания с максимальным ПВ 60 %. Рассчитанные на более интенсивную эксплуатацию модели относятся к средней ценовой категории. Машины с ЧПУ – самые дорогие, ими обычно оснащают крупные промышленные предприятия, где налажен массовый выпуск продукции
Поэтому важно изначально определить принципы выбора и предстоящей эксплуатации станков
Сфера применения, плюсы и минусы плазменной резки
Оборудование для плазменной резки металлов используется на заводах и в частных мастерских. С его помощью ведется крой листового железа с толщиной от 1 до 100 мм (зависит от мощности аппарата). Плазмой можно вырезать сложные узоры, прожигать отверстия, срезать кромку. Последующие заготовки используются для приваривания к другим конструкциям или подвергаются токарной обработке, штамповке. В отличие от кислородного пламени, плазма режет все виды металлов и керамику, поэтому ее функционал и зона применения шире.
Чтобы определиться, нужен ли Вам плазморез, рассмотрите преимущества и недостатки такого оборудования.
К главным плюсам этого метода кроя относятся:
Высокая скорость реза
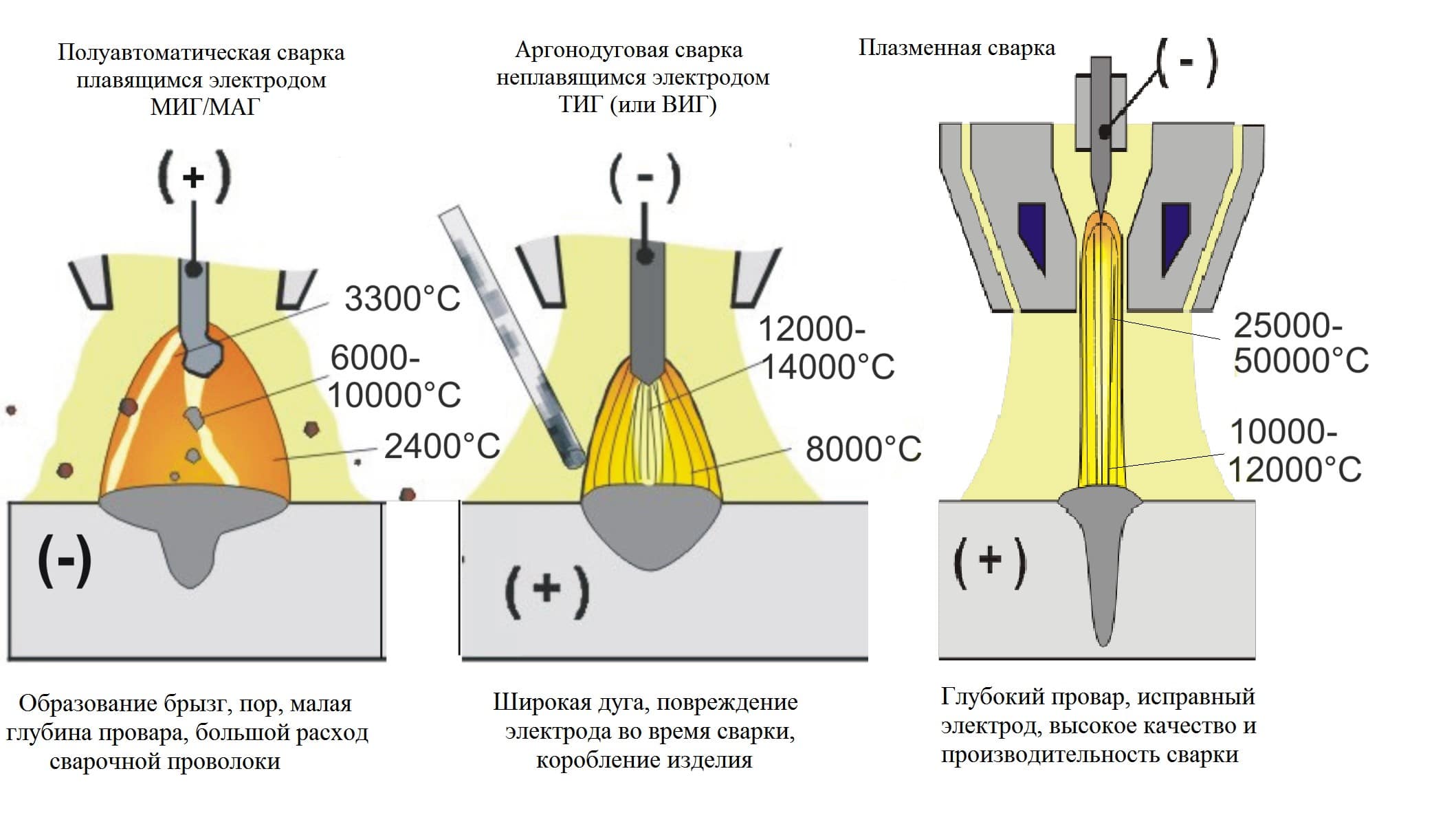
Благодаря температуре 20000 градусов плазморезом можно кроить заготовки гораздо быстрее, чем другими методами. Например, лист с сечением 25 мм получится резать на скорости 1000 мм/мин.


Быстрый сквозной прожиг
Если требуется начать резку не с края листа, а в центре, то плазма прожжет толщину 15 мм за 2 с, а газопламенному резаку потребуется на это около 30 с.
Минимальный нагрев соседних участков
Плазма точечно воздействует на металл, не нагревая поверхность вокруг. Это снижает количество деформаций и позволяет держаться за крупные заготовки руками в перчатках, поворачивая их по необходимости.

Высокое качество реза
После плазмы почти не остается потекших капель шлака на обратной стороне заготовки. Кромки содержат минимум рельефности, поэтому не нуждаются в обработке — сразу можно производить последующую сварку конструкций. Если требуется порезать тонкие листы 1-2 мм, то их можно сгруппировать друг на друге и выполнить все за один раз — заготовки не прилипнут между собой на краях.

Пример металла разрезанного плазморезом.
Безопасность
В этом оборудовании не используются горючие газы. Применение сжатого воздуха или инертных газов делает процесс более безопасным — взрыва точно не будет, как в случае обратного удара пламени в кислородном резаке.
Простота использования
В отличие от газопламенной резки, здесь не нужно настраивать подачу по-отдельности горючего газа и кислорода, а затем регулировать еще и струю режущего кислорода. Все включается одной кнопкой и доступно для быстрого освоения даже новичку.
Возможность автоматизации
Плазморез легко доукомплектовать кронштейном (портальный или консольный тип), чтобы он автоматически передвигался над изделием. Управление ведется с ЧПУ. В нем оператор задает конфигурацию и скорость кроя, одновременно один человек может следить за процессами на пяти установках.
Минимум подготовки перед процессом
Плазма способна кроить любой металл без предварительной очистки от грязи или ржавчины. При работе нет разбрызгивания металла и воздушных хлопков.
Но у этого метода резки есть и недостатки, которые нужно знать, чтобы грамотно выбрать плазморез и не разочароваться.
Вот самые основные минусы аппаратов и самого метода:
- Лучшее качество реза достигается за счет удержания горелки под углом 90 градусов к поверхности. Резать фаску под косым углом могут только дорогие модели.
- Этим оборудованием сложно нагреть металл, чтобы выполнить гиб или ковку.
- Максимальная толщина реза составляет 100 мм, тогда как газопламенной резкой можно прорезать 200-300 мм.
- Само оборудование стоит дороже. Понадобиться еще компрессор. Цена аргона выше, чем пропана или кислорода.
- Аппараты зависят от электрической сети. Для работы в полевых условиях необходим бензогенератор. Его мощность должна быть достаточно высокой, чтобы покрыть потребности плазмореза и компрессора.
Смотрите на что способен плазморез:
Выбор плазмотрона
Чтобы правильно выбрать аппарат для плазменной резки металла, нужно определиться, какими характеристиками должен обладать прибор. Исходными данными могут быть:
Хорошим вариантом оптимальной цены и мощности является модель Сварог CUN 40 B (R 34). Это лёгкий и компактный прибор, который применяется в раскрое тонколистовых металлов менее 0,12 см. Он прост в управлении, неприхотлив в эксплуатации, расход сжатого воздуха минимальный.
 К аппаратам с наилучшими показателями энергосбережения можно отнести модель AURORA PRO AIRFORCE 60 IGBT. Он подойдёт для резки материала, проводящего ток. Принцип работы основан на бесконтактном поджиге дуги. Результатом проведения резки является качественная работа без деформации металла.
К аппаратам с наилучшими показателями энергосбережения можно отнести модель AURORA PRO AIRFORCE 60 IGBT. Он подойдёт для резки материала, проводящего ток. Принцип работы основан на бесконтактном поджиге дуги. Результатом проведения резки является качественная работа без деформации металла.
Для резки толстого металла подойдёт модель BRIMA CUT 120. Устройство используется при резке цветного, углеродистого, нержавеющего металла и меди. Толщина металла может доходить до 35 мм. Он имеет встроенную регулировку дуги и плавно изменяет рабочие параметры устройства.
О чём стоит задуматься при определении необходимых размеров стола? Какие варианты существуют?
Размеры столов могут очень разниться от маленьких (1х1 м) до больших (10-60 м), в зависимости от производственных потребностей.
Определяющими факторами при выборе размера стола являются размеры разрезаемого листа, необходимость одновременной загрузки нескольких листов и способ погрузки/разгрузки. В дополнение к этому стоит учитывать количество доступной площади на производственной площадке.
Для большинства целей изготовители выбирают два типа столов – секционные и водяные. Секционные столы разделены на зоны, которые открываются и закрываются, вытягивая дым из той секции, на которой происходит резка. Водяные столы имеют возможность самостоятельно поднимать или опускать уровень воды в зависимости от ситуации. У водяных столов нет системы удаления дымов, которая есть у секционных столов, поэтому не рекомендуется разрезать алюминий (особенно алюминиево-литиевые сплавы) на таких столах.
Высококлассные услуги
Если вы испытываете какие-либо трудности с тем, чтобы выйти на новый этап развития из-за того, что отсутствует возможность обработки по разным причинам, обращайтесь к нам. Наше производство дает возможность реализовывать заказы любой сложности. Специалисты имеют большой опыт изготовления деталей по стандартным, а также индивидуальным схемам. При возникновении каких-либо вопросов обращайтесь к нашим менеджерам, которые подробно вас проконсультируют. Воспользоваться услугой рассечения углеродистой и конструкционной стали можно, позвонив по указанному номеру или заполнив форму связи, представленную внизу страницы.
Успешно выполнять задачи разного уровня сложности нам позволяют профессионализм специалистов и современное оборудование, используемое на предприятии. Сотрудничая с нами, будьте уверены в качественном и своевременном выполнении услуг. При этом представленные ниже материалы будут отличаться низкой ценой:
углеродистая сталь
нержавеющая сталь
легированная сталь
высоколегированная сталь
алюминий
медь
Преимущества и недостатки технологии резки
Эта технология по сравнению с прочими способами обработки имеет свои преимущества.
- Высокая производительность, лёгкость освоения.
- Плазменная резка обладает высокой точностью и разнообразием линий реза.
- Обрабатываемая поверхность не требует дополнительной шлифовки.
- В процессе работы загрязнение окружающей среды минимальное.
- Используемое ручное оборудование мобильно, имеет малый вес и габариты.
К недостаткам этого метода можно отнести небольшую, до 100 мм, толщину среза. Нельзя работать одновременно двумя приборами, а также отклоняться от перпендикулярности среза.




Как выбрать плазмотрон?
Чтобы производить резку металла плазморезкой своими руками, важно купить оборудование. Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора
Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться
Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора. Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться.
Резка с помощью плазмы может производиться двумя видами плазморезки:
- Инвенторная — имеет компактные размеры, для ее работы необходимо малое количество энергии, аппарат легкий с привлекательным дизайном. В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;
- Трансформаторная — высокая длительность включения, если напряжение будет скакать, плазморезка не выходит из строя. Размер, вес агрегата достаточно большие, энергии такая плазморезка также потребляет много.
ВАЖНО ЗНАТЬ: Технология воздушно плазменной резки металлов
При выборе плазмотрона для резки своими руками, рекомендуется обратить внимание на параметры. Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу
Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу.
Мощность
В зависимости от того, каковы характеристики изделия, которое необходимо разрезать, выбирается мощность. Будет отличаться и размер сопла, тип газа.
Так, при мощности 60-90А плазморезка сможет справиться с металлом толщиной 30 мм.
Если необходимо разрезать большую толщину, то рекомендуется купить плазморезку с мощностью 90-170А.
Выбирая агрегат, учтите силу тока, напряжение, которое он сможет выдержать.
Время, скорость разрезания материала
Этот показатель меряют в см, которые аппарат сможет разрезать за 1 минуту. Одни плазморезки смогут разрезать металл за 1 минуту, а другие за 5.
При этом толщина материала будет одинаковая.
Если важно сократить время на резку, то стоит учесть скорость разрезания. Аппараты отличаются временем работы — длительность разрезания металла, не перегреваясь
Если указано, что длительность работы составляет 70 процентов, то это значит, что плазморезка будет работать 7 минут, после чего 3 минуты она должна остывать.
Если необходимо сделать длинные разрезы, то рекомендуется выбирать агрегаты с высокой продолжительностью работы.
Горелка плазморезки
Стоит оценить материал, который придется разрезать. Горелка плазморезки должна обладать мощностью, чтобы качественно его разрезать.
При этом стоит учесть, что условия работы могут быть сложными, резка — интенсивной.
На рукоятки таких плазморезок можно закрепить дополнительные элементы, поддерживающие наконечник сопла на определенном расстоянии. Это во много раз облегчает работу.
Если плазморезкой будет проводиться разрезание тонкого металла, то можно выбрать агрегат, в горелку которого поступает воздух.
Если планируется плазменная резка толстого металла, нужно предпочесть плазмотрон, в горелку которого будет подаваться азот.
Внешние характеристики
При плазморезке своими руками чаще всего выбирают переносные плазморезки, которые отличаются компактными размерами.
Ими не сложно управлять, не имея достаточного опыта, доступна фигурная резка.
Видео:
Стационарные агрегаты имеют большой вес, предназначены для разрезания более толстых материалов, их цена соответственно будет больше.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.

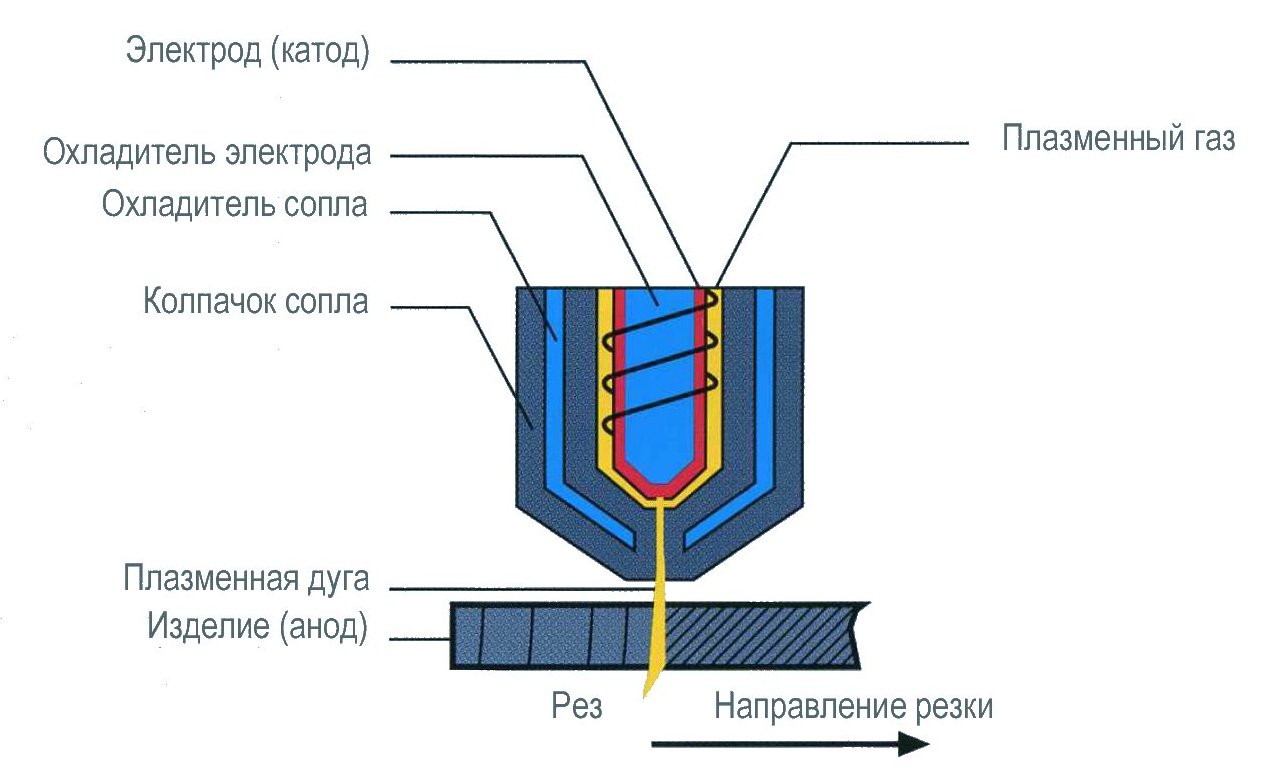

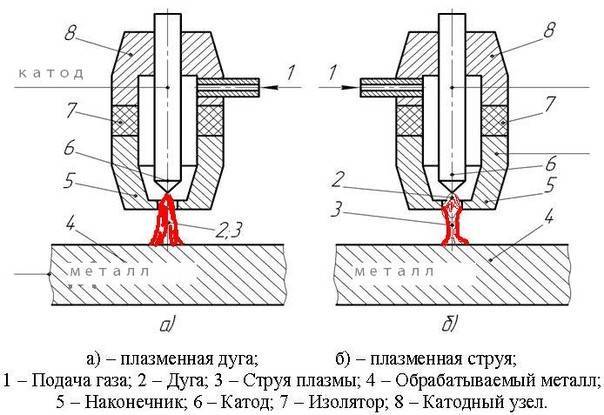
Плазменная дуга и струя.
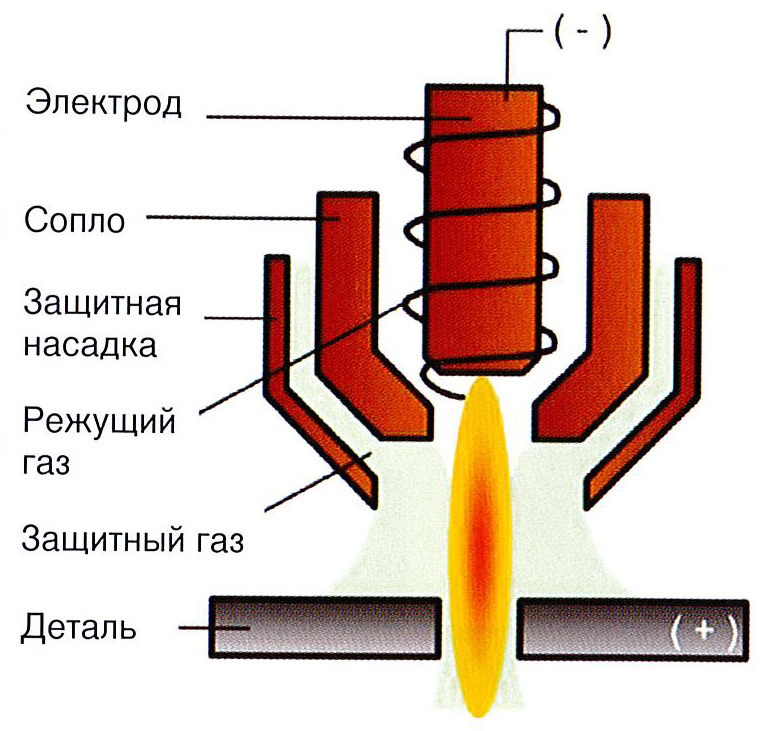
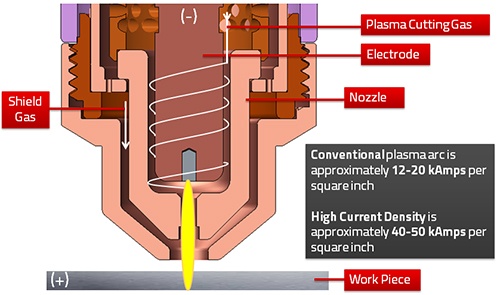
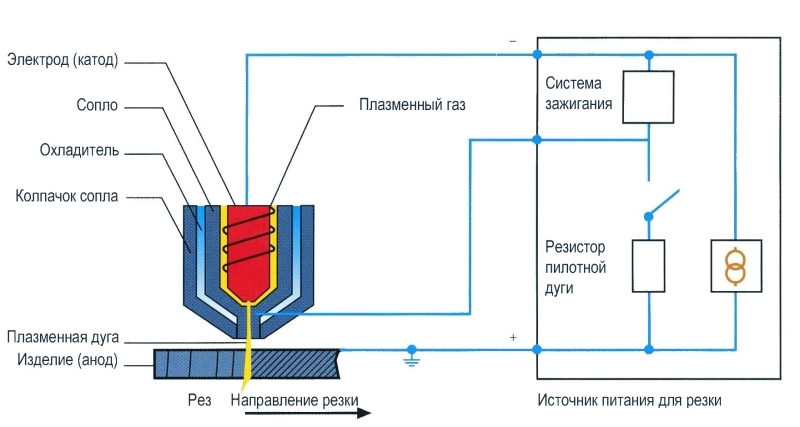
Дуга начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
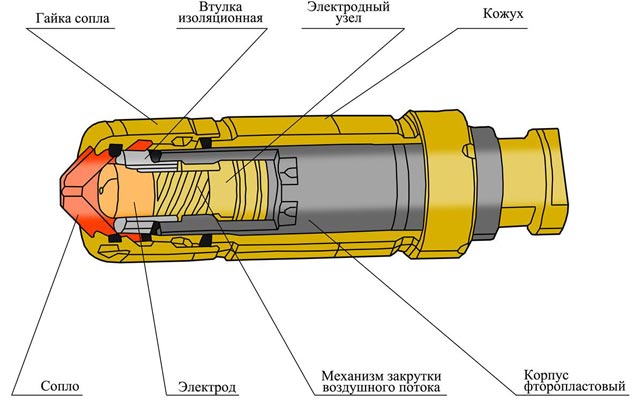
Устройство
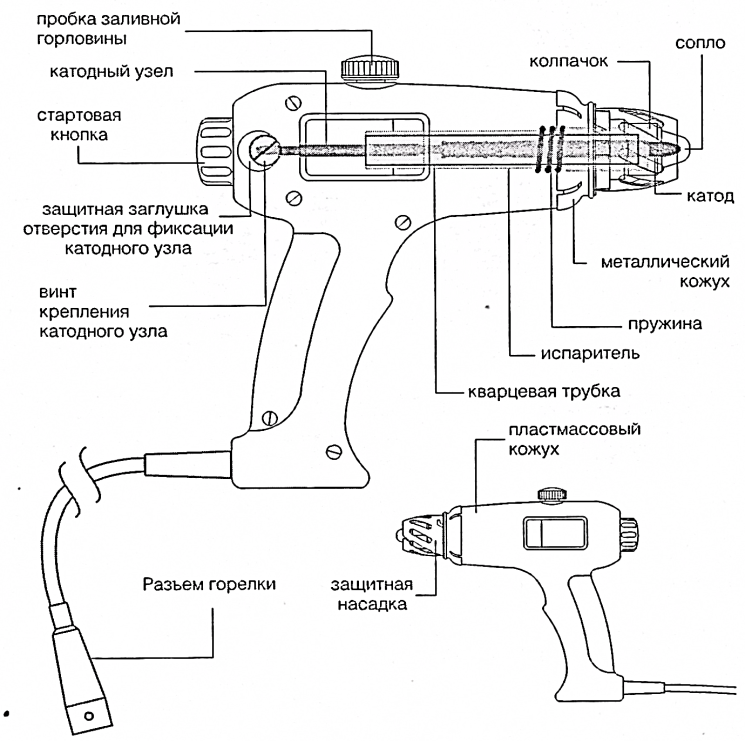
Горелка состоит из:
- электрододержателя, электрически изолированного от обеих внутренних трубок;
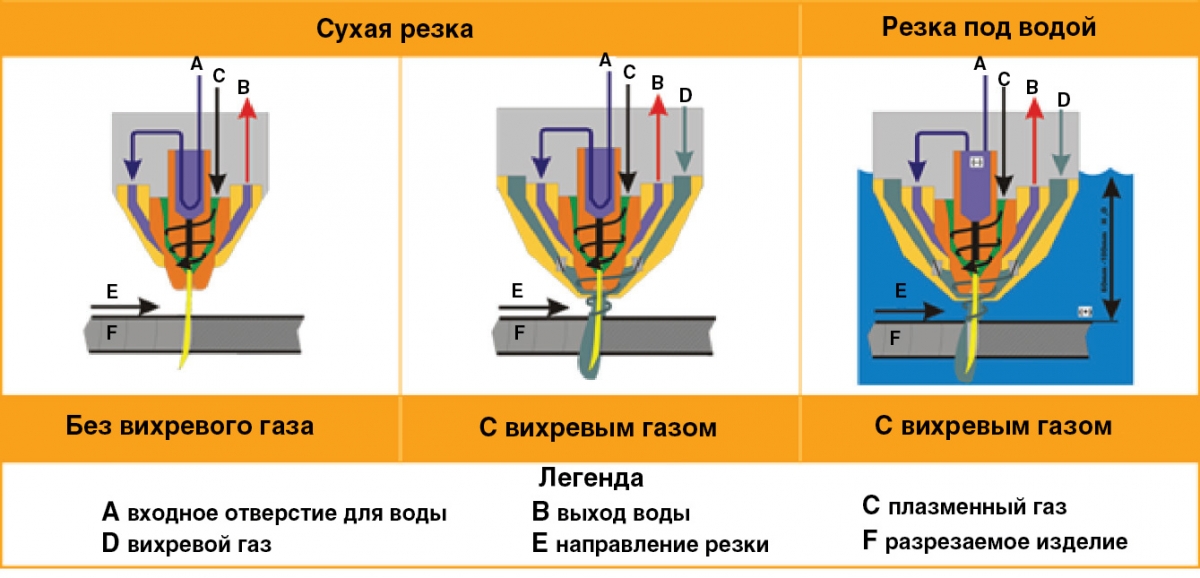
- вихревого кольца, которое обеспечивает круговое движение плазмы;
- полого электрода, внутри которого установлены рабочая и экранирующая трубки;
- возвратной пружины;
- наконечника;
- защитного колпачка.
Конструктивно к плазмотрону для плазменной резки относят также шланги, по которым осуществляется подвод плазмообразующего воздуха.
Форма отверстия в сопле определяет размеры и конфигурацию дуги. Оно рассчитывается таким образом, чтобы выдерживать поток ионизированного газа, нагретого до 4500…5000°С, при плотности тока до 40000 °С/мм2.

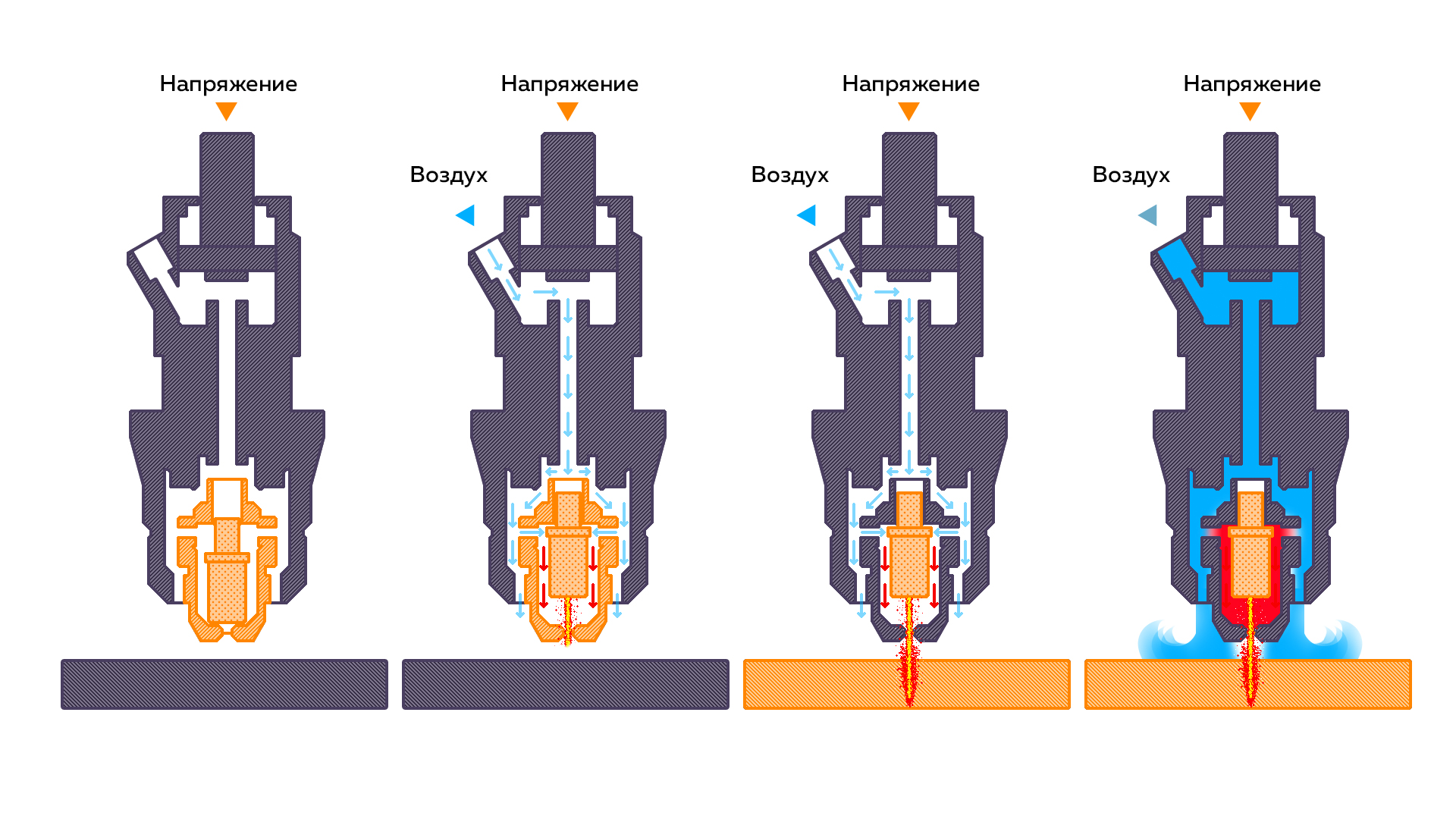
Последовательность работы ручного плазмотрона такова. При выключенном оборудовании рабочие поверхности детали и наконечника соприкасаются между собой, поэтому головка плазмотрона не должна быть прижата к металлу. При включении резака источник питания начинает генерировать постоянный ток, мощность которого может достигает 500 А. Ток ионизирует воздух, находящийся в промежутке между трубками, который постепенно ионизируется, приобретая необходимую температуру. В результате инициируется поток плазмообразующего газа. При повышении давления газа до нужных пределов, пружина раздвигает между собой электрод и сопло. Образуется промежуток, в котором возбуждается электрическая искра. Она и преобразует воздушный поток в струю плазмы. Затем происходит переключение направления постоянного тока по наиболее короткому пути между электродом и заготовкой. Такое движение длится до тех пор, пока триггер не возвращён в своё прежнее положение.