
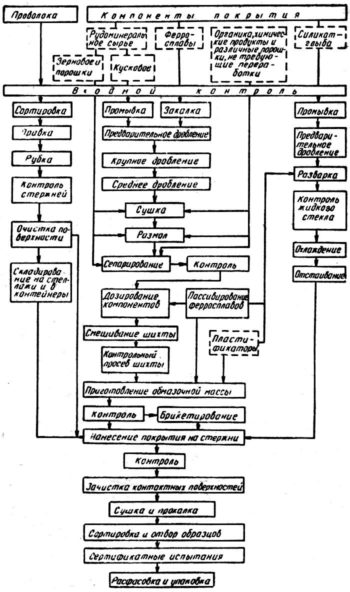
Основные этапы производства электродов
Производство электродов состоит из нескольких технологических этапов:
- Заготовка электродной проволоки определенной длины, в процессе используются правильно-рубильные станки.
- Изготовление обмазки – специальной массы, которая состоит из сухого и связующего компонентов. Связующим элементом выступает жидкое стекло. По консистенции обмазка напоминает сметану. Если для производства электродов используется технология опрессовки, то консистенция обмазки должна быть схожа с сырой почвой.
- Покрытие проволоки обмазкой. Разница между технологиями изготовления продукции заключается в нанесении обмазки на проволоку. Если электроды изготавливаются путем обмазки, то заготовка погружается в емкость с обмазкой, а затем медленно из нее извлекается. Этот способ распространен в мини-производствах. При использовании технологии опрессовки проволока проталкивается через специальный пресс, в котором масса под высоким давлением наносится на заготовку. Второй способ является более современным и эффективным, а большая производительность обусловлена отсутствием необходимости дальнейшей просушки проволоки.
- Сушка и прокаливание заготовок. Сушка является необходимым этапом производства электродов по технологии обмазки. За счет нее масса приобретает прочность и плотно прилегает к проволоке. Для прокаливания изделий используются специальные печи, в которые помещаются заготовки и обрабатываются при температуре от 300 до 400 °С, в случае использования органических обмазок температура составляет 180С.
- Заключительным этапом является осмотр электродов на предмет дефектов.

Производство электродов
Виды и особенности технологии
Все электроды можно разделить на группы в зависимости от:
- Материалов изготовления. Они могут быть неметаллическими (графитовыми или угольными), металлическими, в том числе неплавящимися (итрированными, вольфрамовыми, лантанированными, торированными), либо плавящимися (стальными, бронзовыми, чугунными, алюминиевыми и т. п.).
- Назначения, т. е. использования для сварных работ с определенными разновидностями сталей (легированных углеродистых и низколегированных, легированных теплоустойчивых, высоколегированных сталей, обладающих особыми свойствами и пр.).
- Толщины нанесенной обмазки (наносится тонким, средним, толстым и особо толстым слоями).
- Видов обмазки (кислая, основная, целлюлозная, рутиловая, смешанная, другие виды).
- Характера шлака, образовывающегося в процессе сварочных работ.
- Технических характеристик металла сварного шва.
- Допустимого пространственного положения наплавки или сварки (при возможности выполнения сварки в любых положениях, или исключая вертикальное (сверху-вниз), или в нижнем и горизонтальном положении на вертикальной плоскости, или в нижнем и нижнем в лодочку положениях).
- Роду и полярности тока, применяемого при сварке.
Существуют 2 основные технологии производства электродов:
- обмазка;
- опрессовка.
Разница между технологическими процессами заключается в процессе нанесения облазки на заготовки:
- при обмазке заготовка погружается в емкость с покрывающей массой с последующей сушкой проволоки;
- при опрессовке проволока пропускается через специальный пресс, в котором под давлением покрывается обмазкой.
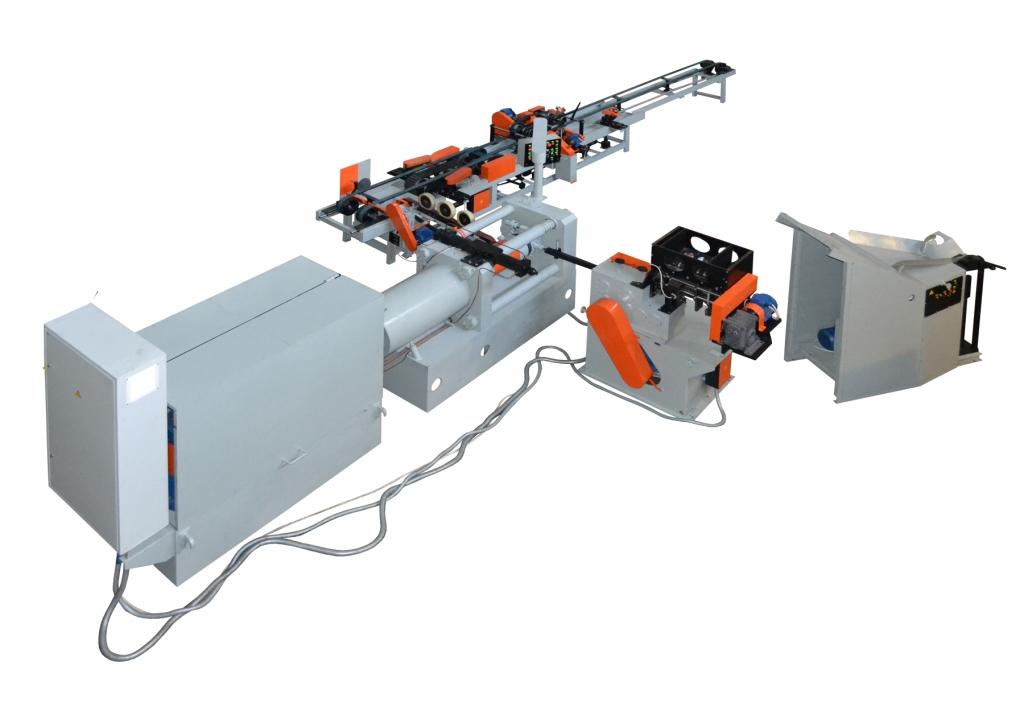
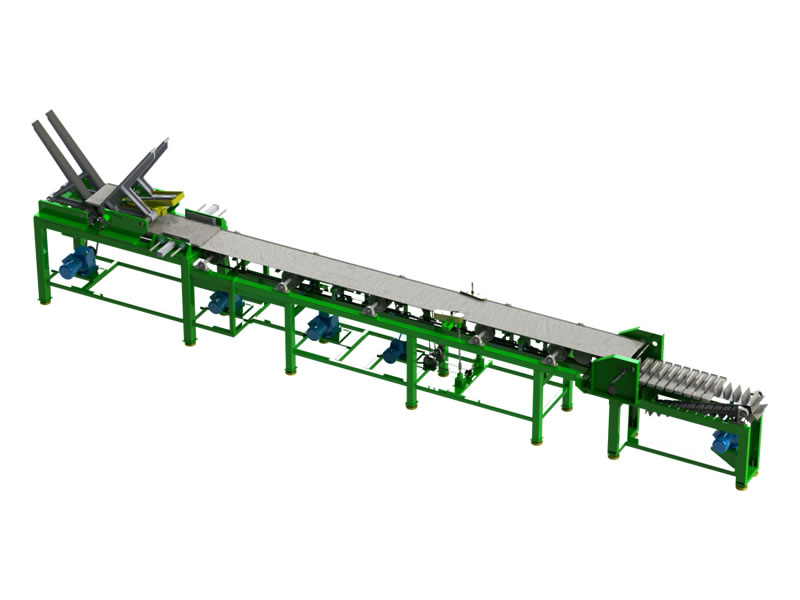
Оборудование
Для изготовления продукции необходима производственная линия, включающая:
- правильно-рубильный станок для нарезки проволоки;
- гидравлический электродообмазочный пресс с цилиндром для обмазки, работающий с насосом;
- оборудование для подачи заготовок в пресс, состоящее из электродвигателя, привода и электродного бункера;
- оборудование, выполняющее зачистку и транспортировку заготовок;
- аппарат, маркирующий продукцию, который располагается на транспортерной ленте для проволоки до и после прокалочной печи;
- брикетировочный пресс, формирующий брикеты из обмазки
- вибросито, разделяющее сыпучие компоненты на фракции;
- мокрый смеситель с гидравлическим приводом, с помощью которого готовится обмазка из сухих компонентов и жидкого стекла;
- аппарат, очищающий сырые электроды;
- сухой смеситель для компонентов;
- оборудование, очищающее прошедшее термическую обработку изделие.

Оборудование для электродов
Помимо перечисленного оборудования для открытия производства не обойтись без:
- трехфазного электроснабжения, мощностью более 80 кВт;
- вентиляционной системы повышенной мощности;
- склада готовых электродов.
Нанесение покрытия

Ранее при изготовлении электродов покрытие наносилось окунанием. В жидкую обмазку вручную опускался металлический стержень, который затем медленно поднимали. После подсыхания нанесенного состава операцию повторяли несколько раз до образования на основе слоя определенной толщины.
На современных предприятиях этот способ не применяется. Используются специальные прессы, которые создают давление до 700 атмосфер:
- обмазочная масса предварительно брикетируется;
- далее она поступает в цилиндр пресса и уплотняется с помощью специального поршня;
- с высокой скоростью подачи стержни (до 500 и более штук в минуту) поступают в обмазочную головку, куда одновременно поступает масса покрытия;
- все вместе проталкивается через отверстие калибрующей втулки (цилиндр определенной длины с отверстием внутри), расположенной в обмазочной головке.
Такой метод опрессовки позволяет получить не просто ровное, но и концентрично расположенное относительно стержня покрытие. За это отвечает правильная установка калибрующей втулки в головке пресса.
Эта характеристика особенно важна при производстве электродов. Чем меньше диаметр электродов, тем меньше допуск по эксцентричности покрытия. Если нормы по эксцентрике нарушены, то такие электроды будет невозможно применять в разных пространственных положениях, например, при монтаже конструкций, особенно при сварке трубных конструкций.
Благодаря калибрующей втулке и заданному давлению обмазочной массы получают необходимую толщину обмазки. Последняя не менее важна – ее недостаток напрямую влияет на качество сварного шва (недостаточная защита сварочной ванны от окружающего воздуха). Слишком толстое покрытие может потрескаться уже при прокалке, а в процессе сварки – привести к образованию «втулки» из покрытия, препятствующей процессу сварки.
Все необходимые параметры в процессе опрессовки задаются и контролируются оператором-прессовщиком.
Технологии изготовления
Для изготовления электродов используют следующие материалы:
- особенная проволока определенного диаметра;
- мел и добавки;
- натриевые или калиевые глыбы.
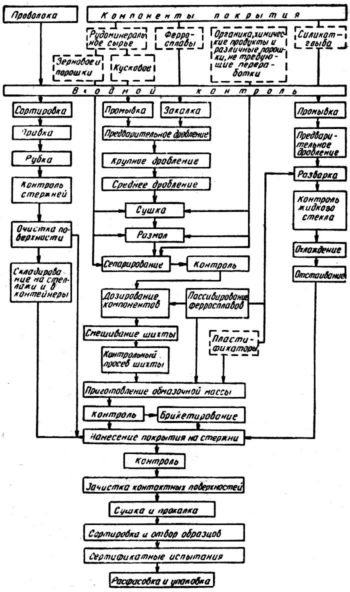 Технология изготовления сварочных электродов.
Технология изготовления сварочных электродов.
Заводы по производству электродов, в большинстве своем, используют следующую технологию. Кусковые материалы промывают, очищают от пустой породы, загрязнений в специальных моечных машинах, а затем дробят в дробильных камерах.
На следующем этапе электродные материалы высушивают в сушильных установках, размалывают в шаровых мельницах.
Электродную проволоку режут на заготовки актуальной длины при помощи правильно-рубильных станков. Активные ферросплавы пассируют в автоклавах в процессе варки жидкого стекла, используемого в качестве связующего вещества для обмазочной массы.
Далее готовят шихту, обмазочную массу, дозируя компоненты согласно рецепту.
Обмазка готовится из двух частей: сухой и мокрой. Сухие компоненты смешиваются в смесителях, обмазочная или мокрая масса готовится в противоточных или бегунковых смесителях, а брикеты формируются на брикетировочных прессах.
Приготовленную обмазочную массу наносят на проволоку двумя способами: путем обмакивания или опрессовкой. Выбор способа обмазки определит особенности изготовленных электродов.
При обмакивании электродную заготовку погружают в емкость с обмазочной массой и медленно извлекают наружу. Такой способ характерен для мини-производств.
Опрессовку осуществляют путем проталкивания проволоки через специальное оборудование – электродный пресс для производства электродов. Обмазка наносится на проволоку в цилиндре установки за счет высокого давления. Далее они протаскиваются вместе с обмазочной массой через специальные отверстия.
На заметку! Данный метод изготовления расходных материалов для сварки считается более современным и совершенным, потому что позволяет изготовить большие партии товара. Но при его использовании электроды потребуется просушить.
Сушка наделит обмазку высокой прочностью, но изделия потребуется прокалить в специальных печах, чтобы она крепко держалась на них.
Зарубежные электроды
Зарубежные производители сварочных электродов всегда есть в рейтингах лучших. И это не удивительно. Как бы ни были хороши отечественные электроды, зарубежные заводы обладают тем оборудованием и теми технологиями, которых у нас нет. Поэтому их продукция всегда является эталоном и берется за основу. Мы не будем перечислять десятки успешных компаний, а расскажем о двух популярных брендах.
Первый бренд — «ESAB». О них слышал каждый, кто хоть раз сталкивался со сваркой. Их электроды находятся в среднем ценовом сегменте, при этом качество по-настоящему высокое. В ассортименте производителя есть не только электроды, но и сварочные комплектующие, оборудование, защитная экипировка и вообще все, что вам может понадобиться для сварочных работ. С брендом «ESAB» в принципе связана история сварки, поскольку именно эта компания сто лет назад придумала классический электрод для сварки.

Продукции фирмы ESAB мы посвятили сразу несколько статей. Прочтите их, чтобы иметь полное представление о бренде и его продукции.
Второй производитель — японская компания «Kobe Steel», выпускающая электроды под брендом «Kobelco». Это одна из старейших компаний, выпускающих сварочные комплектующие. Ключевое преимущество «Kobe Steel» — высокотехнологичное оборудование для производства сварочных электродов. К тому же, компания имеет собственный исследовательский центр, где разрабатывает оригинальные рецептуры для электродов.








Маркировка по толщине и типу покрытия
Структура условного обозначения электродов по ГОСТу.
Сейчас электроды, не имеющие покрытия, используются нечасто. Для обозначения толщины в ГОСТ 9467-75 применяют буквенную маркировку. Так, тонкое покрытие маркируют литерой “А”, его значение не превышает 1,2. Литера “С” – это покрытие средней толщины, показатель находится в пределах 1,45. Литера “Д” – толстое покрытие, до 1,80. Литера “Г” означает особо толстое покрытие, свыше 1,80. Данный показатель указывается не в абсолютных цифрах, а рассчитывается путем деления диаметра электрода с покрытием на его диаметр без покрытия.
Тип покрытия электродов для сварки имеет свою маркировку. Буква «А» означает кислое покрытие. В его состав входят окислы кремния, марганца и железа. К этому классу относятся наиболее часто используемые марки сварочных электродов ОММ-5, СМ-5, ЦМ-7, МЭЗ-4. Они могут быть использованы только для нелегированных и низколегированных сталей, так как при плавлении выделяется избыток кислорода, а это, в свою очередь, влечет за собой потерю легирующих элементов.
Основное покрытие, «Б», называют фтористо-кальциевым. Его образуют такие природные минералы, как мрамор, доломит, магнезит, плавиковый шпат. При плавлении образуется защитная среда из газов, которая практически не содержит водород. Используется для высоколегированных сталей и изделий большой толщины. Наплавка предотвращает возникновение горячих трещин. Поскольку при варении может наблюдаться нестабильность дуги, для ее повышения сварка производится при постоянном токе обратной или переменной полярности. Ее можно осуществлять в любом пространственном положении.
Таблица типов электродов.
Основу рутилового покрытия «Р» образует минерал с таким же названием, который состоит в основном из двуокиси титана. Помимо этого в него входят алюмосиликаты и карбонаты. Покрытие способствует созданию швов высокого качества, практически без трещин, сводит к минимуму разбрызгивание металла. Результаты по потолочному и вертикальному положению швов превосходят показатели всех остальных видов покрытия.
Целлюлозное покрытие «Ц» тоже создает газовую защиту, но вместе с тем и повышает содержание водорода в наплавленном металле. В состав покрытия входят органические вещества, содержащие целлюлозу, в том числе и обычная мука. Оно дает возможность проводить работы в положении сверху вниз и на весу. Общее обозначение смешанного покрытия – литера «П». К нему относятся смесь рутила с другим видом покрытия: «АР» – кислым, «РБ» – основным, «РЦ» – целлюлозным. Рутиловое покрытие с железным порошком обозначается буквами «РЖ».
Производители электродов
Внимания покупателей заслуживают те производители электродов, которые тщательным образом контролируют технологический процесс на всех его этапах. Это позволяет добиться высокого качества изготавливаемой продукции.
По своим технологическим возможностям и мощностям производственных линий отечественные производители и поставщики полностью удовлетворяет спрос среди отечественных металлургических предприятий на сварные электроды благодаря налаженной работе, и являются надежными партнерами.
Отечественные
Производство электродов в России представлено большим количеством отечественных заводов-изготовителей, имеющих различный опыт присутствия на рынке страны и номенклатуру. Назовем наиболее доходные из них.
ООО Алтайский завод сварочных электродов производит обширный ассортимент стержней с покрытием. Это современное предприятие, использующее в работе новейшие производственные линии и современные технологии.
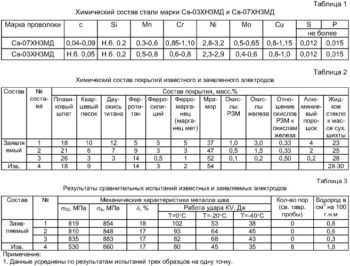 Химический состав стали для электродов.
Химический состав стали для электродов.
Совокупность этих факторов гарантирует высокое качество товаров. Покупатели отмечают высокую устойчивость дуги, хорошие показатели разбрызгивания металла при плавлении, достойное формирование соединений, легкую отделимость шлака и низкую склонность к образованию пор.
Белореченский электродный завод Рамсес специализируется на производстве сварных расходных материалов, соответствующих всем стандартам: благодаря эксклюзивной вакуумной упаковке изделия надежно защищены от воздействия влаги, транспортируются без особенных сложностей, редко используются как образец для создания подделок.
Приобрести товары завода можно как оптом, так и в розницу. Крупные покупатели могут воспользоваться специальной системой цен.
ООО Электрод-Бор производит универсальные сварочные электроды, которые можно использовать при операциях постоянным и переменным током. Такая продукция может использоваться для сваривания в любом актуальном пространственном положении.
ЗАО Волгоградский завод сварочных материалов ХОБЭКС является крупнейшим производителем в Поволжье. В процессе изготовления сварных расходных элементов применяется импортное оборудование и проверенные компоненты, что позволяет наделить готовые изделия высокими качественными характеристиками.
Ассортимент завода разнообразен: покупатели могут подобрать варианты для сварки, резки и наплавки разного диаметра. А благодаря налаженным системам доставки продукции, заказ отправляется в любые уголки страны разным видом транспорта.
ЗАО Волгодонский электродный завод производит высококачественную продукцию для выполнения сварных работ.
Высокое качество собственного производства достигается за счет постоянного контроля каждого технологического этапа, большого опыта работы, проверенного лабораторным путем сырья и современного оснащения для производства сварочных электродов.
Основным достоинством покрытых стержней Волгодонского электродного завода называют стойкость обмазки к влаге, появлению трещин и пор.
Зарубежные
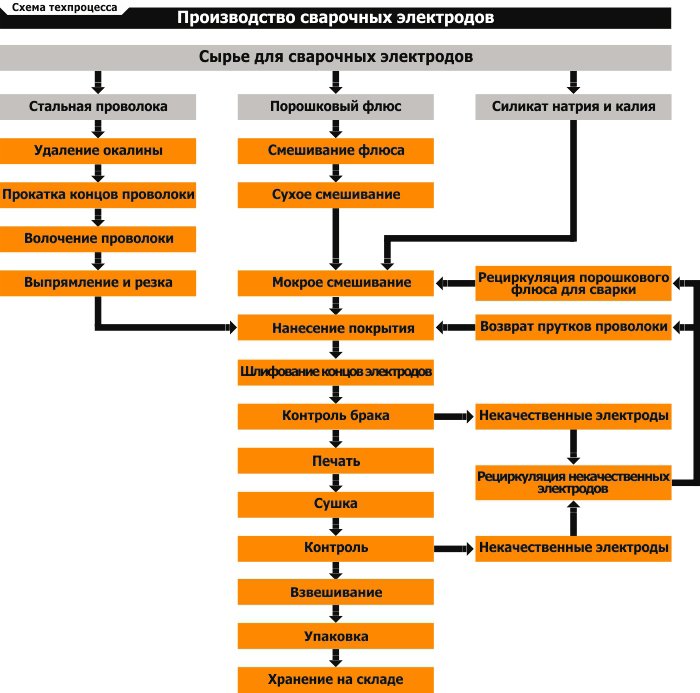
 Процесс изготовления сварочных электродов.
Процесс изготовления сварочных электродов.
Отечественному покупателю доступны расходные материалы для сварки зарубежного производства:
-
Шведский производитель Esab является мировым лидером по производству агрегатов и расходных материалов для проведения сварочных работ.
Компания насчитывает 30 промышленных предприятий, функционирующих в разных странах. Электроды этого бренда отличаются первоклассным качеством, применяются для разнообразных металлов и сплавов. Самые распространенные на отечественном рынке изделия Esab – OK 53.70 и OK 74.70. -
Kobe Steel считают одним из ведущих производителей в сфере черной металлургии Японии.
Компания изготавливает широкий перечень электродов под торговой маркой Kobelco, но среди отечественного покупателя особой популярностью пользуются LB 52U. -
Klockner & Co SE специализируется на изготовлении стали, но среди ассортимента ее продукции можно найти расходные элементы для сварки.
Высокие эксплуатационные параметры товаров немецкой компании оценили отечественные сварщики: более остальных продаются Kessel 5520 и Phoenix K 50 R.
Получение обмазки
Основная функция обмазки (покрытия) – защита сварочной ванны от губительного для металла кислорода. Состав материалов покрытия зависит от типа электродов. Все применяемые материалы проходят входной контроль на содержание основных элементов и примесей.
Подготовка осуществляется следующим образом:
- кусковые материалы дробятся на большие и средние куски;
- далее происходит их мелкое дробление в дезинтеграторах и шаровых мельницах;
- частицы просеиваются через специальные сита;
- частицы ферросплавов пассивируются путем вылеживания на воздухе или с применением температурной обработки. Вокруг каждой частицы образуется окисная пленка, препятствующая вступлению в реакцию со связующим (жидким стеклом) при приготовлении обмазочной массы;
- материалы дозируются в определенной пропорции и тщательно перемешиваются до образования однородной массы;
- подготавливается связующее вещество – раствор жидкого стекла (силикат натрия, калия, калиево-натриевый, реже силикат лития);
- связующее добавляется в подготовленную сухую шихту, замешивается обмазочная масса.
Масса имеет очень густую консистенцию, напоминающую влажную рыхлую почву.
ТМЛ-1У (НАКС) Ток — постоянный обратной полярности (на электроде плюс)
182,04 руб. ? с НДС за 1 кг.
УОНИ-13/85 Ток — постоянный обратной полярности (на электроде плюс)
211,44 руб. ? с НДС за 1 кг.
МЭЗНЖ-13 (НАКС) Ток — постоянный обратной полярности (на электроде плюс)
612,00 руб. ? с НДС за 1 кг.








МЭЗОЗЛ-6 (НАКС) Ток — постоянный обратной полярности (на электроде плюс)
590,64 руб. ? с НДС за 1 кг.
Технологии изготовления
Для изготовления электродов используются следующие материалы:
- специальная проволока определенного диаметра;
- мел и добавки;
- комочки натрия или калия.
Электродные заводы, в большинстве своем, используют следующую технологию. Кусковые материалы промывают, очищают от мусора и примесей в специальных моечных машинах, а затем измельчают в камерах дробления.
На следующем этапе электродные материалы сушат в сушилках и измельчают в шаровых мельницах.
Электродная проволока нарезается на заготовки фактической длины с помощью правильных и рубильных машин. Активные ферросплавы пассивируют в автоклавах в процессе варки жидкого стекла, которое используется в качестве связующего для покровной массы.
Далее готовят наполнитель, обмазочную массу, дозируя компоненты по рецептуре.
Покрытие готовится в два этапа: сухое и влажное. Сухие компоненты смешивают в смесителях, обмазочную или влажную массу готовят в противоточных или бегунковых смесителях, формируют брикеты на брикетировочных прессах.
Приготовленную обмазочную массу наносят на проволоку двумя способами: окунанием или опрессовкой. Выбор метода покрытия будет определять характеристики изготавливаемых электродов.
При окунании электродную заготовку погружают в емкость с обмазочной массой и медленно извлекают наружу. Этот метод характерен для мини-производств.
Прессование осуществляется путем проталкивания проволоки через специальное оборудование – электродный пресс для производства электродов. Покрытие наносится на кабель в установочном цилиндре за счет высокого давления. Затем их протаскивают вместе с обмазочной массой через специальные отверстия.
В заметке! Этот способ изготовления расходных материалов для сварки считается более современным и совершенным, так как позволяет изготавливать изделия в больших количествах. Но при его использовании электроды нужно будет просушить.
Сушка придаст покрытию высокую прочность, но изделия придется прокаливать в специальных печах, чтобы они прочно сцепились с ними.
Производство комбикормов
Какое производство сейчас востребовано? Самым большим спросом у фермеров и владельцев подсобных хозяйств пользуются комбикорма для крупного рогатого скота, свиней и кур. Заняться их изготовлением можно в рамках малого бизнеса.
Комбикорм — это однородная смесь предварительно измельчённых до фракции 0,4–0,8 мм зерновых культур, отходов пищевого производства, травы или сена, витаминов и минеральных добавок. Животные и птицы, употребляющие его в пищу, набирают вес на 25–30% быстрее. Несушки начинают откладывать больше яиц, а коровы — давать больше молока. При этом фермеру приходится тратить меньше времени на их кормление.
Цех мощностью 800–1000 кг корма в час поместится в помещении площадью 600–700 м². Для работы понадобятся вода и электроэнергия. Что же касается спецификации оборудования, то она должна выглядеть так:
- Роторная дробилка;
- Давилка для зерна;
- Измельчитель травы;
- Сепаратор для отделения мусора;
- Шнековый смеситель;
- Дозатор компонентов;
- Гранулятор.
Чтобы создать это самое востребованное производство в России, необходимо вложить в бизнес 2,5 млн рублей. Даже если линия будет работать с загрузкой 50–75%, то при оптовых ценах на комбикорм 8–12 руб./кг предприятие получит за месяц не менее 270 тысяч рублей чистой прибыли.
Концепция бизнеса
Электроды – популярный товар, производство которого позволит получить ожидаемую прибыль. Это расходный материал, используемый во время возведения железобетонных конструкций, соединений различных металлических поверхностей. В качестве покупателей выступают частные базы, строительные компании, магазины, перекупщики, предприятия по производству металлоконструкций.
Прежде чем приступить к изготовлению электродов, необходимо знать их виды. Их всего два:
- металлические;
- неметаллические.
Металлические также разделяются на 2 подвида: плавящиеся и неплавящиеся. Неметаллические – только не плавящиеся.
Для изготовления электродов необходимо осуществить несколько технологических этапов:
- Приготовление электродной проволоки. Затем ее нарезают на заготовки определенной длины. Для этого понадобятся правильно-рубильные станки.
- Приготовление обмазки. Сначала готовят специальную массу, которая состоит из двух частей: сухой и связующей (жидкое мыло). Смесь для обмазки должна быть консистенции сметаны. Обмазка, в свою очередь, имеет структуру сырой почвы (для опрессовки).
- Нанесение обмазки на проволоку. Если выбирать способ обмакивания, тогда заготовку необходимо погрузить в обмазку и медленно достать. Данный способ применяется в основном на мини-производствах. Более современный и усовершенствованный способ – опрессовка, когда заготовку проталкивают через электродный пресс. После такого изготовления нет необходимости просушивать электроды.
- Сушка и прокаливание. В случае обмакивания должна производиться сушка. Для прокаливания потребуются специальные печи с температурой 300-400 градусов, для органических обмазок – до 180 градусов.
- Осмотр на наличие дефектов.
Изготовление памятников
К сожалению, в связи с ухудшением экономического положения граждан в России сокращается средняя продолжительность их жизни. Поэтому изготовление ритуальных товаров, которое всегда включали в число наиболее востребованных производств, становится ещё более актуальным бизнесом. Предпринимателям, желающим реализовать себя в этой сфере, выгоднее всего делать различные памятники. Они бывают:
- Металлические. Стоят недорого, но спросом почти не пользуются;
- Каменные. В последнее время очень популярны, несмотря на высокую цену;
- Из искусственного камня. Этот материал обрабатывается легче, чем гранит;
- Бетонные. Используется как чистый бетон, так и в смеси с каменной крошкой.
Изготовление бетонных и металлических памятников — не самое востребованное производство в России. Однако для его организации достаточно помещения в 50 м² и скромного набора оборудования стоимостью 100 тысяч рублей, в числе которого:
- Бетономешалка;
- Вибросито и вибростол;
- Набор пластиковых матриц разных видов.
Делать памятники из камня сложнее — этот материал отличается высокой твёрдостью и хрупкостью. Для бизнеса нужны цех площадью от 150–200 м² и дорогое оборудование:
- Камнерезный станок;
- Полировальный станок;
- Гравировальный станок или ручной гравер;
- Болгарка, шлифовальная машинка.
Затраты на оснащение такого востребованного производство в России 2022 года могут составить 800 тысяч рублей. Если покупать гранитные плиты по 4000 руб./м², а готовые изделия продавать по 9000 руб., то на каждом памятнике реально заработать 5000 рублей. Предприниматель, который будет их не только делать, но и устанавливать, получит за месяц 200 тысяч рублей прибыли.
Составление бизнес-плана
Составляя бизнес план на сварочные работы просчитываются все нюансы тактики и стратегии деятельности, которая должна принести доход. В нем кратко описывается сама идея, в чем состоит ее ценность, необходимые расходы и прогноз на получение доходов. Следует учитывать, что сварка как бизнес относится к сфере услуг. В бизнес плане надо указать код ОКВЭД на сварочные работы.
Если планируется осуществлять деятельность не в отдельном помещении, а арендуя цех на предприятии, то составляется бизнес план сварочного цеха.
Также просчитываются и учитываются возможные риски. Они навряд ли будут слишком высокими в этом виде деятельности. Однако при расчетах, как заработать на сварке, стоит рядом с тем, как ничего не потерять. К факторам, которые могут отрицательно повлиять на развитие этого бизнеса, относятся:
- Непрофессионализм работников.
- Уменьшение спроса на сварочные работы. Этому может способствовать общее ухудшение экономической ситуации.
- Увеличение себестоимости из-за увеличения цен на коммунальные услуги, в частности на электроэнергию.
- Поломка оборудования и затраты на ремонт и покупку нового.
На некоторые из них можно повлиять. Приобретать оборудование и сопутствующие материалы следует высокого качества. Такие затраты компенсируют себя с лихвой. Наемные работники должны обладать высокими профессиональными качествами. Это относится не только к сварщикам, но и, например, к бухгалтеру.









Бизнес план должен включать в себя смету расходов: начальных, текущих, непредвиденных. Необходимо установить график работ, составить список необходимого количества работников и их ориентировочную заработную плату.
Определяем канал сбыта сварочных электродов
Впрочем, чтобы получить эту прибыль, нужно не просто изготовить продукцию, но и сбыть ее. Каналы сбыта зависят от объемов вашего производства. Реализовывать сварочные электроды можно через отдельные строительные магазины, торговые сети, оптовые компании, рынки, строительные компании и базы, производства металлоконструкций и т. д. Чем больше ваши объемы производства, тем больше должны быть ваши отгрузки. При работе преимущественно с оптовыми компаниями вы будете продавать свою продукцию по более низким ценам, чем при реализации небольшими партиями, но при этом сэкономите на упаковке и сможете увеличивать объемы производства. Конкуренция в этом сегменте оценивается, как высокая. Но если вы сможете предложить своим партнерам качественную продукцию по доступным ценам и, главное, обеспечите своевременные и бесперебойные поставки, то со сбытом проблем не возникнет.
Существует еще один вариант открытия такого производства со значительно меньшими вложениями. Правда, прибыль в этом случае тоже будет существенно ниже. Сварочные электроды можно также изготавливать по более упрощенной технологии без использования дорогостоящего оборудования.
Для этого потребуется определенное сырье: проволока диаметром 3 мм (электроды такого диаметра считаются наиболее ходовыми), измельченный до порошкового состояния мел и жидкое стекло. Очередность операций примерно такая же, как в случае с промышленным производством: проволока нарезается на отрезки длиной около 40 см каждый, зачищается до блеска для адгезии со смазочным раствором.
Затем мел засыпается в емкость, куда затем вливается жидкое стекло. Вся эта масса перемешивается до однородного состояния, и в нее опускается заготовка из проволоки. Через некоторое время заготовка подвешивается до полного испарения влаги. Для ускорения этого процесса можно использовать небольшую печь. В этом случае время просушки сокращается с нескольких часов до 20-30 минут. Конечно, это очень упрощенный вариант, при котором не получится производить большие объемы продукции за короткое время. Кроме того, электроды, изготовленные таким ручным способом, заметно уступают по качеству продукции, произведенной с помощью специального оборудования.
С другой стороны, если вы не имели ранее опыта работы в этой сфере, не уверены, что такой бизнес станет успешным в вашем регионе, а продукция востребованной, то имеет смысл попробовать свои силы с минимальными вложениями, чтобы впоследствии, если опыт окажется удачным, открыть уже полноценное производство.
Для организации мини-цеха потребуются вложения в размере до 100 тыс. рублей
при условии, что у вас есть помещение под производство в собственности (подойдет и гараж) и вы будете работать самостоятельно, без помощников. Сбывать готовую продукцию можно через розничные магазины, оптово-розничные базы и рынки. Сроки окупаемости такого вида бизнеса составляют от полугода, а планируемая выручка ожидается в размере 50-60 тысяч рублей в месяц.
Учитывайте, что бизнес по производству и продаже сварочных электродов довольно сильно зависит от сезона. Так, пик продаж приходится на период с марта по ноябрь. В зимние месяцы наблюдается заметный спад, что нужно учитывать при составлении бизнес-плана и определении сроков запуска производства (рекомендуется открывать его в августе-сентябре).
Сысоева Лилия (c) www.openbusiness.ru — портал бизнес-планов и руководств по открытию малого бизнеса
27.06.2014
Все материалы по тегу: электроды
Калькулятор расчета прибыльности этого бизнеса
Чистая прибыль (в мес.):
Срок окупаемости:
Рентабельность:
Более детальные расчеты можно сделать в нашем бесплатном приложении
Сохраните статью, чтобы внимательно изучить материал
Запомнить статью
Вы можете сохранить данную страницу при помощи: