
Весовые параметры
От того, насколько тяжелым является инструмент, зависит возможность его применения в обработке древесины. Минимальным значением считается масса 0,9 кг. Более легкие модели используются только для ограниченного круга бытовых и хозяйственных целей при отделке небольших заготовок, например для заточки клиньев.
Для стандартной работы с древесиной понадобится инструмент 0,9-1,7 кг. Он будет эффективным и при рубке дров средней толщины, и при проведении строительных работ. Более тяжелые колуны весом 2,2-2,5 кг используются в целях колки крупных дров. Они имеют более длинное топорище.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях.
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными.
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы.
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа.
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
На заметку! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Дополнительные виды
Узлы бывают еще и такого вида:
- Двойная спираль – это пространственная фигура из обычной двухрядной спирали. При этом самый широкий диаметр этого изделия – средняя часть. Из-за этого этот узор ковки также называют китайский фонарик. Для его изготовления необходимо два прутка или проволока с большим поперечным сечением.
- Кернение – такой художественный узор получается путем вдавливания части металлического листа или полосы в штампованную форму. Для этого используется специальный инструмент. На плоских заготовках так получают объемные надписи, изображения и вензеля.
Благодаря использованию различных кузнечных узоров и элементов, получают сложные изделия художественной ковки. Комбинируя их, мастера могут создать индивидуальную композицию для декорирования дома, территории или фасада здания.
Преимущества и недостатки горячей ковки
Метод горячей ковки не предусматривает изготовление однотипных изделий. Поскольку при этой трудоемкой работе затрачиваются значительные человеческие ресурсы, то уникальные художественные композиции стоят недешево.
Таблица 2. Преимущества и недостатки горячей ковки
| Плюсы горячей ковки | Минусы горячей ковки |
| Эксклюзивность продукции: абсолютно одинаковые изделия отсутствуют | Низкая скорость изготовления |
| Широкий ассортимент: он ограничивается только фантазией кузнеца и заказчика | Высокие трудозатраты |
| Доступно изготовить изделие любой дизайнерской сложности | Невысокая точность при соблюдении размера |
| К подбору исходного материала не выдвигаются строгие требования | Невозможность массового производства |
| После горячей ковки упрочняется металл | Высокая цена |
| Обработанный горячим способом металл слабо подвергается коррозии и окислению | |
| У продукции горячей ковки высокая престижность |
Технология горячей ковки может подразумевать использование такого оборудования, как машинный, паровой или гидравлический молот. Но основная работа все равно выполняется руками.
Производители
Как делали топоры кованые в СССР
Что касается нашего производства, то можно с уверенностью сказать — в СССР умели ковать топоры. Особенно в 50 – 70 годы.
Сегодня купить армейский топор можно во многих местах.
Военные распродают старое имущество (зачастую не использованное) и найти лучшие топоры СССР, и заказать, не составляет труда.
Несмотря на «потертый» вид такого топора — приобрести его стоит. Качество этого инструмента на высоте. Более того, при необходимости его можно использовать как заготовку для нового топора. Как туристического, так и плотницкого.
Мировые производители кованых топоров
 Топор ручной работы — фото
Топор ручной работы — фото
При осмысленном приобретении топора, не просто как вещи, а именно как инструмент (например, топор плотницкий кованный) не стоит покупать первый попавшийся. Перед тем, как выбрать ручной топор, необходимо тщательно продумать и остановится на одном из предложении именитой компании-производителе.
| Фото топоров ручной работы | Марка | Описание |
 |
Gransfors Bruks | Компания производит топоры с 1902 года. Гарантия качества и срока службы — 20 лет |
 |
Hultafors | Компания основана в 1883 году в Швейцарии. Отличается максимальным качеством своего товара |
 |
Hults Bruk | Старейший шведский производитель топоров для нужд армии и населения. Основана в 1697 году |
 |
Wetterlings | Делает тяжёлые и универсальные топоры |
 |
Djarv Hantverk | Семейная компания. Выпускают очень дорогие топоры ручной работы |
 |
Husqvarna | Очень известная компания на Российском рынке. Отличается широким модельным рядом |
 |
Fiskars | Скорее всего, самая популярная компания-производитель топоров в нашей стране. Качество их продукции проверено годами и сотнями рук |
Кислородно-конвертерный способ получения стали
Производство стали сегодня осуществляется в основном этим способом. На долю кислородно-конверторного производства совсем недавно приходилось до 60% мирового производства стали.
Однако, этот процент снижается в связи с появлением электродуговых печей (ЭДП). Продувка печей осуществляется чистым кислородом (99,5%) под высоким давлением.
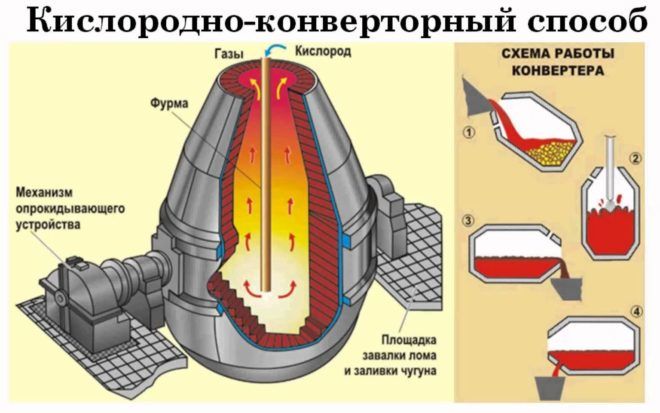
Продукт кислородно-конвертерной печи представляет сталь с заданными химическими свойствами. Она поступает в машину непрерывного литья заготовок (МНЛЗ), где материал застывает в форме блюма или плиты. Для получения определенных жестких параметров металл подвергается вторичной переработке.
Рисунки на топорах ручной работы — 10 изумительных фото
Топор один из самых незаменяемых инструментов в хозяйстве. Ранее топоры еще использовали в военных битвах, но сейчас это редкость. Топор универсален в своем использовании, даже заменить может нож. Но в основном его используют для рубки дров. Многие мастера изготовляют топоры сами и делают на них различные рисунки. В этой статье вы сможете ознакомиться с самими изумительными рисунками на топорах ручной работы.
Скандинавский топор ручной работы под названием «Валькнут»
Отличный топор – изготовлен русским мастером.
Походный топорик — сделанный своими руками.
Весьма красивый вышел топор.
Топор времён СССР с гербом.
Оригинальный топор ручной работы с широкой рукояткой.
Топор ручной работы с рисунком викинга.
Неплохой вариант топора с рисунком моржа.
Отличный топор с рисунком целого зоопарка.
А вот по этому топору можно определить даже сторону света.
Читать полностью (ссылка)
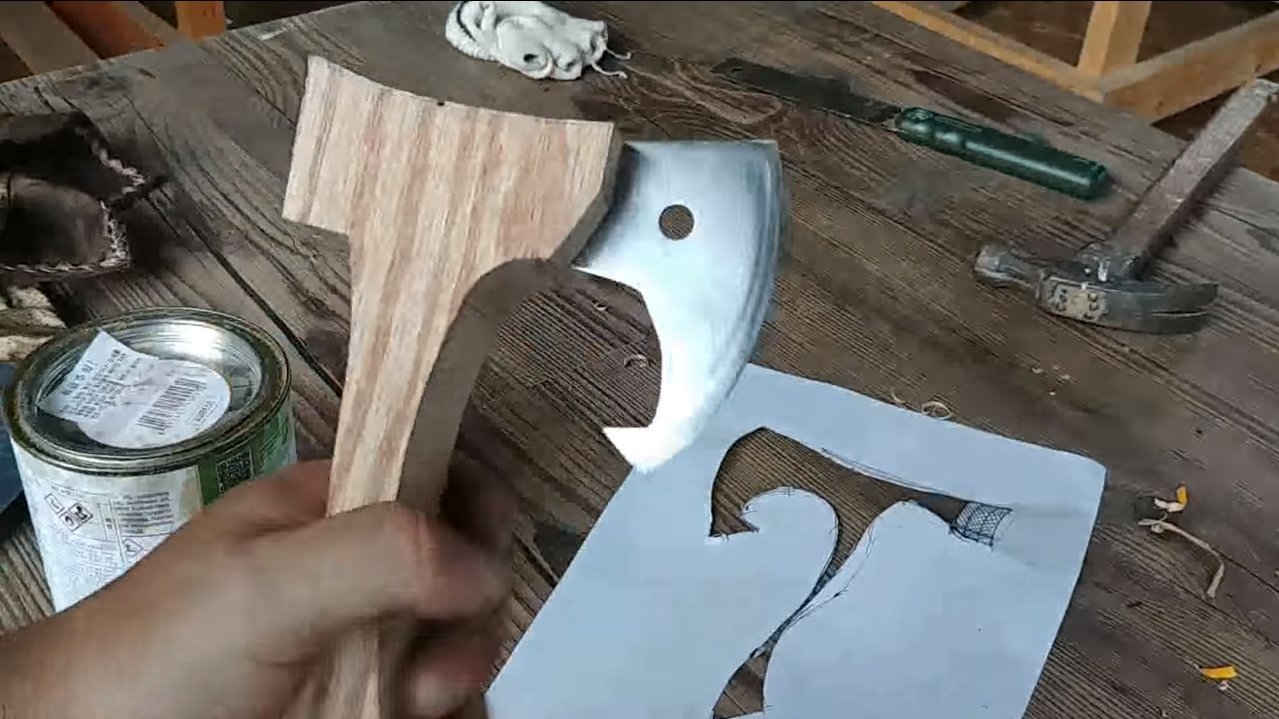
Необходимые материалы
Чтобы самостоятельно смастерить подобный топор, можно использовать:
- любой имеющийся в распоряжении старый топор (даже если на металле уже появились трещины и ржавчина);
- брус для рукоятки;
- небольшой отрез кожи или заменителя для оплетки рукояти;
- деревянные клинья;
- бумага и простой карандаш;
- льняное масло (лак) и кисть.
Очень ответственно подойдите к выбору дерева для рукояти. Для этой цели лучше всего использовать древесину твердых пород только лиственных видов деревьев. Очень важна степень просушки дерева — количество влаги должно быть менее 8-12%. Такая рукоять в будущем не будет расшатываться при усыхании в случае изменения влажности среды. Чтобы добиться желаемой влажности древесины, просушите заготовку в очень сухом и теплом месте.








Читайте на нашем сайте: как сделать наковальню из рельсы.

Лучшие разновидности древесины для рукояти:
- Ясень. Самый оптимальный материал — доступный, прочный и твердый, долговечный. Рукоятка имеет красивый цвет и рисунок волокон. Чаще всего используется для изготовления рукояти.
- Дуб. Прочный и долговечный, но твердый.
- Бук. Имеет все достоинства дуба, но есть существенный минус — гигроскопичность. Потому такая рукоять требует дополнительной обработки для защиты от влаги, так как пропитка маслом не защищает полностью древесину.
- Клен. Прочный, упругий материал, рукоятка имеет красивый вид и текстуру.
В процесс работы потребуются такие материалы и инструменты:
- шлифовальная машина (болгарка);
- сварочный аппарат;
- шлифовальный станок;
- бор-машинка.

Пример топоров викингов.
Тонкости выбора
Покупка кованого топора должна иметь веское обоснование. Это обусловлено тем, что стоимость таких моделей в несколько раз превышает цену штампованных и литых топоров, поэтому для редкого использования лучше приобрести простую модель. Единственным исключением является колун, который всегда должен быть кованым
При выборе топора нужно обратить внимание на наличие клейма и марку стали, а также осмотреть кромку лезвия: она должна быть идеально ровной, без заусенцев и сколов. Лучший вариант – это заказать топор у кузнеца, однако если такой возможности нет, то в качестве альтернативы можно купить уральский топор, выпускаемый компанией «Ижсталь – ТНП». Предприятие выпускает довольно качественную продукцию, и стабильный спрос на неё это подтверждает
Предприятие выпускает довольно качественную продукцию, и стабильный спрос на неё это подтверждает.

О том, как отличить кованый топор от литого, смотрите в следующем видео.
В чем сложность
Ковка топора — довольно непростой технологический процесс. Во-первых, нужно сформировать заготовку соответствующих размеров и толщины. Это так называемый процесс ковки пакета топора. Во-вторых, это, конечно, изготовление проушины. Технологии древней Руси довольно непростые в выполнении. Для пробивки отверстия пакета с торца нужно затратить много времени, а гибка полосы также непростая операция (учитываем то, что сама такая полоса будет минимум 10-12 мм толщиной).
В Западной Европе довольно долго использовали старую технологию изготовления втульчатого топора (кельтского). Несмотря на то, что уже на Руси использовали именно отверстия под проушину. Вероятнее всего, это было связано именно с трудностями изготовления и, возможно, некачественным материалом.

В отличие от других инструментов, которые имеют простые линейные формы (например, ножи, стамески, зубила, молотки), топор имеет сложную конфигурацию. К тому же, при ковке нужно соблюдать точный баланс, иначе изделие при работе будет создавать трудности и неудобства. Тоже касается размеров и веса обуха, он должен быть довольно тяжелым. Это делается для увеличения силы наносимого удара при рубке.
Еще одно неудобство при изготовлении — это лезвие. Довольно часто его изготавливали отдельно от самого топора из углеродистой стали. После чего кузнечной сваркой лезвие приваривали к основному изделию.
Также обязательный процесс — стабилизация металла и его закалка. Такой рабочий инструмент, испытывающий постоянные нагрузки, при неправильной закалке быстро придет в негодность. Обязательное соблюдение температурных режимов такой обработки металла.
А что Вы думаете по поводу сложности технологии изготовления такого инструмента? Есть ли у Вас опыт ковки? Поделитесь своим навыками, приемами и знаниями по изготовлению такого инструмента в блоке комментариев к этому материалу.
Топор — весьма полезная вещь в хозяйстве, если вы проживаете в частном доме, особенно за городом. Но если вы согласны, что вещь должна быть не только функциональной и практичной, но еще стильной, красивой, с историей, — предлагаем своими руками смастерить топор викинга из простого топора. Такое изделие неизменно будет радовать вас внешним видом и исправно служить!

Нестандартные виды кованых топоров
В нашей мастерской Вы всегда можете заказать кованый топор для нестандартных работ. Например, топор-тесло, который отличается от обычного тем, что обух повернут относительно клинка на 90 градусов, а сам клинок имеет вогнутую форму. Таким инструментом очень удобно делать лодки-долбленки из цельного осинового бревна. Или другой вид плотницкого кованого топора, предназначенного для тески внутренней стороны стен – обязательной операции, если дом рубится по классической технологии. От обычного топора он отличается тем, что обух повернут на 30 градусов относительно клинка, что позволяет работать, не обдирая руки.
Терминология
Различают:
- Свободная.
- Машинная.
- Штамповка.
Изделия и полуфабрикаты, получаемые ковкой, называют «поковка
». При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости (см. Штампование, Ротационная ковка). Присвободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют ручником, кувалдой или молотом.
Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.
Машинную ковку
выполняют на специальном оборудовании — молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2 — 200 (200 — 20 000 тс), а также на ковочных машинах. Изготовляют поковки массой 100 тонн и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 тонн, кантователи и специальные манипуляторы.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка. При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры.
Сталь 5ХНМ и ее применение в кузнечно-штамповом производстве
Легированная сталь марки 5ХНМ (инструментальная штамповая) широко применяется в отраслях, где к изготавливаемой продукции предъявляются высокие требования по твердости, прочности, износоустойчивости, а также где необходима высокая точность изготовления. Зачастую это инструментальное производство и станкостроение.
Поковка, полученная из стали 5ХНМ, нашла свое основное применение в конструировании и производстве прессовых штампов, ковочных агрегатов, молотов.
Сталь 5ХНМ обладает следующими механическими свойствами:
Предел прочности в – 1570 МПа Предел текучести T – 1420 МПа Твердость после отжига – 241 МПа Ударная вязкость KCU – 340 кДж / м2
Анализируя физические свойства и состав базовых легирующих элементов стали 5ХНМ можно отметить, что благодаря высокому содержанию хрома – до 0,8 % и никеля до 1,8 % сталь обладает высокой твердостью, прочностью и упругостью, что позволяет избежать трещин на поверхности поковки после ее термической обработки. Входящий в состав молибден до 0,3% способствует хорошей ударной вязкости, тем самым предотвращая появление хрупкости стали после отпуска.
Поковки из штамповой стали 5ХНМ подвергают отжигу, подготавливая ее их для последующей термической обработки и обеспечивая снятия внутренних напряжений в структуре.
Для того чтобы инструмент, изготовленный из штамповой легированной стали 5ХНМ обладал максимальной твердостью и имел длительный срок службы требуется финишная термообработка. Закалка осуществляется при температуре, которая достигает 850°C, а затем производится последующий отпуск при температуре 460-520°C.
Среда, в которой будет производиться закалка и отпуск, а также температурный режим выбирается технологом в зависимости от условий работы и испытываемой ударной нагрузки изготовляемого инструмента. Однако нужно помнить, что высокие температуры в процессе закалки могут стать причиной увеличения прокаливаемости стали и как следствие снижение ударной вязкости.
Существует также и зарубежные аналоги штамповой легированной стали 5ХНМ, которая также приобрела большую популярность в США и странах Евросоюза.
Здесь ее маркируют в соответствии своих стандартов, действующих на территории страны. Например, Т61206 или L6 на территории США и 55NiCrMoV7 в странах Евросоюза.
Источник
Как выковать
Чтобы изготовить такой инструмент кузнечным способом, потребуется заготовка стали в виде полосы соответствующих размеров. Для удобства ее можно приварить с одного конца к куску арматуры, чтобы можно было манипулировать заготовкой во время работы.










 После нагревания один из ее концов немного разгоняют и скашивают, это будет будущее лезвие.
После нагревания один из ее концов немного разгоняют и скашивают, это будет будущее лезвие.

Хвостовик также нужно немного разогнать и подготовить к изгибу. После чего заготовку разогревают и на носке наковальни проводят гибку проушины.
Соединение загнутого конца с поверхностью заготовки проводят способом кузнечной сварки.
Следующим шагом формируют лезвие, при этом также пользуются приемом разгонки металла. Его можно сделать более вытянутым, изготовив более длинную бороду.
После формирования проводят его шлифовку и закалку. При этом обязательно соблюдаются температурные режимы нагревания. Главное — не перегреть и не пережечь металл.
Категории процесса ковки
Помимо холодной и горячей штамповки, обработка подразделяется на более мелкие категории. Это;
Пресс-ковка
Ковочный пресс работает путем медленного приложения бесконечного давления или силы, которая отличается от почти мгновенного удара ковки с ударным молотком.
Период времени, в течение которого штампы находятся в контакте с заготовкой, измеряется в секундах (по сравнению с миллисекундами в кузницах с ударным молотком). Операция ковки на прессе может быть как холодной, так и горячей.
Основным преимуществом ковки на прессе по сравнению с ковкой с ударным молотком является ее способность деформировать всю заготовку. Ковка с ударным молотком вызовет деформацию только на поверхностях заготовки, соприкасающихся с молотком и наковальней. В противном случае заготовка останется относительно недеформированной.
Еще одно преимущество этого метода — знание скорости деформации новой детали. Регулируя степень сжатия во время операции ковки на прессе, часто регулируют внутреннюю деформацию.
Закрытая штамповка
Ковка в закрытых штампах также известна как штамповка в штампах. Его рабочий механизм зависит от форм, преобразующих форму металла.
Формы прикрепляются к опоре, в то время как силы молота направляют расплавленный металл через полости указанной матрицы.
Форма и геометрия металла формируются после нескольких ударов. Этот тип ковки идеально подходит для изготовления изделий сложной формы и геометрии.
Поковка в закрытых штампах также известна производством прочных металлов. Это объясняет, почему большинство автомобильных деталей формируются с использованием этого метода.
Главный недостаток — оборудование, которое используется для штамповки в закрытых штампах, довольно дорогое.
Открытая штамповка
Этот метод ковки используется для плоских штампов без предварительно вырезанных профилей. Она также известна как кузнечная ковка. Метод открытой штамповки ограничивает движение потока металла во всех областях, кроме тех, которые находятся в контакте с штампом.
Движение заготовки должно быть хорошо выполнено, чтобы добиться наилучшего результата. Металл также должен быть тяжелым и относительно длинным.
Открытая штамповка в основном используется для формования слитков до того, как они будут подвергнуты вторичным процессам формования. Некоторые из преимуществ открытой штамповки включают улучшенный поток зерна, минимальное количество пустот и высокую устойчивость к усталости.
Клейма и рисунки на топорах
Поставить собственное клеймо на топоре можно с помощью готовых штампов. На холодном металле, если он мягкий, сделать это возможно, приставив нужный штамп и ударив по его затыльнику молотком. На прочном топоре сделать это можно в процессе отжига, на разогретом металле. Надписи, рисунки на лезвии можно выполнить с помощью гравёра, нанеся предварительно их на поверхность карандашом.

Существует несколько техник нанесения рисунков на металл, в том числе травление с применением соляного раствора и 8 — 10-вольтового аккумулятора. Трафарет приклеивается к отполированному топору скотчем, место вокруг рисунка отгораживается пластилиновыми бортиками, чтобы избежать подтекание электролита за пределы «ванночки».
Плюс от аккумулятора подводится к металлу, минус опускается в соляной раствор. Полминуты реакции, в течение которой раствор помутнеет и забурлит, — и на инструменте готов рисунок.
Серийное производство
Ключевая особенность серийного производства состоит в том, что ему свойственна широкая номенклатура деталей, производство которых происходит партиями, сериями. Примечательно, что в отличие от единичного производства, выпуск таких деталей или товаров повторяется с определённой периодичностью. Это даёт возможность использования универсального и специального, более высокотехнологического оборудования.
При таком производстве передача предметов производство происходит параллельно последовательно. Такой метод имеет более производственный вид, а за станками закрепляется конкретное количество деталеопераций. Оборудование при таком типе производства расположено по группам для обработки конструктивно и технологически однородных деталей. Таким образом, при серийном производстве по сравнению с единичным, уменьшается трудоёмкость изготовления, что естественно, оказывает влияние на формирование конечной себестоимости товара или изделия.
Замечание 2
Ускорение обработки деталей даёт возможность сократить объём незавершённого производства.
Серийный тип производства максимально приближен к поточному, массовому.
Самое распространенное оружие славян
Начиная с 9 века, боевой топор был на вооружении у княжеской дружины вместе с мечом и палашом. Тяжеловооруженная пехота славян очень ценила этот вид оружия за безотказность и силу удара, умелый воин с легкостью мог им разбить щит и сломать кольчужные кольца.
В устном народном творчестве часто описывают богатырей с огромными топорами в руках, хотя на самом деле вес боевого оружия не превышал 500 граммов, и только очень сильные воины могли позволить себе оружие большего веса.
Конечно, вес и размер оружия во время военных действий производит впечатление на врага. Паника, порожденная видом сильного воина со смертельным оружием в руках, помогает разбить врага и получить желанную добычу.
Поскольку славяне покупали орудия труда и оружие и в Европе, и в Азии, то у них можно было встретить и изящные небольшие топорики – чеканы, привезенные с Востока и скандинавскую секиру и даже бродэкс, двуручный топор, обладающий огромной разрушительной силой.
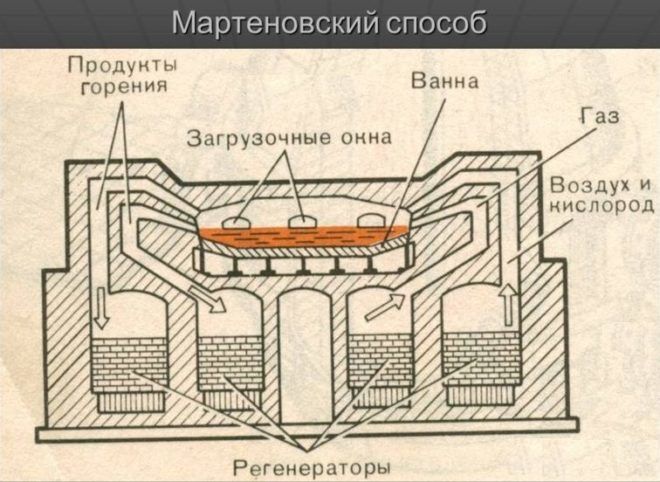
Мартеновский способ
Этот способ применяется для производства сталей высокого качества, применяемых в особо ответственных деталях машинах и точных механизмах.
В свое время он заменил трудоемкие и малопроизводительные тигельную и пулдинговую плавки, применявшиеся ранее.
Емкость загрузки одной отражательной печи, используемой при этом методе, достигает 500 тонн. Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Температура нагрева жидкой стали достигает 2 тыс. градусов. Этот результат достигается специальной конструкцией мартеновской печи:
- применением дополнительного тепла регенераторов, получаемого сжиганием коксовального или доменного газа в струе горячего воздуха;
- отражения от свода закачиваемого газа в результате сгорание топлива в нем происходит над ванной с металлом, что способствует быстрому нагреву содержимого;
- применением реверсирования нагревающего потока.
Мартеновская печь состоит из следующих элементов:
- рабочего пространства с огнеупорной футеровкой стенок и завалочными окнами;
- подины (основания) из магнезитового кирпича;
- свода печи;
- головки печи;
- шлаковика для выведения пыли;
- регенератора с перекидными клапанами.

Процесс плавки занимает от 4 до 12 часов. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.






Самое распространенное оружие славян
Начиная с 9 века, боевой топор был на вооружении у княжеской дружины вместе с мечом и палашом. Тяжеловооруженная пехота славян очень ценила этот вид оружия за безотказность и силу удара, умелый воин с легкостью мог им разбить щит и сломать кольчужные кольца.
В устном народном творчестве часто описывают богатырей с огромными топорами в руках, хотя на самом деле вес боевого оружия не превышал 500 граммов, и только очень сильные воины могли позволить себе оружие большего веса.

Конечно, вес и размер оружия во время военных действий производит впечатление на врага. Паника, порожденная видом сильного воина со смертельным оружием в руках, помогает разбить врага и получить желанную добычу.
Поскольку славяне покупали орудия труда и оружие и в Европе, и в Азии, то у них можно было встретить и изящные небольшие топорики – чеканы, привезенные с Востока и скандинавскую секиру и даже бродэкс, двуручный топор, обладающий огромной разрушительной силой.
Материалы, используемые при ковке
Для изготовления изящных кружевных интерьерных и экстерьерных предметов кузнецы выбирают металлы, которые имеют определенные показатели пластичности, текучести и вязкости. К таким материалам относятся латунь, медь, сталь, железо, золото и серебро. Данные металлы при силовом воздействии на них изменяют свою первоначальную форму, при этом не разрываются и не образуют трещин. Они отлично сохраняют вновь полученную форму.
Холодная и горячая ковка элементов интерьера и экстерьера