
Как не купить низкокачественный?
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Сварочный кабель
Подача напряжения к месту сварки и подключение к массе соединяемых деталей осуществляется с применением сварочных кабелей. Они в большинстве случаев имеют одну токопроводящую жилу круглого сечения и обычно заканчиваются стандартными клеммами. К ним предъявляются повышенные требования:
- механическая прочность и устойчивость к воздействию химически активных веществ;
- возможность многократного скручивания и выпрямления;
- высокая гибкость;
- невосприимчивость к загрязнениям и влаге.
Наибольшее распространение получил кабель гибкий марки КГ. Он рассчитан на работу с постоянным током до 1 кВ или с переменным током напряжением до 660 В и частотой до 400 Гц. У него есть ряд разновидностей:
- КГ-ХЛ, устойчивый к морозам до -60оС;
- КГ-Т, предназначенный для тропического климата;
- КГН, оснащенный негорючей изоляцией;
- КГ-КОГ, отличающийся особой гибкостью.

Кабель КГ 1х25
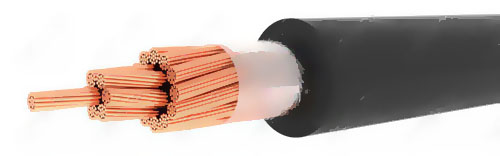
Кабель КОГ 1 1х16
Помимо одножильных кабелей нашли распространение:
- двужильные провода для импульсной сварки и резки;
- трехжильные кабели, используемые при различных типах автоматической сварки.
Максимальные параметры проходящего по кабелю тока напрямую связаны с материалом исполнения и площадью поперечника. При выборе необходимого сечения следует воспользоваться специальными таблицами. Для бытового инвертора, работающего от сети 220 вольт, подойдет одножильный медный провод на 6,7 мм2, а для мощных автоматических агрегатов чаще используют 35,6 или 47,2 кв.мм.
Как выбрать держатель для электродов?
Выбрать правильный держатель электродов для сварочного аппарата – ответственнейшее занятие, призванное сделать последующую работу сварщика эффективной и безопасной
При выборе следует обратить внимание на следующие параметры:
- Технические характеристики
Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно.
Применение держателя «с запасом», т.е. с несколько большим значением силы тока, чем требуемое, хоть и безопасно, но не всегда удобно при длительных работах или неудобных условиях их проведения: больший ампераж способствует конструктивному увеличению массы и габаритных размеров инструмента.
- Габаритные размеры
Для комфортной работы держатель электродов должен обладать максимальной компактностью и легким весом: лишние граммы никак не скажутся на проведении краткосрочных работ, а вот при длительных сварочных процессах, требующих особого внимания и аккуратности, громоздкий и тяжелый инструмент вызовет у мастера лишь дискомфорт и излишнее мышечное напряжение.
Если стоит вопрос выбора из нескольких моделей, обладающих одинаковыми рабочими характеристиками, следует отдать предпочтение более легкому и миниатюрному держателю электродов.
- Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов .
Корпус держателя (рукоять и изолирующие накладки), как правило, выполняется из прочного пластика с высокими изолирующими характеристиками. Профессионалы предпочитают инструмент с массивным литым зажимом, поскольку пластинчатые наборные губки более подвержены выходу из строя. И безоговорочной надежностью отличается винтовой держатель, резьбовая фиксация которого способствует однозначному положению электрода.
- Ценовая категория предлагаемых ассортиментом магазинов держателей очень различна и может варьироваться от 100 до 15000 рублей (если говорить о брендовых проточных держателях зарубежного производства). Следует понимать, что дешевые модели принципиально не могут отличаться надежностью, качеством используемых материалов и продуманностью конструкции и, в любом случае, не рассчитаны на длительное активное использование в несколько смен профессиональными мастерами. Зато такой инструмент может вполне устроить сварщика-любителя для выполнения каких-то разовых работ. С другой стороны, дорогой профессиональный инструмент рассчитан на серьезное использование и значительные нагрузки, а бытовому мастеру не имеет смысла вкладывать в него капиталы.
Следует помнить, что использование держателя электродов для сварочного аппарата подразумевает не только непосредственное его применение при выполнении сварочных работ, но и правильный уход за ним. Необходимо содержать зажим электрода в чистоте для обеспечения максимально плотного контакта губок с электродом – это избавит их от подгорания, и держатель прослужит долгое время.
Несмотря на надежность заводских конструкций сварочных аппаратов в процессе эксплуатации отдельные его части могут выйти из строя, в том числе и приспособление для удержания электродов. Безусловно, можно приобрести данные запчасти в магазине. Они представлены в продаже широко, но преимущественное большинство профессионалов предпочитают устанавливать самодельный держак для электродов. Его конструкция проста, но она должна точно соответствовать определенным стандартам:
- самоделка должна обеспечивать диэлектрическую защиту сварщика;
- сварочный держак должен хорошо теплоизолирован;
- провода должны быть закреплены надежно и качественно;
- держатель должен выдерживать электрические токи в несколько сотен ампер;
- электрод должен удерживаться максимально крепко;
- замена электродов должна быть проста и оперативна.
Два последних требования по факту противоречат друг другу, поэтому самодельный держак для сварки – это всегда компромисс для мастера.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Трезубец

О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
Несмотря на простоту конструкции, использовать самодельный держатель электродов необходимо крайне осторожно, поскольку есть риск нанесения травмы при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо зачищать для того, чтобы получать хороший сварочный шов
Окалина влияет на потерю тока, тем самым ухудшая контакт и делая сварочный процесс менее эффективным.
Металлический уголок и стержень арматуры

Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной

Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.

Как выбрать электрододержатель для ручной дуговой сварки
Подбор надежных принадлежностей для MMA сварки не займет слишком много времени, если учитывать всего несколько основных нюансов. Прежде всего вам стоит ориентироваться на следующие показатели:
Тип держака. Выбрать можно только основываясь на собственном опыте. Одним специалистам больше импонируют зажимные модели, другим — винтовые. Если вы никогда не пробовали работать ни с тем, ни с другим, то лучше отдать предпочтение рычажному изделию.
Габариты и вес. Слишком тяжелое изделие категорически не подойдет для длительной эксплуатации. Такой держатель электродов быстро утомит специалиста и не позволит работать слишком долго без существенных перерывов на отдых.
Эргономичность рукоятки










Важно проследить, чтобы ее длина была достаточно большой. Так ладонь сможет удобно расположиться на ручке, свободно передвигаться по ней.
Материал зажимных деталей
В идеале они должны быть выполнены из латуни — это самый оптимальный вариант. Некоторые производители используют сталь с омеднением, но такие комплектующие более характерны для совсем дешевых моделей.
Максимальный показатель тока. Лучше выбирать держак, ориентируясь на возможности вашего сварочного инвертора. Ведь, если держатель рассчитан на 200 А, а вы случайно включите 300 А, то быть беде. Но важно понимать, что принадлежность с большим запасом мощности — не панацея. Благодаря этому устройство не прослужит дольше, чем предусмотренный ресурс.
Диаметр подходящих для установки электродов. Опять же необходимо заранее прикинуть, с какими расходниками вы собираетесь работать.
Способ подключения кабеля к электрододержателю. Главное, чтобы он фиксировался максимально надежно.
Заводские модели фиксаторов
Индустрия сварочного оборудования выпускает насколько основных типов держателей. Они различаются по конструкции, но любой держатель для сварки соответствует государственному или международному стандарту.
Трезубец
Мягко говоря, традиционная, а откровенно — морально устаревшая конструкция. Отличается чрезвычайной простотой и представляет собой три упругих параллельных стержня, размещенных на расстоянии 1-1,5 см друг от друга. Между свободных концов зажимается конец электрода. Несмотря на высокий коэффициент использования сварочных материалов, и дешевизну — такой держак для сварочного аппарата можно сделать из прутка 6-8 мм за 10 минут — снят с производства во всех развитых и большинстве развивающихся стран. Некоторое количество может продаваться на вторичном рынке.

Держатель-трезубец
Причина запрета — опасность поражения высоким напряжением, высокий риск ожога роговицы ультрафиолетовым излучением. Для извлечения огарка потребуется прилагать большие усилия.
Трезубец с пружиной
Принципиально повторяет конструкцию трезубца, с тем отличием, что средний пруток подпружинен. Это намного облегчает снятие и установку электрода. Однако все недостатки и риски для здоровья сварщика при этом сохраняются. Такие держатели электродов для сварочного аппарата также официально не производятся, но многие домашние мастера делают их самостоятельно. Их привлекает надежность и легкость смены огарка в такой конструкции.

Трезубец с пружиной
Цанговый фиксатор электродов резьбовой
Это современная конструкция держака отличается удобством смены электрода, приятным внешним видом и эргономичной рукоятью.
Замена огарка проводится быстро и без приложения больших усилий. К недостаткам можно отнести ограничение по максимальному току и необходимость оставлять большой огарок — иначе можно повредить пластмассовый корпус. Конструкция отличается минимальным весом и габаритами. Используется преимущественно для точной сварки малогабаритных деталей небольшими токами.

Цанговый фиксатор электродов резьбовой
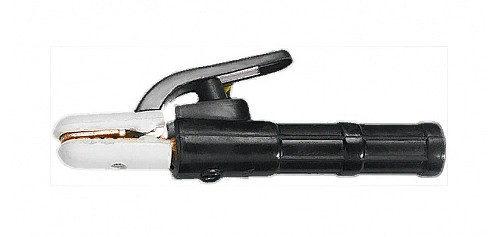
Цанговый фиксатор электродов зажимной
Одна из самых распространенных конструкций. Электрод зажимается подпружиненным рычагом. Производится много типоразмеров фиксатора для различных диаметров электродов и различных сварочных токов. Эргономика немного страдает из-за выступающего рычага, но этот минус искупается надежным захватом, большой площадью контакта с электродом, а, следовательно, высокими допустимыми рабочими токами. Требует значительного усилия для отжима рычага при снятии-постановке электрода.

Держак-зажим
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.
 Электрод крепится между губками при нажатии на рукоятку
Электрод крепится между губками при нажатии на рукоятку
Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.
 Вилку-трезубец можно изготовить самостоятельно
Вилку-трезубец можно изготовить самостоятельно
Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
 Винтовой электродержатель обеспечивает надежный контакт
Винтовой электродержатель обеспечивает надежный контакт
Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.
 Цанговый держатель используется при аргонодуговой сварке
Цанговый держатель используется при аргонодуговой сварке
Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
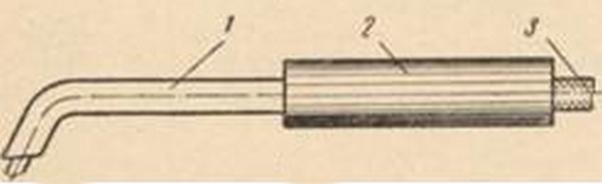 Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.

Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.

Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.

Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.











Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
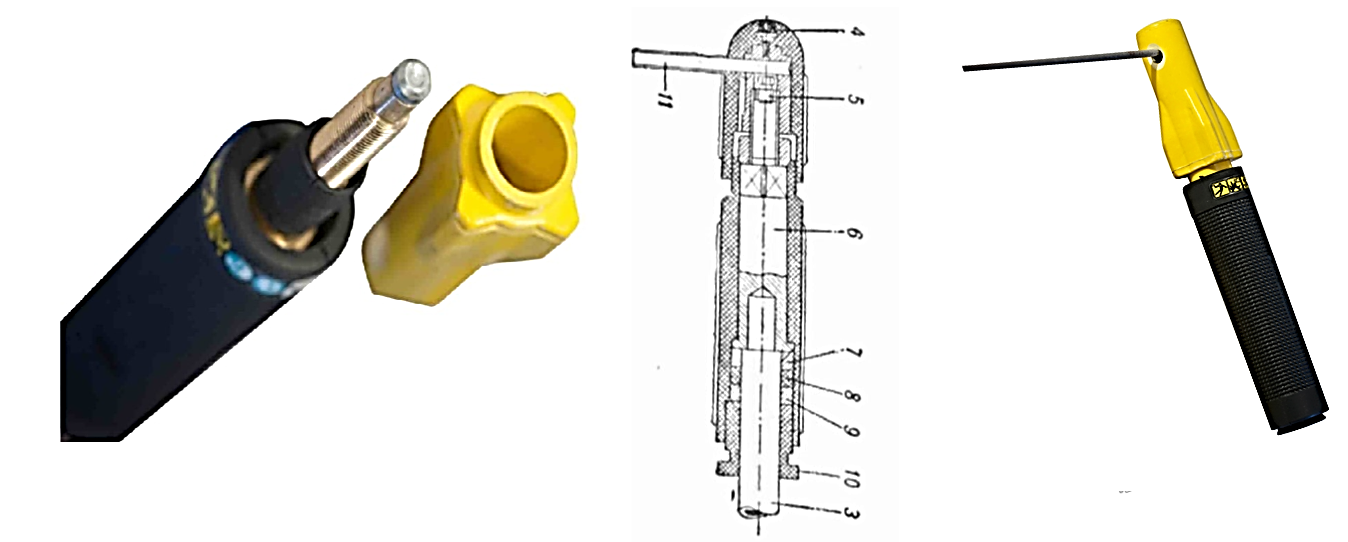
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
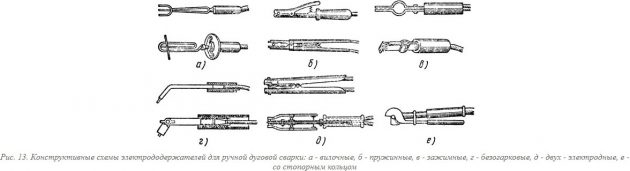
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.

Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой
https://youtube.com/watch?v=bbuD1ezhqLM
Виды держаков
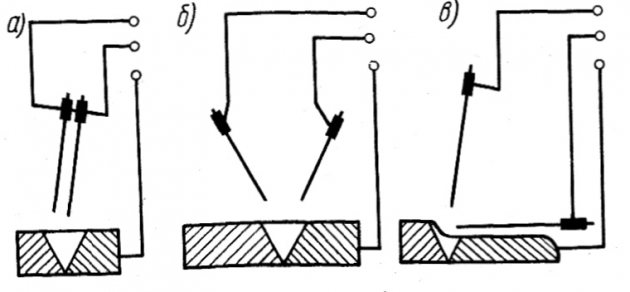
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые – зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые – фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по – другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий.
Клещевой держатель

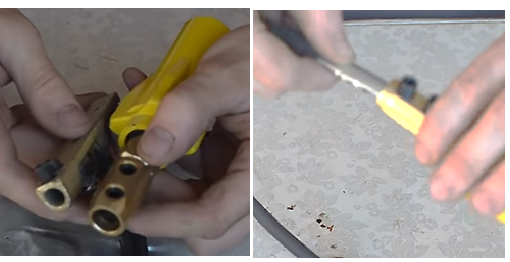
Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы – это латунь, стальные наконечники нежелательны так – как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяетс
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так – как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы
Пытаясь уйти от основного недостатка клещевого держателя – слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция – винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.
При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток – это часто ломающийся подводящий силовой провод в месте соединения с гильзой.
Соединение силового кабеля с гильзой
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.

Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.

Электрододержатели Esab
Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.







Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Электрододержатели (electrode holder) Esab Confort 200 имеют рычажную конструкцию. Применяются для фиксации стержней, манипулирования при работе и токопередачи.
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.

Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.
В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.

Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.