
Принцип работы фрезерных станков
Фрезерное оборудование позволяет осуществлять различные технологические операции: резку, сверление, расчет расстояний между отверстиями, которые необходимо выполнять, а также ряд других. В качестве материалов, которые можно обрабатывать на таком оборудовании, могут выступать:
- древесина;
- черные, а также цветные металлы;
- керамика;
- полимерные материалы;
- природный и искусственный камень.
Заготовки закрепляются на рабочем столе, а их обработка выполняется за счет вращающейся фрезы, которая и режет материал.
Станок с ЧПУ обрабатывает металлическую заготовку
Фрезерные станки, оснащенные ЧПУ, выпускаются в различном конструктивном исполнении.
Консольного типа:
- модели, обладающие широкой универсальностью;
- горизонтального типа;
- вертикального типа.
Бесконсольной конструкции:
- вертикальные;
- горизонтальные.
Самыми популярными и, соответственно, распространенными являются фрезерные станки с ЧПУ консольного типа. На консоль закрепляется обрабатываемая заготовка, и именно этот рабочий орган совершает движения по отношению к режущему инструменту. Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.
Обработка на фрезерных станках бесконсольного типа осуществляется за счет того, что перемещаться в них может как рабочий стол, который движется в двух направлениях, так и шпиндель, способный изменять свою позицию в вертикальной плоскости, а также во всех остальных направлениях.
Основные узлы фрезерного станка с ЧПУ
Станок фрезерной группы с ЧПУ автоматически выполняет операции, информация о которых предварительно записана на один из носителей. Программы, которые управляют его работой, могут быть нескольких типов.
- Позиционные, предполагающие фиксацию координат конечных точек, по которым и выполняется обработка заготовки. Такое программы используются для управления станками сверлильной и расточной группы.
- Контурные, управляющие траекторией обработки заготовки. Они используются для управления станками круглошлифовальной группы.
- Комбинированные, которые объединяют в себе возможности программ контурного и позиционного типа. Такими программами управляются станки, относящиеся к многоцелевой категории.
- Многоконтурные. С их помощью можно управлять всеми функциональными возможностями станка, они являются самыми сложным типом ПО. При помощи таких программ обеспечивается управление широкоформатным оборудованием.
Фрезерные станки, оснащенные ЧПУ, обладают целым рядом значимых преимуществ:
- позволяют увеличить производительность обработки в 2–3 раза;
- дают возможность изготавливать детали с высокой точностью;
- минимизируют объем ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- сокращают время, необходимое для подготовки заготовок;
- минимизируют время обработки деталей.
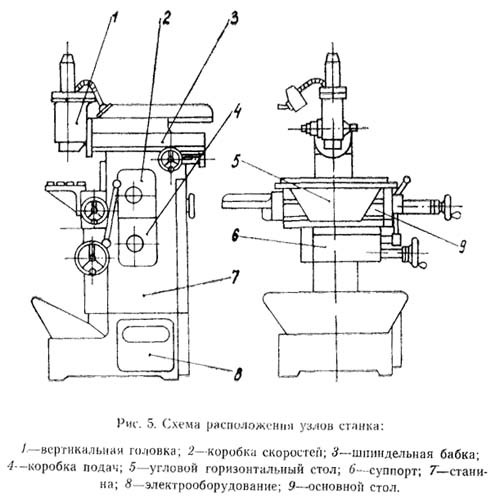
Особенности конструкции станка
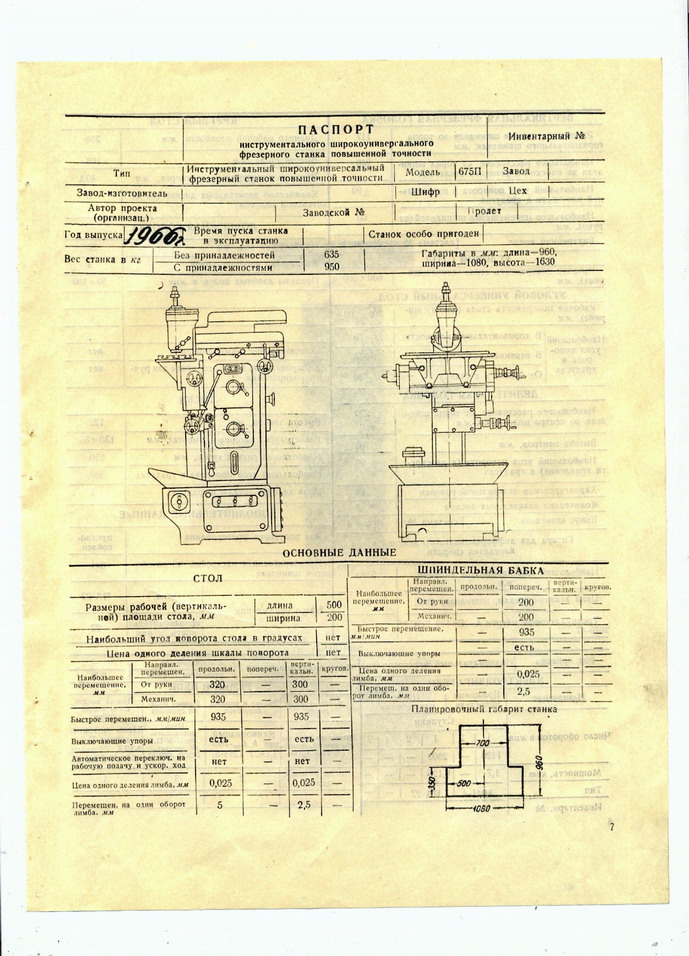
Распространенный 675П фрезерный станок характеризуется весьма распространенной компоновкой. Она представлена сочетанием следующих элементов:
- Для фиксации инструмента может применяться два шпинделя. Как правило, вертикальный шпиндель может применяться для фиксации довольно большого количества различных инструментов.
- Вертикальный или основной стол.
- У конструкции есть коробка подачи и скоростей, которые спрятаны в корпусе, обеспечивается доступ для обслуживания и ремонта. За счет установки электродвигателя мощностью 1,5 кВт существенно расширяется область применения оборудования.
- Имеется и горизонтальный съемный стол.
- Шпиндельная бабка предназначена для защиты основных элементов.
- Электрическое оборудование предназначено для управления основными узлами.
- Станина выступает в качестве основания, на котором крепятся все основные узлы. В рассматриваемом случае она представлена литой чугунной конструкцией.
- Вертикальная головка.

Чертеж горизонтального шпинделя и других узлов можно встретить в нормативной документации. Фрезерный станок 675П, паспорт которого включается в комплект поставки, имеет 16 скоростей и несколько ускоренных ходов. Для холостого хода может использоваться режим реверса, когда шпиндель вращается в обратном направлении.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 675
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955 Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977


Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
Производственная система представляет собой группу станков, последовательно обрабатывающих одну заготовку. Для массового изготовления, например, автомобильных деталей применяются специализированные производственные системы, называемые автоматическими линиями. Такая линия состоит из отдельных станков (фрезерных, сверлильных, расточных), связанных между собой системой перемещения деталей от одного станка к другому. Автоматические линии позволяют удешевить массовое производство однотипных деталей.
Однако в машиностроении преобладают серийное и единичное производства, требующие частой переналадки оборудования. Применение обычных автоматических линий в таких производствах малоэффективно. Основу комплексной механизации здесь составляют групповая технология, станки с ЧПУ, промышленные роботы, автоматические транспортно-складирующие системы. На их базе с применением координирующих компьютеров создаются быстропереналаживаемые автоматизированные комплексы, называемые гибкими производственными системами (ГПС). При изготовлении, например, головок цилиндра дизельного двигателя ГПС способна обрабатывать головки цилиндра от 5 до 100 разных размеров и типов, причем их заготовки могут поступать в случайном порядке.
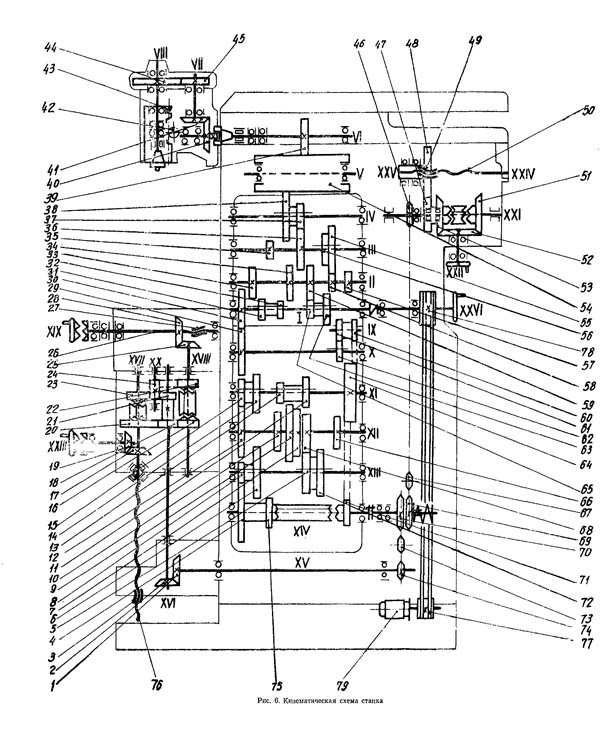
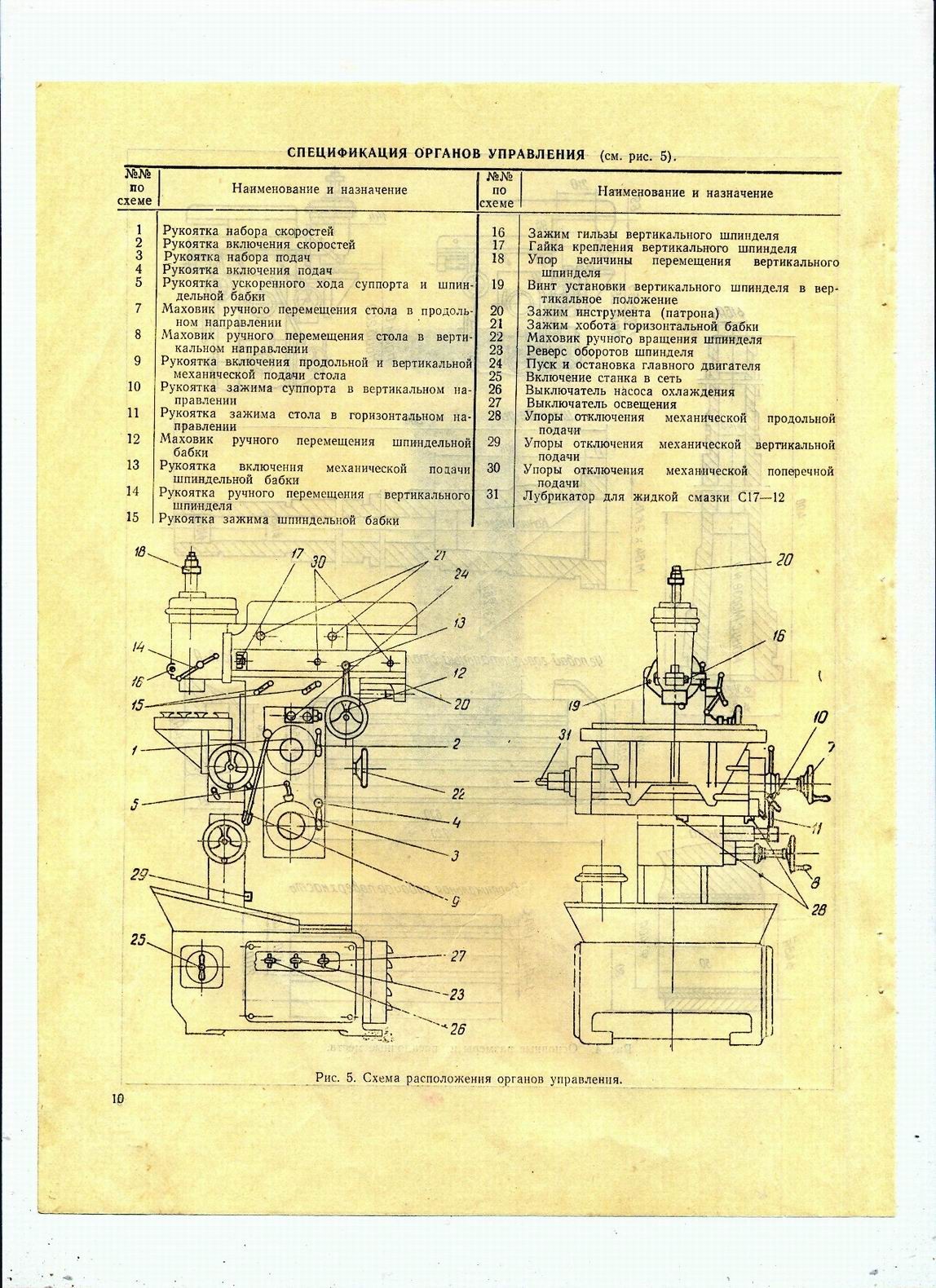
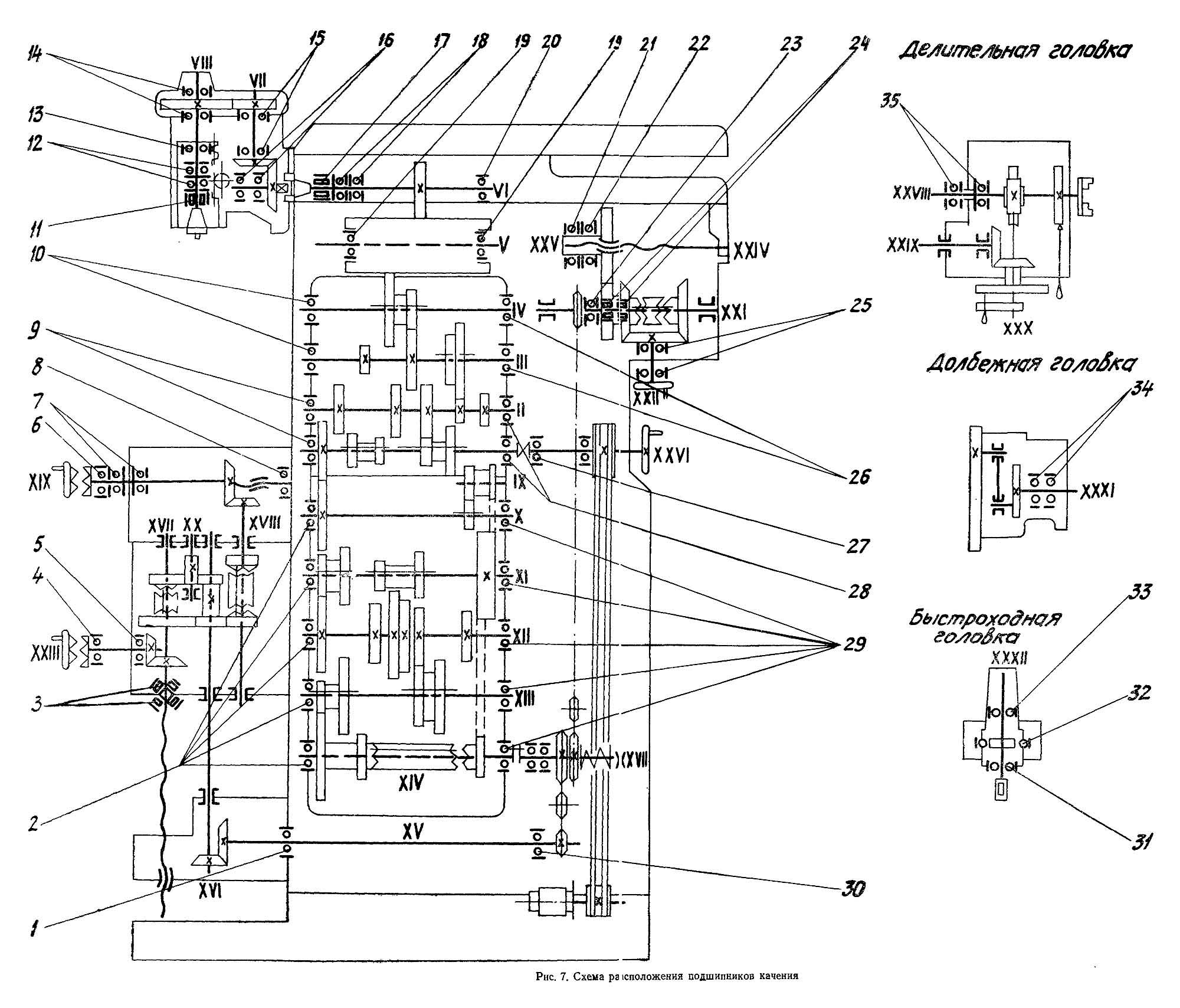
Кинематическая схема
Для понимания особенностей взаимодействия отдельных составляющих станка желательно изучить его кинематическую схему.
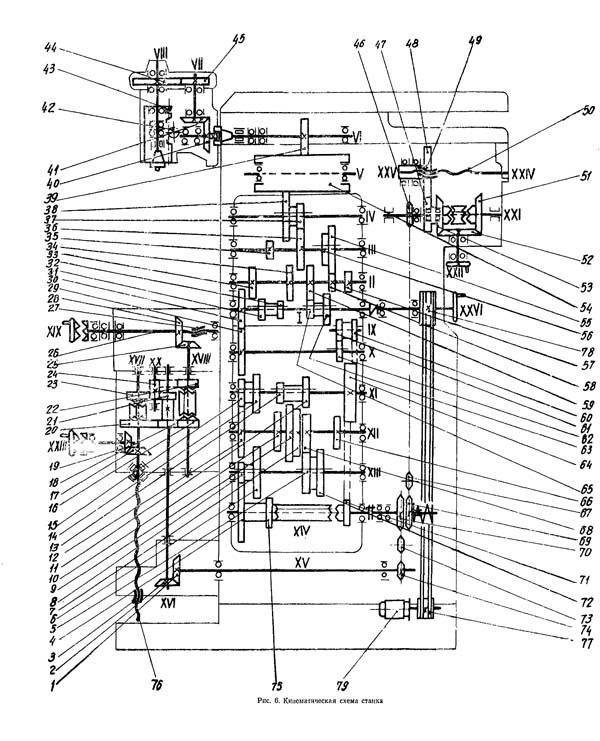
Описание схемы
Указанный документ обычно приводится в паспорте станка и сопровождается расшифровкой обозначений отдельных узлов и деталей (фото слева).
Только после ознакомления с ней можно приступать непосредственно к освоению основных приемов работе на станке.
Цепь главного движения
От двигателя заявленной мощностью 1,5 кВт вращающий момент передается ремнем на вал 1. От него через КС он дальше поступает на шестерню 54, а затем через другую передачу 39 – на шпиндель VI.
В свою очередь шпиндель VIII получает приводной импульс от своего горизонтального аналога посредством конической пары шестерен 40, 41 и цилиндрической – 45, 44.
Различные позиции блочных шестерен КС обеспечивают широкий выбор скоростей для обоих шпинделей.
Цепь подач
Цепь подач приводит в движение вертикальный суппорт, а также имеющиеся на станине продольные салазки и размещенную тут же бабку (в последнем случае движение будет в поперечном направлении). Диапазон скоростей при 16-ти градациях подач — от 12,5 до 400 мм/минуту.
Механизм подач объединен с главной передачей электропривода и получает вращение от КС через зубчатые элементы 30, 29. При перемещениях с ускорением расположенная на валу муфта XIV приходит в зацеплении с колесом позиция 71.

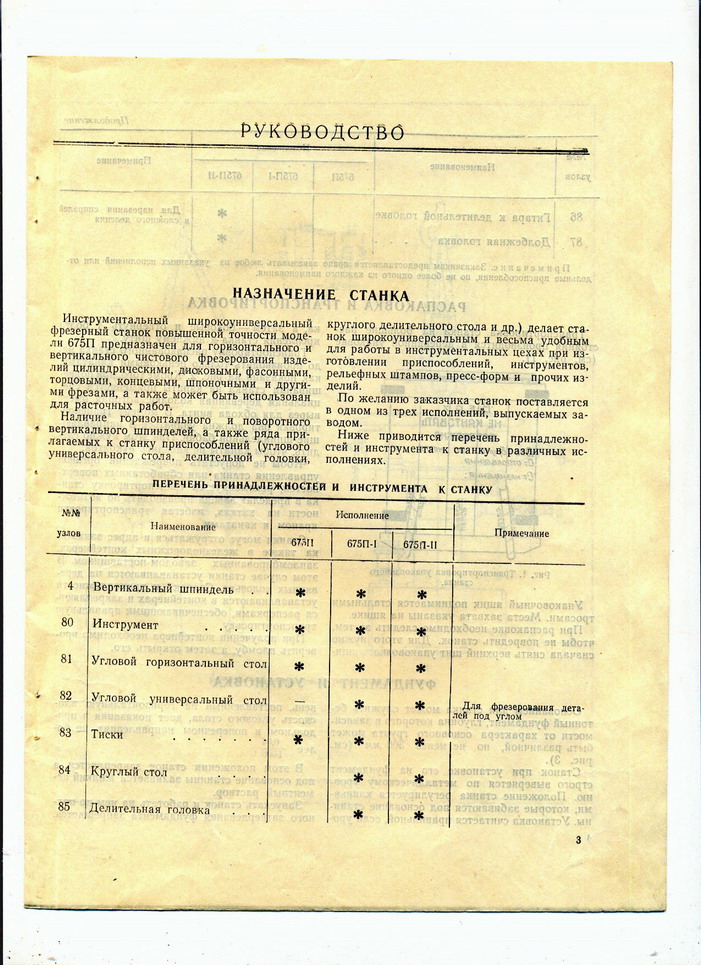
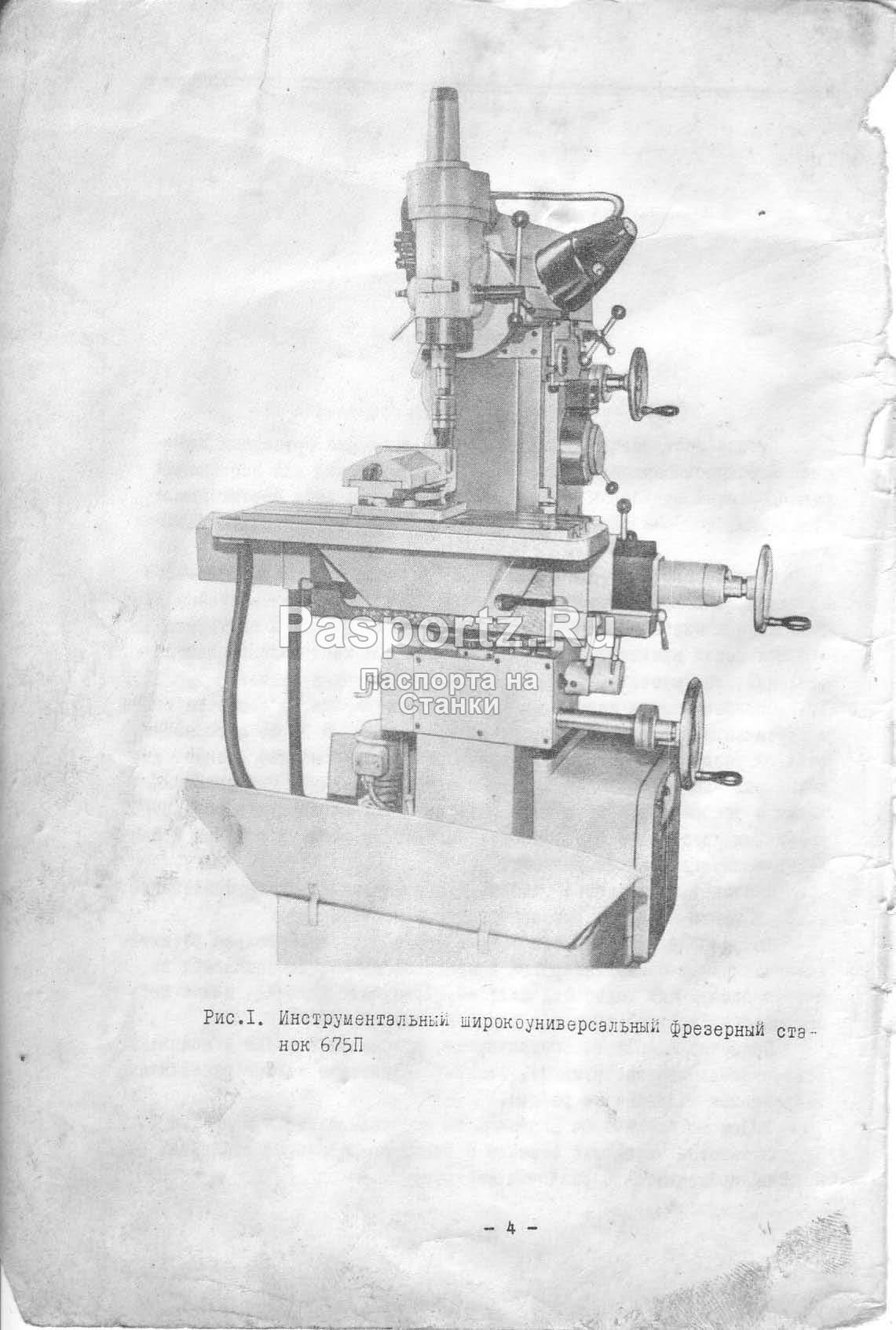
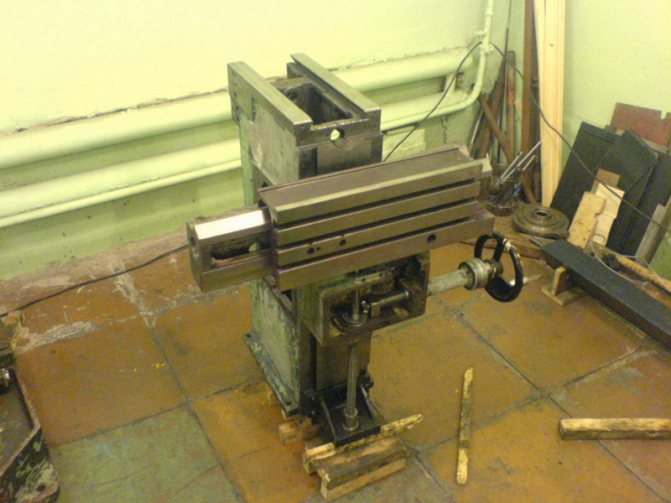
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.







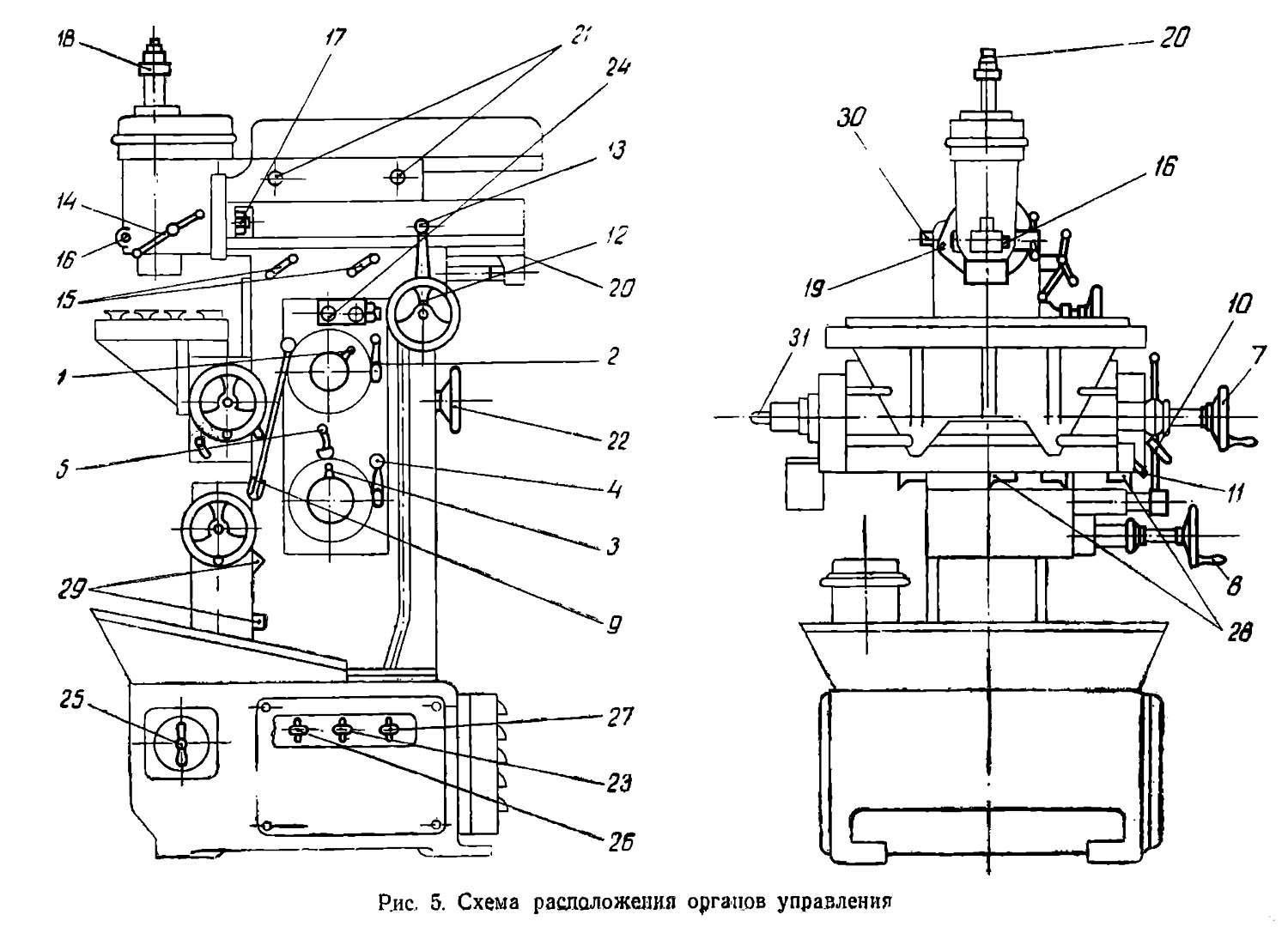

Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
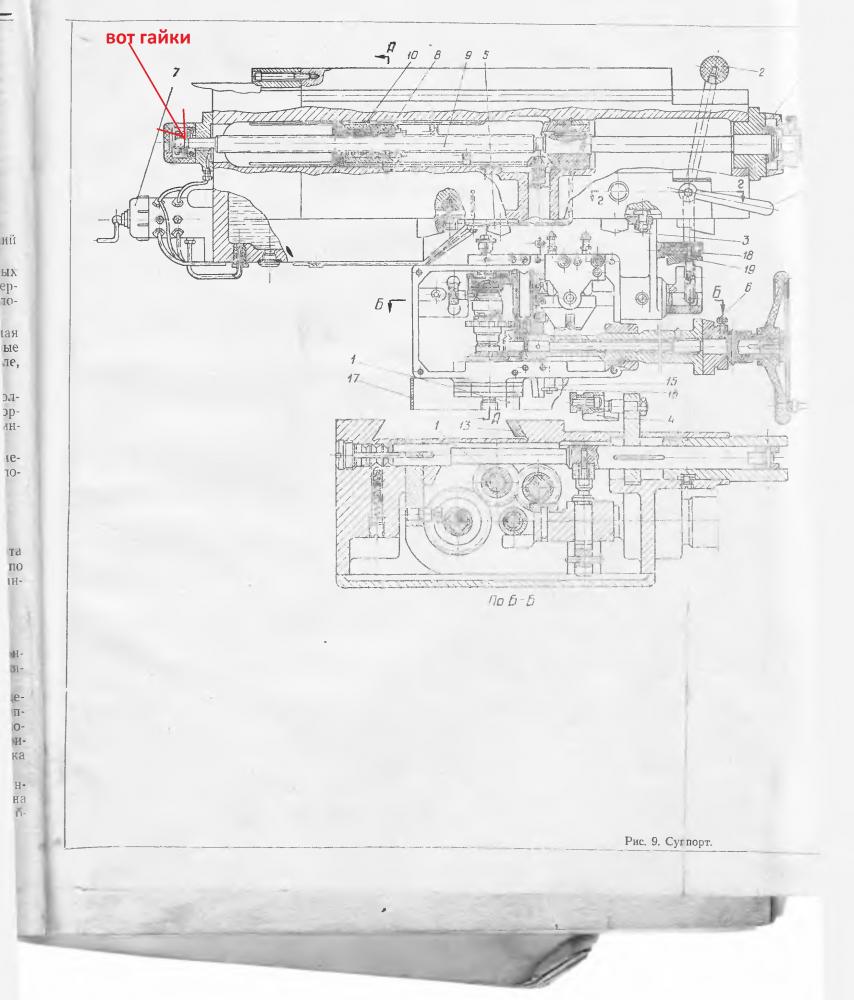
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
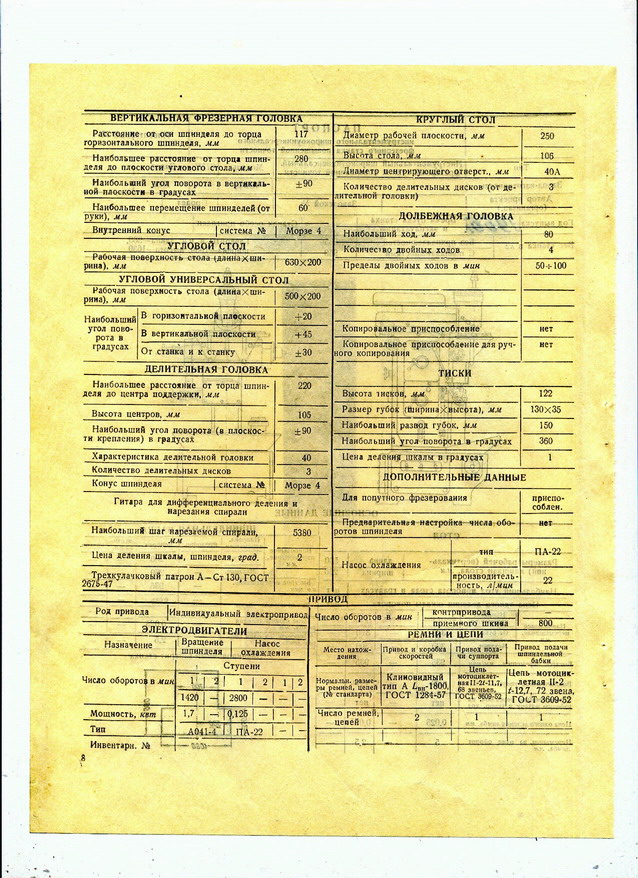
Технические свойства и назначение
Рассматриваемый станок для фрезеровальных работ 675, технические свойства которого формируют его большую сферу использования, отличается большой точностью. Модель может использоваться для фрезеровки во время установки таких видов инструмента:
- Концевые и торцевые, шпоночные. Аналогичные фрезы ставятся в вертикальном положении, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они ставятся при фиксации в шпинделе горизонтального типа.
Станок многоцелевой фрезерный рассматриваемой модели может применяться для обработки заготовки под угол. При этом аппарат располагает специализированной делительной головкой и столом круглой формы, благодаря чему можно создавать отверстие и иные элементы на равном расстоянии по отношению друг к другу.
Рассматриваемая модель укомплектовывается инструментальным шкафом, предназначенного для хранения инструмента и разного оборудования. За счет данного компонента значительно становится шире сфера применения устройства. При использовании дополнительного инструмента и оснастки проводятся непростые операции, которые выполнить на обыкновенных моделях не выйдет.

Техвозможности рассматриваемого оборудования также очень обширны. Ключевыми моментами можно назвать следующее:
- Размеры конструкции дают возможность проводить фрезеровка заготовок, ширина которых более 25 см и длина до 80 см. Очень высокая точность дает возможность проводить обработку заготовок с маленькими геометрическими размерами.
- Вертикальный шпиндель устанавливается на специальном подвижном хоботе. При этом имеется возможность поворота во обоюдно поперечных плоскостях под угол 90 градусов.
- Требуемая точность достигается благодаря уменьшению степени вибрации установки во время работы. Для этого все узлы размещены на чугунной станине, которая отлично справится с задачей по гашению вибрации.
- На станине есть электрический насос с критерием продуктивности около 22 литров за минуту. Благодаря этому узла выполняется подача смазочно-охлаждающей жидкости. Аналогичное вещество дает возможность значительно увеличить служебный срок устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобная для оператора. Собственно поэтому не появляется проблем с его управлением.
- Позволяется проводить установку станка для фрезеровочных работ в цехах со штучным и мелкосерийным критерием продуктивности труда.
- Наличие вертикального и горизонтального шпинделя дает возможность значительно увеличить область использования фрезеровочных станков.
- Небольшие размеры агрегата дают возможность проводить его установку в традиционном гараже или мастерской дома. По мимо этого, главные характеристики дают возможность проводить установку станка для фрезеровочных работ в помещениях для производственных нужд.
- Значительно увеличить возможности станка для фрезеровочных работ можно путем установки долбежной головки. В основном, они используются для проведения долбежной процедуры.

Технологичными характерностями модели можно назвать приведенные ниже параметры:
- Масса станка для фрезеровочных работ составляет 1,1 тонн. Данный момент определяет то, что оборудование может ставиться без подготовительной подготовки основания. Значительно увеличить точность обработки можно за счёт создания основания, представленного плитой.
- Для подачи СОЖ ставится насос с мощностью 0,12 кВт. Подача аналогичной жидкости проходит в территорию резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов за минуту, у вертикального данный показатель в диапазоне от 63 до 2000 оборотов за минуту.
- Самый большой вращающий момент 214 Нм.
Область назначения рассматриваемого оборудования состоит в установке в домашних мастерских, а еще маленьких помещениях на производстве. Благодаря использованию самых разных инструментов имеется возможность получить изделия очень разной формы и размеров.
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Возможность обработки поверхностей самой сложной формы и ориентации достигается за счет придания режущему инструменту и заготовке необходимого взаимного расположения и траектории перемещения в пространстве, которые обеспечиваются агрегатами и механизмами станка.
Для этого он оснащен двумя шпиндельными валами, один из которых (горизонтальный) размещен в бабке, перемещающейся по направляющим в верхней части станины, а второй – в вертикальной фрезерной головке, устанавливаемой на торец бабки. Вертикальный шпиндель имеет возможность перемещения в осевом направлении, а также поворота на угол ±90° в вертикальной плоскости. Кроме этого, позиционирование и перемещение обрабатываемой детали в пространстве осуществляется с помощью механизмов подачи рабочего стола в вертикальном и горизонтальном направлении, а также применением специальной оснастки и приспособлений, обеспечивающих ее установку и закрепление на плоскости стола в заданном положении.





Перемещение режущего инструмента вместе со шпиндельной бабкой и движение рабочего стола может производиться как вручную, так и механизмами подач, приводимыми в действие электродвигателем через коробку передач и ходовые винты.
При работе с режущим инструментом горизонтального вращения используется вал шпиндельной бабки и выполняются операции горизонтального фрезерования. В случае вертикального фрезерования, сверления устанавливается головка с вертикальным шпиндельным валом.
Установка фрез, сверл, и другого инструмента производится напрямую либо через оправки в конические гнезда 7:24 шпиндельных валов с фиксацией с помощью шомпола.
Все механизмы управления движением инструмента и рабочего стола оборудованы устройствами индикации линейных и угловых параметров, позволяющими выполнять настройку на заданные размеры и производить обработку с высокой точностью. Широкий диапазон регулирования частоты вращения инструмента и скоростей подач дает возможность получить наилучшее качество поверхности.
Набор технологических возможностей, дополняемый применением специальной оснастки и приспособлений, наделил фрезерный станок СФ676 достоинствами высокоэффективного многофункционального оборудования. Свои положительные качества и превосходные характеристики он заслужил многолетним опытом работы в металлообрабатывающих производствах всех отраслей машиностроения.