
Типы оснастки
Выделяют следующие разновидности фрезерных оправок:
Оправки для крепления торцевых фрез.
У них, как правило, короткая цилиндрическая часть. В торце у такой оправке присутствует 2 сухаря (две направляющие), которые препятствуют проворачиванию фрезы. Ее крепление осуществляется с помощью винта, который вкручивается в торец оправки.

Оправки для крепления цилиндрических фрез.
Они используются для фрез следующих типов:
- дисковых;
- прорезных;
- отрезных;
- угловых;
- фасонных.

Данные фрезы насаживаются на оправки, поэтому крепежные части у последних весьма длинные. От проворота фрезы на оправке предусмотрена шпонка в пазе фрезы. Зажим режущего инструмента осуществляется поджимной гайкой, которая навинчивается на оконцовку оправки. Для того, чтобы иметь возможность крепить разный по ширине инструмент, на оправку устанавливаются втулки различной ширины.
Если речь идет о горизонтально-фрезерных станках, то такие оправки характеризуются относительно большой длиной. Поэтому они вторым своим концом закрепляются в серьге хобота станка, что, во-первых, придает конструкции жесткость, а во-вторых, позволяет устанавливать на оправку сразу несколько фрез.
Оправки для концевых фрез.
Концевые фрезы укрепляются в отверстии оправки, так как диаметр последних больше диаметра инструмента. Поэтому для установки фрез с диаметром хвостовика до 20 мм используются цанговые патроны ER. Здесь есть вероятность, что при значительных нагрузках фреза будет вытянута из патрона, но зато данный тип крепления обеспечивает малое биение инструмента при обработке.

Оправки для сверла.
Для фиксации сверла используются универсальные патроны с винтовыми зажимами. Они используются только для крепления сверла потому, что не могут нести радиальную нагрузку. Кроме того, зажимное усилие у таких оправок меньше, чем у цанговых, из-за меньшей площади контакта крепления с хвостовиком сверла.

Поэтому у таких оправок вероятность проворота больше, как следствие, они применяются для обработки деталей, где требуется меньшее усилие. Если требуется большее усилие, то тогда используются прецизионные патроны для сверла.
Оправки для растачивания.
Здесь выделяется 2 типа оправок:
- Модульная система (данная оправка имеет фланец, на который крепятся разнообразные расточные головки).
- Оправки с револьверными головками (в такой оправке присутствует закрепленный на торце блок, на котором уже крепятся сами режущие головки, как правило, с регулируемым вылетом).

Фрезерный станок с ЧПУ – область применения
Универсальные возможности станков открывают большие перспективы по использованию фрезерных комплексов с ЧПУ практически во всех областях производства, от тонкой ювелирной работы до судостроения.
Машиностроение
Токарно-фрезерное оборудование в машиностроении
Большая часть работ по производству и обработке машинных механизмов и деталей выполняется на фрезерных станках. Сюда входит изготовление втулок, шестерен, элементов корпуса и двигателя, обработка цилиндров и многое другое. Высокоточное оборудование для фрезеровки одинаково качественно работает с любыми видами металлов, независимо от их твердости.
Деревообработка
Изготовление узорчатой балясины на четырехкоординатном фрезерном станке с ЧПУ
Наиболее широко фрезерное оборудование с ЧПУ используется при работе с древесными материалами. Станки позволяют воплотить в жизнь любые дизайнерские решения и прекрасно справляются как с распилом, так и с эстетической обработкой древесины. Материалами могут служить древесные плиты, доска, твердые и мягкие породы дерева. При помощи фрезерного оборудования можно производить:
- декоративную фрезеровку мебельных фасадов;
- гравировальные работы по дереву;
- вырезание корпусных элементов мебели;
- лестницы любой степени сложности: от простейших, до украшенных резными балясинами;
- двери, декорированные сложным орнаментом;
- различные интерьерные элементы;
- предметы быта (хлебницы, разделочные доски и т.д.);
- создавать барельефы;
- выполнять объемную резьбу, фигурную резку букв, логотипов, сувенирной продукции.
Ювелирная промышленность
Алмазная огранка изделия с использованием фрезерного оборудования
В области работы с драгоценными металлами и камнями фрезерно-гравировальным станкам нет равных: их возможности значительно превосходят человеческие по точности и производительности. На ювелирных фрезерных станках можно:
- наносить гравировку на изделия (фляги, украшения, портсигары и прочее);
- создавать коллекционные монеты;
- изготавливать восковые формы;
- производить сувенирные изделия из драгметаллов;
- выполнять объемные рельефные узоры.
Архитектура и дизайн
Макеты зданий, выполненные на фрезерном станке
На фрезерном оборудовании с ЧПУ создаются плоские и объемные логотипы, дизайнерские и рекламные объекты, макеты зданий, уличные указатели и номера домов, элементы корпоративной символики и множество других изделий такого плана. В качестве материала может выступать камень, металл, древесина, пластик, стекло.
Металлообработка
Фрезерное оборудование позволяет выполнять высокоточную обработку металлов и сплавов
В секторе металлообрабатывающей промышленности возможности фрезерных станков с программным управлением поистине безграничны. Независимо от прочности металла, на оборудовании для фрезеровки можно производить:
- отрезные работы;
- гравировку поверхности;
- шлифовку;
- токарные работы;
- проводить черновую и чистовую обработку поверхностей;
- наносить рельефный узор.
Именно универсальность, многофункциональность, высокая эффективность и точность выполняемых работ делают фрезерные станки с ЧПУ востребованным оборудованием в любом производстве.
Это интересно: Режимы резания при фрезеровании — таблица, элементы, выбор режимов
Приспособления для закрепления заготовок на станках
Помимо системы УСП, при обработке на станках с ЧПУ применяются и другие системы, в частности модернизированная версия системы УСП — система УСПМ-ЧПУ. Основное отличие ее заключается в том, что в базовые элементы системы встроены гидроцилиндры, благодаря чему намного повышается быстродействие зажимных устройств и усилие зажима заготовки.





В сборно-разборных наладочных приспособлениях их элементы фиксируются системой палец — отверстие в отличие от УСП, где фиксация осуществляется системой шпонка — паз. Система палец — отверстие гарантирует более высокую точность, жесткость и стабильность параметров приспособления. Фиксирующие отверстия выполнены во втулках из прочного и износостойкого металла, втулки запрессованы в корпуса плит и угольников. Для крепления базовые элементы комплекта снабжены Т-образными пазами.
Станочные приспособления с магнитным и электромагнитным приводом используют в своей работе энергию магнитного поля, поэтому у них несколько сужена область применения — они могут работать только с заготовками из ферромагнитных материалов (прежде всего из стали и чугуна).
Если источником магнитной энергии является электромагнит, то такой привод называется электромагнитным, если постоянный магнит — то магнитным. Данные приспособления достаточно просты, имеют высокую жесткость, низкую стоимость.
Приспособления для закрепления заготовок на станках с электромагнитным приводом могут применяться для практически неограниченных размеров зажимаемых заготовок. При этом на них имеется возможность регулировать усилия фиксации (зажима) заготовки, легко автоматизировать процесс зажима и разжима. Но они имеют и ряд недостатков: наличие токопроводов и системы управления; выделение значительного количества теплоты; возможность возникновения аварийной ситуации при отключении электропитания.
Приспособления с магнитным приводом автономны и не зависят от внешнего источника энергии, безопасны в эксплуатации, но при их применении невозможно регулировать усилие зажима заготовки, сложно автоматизировать их работу.
При применении обоих видов приспособлений необходимо размагничивать детали после их изготовления. Отличительной особенностью этих приспособлений является также то, что при их применении положение заготовки на столе станка может быть произвольным относительно осей координат. Поэтому в тех случаях, когда требуется строгая ориентация заготовки при обработке, необходимо дополнять магнитное приспособление для закрепления заготовок различными элементами, обеспечивающими точное положение заготовки на магнитной плите.
Группы станков с ЧПУ
В зависимости от вида основных операций обработки станки подразделяются на технологические группы:
токарные,
фрезерные,
сверлильные,
сверлильно – фрезерно расточные,
шлифовальные,
многооперационные.
По количеству используемого инструмента, станки с ЧПУ подразделяются:
многоинструментальные , с числом автоматически сменяемых инструментов до 12, как правило станки с инструментальной револьверной головкой;
многооперационные, с числом автоматически сменяемых инструментов более 12, снабженные специальным инструментальным магазином цепного или барабанного типа.
По принципу управления движением, различают четыре группы станков, при этом к основному обозначению станка, добавляется соответствующий индекс:
Ф1 – станки с цифровой индикацией положения рабочих органов. Такие станки можно называть программыми только условно.
Ф2 – станки с позиционной системой ЧПУ. Программируется только выход на позицию обработки на ускоренном ходу, и движение на рабочей подаче по одной координате. Обычно это сверлильные станки.
Ф3 – станки с контурной системой ЧПУ. Программируется траектория перемещения на рабочей подаче по контуру. Обычно это фрезерные станки.
Ф4 – станки с комбинированной системой ЧПУ, имеющей признаки систем Ф1,Ф2,Ф3. Такой системой управления, как правило, оснащены многооперационные станки. По числу координат управления, наиболее распространенные, двух и трех координатные станки. Токарные станки имеют двух координатную систему управления. Станки, имеющие три координаты управления, но возможность одновременного управления только по двум координатам, обычно называют станками с числом координат управления 2,5.
Индексы отражающие конструктивные особенности связанные с автоматической сменой инструмента:
Р – смена инструмента поворотом револьверной головки.
М – смена инструмента из инструментального магазина.
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей. Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Классификация оборудования
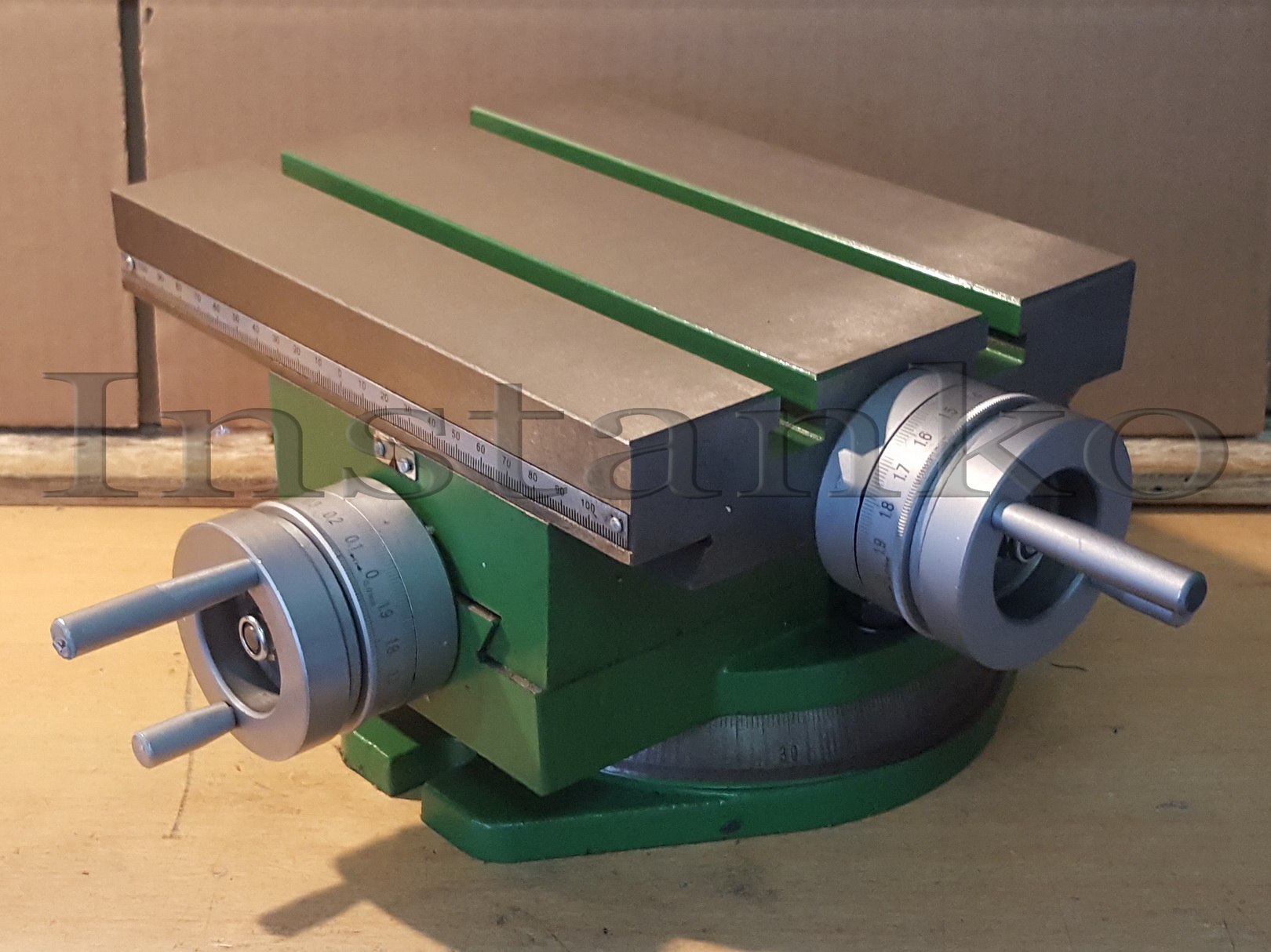
Принято разделять поворотные столы по нескольким параметрам. Во-первых, по рабочему положению. Оснастка может быть горизонтальной, вертикальной и универсальной, то есть работать ей можно в двух плоскостях.
Во-вторых, по габаритам. В расчет принимают размер планшайбы. Он может варьировать от ∅ 110 мм до ∅ 630 мм. Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
В-третьих, по способу регулировки и настройки. Оснастка может быть оснащена простой механической ручкой, приводом от главного станка и оборудована собственным электродвигателем.
И наконец, в-четвертых, поворотный стол с расширенным функционалом. Например, он может иметь не одну ось вращения, а две, вертикальную и горизонтальную.
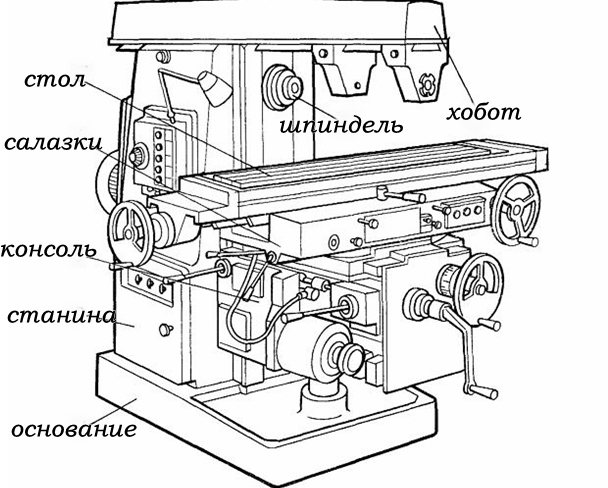
Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.

Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.
Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:







- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
Инструкция по эксплуатации
Когда вертикальная фрезерная машина выбрана, куплена и доставлена до места эксплуатации ее нужно подготовить к дальнейшему использованию. Последовательность действий:
- Распаковать машину. Очистить её поверхность от защитного состава, наносимого на заводе.
- Расположить фрезер в помещении, проверить его устойчивость. Он не должен шататься, передвигаться от незначительных движений.
- Проверить крепёжные элементы. Установить защитные щитки, позаботиться о качественном освещении рабочей поверхности.
- Собрать отдельные компоненты воедино.
- Установить фрезу.
- Отрегулировать рабочий стол, закрепить заготовку.
Подключить фрезер к сети, проверить настройки. Если фрезер оборудован системой ЧПУ, нужно снять установленные задачи, задать собственный алгоритм.
![]()
Установка вертикально фрезерного станка
Устройство и рабочие компоненты оснастки
Фрезерное оборудование — многокомпонентный комплекс, который включает в себя следующие элементы оснастки для станков:
- Парк станочного типа.
- Станочное приспособление (закрепление и фиксация деталей на станке).
- Станки различного назначения — фрезерные или токарные устройства (обработка металлов, древесины, пластмассы и других материалов).
- Приспособления для обработки заготовок под высоким давлением.
- Вспомогательные устройства для резки металла.
- Электрические привода двигателей асинхронного типа и векторного управления.
- Промышленная роботизированная система управления (различные манипуляторы и контроллеры).
- Дополнительные устройства периферии (3D-принтер, 3D-сканер).
- Специальное программное обеспечение и управляющие программы.
Выбранные программы и вспомогательные инструменты определяют эксплуатационный профиль оборудования. Помимо этого, подбор необходимых рабочих компонентов оснастки влияет на уровень работы, качество и скорость производственных процессов.
Виды дополнительного оснащения
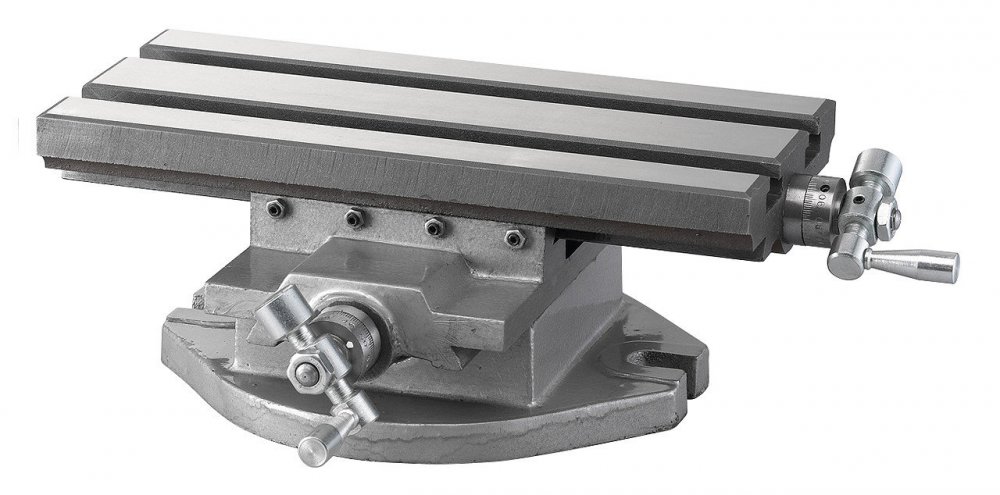
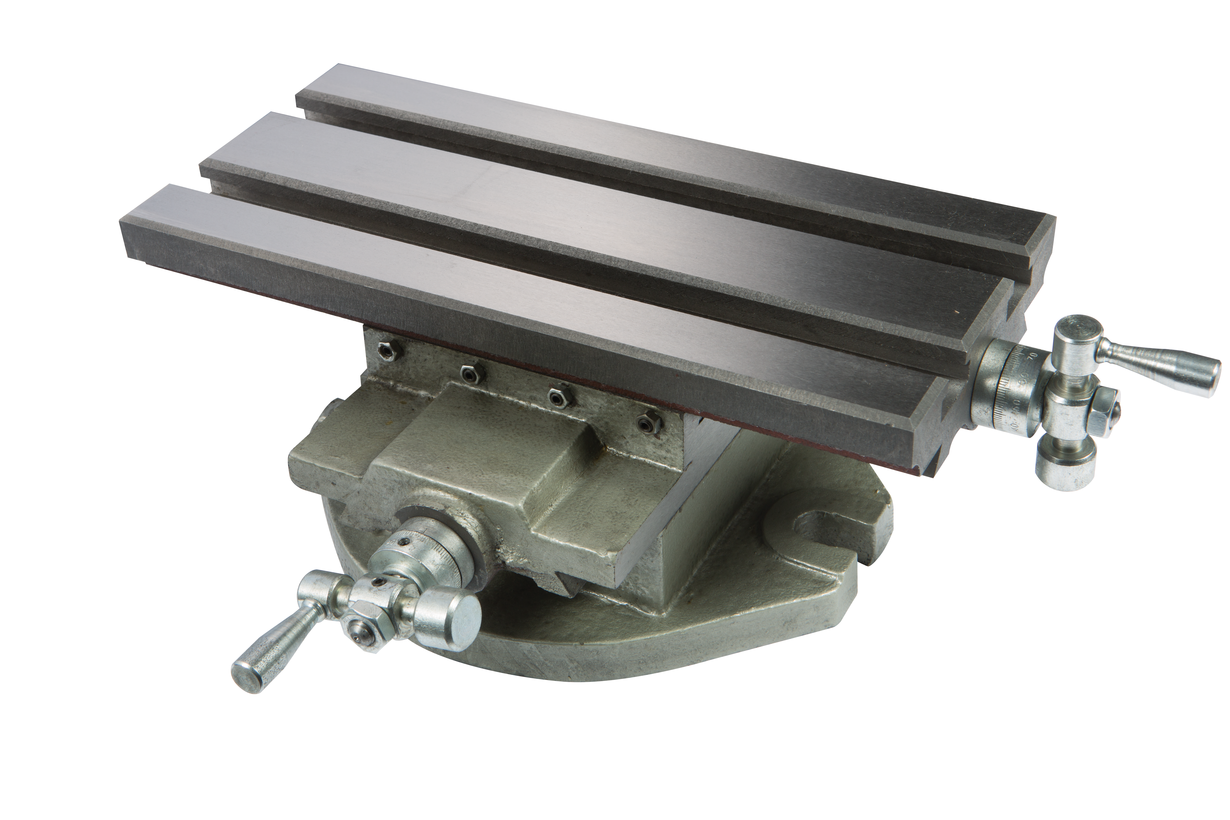
Конструкция подобных столов отличается по многим параметрам:
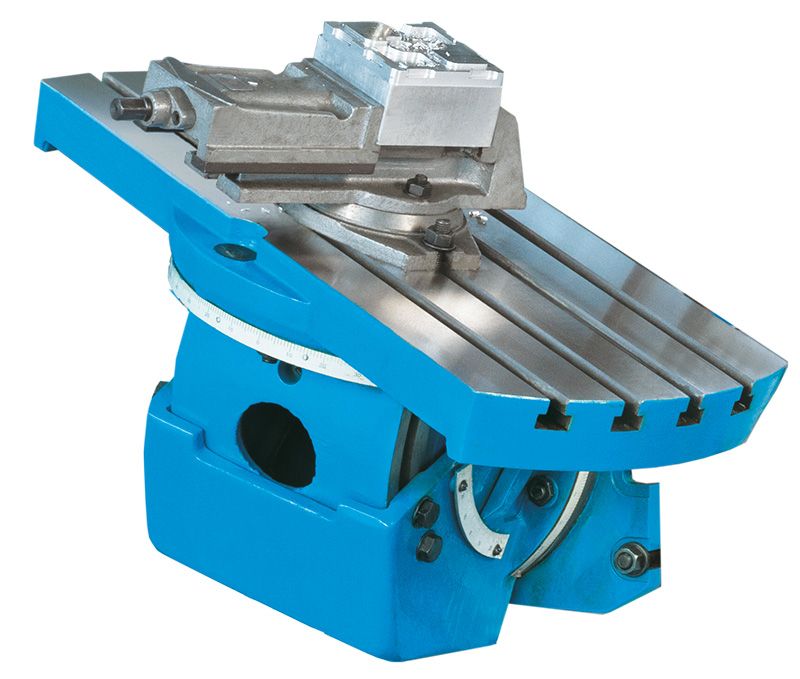
- Они могут перемещаться в разных плоскостях, например, механизм, имеющий возможность двигаться горизонтально, одновременно подниматься вертикально, дает возможность выполнять круговое фрезерование, когда необходимо сделать в детали винтовые канавки.
- Механизм, способный наклоняться под различными углами, позволяет проводить обработку стальных деталей, установленных на поверхности под определенным углом. Исчезает необходимость постоянно переустанавливать заготовку, достаточно просто повернуть поверхность стола и зафиксировать ее в нужном положении.
- В таких фрезерных устройствах устанавливаются специальные диски, разбивающие поверхность устройства на рабочие участки. Простой считается горизонтальная плоскость, она используется в небольших малогабаритных установках, позволяет выполнять различные фрезерные операции.
Благодаря поворотному механизму, легко обрабатывать углы заготовки, делать пазы и фрезеровать уступы.
Существуют также особые вакуумные системы, выпускающиеся в нескольких вариантах.
Вакуумная помпа для вакуумного прижима листовых материалов
Деталь прижимается к поверхности поворотного стола специальным вакуумным механизмом, он ее фиксирует в определенном положении. Надежность такого приспособления очень высокая, деталь не двигается во время работы, не повреждается, а также не выходит из зоны видимости мастера.
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника. Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
Производители
На мировом рынке можно найти множество моделей вертикально-фрезерных станков. Они отличаются по конструкции, мощности, наличию дополнительных функций, внешнему виду. Среди наиболее популярных компаний выделяются:
- Jet. Продукция представлена несколькими линейками. Среди них есть профессиональные и простые модели. Часть покупателей жалуется на неустойчивое основание, которое приходится утяжелять самостоятельно.
- Энкор Корвет. Бюджетные фрезеры для начинающих мастеров. Подходят для черновой обработки металлических заготовок. Однако для более точной и эффективной работы требуется выбирать профессиональное оборудование.
- Proma. Ещё одна известная фирма. Компания приобрела популярность благодаря изготовлению мощных, производительных станков, которые используются на предприятиях, в автосервисах, частных мастерских.
Промышленное оборудование для серийного изготовления деталей заказывается на заводах.
Преимущества поворотных столов Atlas
В конструкции применено множество запатентованных инновационных решений, делающих поворотные столы Atlas широкопрофильным устройством с неограниченным спектром выполняемых задач.
 1
1
Массивное основание из чугуна высокой прочности
Благодаря массивному основанию поворотные столы с легкостью воспринимают динамические нагрузки возникаемые при силовом резании и нарезании червячными фрезами, успешно гася вибрации от инструмента.
 2
2
Увеличенный опорный подшипник
Так же плодотворно на снижении вибраций сказалось решение увеличить размер опорного подшипника и перенести его непосредственно на планшайбу а не на шпиндель, как у аналогичных моделей.
Что такое фрезерный станок с ЧПУ
Это устройство, также применяемое для обработки и создания заготовок путем резания, но с числовым программным управлением (в англоязычных странах распространена аббревиатура CNC). Все команды задаются заранее, выполняются и контролируются с помощью электронных устройств – оператору ничего не нужно делать вручную.
Данное решение позволяет:
- повысить производительность труда;
- исключить ошибки, вызываемые человеческим фактором.
В результате упрощается эксплуатация и улучшается точность, а значит и общее качество исполнения деталей и составных элементов.
Каждая современная модель (вроде уже упомянутых GQ600 или ME650) представляет собой обрабатывающий центр, причем мультифункциональный – токарный, гравировальный и так далее.

Принцип программирования
Что такое ЧПУ? Если говорить о комплектации, то система состоит из:
- Шкафа с пультом оператора.
- Дисплея.
- Контроллера управления — устройства, обрабатывающего информацию УП и управляющие работой приводов.
- Постоянного и оперативного запоминающего устройства (память).
В первую очередь работа этих устройств направлена на оперативное и корректное выполнение команд управляющей программы (УП). Но кто, и как ее пишет? Если вы хотите знать все о станках с ЧПУ, без этой информации не обойтись.
Для создания управляющей программы можно воспользоваться одним из предложенных методов:
А) Ручное программирование. Программная часть УП пишется технологом, который путем ввода числовых данных задает координаты перемещения рабочего органа вручную. Это трудоемкий и кропотливый процесс, поэтому его применение оправдано только если на производстве всего несколько автоматизированных станков, и они ориентированы на изготовление простых деталей.
Б) Программирование с пульта оперативной системы числового программного управления (shop-floor). УП пишется с использованием сенсорного экрана и джойстика, расположенных на стойке станка. Модели пятого поколения при вводе управляющей программы могут использовать диалоговый режим. Оператор ЧПУ, в любой момент, может протестировать программу или провести ее коррекцию.
В) Метод программирования с помощью систем САПР и CAM. Используется при написании программ для изготовления сложных деталей, с большим количеством задействованных операций. Программные средства управления пишутся в несколько этапов.
- С помощью графических программ САПР (AutoCAD, Solid, Catia, Компас) инженеры создают электронный чертеж детали.
- В программу САМ (SheetCam, Kcam. MeshCam, CorelDraw) загружается полученный графический файл, предварительно преобразованный в формат DXF, Exeilon, HPGL, Gerber. Таким образом импортируется геометрия детали. Задача программиста-технолога описать траекторию движения рабочего органа путем задания чисел, выбрать способ обработки из предложенных вариантов, назначить рабочий инструмент. Параллельно процессу написания программы на экране происходит ее визуализация (функция бэкплот).
- Создается промежуточный Cl-файл на базе информации полученной из предыдущего этапа. Этот файл обрабатывается специальной программой, которая называется постпроцессор или паспорт. На выходе получают управляющую программу в соответствии с форматом конкретного станка. В этой УП команды уже сгенерированы в виде G- и М-кодов.
Требования к подобному программному обеспечению, как вы понимаете, довольно высоки. УП стоит тысячи долларов и токарем она не пишется.
1 Какой должна быть рабочая поверхность фрезерного станка?
Стол оборудования для фрезерования вносит свой собственный вклад в конструкционную жесткость агрегата, что очень важно. При этом основная функция рабочей поверхности любого станка (с ЧПУ, работающего под ручным управлением) заключается в удобном для обработки расположении фрезеруемых изделий
Ключевыми показателями столов, исходя из этого, считают площадь, которая выделяется на них под заготовку, и их общие геометрические (линейные) размеры.
 Стол оборудования для фрезерования
Стол оборудования для фрезерования
Чем большей площадью рабочей поверхности обладает станок, тем более универсальным он является. Логика здесь проста – небольшое по размерам изделие без труда поместится на большом столе, а вот «всунуть» крупную деталь на маленький стол для фрезерного агрегата (СФА) уже не получится. Кроме того, на установках с большими рабочими поверхностями нередко можно выполнять качественный раскрой заготовок, увеличивая тем самым технологичность станка (нет потребности в монтаже специальных раскроечных аппаратов).






Поверхность СФА всегда покрывается специальным защитным слоем, например, пластиковым. Причем сама конструкция стола обязана быть максимально прочной и жесткой, чтобы обеспечивать отсутствие вибраций при обработке деталей и прогибов при помещении на нее тяжелых заготовок.
 Поверхность с защитным пластиковым слоем
Поверхность с защитным пластиковым слоем
Такую панельку называют «жертвенной». Она предохраняет инструмент от поломки при незапланированном его контакте с рабочей поверхностью фрезерного станка, а также защищает последнюю от чрезмерного износа. «Жертвенный» стол агрегата легко меняется на новый по мере необходимости.
Крепление инструмента и заготовок на станках
Следующая публикация материалов учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» с полезной информацией о станках с ЧПУ. На этот раз рассмотрим приспособления для крепления инструментов и заготовок на станках фрезерной группы.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТОВ И ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Приспособления для закрепления фрез на станке. Человек, работающий на фрезерном станке, обязан знать тип и номер конуса гнезда шпинделя своего станка и размеры крепления переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы, и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к станкам фрезерной группы.
Передний конец шпинделя фрезерных станков имеет внутренний конус, в который вставляется хвостовик инструмента. Вращение инструменту передается поводками, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживается непосредственно на крепительный фланец, центрируется цилиндрической заточкой переднего конца и крепится четырьмя винтами.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевается фреза, и ставятся кольца.
Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляются хвостовиком в шпиндель и закрепляются в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально-, так и на вертикально-фрезерном станках.
Фрезы с цилиндрическим посадочным отверстием насаживаются на цилиндрический конец шпинделя и крепятся непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца шпинделя.
Приспособления для закрепления заготовок. Для закрепления заготовок на фрезерных станках применяются различные виды крепежа. Фрезерные приспособления зачастую выполняются как многопозиционные, причем в каждой из позиций обрабатывается одна-две стороны заготовки.
При необходимости закрепить заготовки можно воспользоваться специальным приспособлением, разработанным под конкретную форму детали и условия обработки. Помимо надежной фиксации к приспособлениям предъявляются требования точности базирования заготовок. Следует отметить, что приспособления служат как для силового закрепления заготовок, так и для обеспечения точности обработки.
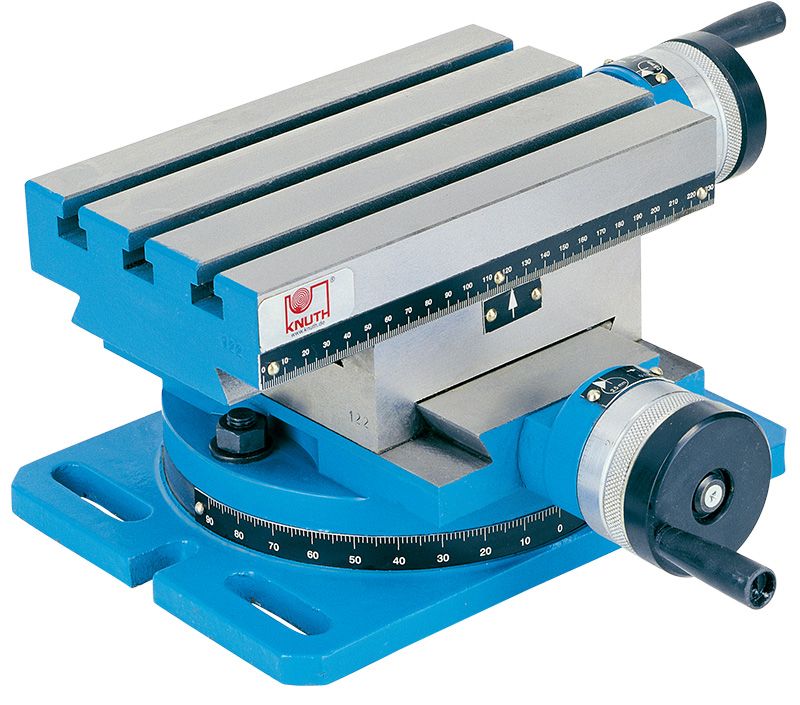
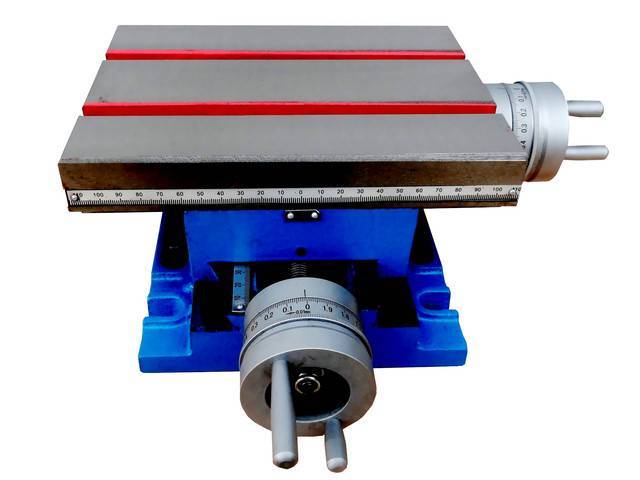
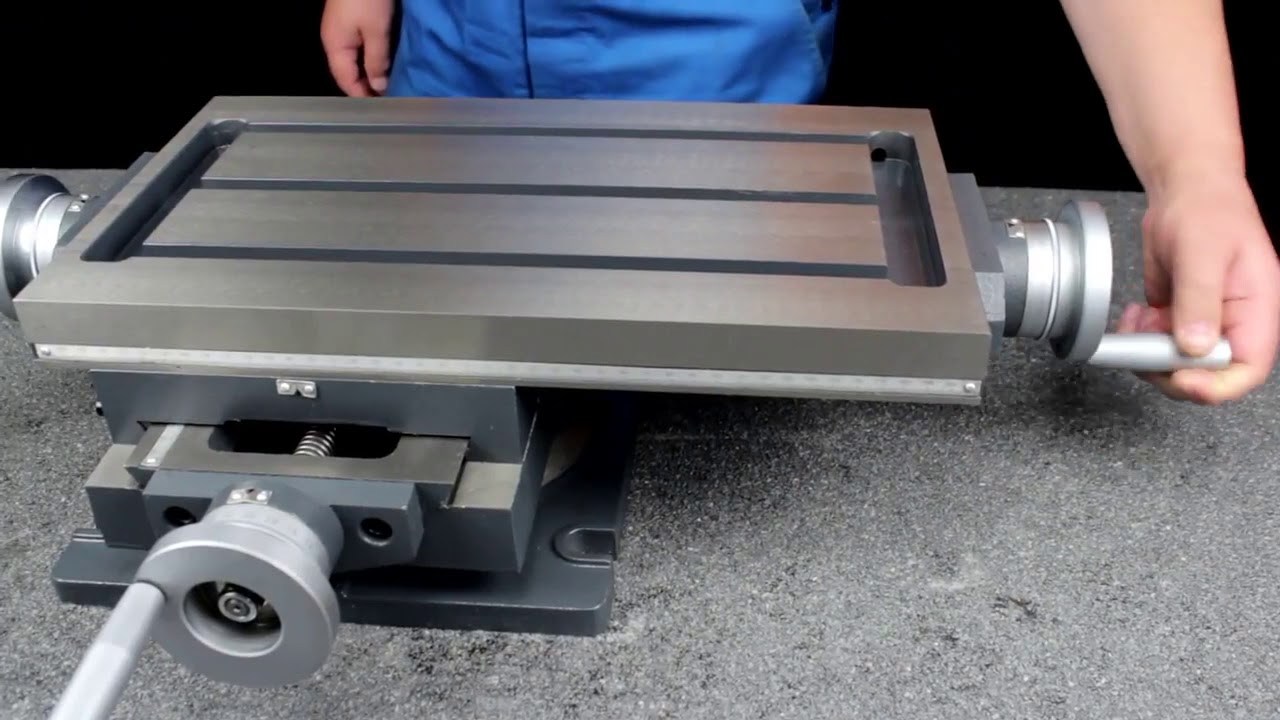
Стол фрезерного станка
От этой детали зависит жесткость самого оборудования, а это важно во время процесса фрезерования. Базовой функцией поворотного стола фрезерного станка с ЧПУ является удобное крепление оснастки для дальнейшей обработки деталей
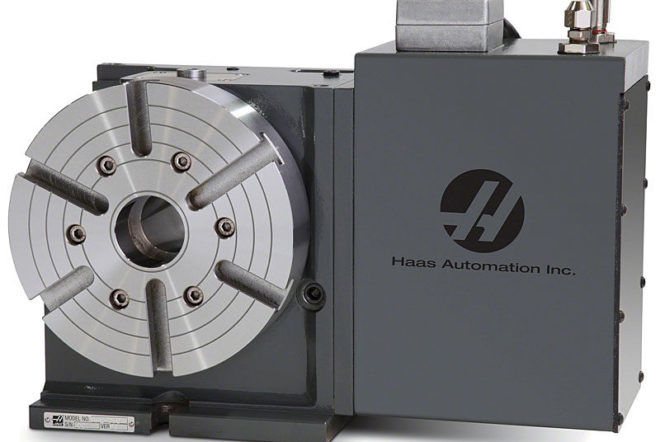
Поворотный стол для фрезерных работ с ЧПУ
Важнейшим показателем устройства, считается его площадь, от нее зависит возможность установки деталей различных габаритов. Чем больше рабочая площадь поворотного стола для фрезерного станка, тем выше его универсальность.
Другими словами, если изделие имеет небольшие размеры, его очень легко закрепить на большой поверхности. А вот большую деталь невозможно установить на небольшой поворотный механизм. Многофункциональная установка решает подобные проблемы за считаные секунды. Для полноценной работы с современным агрегатом необходимо щепетильно изучить инструкцию, а также испробовать разные детали в работе.
Другим положительным качеством большого устройства, считается возможность раскроя заготовок. В результате повышается технологичность фрезерного оборудования. Исчезает потребность устанавливать специальные дополнительные системы для этих целей.
Движимое устройство агрегата обязательно имеет защитное покрытие, сделанное из разного материала, например, пластмассы.