
Основные характеристики кровельных станков
Современный рынок предлагает разнообразные по характеристикам модели профилировочного оборудования. В число основных характеристик включаются следующие параметры:
- Тип привода
. Как правило, электрический (электродвигатель). Иногда встречаются модели с ручным приводом, но профессиональным его назвать никак нельзя, уж очень страдает производительность.
- Толщина металла
. В кровельных работах используют металл толщиной от 0,5 до 1,2 мм, что по силам среднему инструменту. Хороший станок рассчитан на работу с листами толщиной от 0,3 до 1,5 мм; на таком оборудовании допускается изготовление доборных элементов для кровли (например, коньковые накладки) и заготовок для водостоков и воздуховодов.
Оборудование для изготовления фальцевой кровли
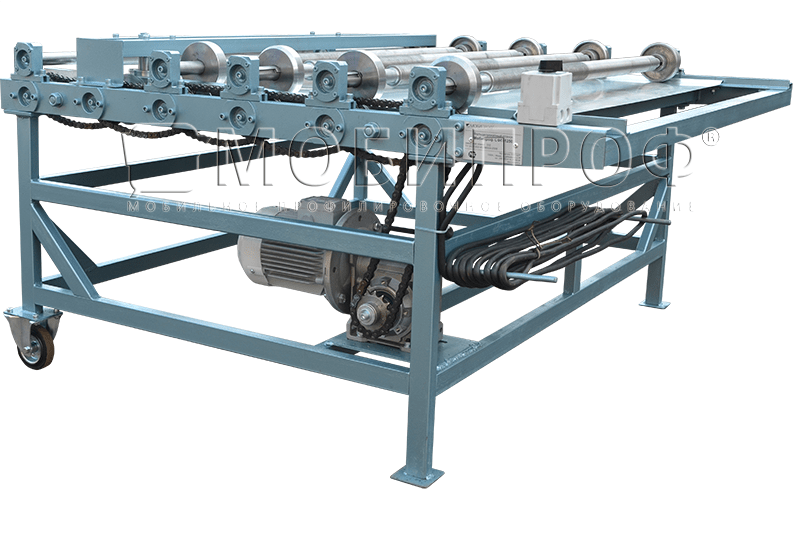
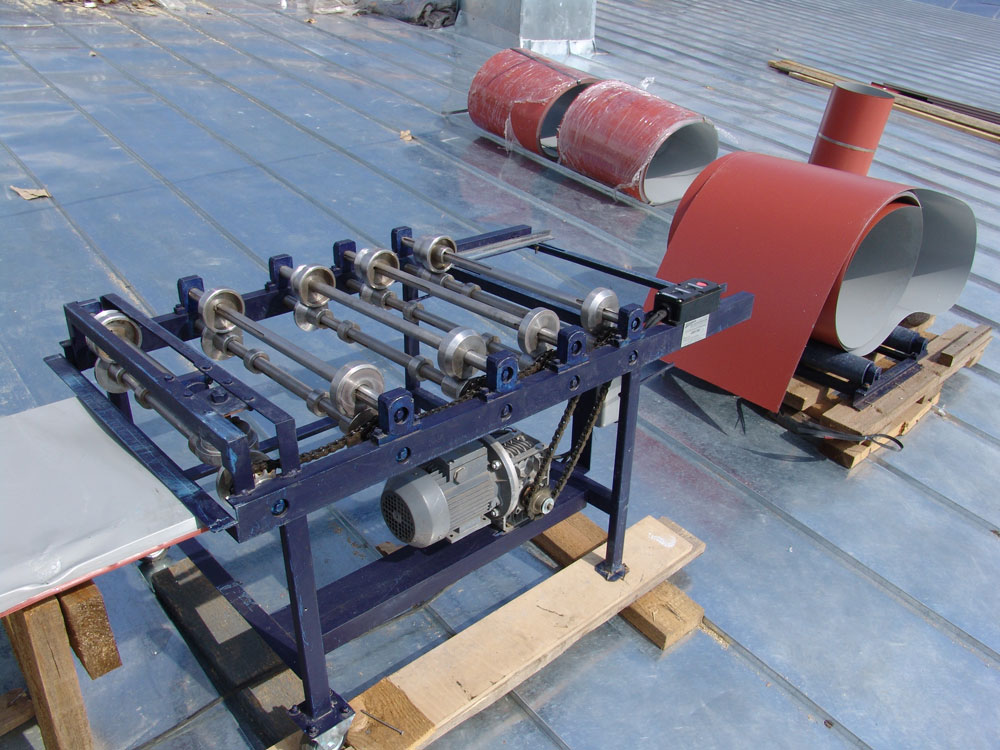
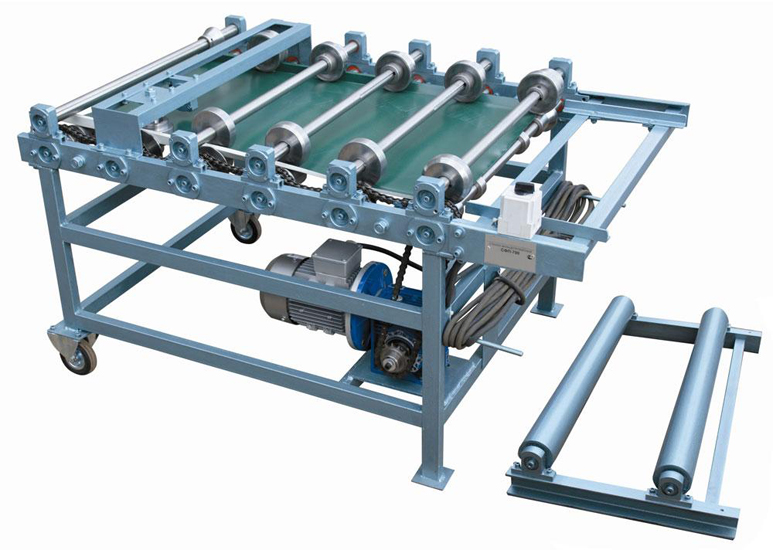
Станок для производства фальцевой кровли – основной тип оборудования, необходимого для получения качественного кровельного материала. Одно из достоинств такого станка заключается в его мобильности, благодаря чему его можно использовать не только в специально оборудованном цеху, но и непосредственно на строительной площадке возле возводимого здания. Такой подход с экономической точки зрения является наиболее рациональным, так как исключает необходимость использования дополнительного транспорта и помещений для доставки и хранения крупногабаритных панелей.
Выгодней всего использовать мобильный станок для фальцевой кровли при работе на объектах, имеющих обширную скатную площадь: торговых павильонах, спортивных сооружениях, ангарах, производственных цехах и т.д. Благодаря этому существенно сокращаются сроки выполнения кровельных работ, а также снижается количество привлекаемых для этого рабочих. Кроме того, может быть применена полуавтоматическая машинка для фальцевой кровли, значительно повышающая герметичность швов.
О работе станка на объекте в следующем видео:
- Дополнительные функции . Некоторые модели позволяют осуществлять настройку работы с различными металлами (под толщину и вид); это делается при помощи регулировки степени зажима рабочих роликов. Универсальные инструменты могут работать с толстым листом, различными формами кровли (прокатывать по отдельности левый и правый фальц), срезать старый фальц.
- Ручные фальцегибочные машины удобны при монтаже водосточных труб круглого и прямоугольного сечения.
На рынке представлены станки как отечественные, так и зарубежного производства (немецкого, французского, китайского). Приобретение зарубежного оборудования дает дополнительные преимущества:
- Автоматическая (быстрая и точная) регулировка ширины кровельных картин . Мастеру не придется вручную перестраивать каждую пару роликов, перемещая их на валах; это делается плавным поворотом ручки.
- Прокатка картин проходит качественно, без волн благодаря дополнительной паре роликов
Мобильный фальцепрокатный станок Источник mytooling.ru
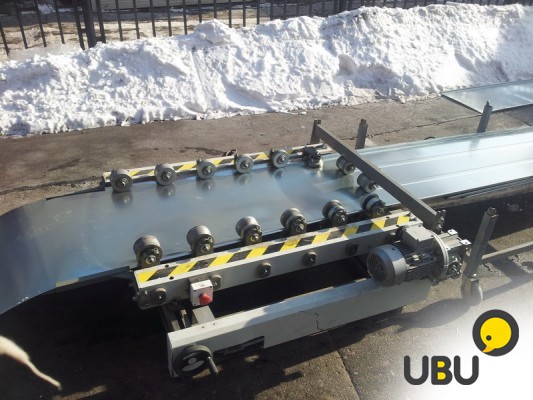
- Станок предназначен для работы и в цеху, и на стройплощадке , в том числе на кровле.
- Прокатываемая поверхность картин с покрытием или из дорогого материала не царапается благодаря использованию специальных составных роликов
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.

Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.







Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.

Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.


Инструменты и материалы
Когда с длиной станка и способом установки определились, можно переходить от теории к практике. Чтобы собрать простой фальцегибочный станок своими руками, нужно подготовить материальную базу, а также собрать минимальный набор инструментов для монтажа узлов и метрологических поверок:
- сварной профиль или любой другой материал для сборки станины и прижимного рычага;
- металлический уголок — чем толще сечение, тем надежнее;
- ось траверсы — два коротких металлических стержня или шарниры;
- детали для монтажа болтовых соединений;
- инструменты: дрель, болгарка;
- измерительные инструменты: уголок, уровень, рулетка.
Фотоинструкция по самостоятельному изготовлению недорогого профилегиба из запчастей от старых автомобилей и велосипедов, подшипников, резьбовой шпильки и швеллера
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Это интересно: Листогибы — видео, классификация, виды, чертежи, марки
Как собрать станок самому
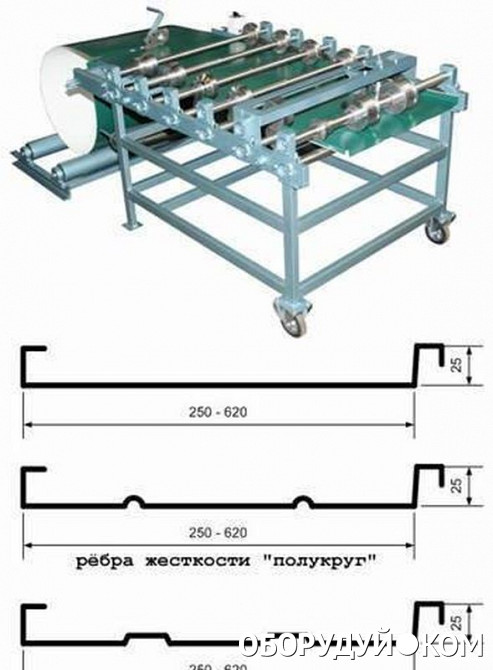
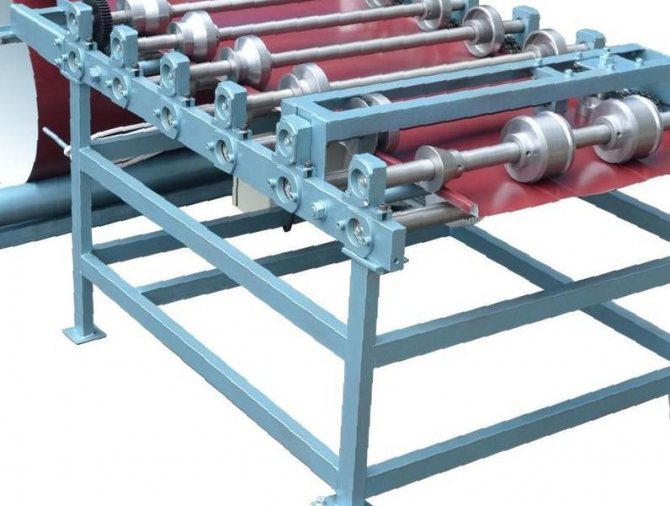
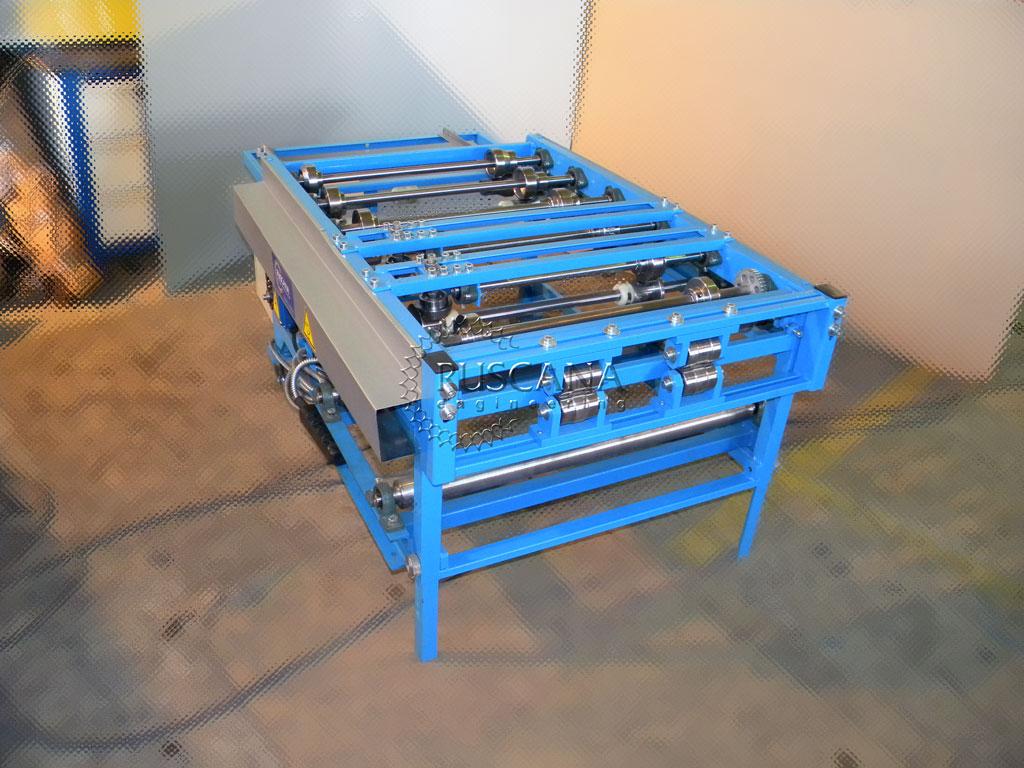
Фальцепрокатный станок не каждому мастеру по карману, поэтому довольно часто люди собирают такие аппараты вручную. Самодельный фальцовщик конечно не обладает таким широким спектром функций, зато обойдется он всего в 2–3 тыс. руб.
Иллюстрации
Рекомендации
Внешний вид.
Самодельный фальцепрокатный станок у нас рассчитан на эксплуатацию в мастерской.
Прикручивается данное приспособление к деревянному верстаку, но если сварить для него ножки, то этот станок можно будет легко транспортировать.
Устройство.
Вся конструкция состоит из 3 частей. На фото слева стрелочка указывает на базовую часть, к ней все приваривается и прикручивается.
В данном случае использовался металлический уголок с крылом 75 мм, но это минимум, если вы возьмете уголок в 100 мм, то приспособление от этого только выиграет;
Сверху к несущему уголку привариваются 4 гаражные петли. На этих петлях будет двигаться обжимной пуансон (№1);
Спереди прикручивается ограничивающая полочка (№2), но между полочкой и базовым уголком еще вставляется так называемый загибочный зуб, именно он формирует фальцы;
Как сама полочка, так и обжимной пуансон делаются из уголка 75 мм, плюс к обжимному пуансону нужно приварить рукоятку, я ее сделал из обычной трубы.
Схема.
Сначала к базовому уголку прикручивается лицевая конструкция, то есть:
На крепежные болты надевается прокладка, в моем случае использовалась металлическая полоса толщиной 1 мм;
Па прокладку надевается обжимной зуб, я делал его из полотна ленточной пилы. Мне удалось достать полотно длиной 1200 мм, поэтому рабочая длина приспособления получилась 1200 мм, но лучше делать под стандартный лист 1250 мм
Перед установкой с полотна я снял фаску;
Последней на болты надевается опорная полочка, после чего все это затягивается.
Для обжимного зуба не зря было выбрано полотно ленточной пилы, здесь нужен особо прочный, негнущийся металл.
Основные параметры.
Чтобы вышел качественный фальц важно выставить 2 основных параметра:
От подкладки до верха обжимного зуба должно быть 6 мм;
От опорной полочки до верха обжимного зуба должно быть 8 мм.
При таких размерах припуск на фальц у нас будет 20 мм, то есть от края смежных листов нужно отложить по 10 мм.
Принцип работыЧтобы сделать загиб под 90º, нужно вложить заготовку в паз и согнуть до того момента когда заготовка упрется в полочку;.
Работа самодельного фальцовщика в деталях показана на видео в этой статье.




Разновидности гибочных станков
- станки для прокатных стержней: арматура, проволока;
- трубогибочные станки для обработки контуров полых сварных и прокатных профилей;
- станки, предназначенные для работы с листовым и рулонным материалом.
Эти три группы, в свою очередь, можно разделить на ручные и автоматические устройства на гидравлической или механической тяге. Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Для создания фальцевой кромки используют станки третьей группы — это ручные или механизированные устройства, рассчитанные на работу с кромкой прокатного металла различной толщины. Преимущества фальцегибочных машин сложно переоценить: созданный механизированным способом шов значительно надежнее шва, созданного вручную. Кроме того, продолжительность работ ощутимо сокращается, как и затраченные усилия. Для сборки качественного станка придется потратить некоторое количество времени, которое все же окупится высокой производительностью.
Предназначение листогибочного станка
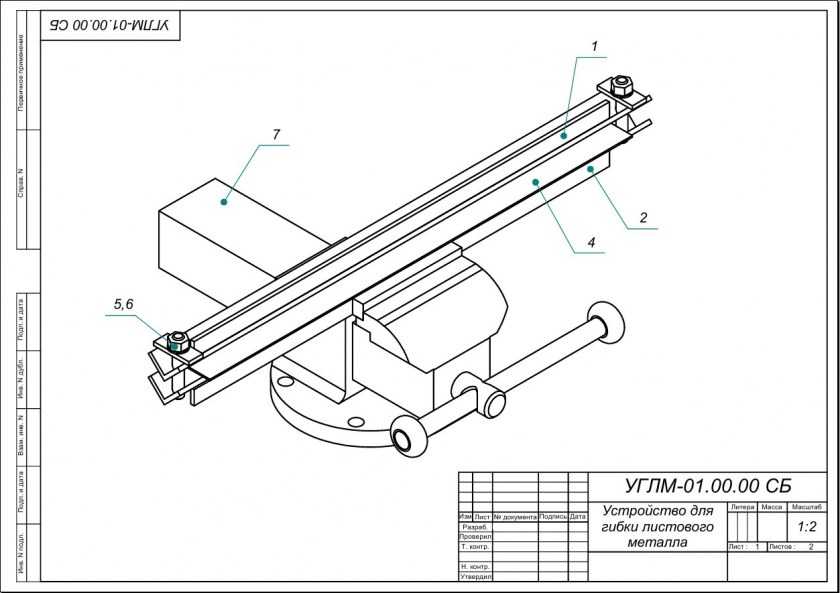
Листогибочное оборудование предназначено для изгиба и резки листового метала или полос разной формы и толщины, а также для изготовления металлопрофильных деталей. На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.
отсутствует деформация,
Если на гибочную балку поставить силиконовую вставку, то можно проводить изгибание листов окрашенных, не повредив при этом покрытие. Правильно сделанный листогибочный станок обеспечивает качественный без деформаций изгиб, отвечающий всем требованиям.
Преимущества использования
Применение фальцепрокатного инструмента выгодно по следующим причинам:
- Использование рулонной технологии позволяет нарезать и обрабатывать картины на всю длину ската . При этом повышается надежность и срок эксплуатации крыши, поскольку горизонтальные (поперечные) соединения отсутствуют, и общее количество стыков уменьшается.
- Благодаря компактным размерам инструмента прокат может выполняться как на строительной площадке, так и на крыше, что гораздо удобнее и повышает скорость работ.
- Значительно возрастает производительность : скорость изготовления кровли возрастает в десятки раз (если сравнивать с ручным способом). Два-три крупных заказа позволяют окупить средства, затраченные на приобретение автоматического станка.
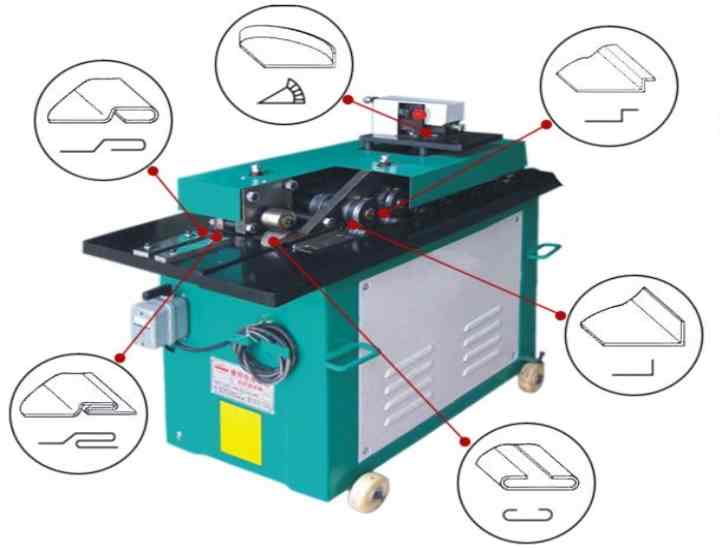
Ручной способ подготовки картин Источник rmnt.mirtesen.ru Фальцевый инструмент имеет несколько возможных способов применения, так как позволяет выполнять соединения, в число которых входит:
- Основное соединение: двойной стоячий фальц для монтажа крыши.
- Одинарный стоячий фальц . Самая простая конструкция, подходит для крыш с уклоном не менее 10°. Увеличивает жесткость, применяется при продольном соединении.
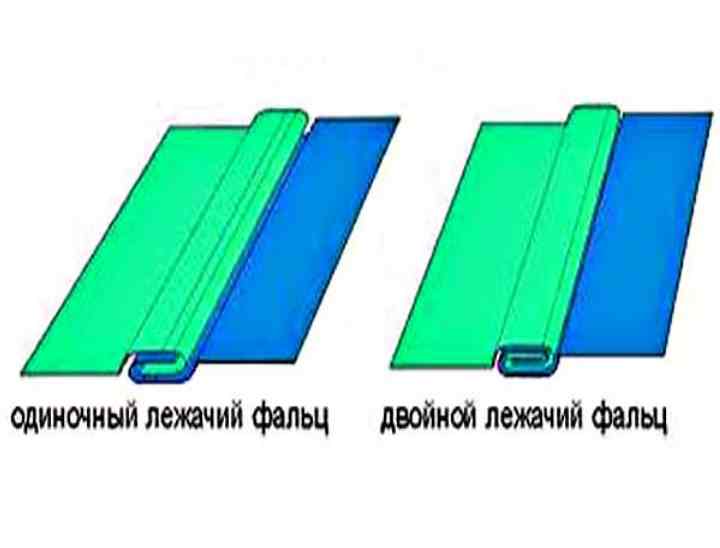
- Лежачий продольный фальц . Шов применяется при соединении краев, идущих поперек ската, также как замыкающий и продольный при изготовлении водосточных труб и вентиляционных труб любого сечения.
- Угловой (г-образный) стоячий фальц . Позволяет надежно соединять фигурные участки. Создает эффект объема, что позволяет применять с декоративными целями, для отделки обширных поверхностей.
- Реечный . Тип соединения, в большей степени характерный для европейского домостроения; напоминает двойной вертикальный фальц.
Подготовка картин на месте монтажа Источник mytooling.ru
На нашем сайте Вы можете найти контакты строительных компаний, которые предлагают услугу реконструкции и перестройки домов. Напрямую пообщаться с представителями можно, посетив выставку домов «Малоэтажная Страна».
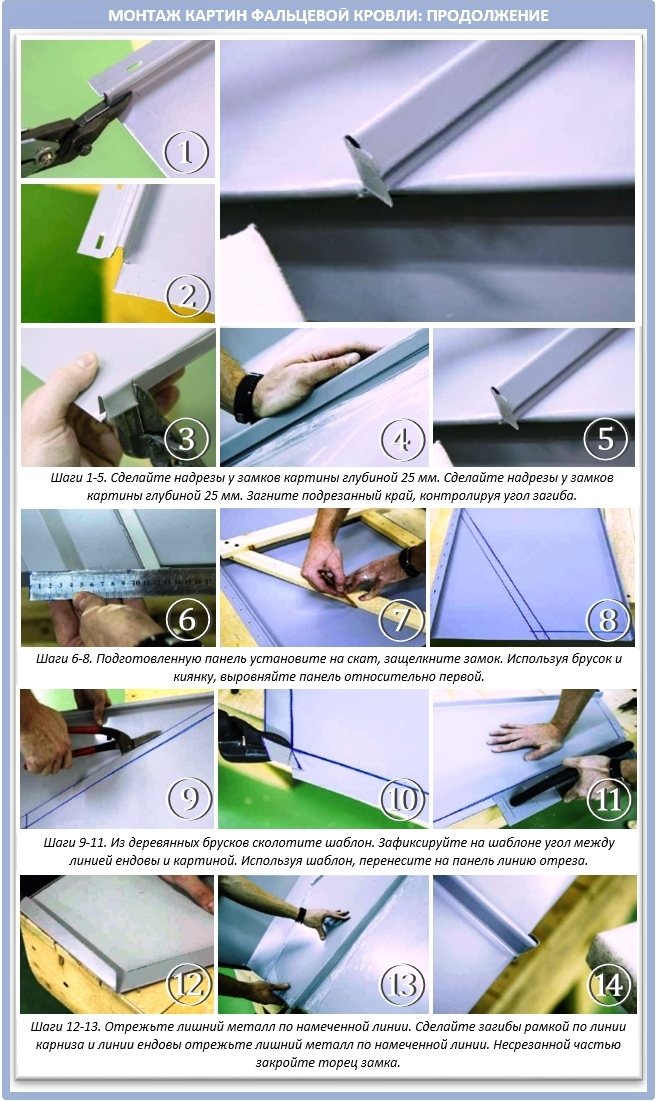
Монтаж своими руками
Для стандартного соединения панелей надо приобрести машинку для закатывания фальцев. Не трудитесь заменить ее сподручными средствами, от этого может нарушиться технология, пострадает качество всей крыши. Если нет возможности или желания обзаводиться машинкой, используется самозащелкивающаяся фальцевая кровля с кромками, на которых уже сформирован специальный замок. Данный вид листов упрощает монтаж, ускоряет работы в несколько раз. Замок состоит из запирающего зуба, который охватывается крючком, когда одна металлическая полоса накладывается на другую. Остается лишь защёлкнуть систему, на что уходит буквально несколько секунд.
Инструменты для работы
Для монтажа фальцевой кровли понадобятся следующие инструменты:
- шуруповерт
- ножницы по металлу
- молоток, киянка, клещи
- пистолет для герметика
- фальцезакаточная машинка
Крепление делают к металлической или деревянной обрешетке, сплошной или с шагом не более 40 см. Обязательно предусматривается гидроизоляционный слой. Стандартные габариты листов для монтажа фальцевой кровли:
- ширина 465 мм
- высота кромок (замков) 40 и 45 мм
Самозащелкивающаяся технология делает фальцевую кровлю в целом дороже, но простота монтажа и гарантированное качество соединений приводят к настоящей экономии устройства крыши.
Актуально: медная кровля
Материалом покрытия не всегда выбирают нержавеющую сталь. Большим сроком службы и прочностью отличается медная фальцевая кровля, благодаря свойствам данного металла. Первое время он выделяется характерным блеском, затем покрывается патиной и обретает благородный оттенок. Медь не разрушается в течение сотни лет, такая кровля с фальцевым соединением станет по-настоящему долговечной.
Особенности крепления: кляммеры
Независимо от металла изготовления фальц разделяется на следующие виды:
- стоячий
- лежачий
- с ребром жесткости
- с кляммерным креплением
При помощи кляммеров делают монтаж панелей обоих типов: самозащелкивающиеся и с применением инструмента. Кляммер в фальцевом соединении позволяет прикреплять металлические панели к обрешетке абсолютно незаметно. Он бывает 2-х видов: подвижный и неподвижный. Первый используют для листов длиной более 8 м, а второй для коротких листов (до 8 м). Непосредственно крепление делают саморезом с пресс-шайбой. Самым надежным считается стоячий двойной фальц. Его делают двойным загибом кромок, благодаря которому он отличается внешне: получается характерное выпуклое продольное соединение.
Особенности монтажа
Первую и все следующие панели располагают нижним замком в сторону следующего монтажа. Работы проводят снизу вверх, расстояние между продольными стыками составляет 40 см. Нет принципиального правила, с какой стороны начинать монтаж: слева направо или справа налево. Главное — соблюдать расположение нижнего замка. Для металлической обрешетки берут саморезы 4,8х20 мм, для деревянной 4,8х35 мм. Если обрешетка сплошная, крепление проводится на расстоянии не менее 40 см; если обрешетка разреженная, крепление делают в каждый ряд. В местах примыкания листов к трубам и стенам используют пристенный профиль.
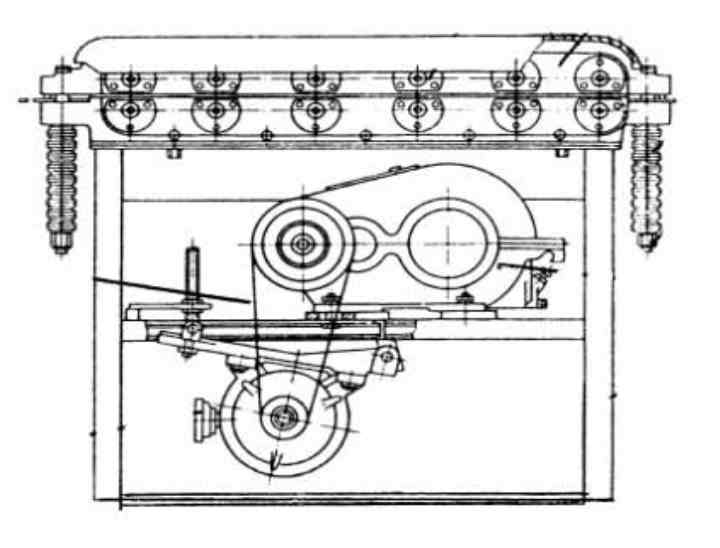
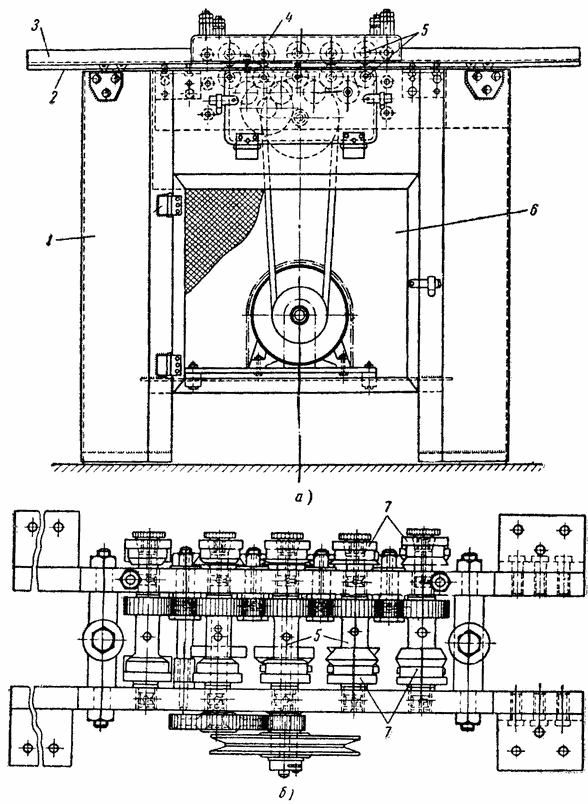
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
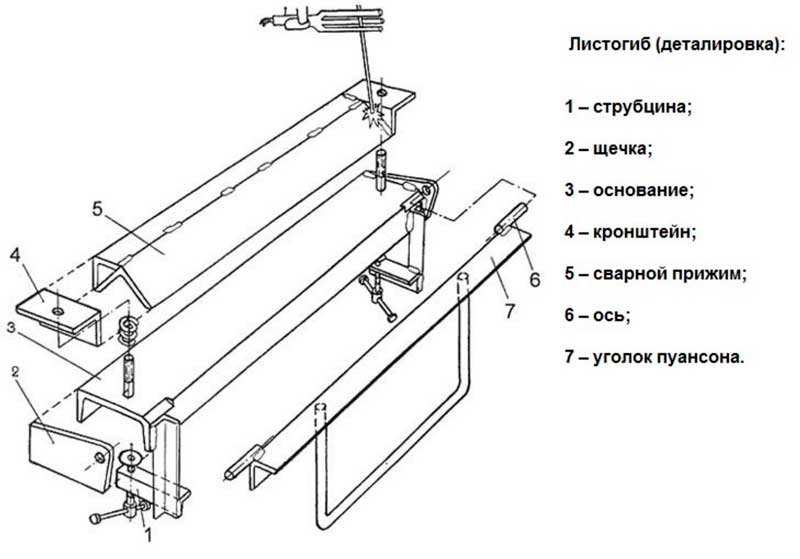
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.

Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.



Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.

Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.

Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Листогибочный станок своими руками
- Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины.
- Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов.
- Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины.
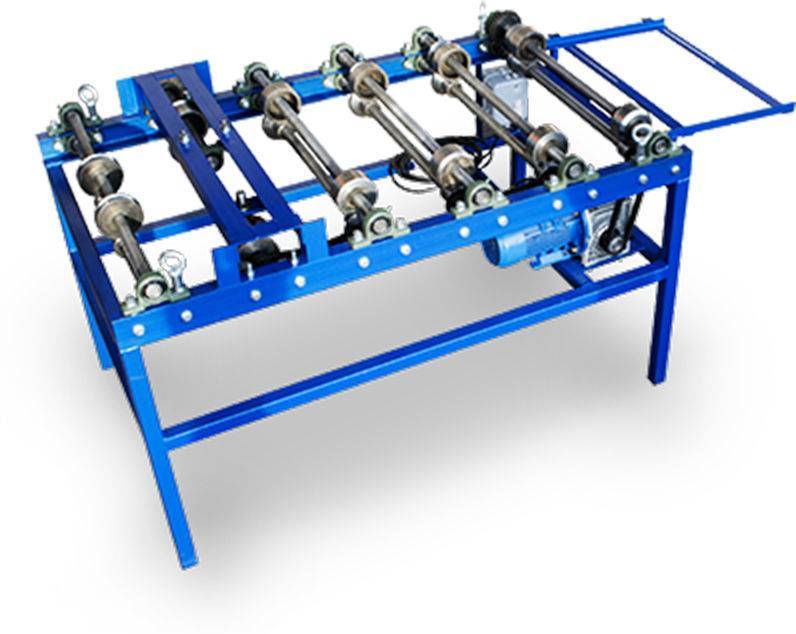
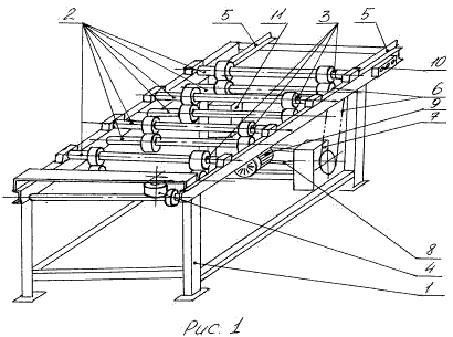
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб.
В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков (на фото их нет)
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.








А так выглядит результат работы станка:
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Чертежи прилагаются.
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Пошаговое руководство
 Планируя собрать в собственной мастерской оборудование для работы с жестянкой, необходимо также изготовить роликовые ножницы по металлу. Чертежи элементов может изготовить любой опытный мастер.
Планируя собрать в собственной мастерской оборудование для работы с жестянкой, необходимо также изготовить роликовые ножницы по металлу. Чертежи элементов может изготовить любой опытный мастер.
Важным условием разработки схемы сборки оборудования являются: масса и габариты станка, а также расчет приложения усилия. В простой классической конструкции не должно быть сварных соединений и деталей из нержавейки, не выдерживающих низкопеременную нагрузку.
Для домашнего листогиба оптимальным размером станины является фальцегибочный агрегат на максимальную ширину листа 1,0 м при толщине оцинкованной стали до 0,6 мм, алюминиевого проката — 0,7 мм, листа меди не более 1 мм. Станок, собранный в домашних условиях, без ремонта и профилактики способен выполнять 1200 рабочих циклов, формировать загибочный угол без последующей доводки в 120.