
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Полотно для ножовки по металлу – внимательный выбор
Чтобы ножовка полотно которой играет основную роль в работе, была практичной и долговечной, важно внимательно и обдуманно подойти к ее выбору
На что именно нужно обращать внимание при выборе полотна для ножовки?. Количество и ассортимент ножовочных полотен достаточно велики
Стоимость каждого полотна индивидуальна и зависит от многих факторов, среди которых основными являются:
Количество и ассортимент ножовочных полотен достаточно велики. Стоимость каждого полотна индивидуальна и зависит от многих факторов, среди которых основными являются:
— Тип полотна. Под этим в основном подразумевается материал, из которого изготовлено полотно. Этим материалом может быть либо каленое железо, либо биметаллический сплав. Биметаллические полотна ломаются крайне редко, хотя и стоят на порядок дороже каленых.
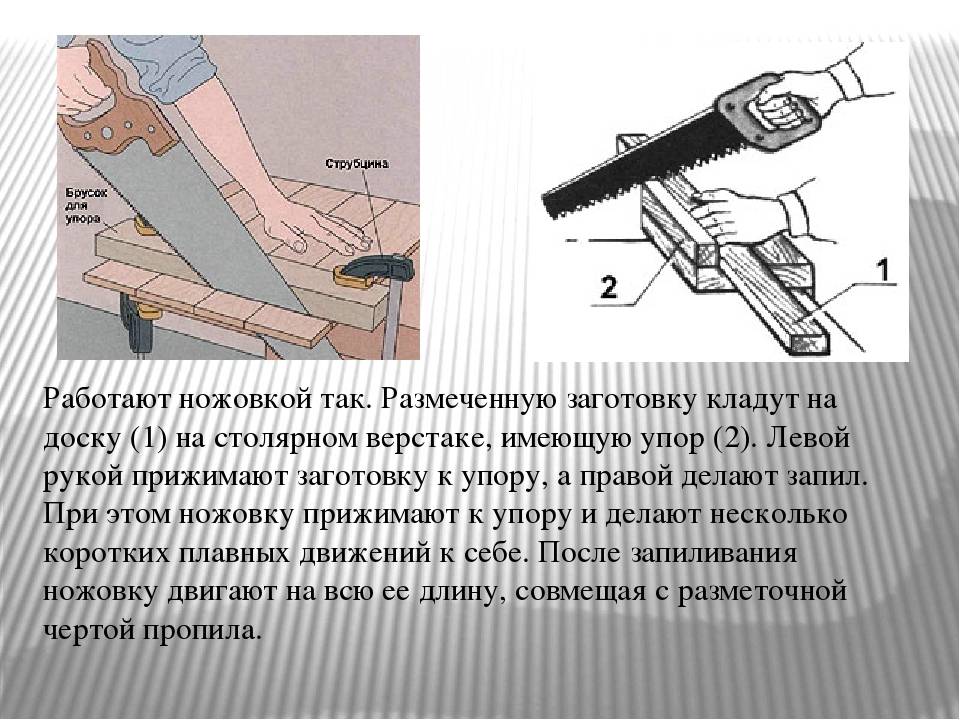
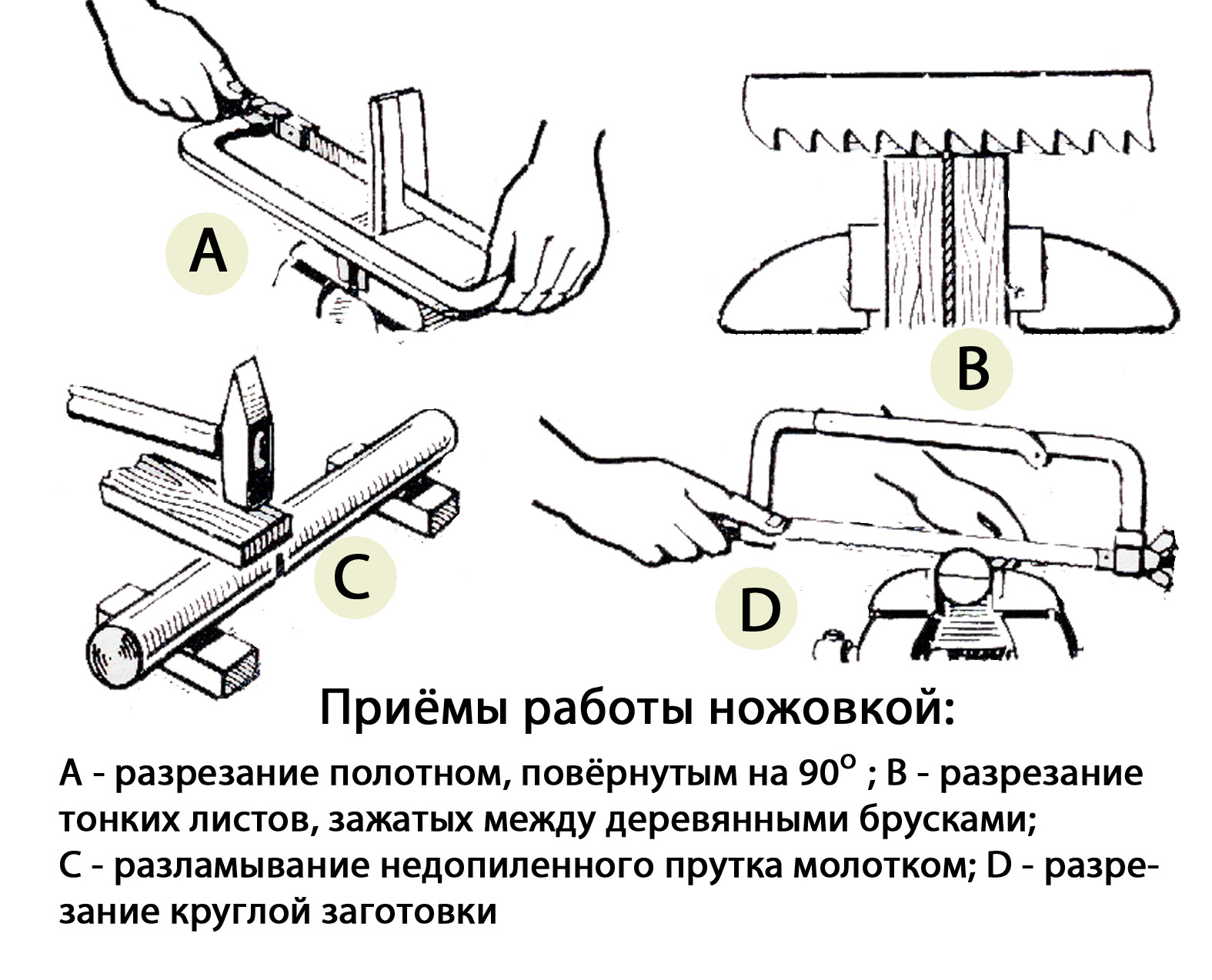
— Количество зубьев. Рассчитывается количество зубьев ножовочного полотна, исходя из конкретного их числа на дюйм. Чем больше зубьев на одном дюйме, тем эффективнее и быстрее можно будет распилить любой материал. Существуют полотна, где количество зубьев на 1 дюйм будет равняться 32, 24 или 18 штук. Ножовка, полотно которой свободно устанавливается под углом 90 градусов, отлично подойдет для разрезания даже больших металлических листов.
— Внешний вид. Ножовочное полотно не должно иметь каких-либо сколов, трещин, повреждений или дефектов. На нем не должны быть видны следы ржавчины или коррозии. Если полотно согнуть, то оно должно быстро вернуться в свою первоначальную форму.
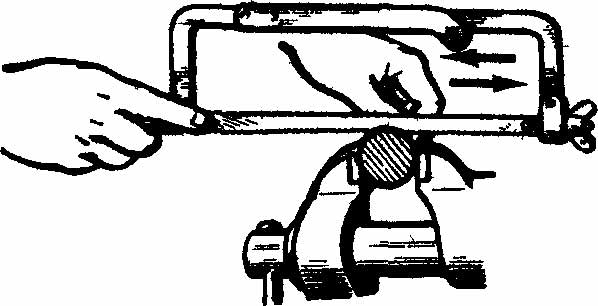
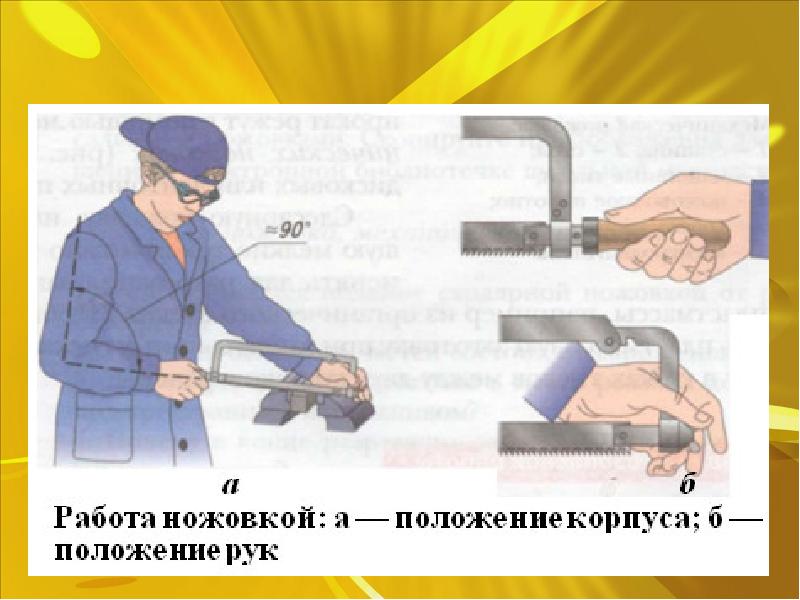
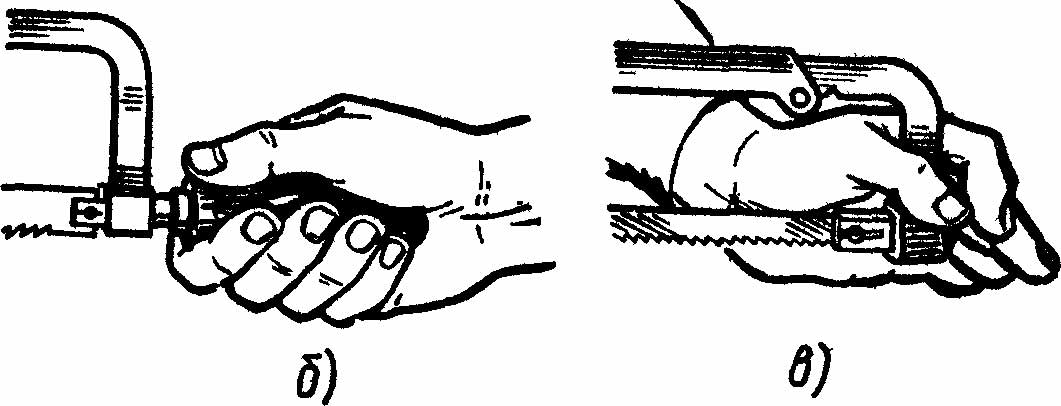
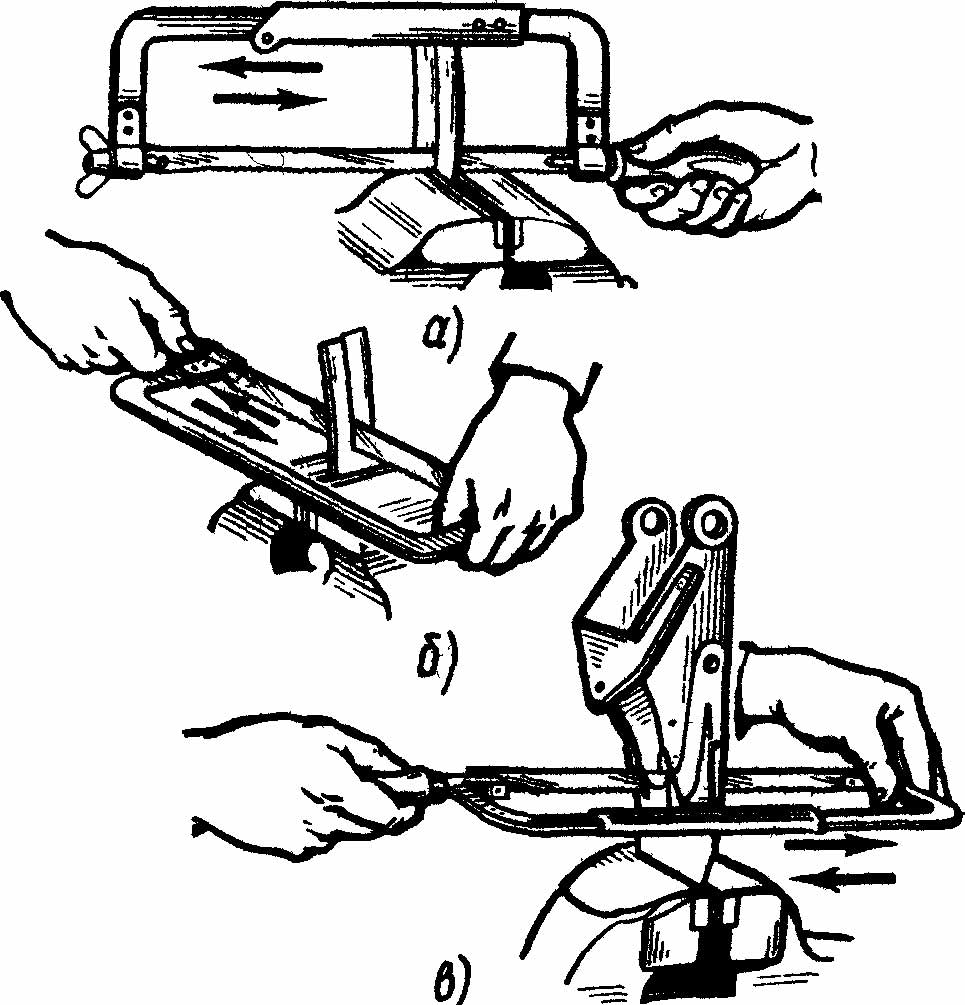
Положение рук (хватка) работающего
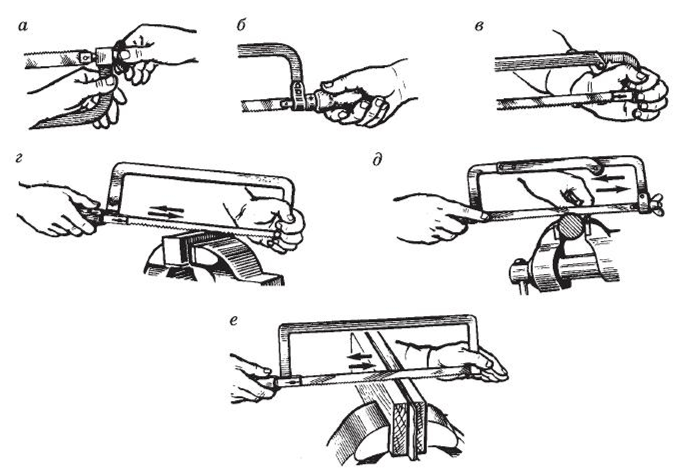
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки
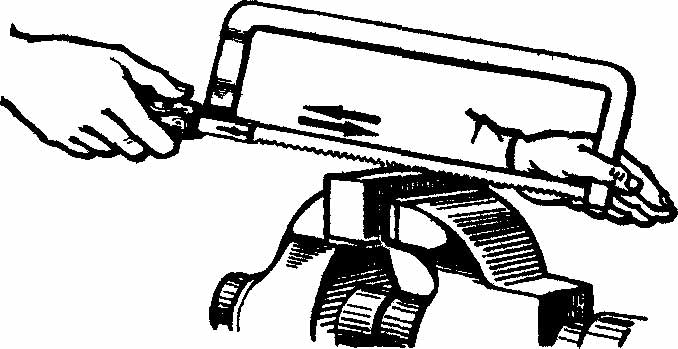
б) левой рукой держать рамку ножовки, как показано на рис. — в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.
Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
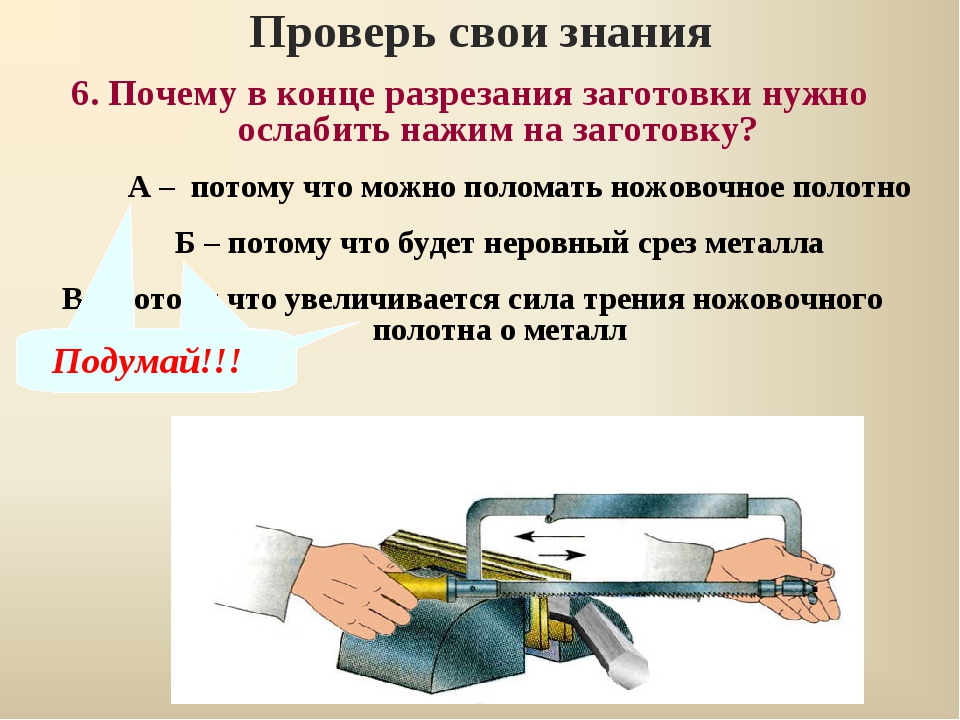
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла
1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.
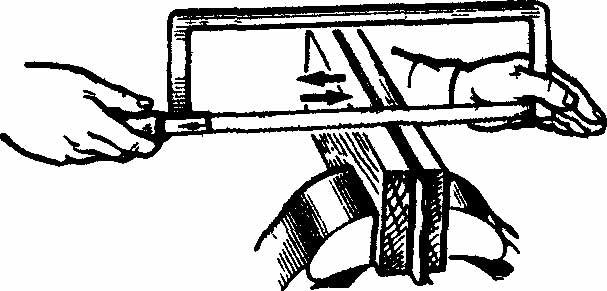
4. Резать заготовки вместе с брусками.



Подготовка ножовочного станка
Выбор ножовочного полотна:
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.
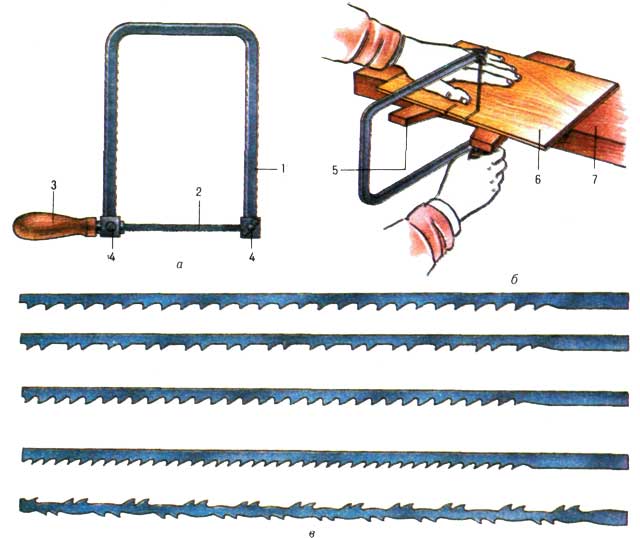
Установка ножовочного полотна в прорези головки:
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
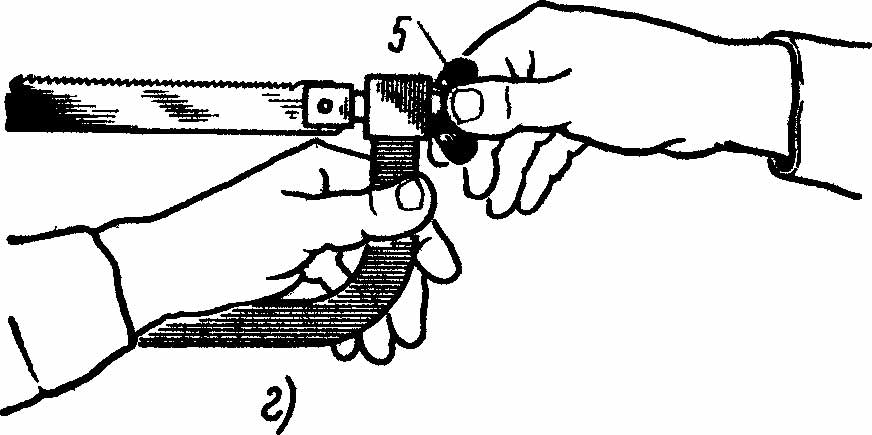
Натяжка ножовочного полотна:
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).
Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
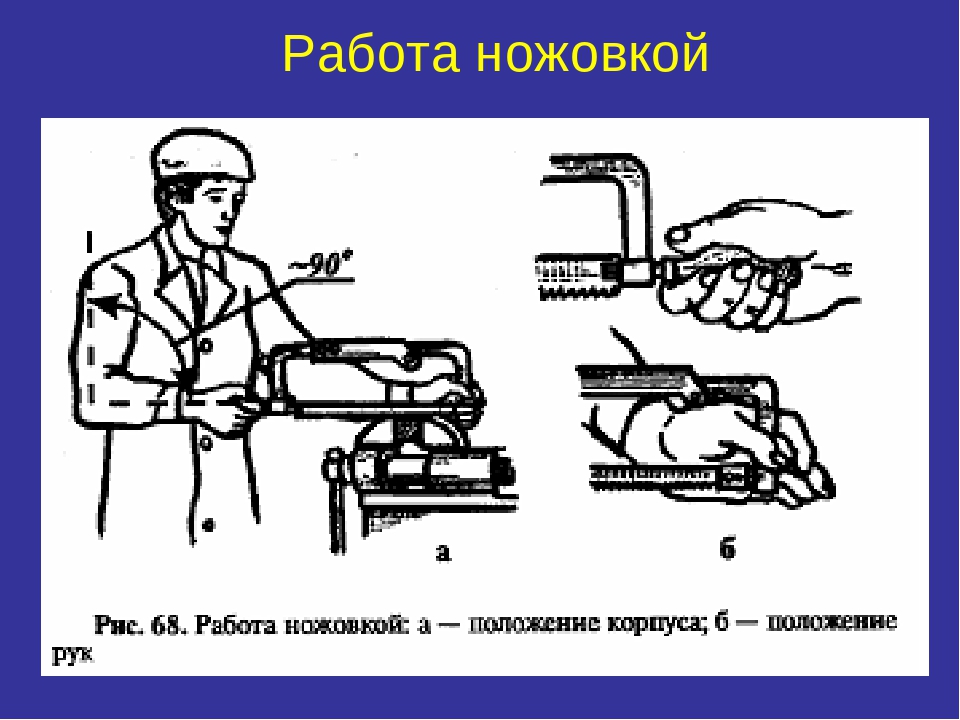
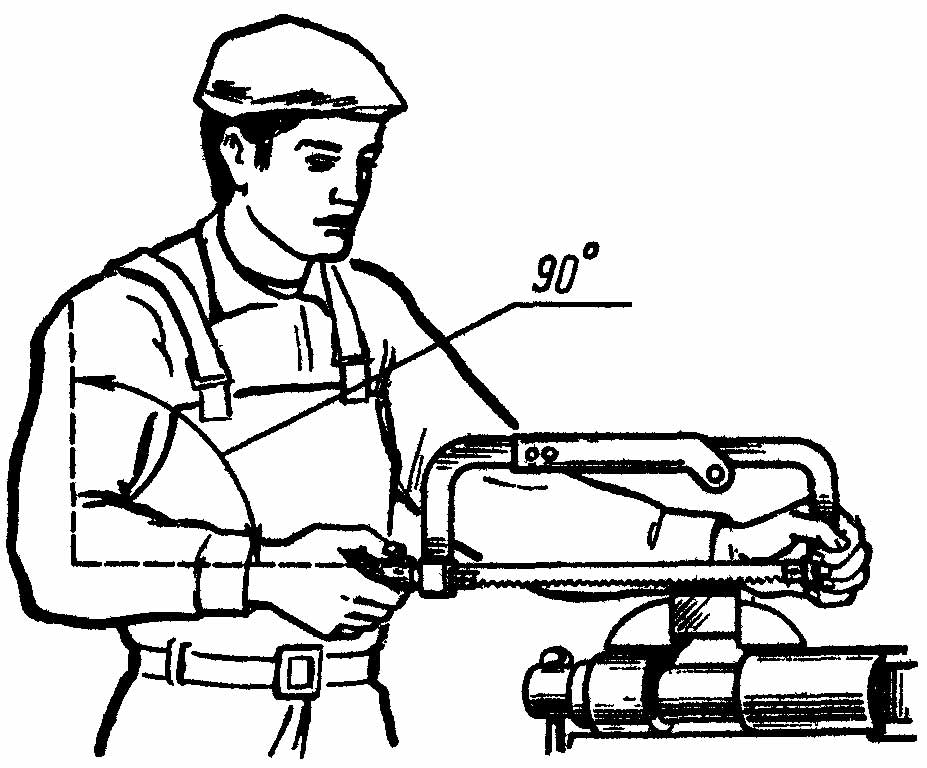
Рабочее положение при резке ножовкой
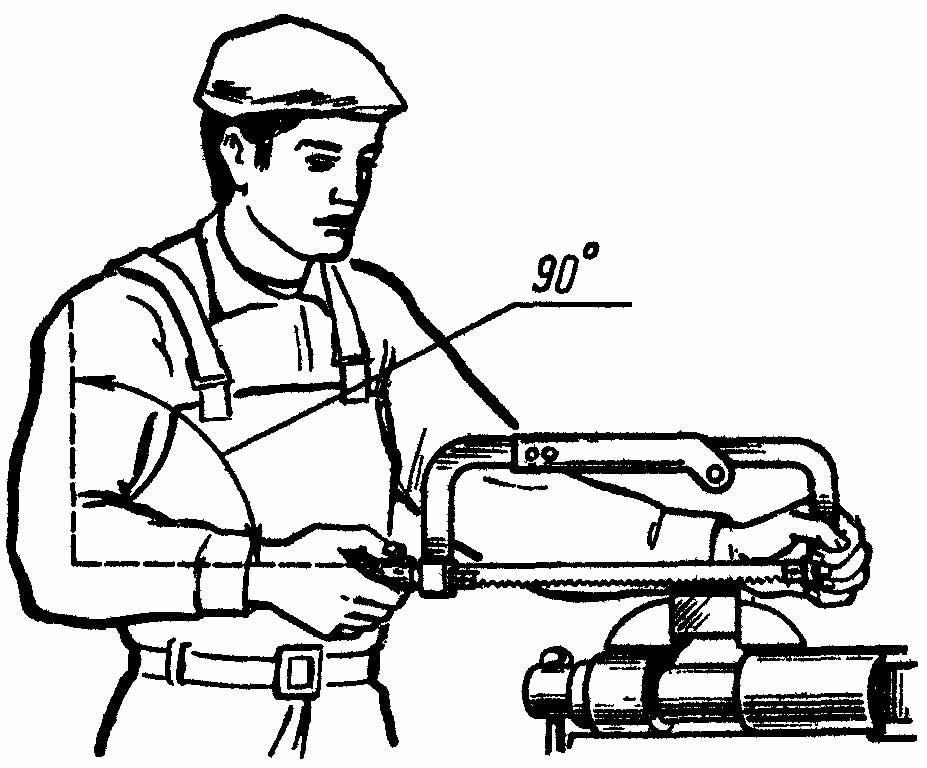
а) установить высоту тисков по росту — правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°
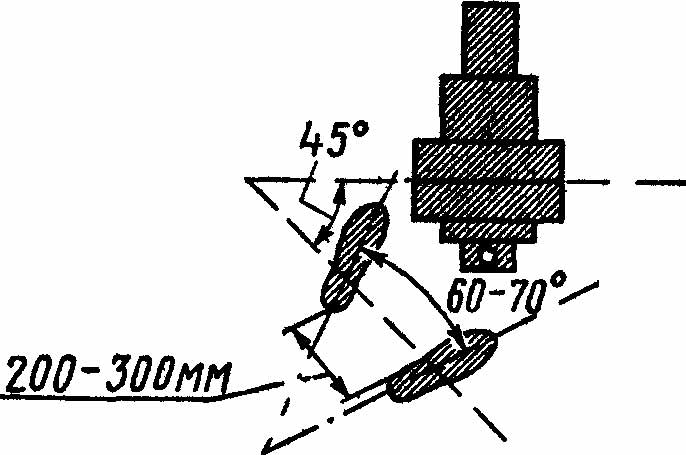
г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Основные правила эксплуатации и ухода за ножовками всех типов
Ножовка может использовать на протяжении много лет, но только в случае правильного ухода за ней. Хранить инструмент рекомендуется в футляре либо чехле, чтобы защитить его от механических повреждений, негативного влияния морозов, повышенной влажности, разных агрессивных сред.
Существуют следующие основные правила эксплуатации ножовки:
- Следует работать инструментом только того типа, который предусмотрен для конкретного используемого материала. В противном случае не удастся добиться высокого качества работы, при этом быстро затупятся зубья либо ножовка попросту сломается.
- Нельзя проводить распил материалов, которые отличаются высокой твердостью поверхностного слоя, иначе можно будет повредить зубья.
- После каждой работы рекомендуется очищать поверхность от стружки, опилок, желательно обрабатывать полотно специальной смазкой или подходящим маслом. Это поможет предотвратить коррозионное разрушение рабочего полотна и увеличить срок его службы.
При соблюдении таких простых рекомендаций удастся продуктивно использовать ножовку на протяжении длительного времени. Это универсальный и весьма полезный инструмент, который должен быть в рабочем арсенале каждого хозяина, строителя, слесаря.
Как пилить ножовкой по металлу ⚙️ Вводный курс
Общая теория пиления ножовкой по металлу выглядит примерно так:
Фото 1. Теория пиления ножовкой. Вводный курс
Поэтому, теорию мы изучать не будем, а перейдём сразу к практике:
На этом видео весь рассказ о том, как пилить, собственно, и представлен, но сейчас будет постскриптум, представлен ряд дополнений и поправок (плюс к краткому пересказу содержания видео).
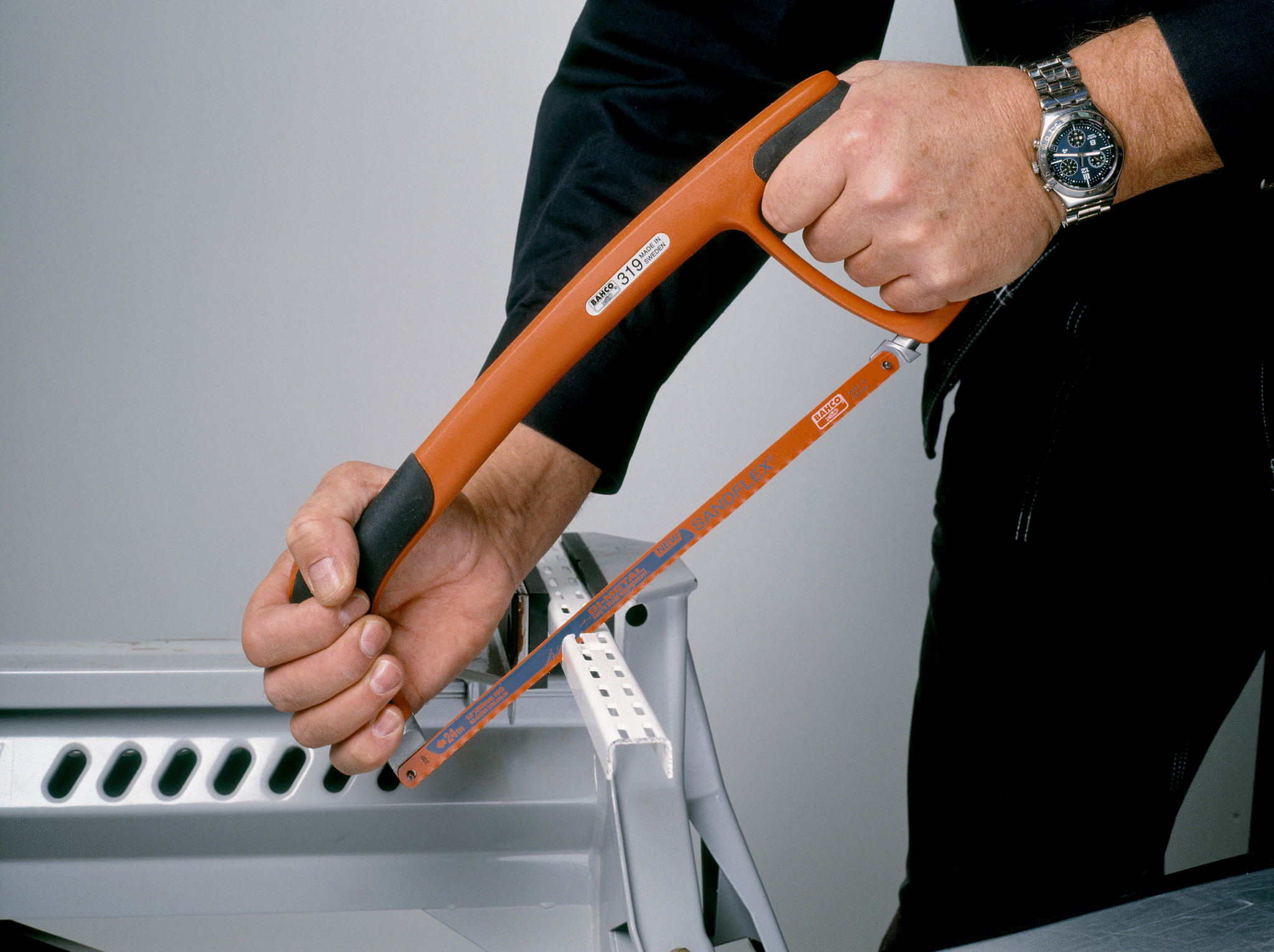
Итак, начнём с того, что пилить ножовкой по металлу нужно горизонтально, ухватившись за инструмент двумя руками. Для чего хорошо бы использовать ножовку с хорошо выраженной рукояткой для хвата второй рукой.
Пилить горизонтально неудобно, потому что для этого нужно, чтобы заготовка была закреплена на уровне груди, а пилить стоя. Однако верстаки, как правило, являются столами, за которыми нужно сидеть, а если и пилить, то стоя и сверху вниз. Поэтому ножовки чаще делают одноручными и пилят ими под углом 45°.
Чтобы регулировать давление на пилу (чем твёрже металл, том сильнее нужно нагружать полотно, давить на него, чтобы зубья вгрызались в плоть; и наоборот — если зубья врезаются слишком сильно, например, в алюминий, то нужно уменьшить давление) можно: а) менять угол наклона при пилении, б) положить руку сверху для увеличения веса, в) развернуть полотно зубьями назад.
Пила часто застревает в пропиле при достижении конца полотна. Это из-за того, что полотно имеет волнистую разводку зубьев (чтобы пропил был шире полотна и оно в пропиле не застревало), но со временем в центре полотна амплитуда этой волны уменьшается, а на концах — почти нет.

Фото 2. Зубья больше стачиваются в центре полотна
Этот перекос возник на почве пиления этим полотном ранее не всей его длиной. Исправить (увеличить разведение в центре или уменьшить на концах) сейчас это уже невозможно по причине того, что зубья закалены. Так что мораль: с самого начала эксплуатации нового полотна нужно всегда пилить всей его длинной.



Следующая проблема: если пилить тонкий лист металла, толщина которого меньше, чем расстояние между зубьями, пила застревает:

Фото 3. Слишком тонкая деталь застревает между зубьев
Если металл твёрдый (железо) — хрен сдвинешь, а если мягкий (алюминий) — выдирается огромный кусок металла, образуются рваные края, край гнётся.

Фото 4. Тонкую деталь пилим под сильным наклоном
Пилить под углом, чтобы сформировать пропил такой длины, чтобы на нём лежало одновременно как минимум два зуба (длина пропила ≥ двум расстояниям между зубьями).
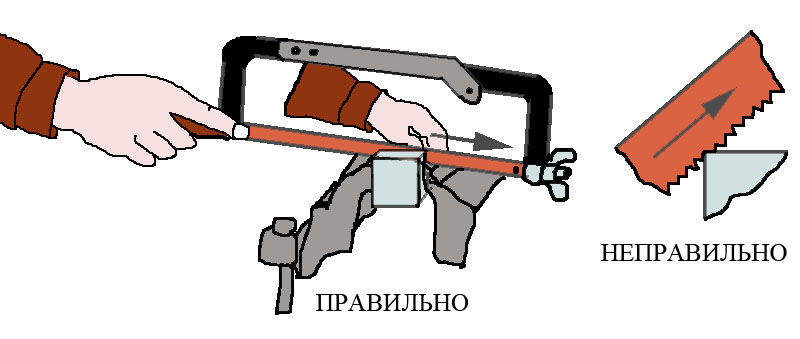
Следующая тема: пилим тонкостенную алюминиевую трубу:
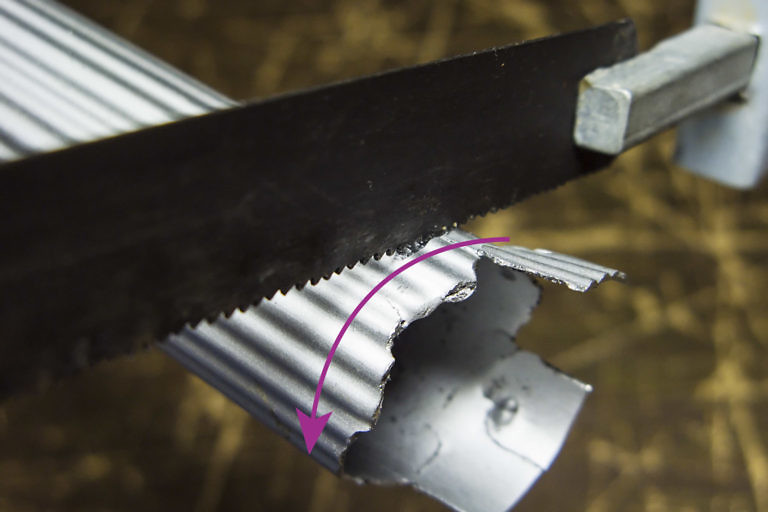
Фото 5. Направление кручения трубы
Полотно устанавливаем зубьями назад, трубу подкручиваем в направлении зубьев (иначе полотно будет застревать на ближнем крае пропила, а при применении силы — рваться).
Ну, и ещё до кучи… полотно ножовки по металлу можно восстанавливать, затачивать зубья, например, вот таким образом:
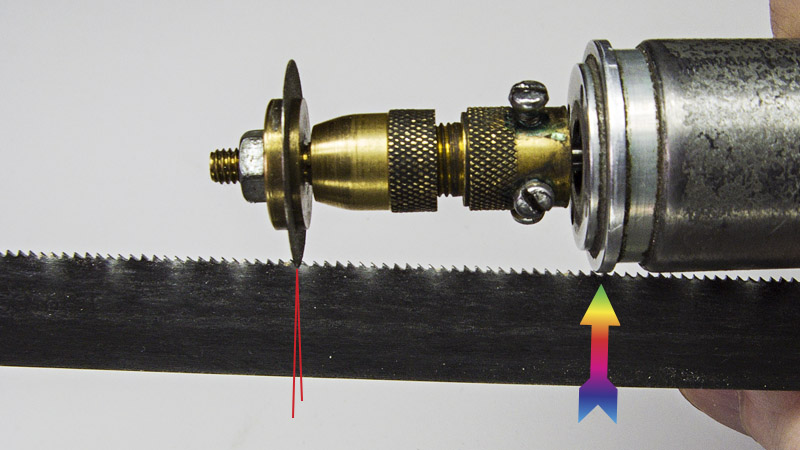
Фото 6. Заточка зубьев
Изначально этот алмазный диск был больше диаметром и эта бормашинка с этим диском, будучи прижатой таким образом к полотну располагалась строго параллельно линии зубьев полотна, а диск, соответственно, перпендикулярно. И это было правильно — у новой ножовки передние грани-поверхности зубьев ортогональны полотну. Теперь же формируется небольшой отрицательный угол… — чуть менее лучше, но тоже норм.
Ещё к сведению: полотно это можно просверлить обычным сверлом по металлу (из стали HSS). Потому что на производстве всё полотно закаливают не очень сильно, на упругость, а вот зубья закаливают отдельно индукционным нагревом с быстрым охлаждением на твёрдость, поэтому зубьями этими можно в обратку спокойно распилить сверло.
Виды ножовочных полотен
- Существующий ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом, толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует, также, значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
В специализированных торговых сетях широко распространены, так называемые, алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.

Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой.
На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46.
Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.

Критерии выбора
Итак, вам нужно выбрать инструмент, руководствуясь следующими характеристиками:
- Форма зуба меняется в зависимости от наклона переднего фрезы.
- Шаг зубов характеристика определяет толщину и прочность материалов, с которыми инструмент может работать. Выбор зависит от размера и материала заготовки. Во время работы следует задействовать два-три зуба.
- Размер полотна зависит от размера и объема заготовок. Средняя длина пыльцевой пилы колеблется от 290 до 700 миллиметров. Полотно должно быть ровным, чистым и сохранять свою первоначальную форму. На поверхности не должно быть трещин или ржавчины.
- Ручка попробуйте обойти полые вариации. Такой инструмент может сломаться даже при незначительном давлении. Выбирая, держите устройство в своих руках. Ладонь должна плотно прилегать к ручки.
- Цена стоимость пилы на обработку металлических изделий зависит от материала и типа лезвия, а также от конфигурации зубов. Нежелательно выбирать слишком дешевые модели, а также быть равными известным брендам.
Выбрав хорошую ножовку, не забудьте своевременно заменить пили и правильно пользоваться инструментом.
Резка металла на фрикционной пиле (пиле трения).
Во время работы диск нужно постоянно поливать водой, направляя его в зону трения. Вода, подаваемая, значительно уменьшает нагрев лезвия и металлического резки. Разрез плавный, чистый, но с бусинами по его краям. Провисание легко удаляется стамеской. На рубеже разрезанного металла зона слабых структурных изменений шириной 12 мм, которые необходимо снять в случае изготовления особо критических конструкций. При изготовлении котельных конструкций в основном применяются ленточные и циркулярные пилы для резки профиля, материал: уголки, каналы, балки, трубы и.
Как установить ножовочное полотно по металлу?!
Лезвие ножевой пилы имеет отверстия на концах для крепления в ножовци. Лезвие должно быть достаточно напряженным в машине, чтобы избежать сгибания и поломки.
Виды ножовок по металлу ручных
Существуют такие виды ножовок по металлу:
- Домашнее. Простейшие варианты, которые есть в комплекте для каждого мастера. Такие устройства считаются устаревшим вариантом, но их производство продолжается и по сей день. Преимуществом этих инструментов является их простота конструкции. Ручка изготовлена из дерева и расположена в одной плоскости с полотном
- Профессиональные предназначены для использования во время длительной работы. Такие изделия оснащены более удобной ручкой, которая, кроме того, прорезиненная. Некоторые дорогие модели оснащены механизмом регулировки угла режущей части при работе.
- Мини-ножовки или металлические пилы имеют особую форму, которая отличается от первых двух типов. Такие изделия предназначены для использования только тогда, когда есть трудности с доступом к вырезанной части. Прибор имеет форму ножа с дополнительной точкой фиксации лезвия. Ручка изготовлена из пластика и металла с резиной
Как правильно выбрать полотно для ножовки по металлу
Пильное оборудование в виде расходных материалов для ручных ножовок нужно выбирать, опираясь на такие показатели:
Тип инструмента. Ножовки по металлу бывают разными, поэтому перед тем, как купить ножовочное полотно, нужно измерить расстояние между фиксаторами корпуса инструмента. Если инструмент имеет опцию регулировки каркаса, тогда покупать можно любой длины гарнитуру
Прочность обрабатываемого материала — если планируется пиление мягких видов стали, как алюминий, медь, латунь и прочие, то нет необходимости покупать дорогие полотна, ведь с такими заготовками справятся углеродные устройства низкой твердости. В качестве основного материала, из которого изготавливается оснастка, является сталь типа Х6ВФ для отечественных и HCS для зарубежных. Если нужно разрезать более прочные материалы, как сталь, чугун и т.п., тогда применяется оснастка из быстрорежущих сталей
Толщина металла, который подлежит обработке, а также качество разрезаемого шва
Здесь внимание нужно обратить на TPI — количество зубьев на один дюйм. Здесь все просто — если необходимо получить качественный шов при распиливании тонких заготовок, то выбирать нужно оснастку, которая имеет величину TPI равную более 24
При этом продолжительность пиления материала увеличивается в несколько раз. Если качество реза не главное, а важней скорость достижения результата, тогда выбирать можно полотна с TPI менее 24 зубьев на дюйм. Чем больше зубьев на полотне, тем выше показатель TPI
Разводка зубьев — рассматриваемые устройства имеют соответствующее отклонение, которое влияет на скорость получения результата, а также толщину пропила. ГОСТ Р 53411-2009 регламентирует, что полотна выпускаются трех видов разводки: с отклонением по каждому зубу, через один зуб и по двум смежным через неразведенные звенья. Визуально выявить величину разводки звеньев практически невозможно. Для варианта разводки звеньев «по двум смежным через один» величина отклонения не превышает 0,15-0,25 мм. Для остальных случаев величина расхождения составляет от 0,6 до 0,9 мм. Измерить величину разводки можно при помощи электронного штангенциркуля, только при этом выявляемая величина будет в 2 раза больше, чем указано выше

Это основные параметры, которые нужно учитывать, чтобы выбрать грамотно механическое полотно под свой инструмент. Так как цена на устройство относительно невысокая, то можно купить набор устройств из разных материалов, и испытать их в действии. Поможет сделать правильный вывод при выборе полотен для ручной ножовки видео ниже.







Срок службы рассматриваемых устройств зависит от такого параметра, как тип покрытия. Наличие покрытие позволяет увеличить долговечность. Производители покрывают расходники для ручных пил химическими оскидными примесями, а также нитроэмалевым составом типа НЦ-25 и НЦ-132. Нитроэмалевое покрытие менее качественное, так как при увеличении нагрузки, возникают трещины.
Это интересно! Равномерность развода звеньев играет важную роль в процессе резки металла. Особенно это актуально для высококачественной продукции, равномерность разводки зубьев на которой должна быть не более 45% от параметров шага на длине 10 мм. Используя микрометр, можно произвести замер равновысокости зубцов, величина которых не должна быть более 0,1-0,15 мм.

Применение ножовки по металлу с высококачественным полотном актуально сегодня в следующих случаях:
- Когда предстоит распилить водопроводную трубу, которая находится под давлением, например, для врезки тройника. Пользоваться электроинструментом в таком случае опасно, поэтому в ход берется ручная пилка
- При резке пластиковых заготовок. Применение болгарки и прочих электроинструментов приведет к оплавлению материала, поэтому актуально использовать ручную ножовку
- Когда отсутствует электричество или работы выполняются вдали от электричества
Из этого перечня видно, что важно всегда иметь в арсенале не просто ножовку, но и сменные полотна для нее, что позволит воспользоваться соответствующей гарнитурой в зависимости от поставленной задачи
Характеристика поворотного стула с ножовкой
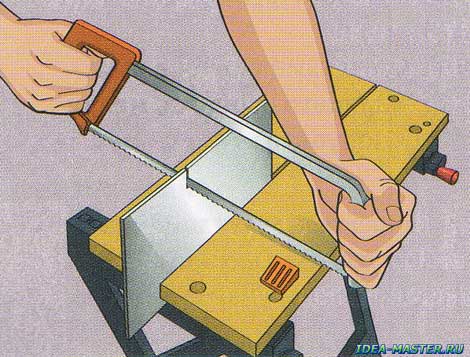
Поворотное стусло с ножовкой представлено оборудованием, состоящим из пилы и регулируемой подставки, при помощи которой можно настроить угол пропила от 15 до 135 градусов. Стусло может быть изготовлено из металла или пластика. Первый вариант используется для разрезания погонажных элементов небольшой толщины, а второй – для маленького объема работ.
Подставка в виде стусла применяется для придания инструменту дополнительной жесткости, одновременно исполняя роль ограничителя. Ножовка с полотном, оснащенным небольшими резцами, может иметь длину 290-600 мм.
При распиле заготовки режущий элемент входит в нее под определенным углом, одновременно в вертикальной и горизонтальной плоскости. Благодаря такому двухплоскостному инструменту удается сформировать скос на торце обрабатываемой заготовки любой конфигурации.
Приспособление с поворотным стуслом относится к лучшим ножовкам по дереву и металлу профессионального типа. Его целесообразно использовать для столярных работ повышенной сложности. Вес оборудования составляет 2-4 кг. Цена ножовки по металлу со стуслом – 2 тыс.руб.
![]()
Поворотное стусло регулирует угол пропила от 15 до 135 градусов.
Для эксплуатации такого инструмента станину необходимо закрепить на рабочей поверхности при помощи саморезов или струбцины. На обрабатываемой заготовке следует нанести разметку с указанием мест пропила. Изделие фиксируется на стусле таким образом, чтобы отметка совпадала с прорезями на пластине. Затем требуется выставить градус угла распила и закрепить ножовку так, чтобы она работала в одной плоскости. После этого осуществляется разрез заготовки.
Виды ножовочных полотен
Ножовочное полотно считается главной частью ручного инструмента. От его вида зависит производительность инструмента, точность реза.
Полотно для металла
На нем присутствует большое количество мелких зубьев. Крупными зубцами распилить металл не получится.
Длина лезвий — 150–300 мм. Полотно может быть изготовлено из разных материалов:
- углеродистой стали;
- кобальтовой стали;
- углеродистой и быстрорежущей стали.
Нить из вольфрама
Из карбида вольфрама изготавливаются струны. Их длина равна 30 см. Они подходят для закрепления в рамках стандартных ножовок. Диаметр струны — 2,7 мм. С ее помощью можно выполнять точные резы. Струна подходит для прямых и криволинейных резов, вырезания кругов.
Алмазная струна
Основа такой струны — легированная сталь, на которую наносится алмазное напыление. Толщина покрытия — 2 мм. Закрепляется струна в зажимах с помощью колец.
Качественная алмазная струна должна быстро распиливать разные материалы. При работе ее поверхности и рабочую зону нужно смачивать водой, чтобы избежать перегрева.
Алмазная струна (Фото: Instagram / abraziv_ykt)
Разновидности и области использования инструмента
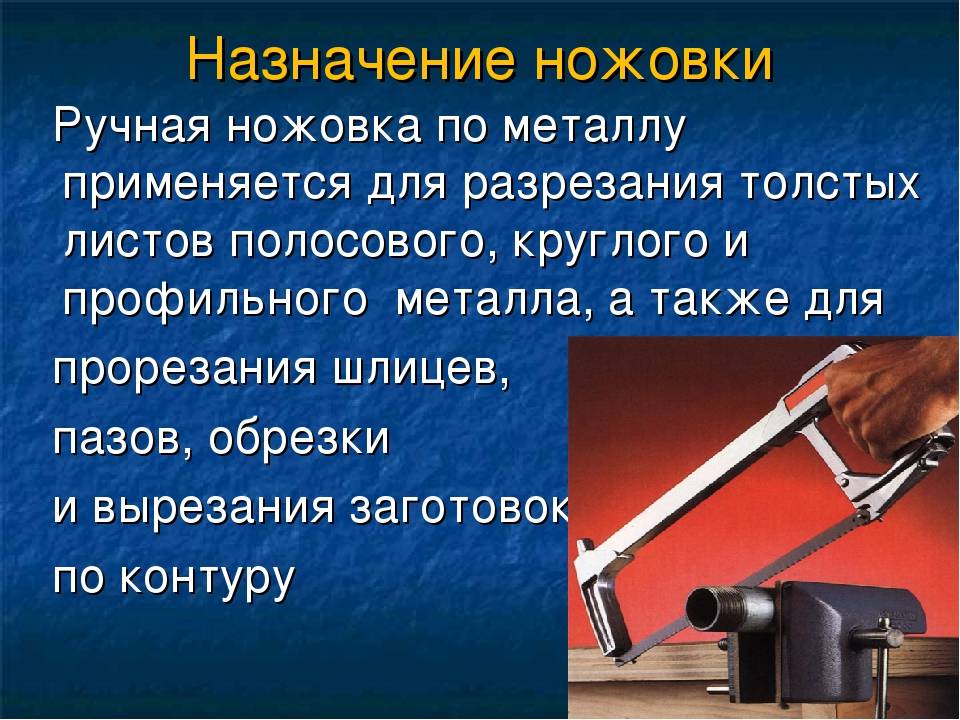
 Назначением этого инструмента считается распил изделий из прочных металлов, прорезание пазов и швов, обрезка металлических заготовок и т. д. Кроме всего прочего, с помощью ножовки можно резать и металлические сплавы, и, например, керамику, пластик, пенопласт, древесину и органику.
Назначением этого инструмента считается распил изделий из прочных металлов, прорезание пазов и швов, обрезка металлических заготовок и т. д. Кроме всего прочего, с помощью ножовки можно резать и металлические сплавы, и, например, керамику, пластик, пенопласт, древесину и органику.
Существует три разновидности пил по металлу:
- Модели для домашнего применения — наиболее доступный и популярный вариант, подходит для решения простеньких домашних задач. Характеризуется удобством применения. В большинстве случаев такие устройства оснащены винтами и ручкой из дерева, которая расположена продольно режущему полотну.
- Ножовки профессионального уровня — могут работать очень долгое время, создавая качественные пропилы. Профессиональные ручные пилы по металлу зачастую оборудованы удобной и прочной рукоятью и позволяют устанавливать полотна под определенным углом, что требуется для создания разрезов необычной формы.
- «Ручка» — обладает особой формой, напоминающей скобу. Это позволяет использовать данную разновидность ножовок в труднодоступных местах. Такой инструмент прекрасно подходит для внутренних распилов.