
Принцип действия отдельных узлов и агрегатов станка
Позиционирование режущего инструмента относительно обрабатываемой детали и быстрый ход шпинделя осуществляются за счет основного движения, совершаемого рабочей головкой в вертикальном направлении. Менять положение детали можно также за счет движения рабочего стола, совершаемого им в горизонтальной плоскости. Характеристики вертикально-сверлильного станка 2А135, как и любого другого оборудования, определяются особенностями кинематической схемы.
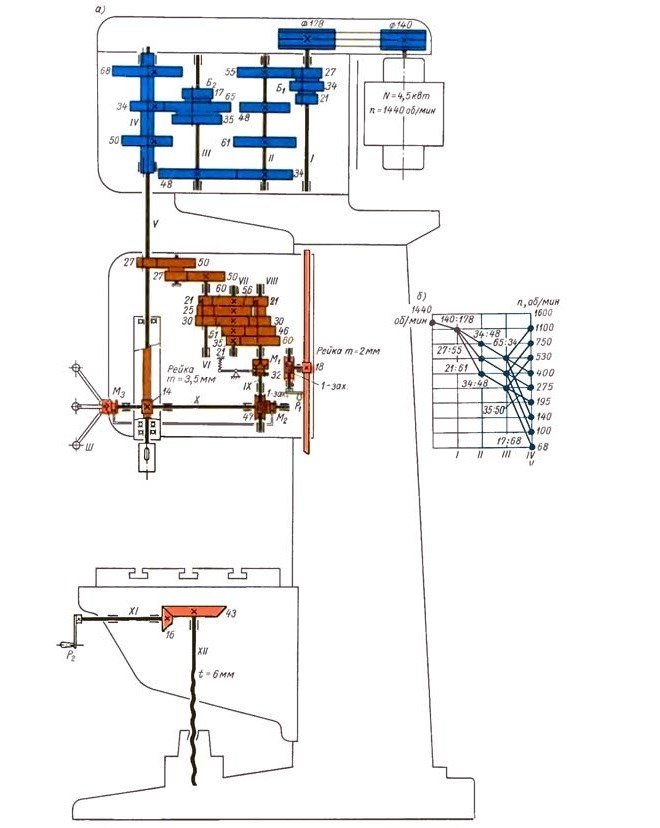
Кинематическая схема вертикально-сверлильного станка модели 2А135
За вращение шпиндельной головки отвечает электрический двигатель, мощность которого составляет 4,5 кВт. Передача крутящего момента от электродвигателя, изменение параметров вращения сверлильной головки осуществляются за счет коробки передач и элементов клиноременной передачи. Максимальная скорость вращения шпинделя, обеспечиваемая данными элементами кинематической схемы, может достигать 1070 об/мин.
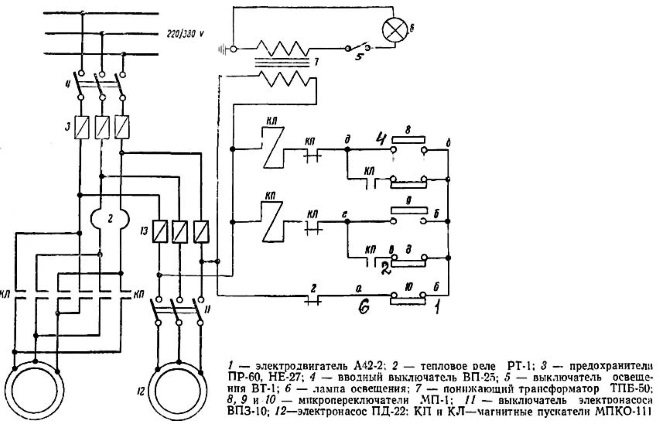
Электрическая схема станка
Согласно паспорту станка, при работе на нем можно выбрать одну из 12 рабочих подач. Поскольку две из них идентичны по своим параметрам, то фактически их всего 11. За изменение их параметров отвечает специальная коробка, которая через ряд зубчатых передач и предохранительную муфту приводится в действие от шпинделя установки. Для управления движением подач используются штурвальный механизм и специальная рукоятка, позволяющая изменять параметры такого движения.
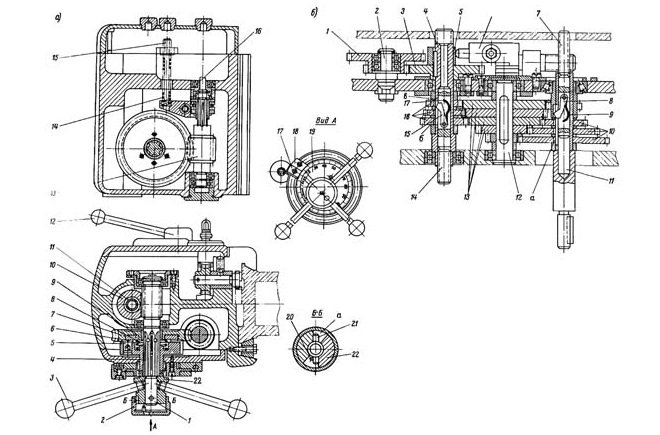
Коробка подач и коробка скоростей вертикального сверлильного станка 2А135
Рассмотрим конструктивные особенности основных узлов вертикально-сверлильного станка данной модели.
- Коробку передач станка составляют 4 вала с расположенными на них подвижными блоками зубчатых колес, что позволяет регулировать скорость вращения шпиндельного узла оборудования по 9 ступеням.
- В приводе коробки подач предусмотрена кулачковая муфта, которая защищает элементы узла от поломок в случае критических нагрузок. Этот конструктивный элемент необходим также для того, чтобы автоматически отключать подачи при работе по упорам.
- В электрической схеме существует защита от короткого замыкания, имеется специальный кронштейн, при помощи которого оборудование подключается к заземляющему контуру.
- В конструкции станка не предусмотрен механизм для быстрой остановки электродвигателя, что является одним из недостатков устройства. Чтобы выполнить такую остановку, рукоятку коробки скоростей необходимо перевести в нейтральное среднее положение.
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
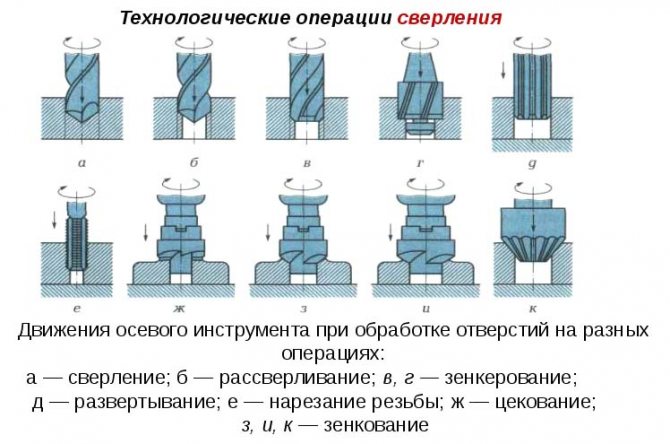
Операции сверления на станке 2а135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Паспорт 2А135 (Ø 35 мм) Универсальный вертикально-сверлильный станок (Стерлитамак)
Наименование издания: Описание и руководство по обслуживанию Выпуск издания: Стерлитамакский станкостроительный завод имени Ленина Год выпуска издания: 1960 Кол-во книг (папок): 1 Кол-во страниц: 31 Стоимость: Договорная Описание: Полный комплект документации
Описание станка:Паспорт станка 2а135 представляет собой пусть уже и довольно раритетное издание, но тем не менее востребованное в направлении работы и облуживания сверлильного станка этой модели. Не для кого не секрет, что 2А135 производился в своё время на предприятии под названием Стерлитамакский станкостроительной завод и являлся на тот момент обновлённой позицией оборудования, пришедшей на смену не менее известного на тот момент, но более устаревшего станка модели 2135. Представленный сверлильный станок, в своей обновлённой конфигурации уже бы более продуктивным в плане работы с металлом, универсальным и неприхотливым, что рекомендовало эту позицию в самые разнообразные промышленные предприятия с наиболее качественной подачи. И это не удивительно, ведь станок в новом конструкторском исполнении обзавёлся наиболее удобным способом его управления, что безусловно улучшило эргономические показатели единицы оборудования в целом. При этом станок замечательно работает с диаметром сверления в 35 миллиметров, что позволяет охватывать довольно широкий спектр возможностей по металлообработке, а это на самом деле немаловажный аспект для любого предприятия той или иной производственной направленности.
Непосредственно документация к станку обозначена как описание и руководство по эксплуатации, что содержит довольно много теоретической и конечно граничащей с ней практической информацией. Дело в том, что теория безусловно является ключевым фактором для понятия принципов работы на любой модели станочного оборудования, и эти моменты конечно понимали и учитывали разработчики станка, что представили в последующем в виде подробного издания. К тому же, переходя от эксплуатационной направленности к направленности, связанной с обслуживанием станочного оборудования, вот здесь необходимо руководствоваться уже не только теорией, но и практическим подходом к взаимодействию на сверлильном станке. А практика представляет собой наличие всех необходимых чертежей и схем, на основании которых возможен наиболее продуктивный вариант работы с позицией оборудования. И как раз, в представленном издании, конечно, присутствуют все необходимые для производственной деятельности составляющие. Это схемы, связанные как с механической, но так же электрической частью станка. Ведь, раздел электрооборудование является очень важным для работы с электрикой, что находится в электрошкафу, а моменты восстановления и даже ремонта способствуют детализированной информации на электросхеме.
При этом, в руководстве можно найти ряд чертежей, оказывающих влияние в направлении наиболее рациональной работы с механикой станка. Чертежи эти обладают как общими параметрами, так и более развёрнутыми, что обозначены как чертежи запасных деталей. В целом документация является копией с оригинала и была переведена нами в электронный формат, что обладает высоким разрешением и конечно возможностью читаемого результата при изучении этой технической литературы. По этой причине сверлильный станок паспорт скачать есть возможность из нашего электронного архива сразу после оплаты и поступления платежа на наш счёт. А мы с удовольствием окажем услугу в направлении предоставления той или иной интересующей документации, что есть в наличии в архиве компании. В том случае, если же рассматривать и такой важный момент как применение 2А135 в условиях производства, то на станке есть возможность обработки довольно небольших по размеру и весу деталей или заготовок связанных с металлической основной. А сам станок можно успешно и активно применять в условиях мелкосерийных производств, ремонтных, а так же инструментальных цехах самых разнообразных организаций, связанных с технологическими особенностями промышленного направления.
Технические характеристики станка 2н135
|
Характеристика |
Значение |
|
Конус шпинделя |
Морзе № 4 |
|
Наибольшее осевое перемещение шпинделя, мм |
250 |
|
Вылет шпинделя, мм |
300 |
|
Расстояние от конца шпинделя до стола, мм |
30–750 |
|
Частота вращения шпинделя, мин–1 |
31,5–1400 |
|
Число частот вращения шпинделя |
12 |
|
Подача, мм/об |
0,1–1,2 |
|
Число подач |
9 |
|
Мощность электродвигателя главного движения, кВт |
4,5 |
|
1450 |
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135









Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 4,5 кВт; n = 1450 мин–1) через зубчатую передачу и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Таблица 3.4
Технические характеристики станка 2м55
|
Характеристика |
Значение |
|
Наибольший диаметр сверления, мм |
50 |
|
Конус шпинделя |
Морзе № 5 |
|
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм |
375–1600 |
|
Частота вращения шпинделя, мин–1 |
20–2000 |
|
Подача, мм/об |
0,056– 2,5 |
|
Мощность электродвигателя главного движения, кВт |
4 |
|
Масса, кг |
4700 |
Рис. 3.9. Общий вид радиально-сверлильного станка 2М55
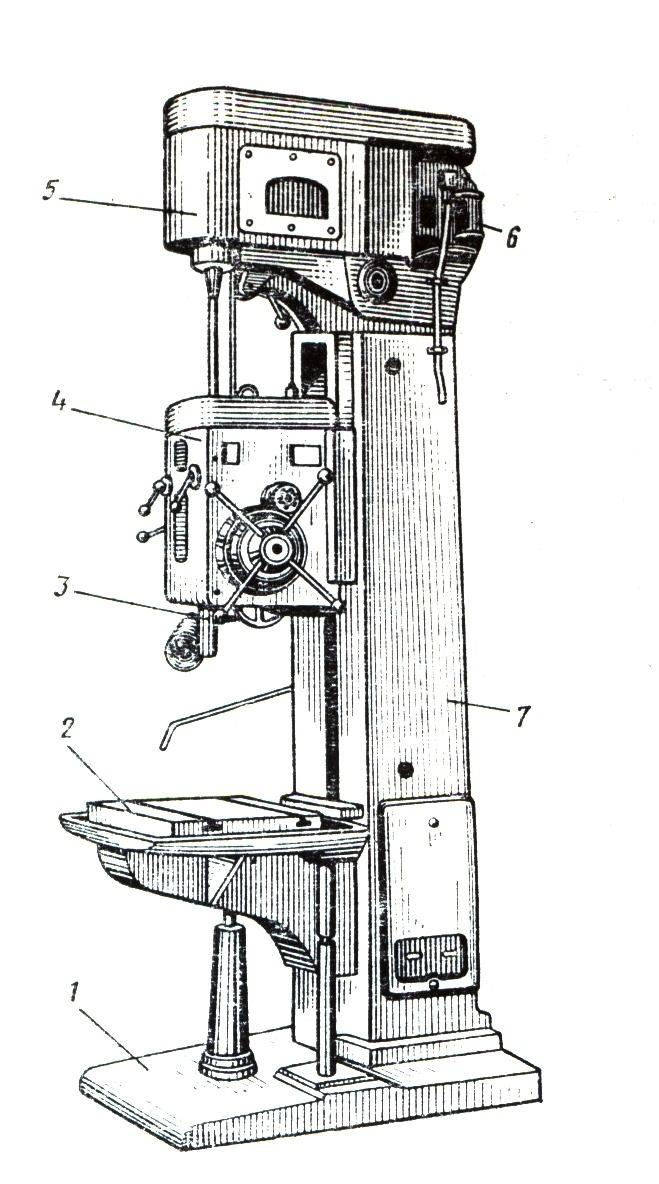
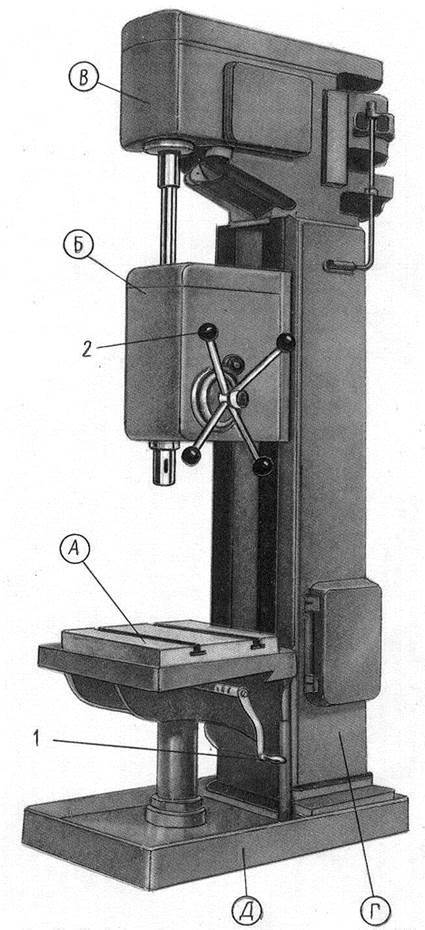
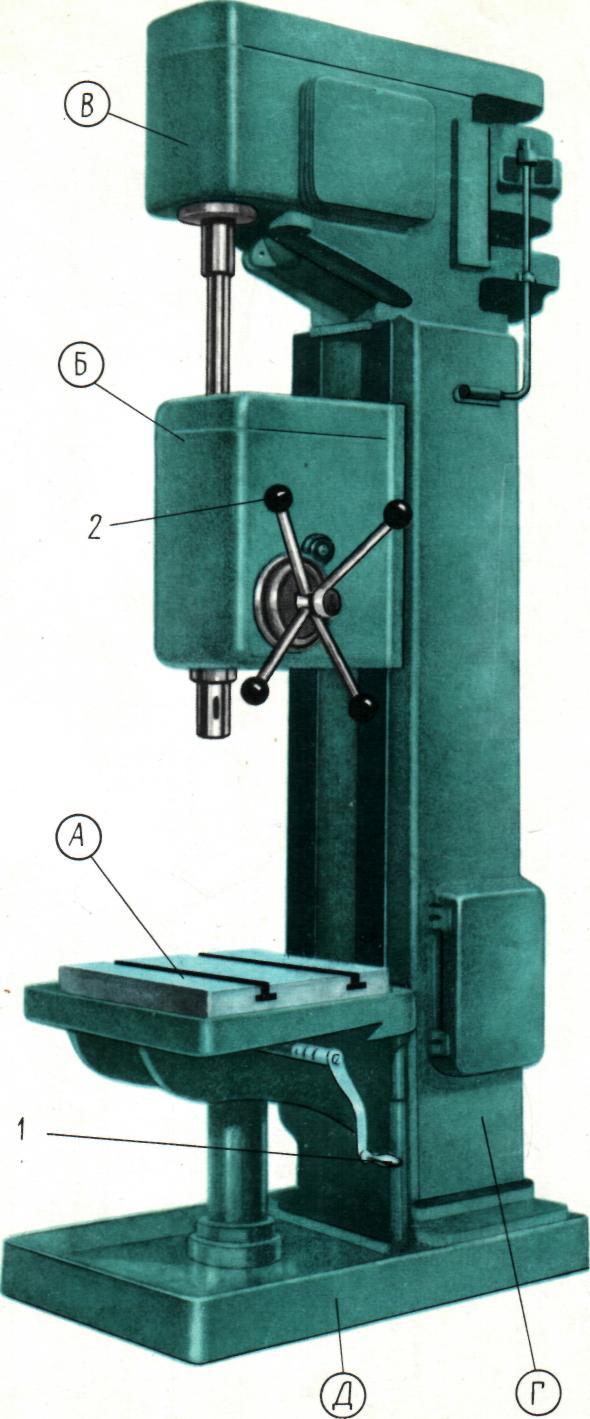
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
3 Составные узлы и особенности некоторых механизмов станка
Важнейшими составными частями агрегата являются:
- стол;
- плита;
- станина;
- электрический двигатель;
- коробка подач;
- шпиндель и его головка;
- рукоятка для перемещения рабочей поверхности по вертикали;
- рукоятка подачи шпинделя в ручном режиме;
- коробка скоростей.
Коробка скоростей станка выполнена в виде корпуса из чугуна, в котором размещен механизм смены скоростей и редуктор (шестеренчатый) шпинделя. Через клиноременную передачу на данное устройство подается движение от электрического двигателя, имеющего вертикальное расположение. Он крепится к кронштейну, способному совершать движение вдоль оси корпуса. Такое перемещение обеспечивает необходимую степень натяжения ремней.
Стоит добавить, что описанный нами корпус монтируется на подставке из чугуна. Внутреннее пространство этой подставки выполняет функцию масляного резервуара, из которого насос берет жидкость для смазывания коробки скоростей (абсолютно всех ее элементов). Сам насос располагается под специальным кожухом.
Шпиндель станка регулируется через окошко, вырезанное спереди шпиндельной бабки, посредством специальной гайки. Упорный подшипник воспринимает усилия (осевые) подачи. В колонне агрегата подвешивается специальный груз, который предназначен для уравновешивания шпинделя. Обязательная смазка подшипников шпинделя выполняется из полости коробки подач фитилем. За одну минуту он отправляет на механизм ровно одну каплю смазочного состава.
Рабочий инструмент агрегата охлаждается эмульсией. Она подается от емкости, размещенной в фундаментной плите, на которой смонтирован электрический насос. Непосредственно к инструменту состав для охлаждения попадает по трубопроводу гибкого типа, снабженному специальным краником, дающим возможность контролировать размер потока охлаждающей жидкости.
Нормальная работа системы охлаждения гарантируется производителем станка только в том случае, когда оператор регулярно очищает от грязи отстойник плиты (фундаментной). Выполнять такую операцию требуется раз в месяц, а в некоторых случаях и чаще.









Главным узлом механизма подач станка серии «А» является коробка подач. Ее привод производится от шестерни, которая расположена на шлицах шпинделя. Указанная шестерня имеет зацепление с находящейся на оси шпинделя двойной шестерней. Валики агрегата получают необходимое им вращение именно благодаря озвученному механизму, включающему в себя ряд шестерен. Также механизм подач располагает муфтой, которая отключает механическую подачу, и, кроме того, при перегрузках предохраняет станок от выхода из строя.
голоса
Рейтинг статьи
Технические особенности 2а135
Чтобы специалисты могли получить максимально объективную информацию о данной модели, мы представим ниже основные технические параметры агрегата:
- Максимальное расстояние от стола до торца шпинделя: 750 мм;
- Габариты рабочего стола: 450х500 мм;
- Диапазон частот вращения шпинделя: 68-1100 оборотов в минуту;
- Тип конуса шпинделя: Морзе 4;
- Максимальное усилие подачи: 1.6 тонн;
- Наличие динамического торможения шпинделя: Да;
- Мощность электропривода: 4.5 кВт;
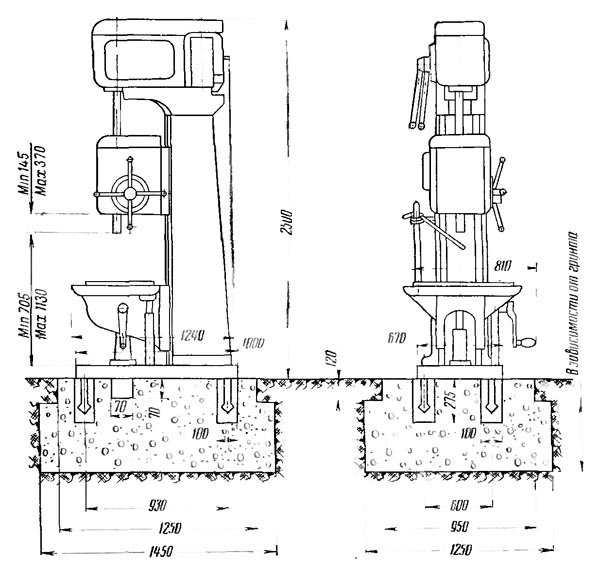
- Габариты агрегата в собранном виде: 1240х810х2500 миллиметров;
- Масса станка: 1300 кг.
Выводы
Выбор сверлильного станка по определению не может быть простой задачей. У каждой техники есть свои особенности – как положительные, так и отрицательные. Говоря о недостатках 2а135, стоит заметить, что модель является морально устаревшей, хоть и приспособленной для выполнения основных целевых задач. Не стоит ожидать от нее также эргономичности, так как проектировалась она очень давно, и в то время этому параметру уделялось минимум внимания.

Тем не менее, в поисках доступного станка, способного выполнять широкий спектр задач, вам сложно будет найти более выгодный вариант, нежели 2а135
Именно поэтому мы рекомендуем мастерам уделить должное внимание этой модели
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Особенности устройства двигателя
Коробка скоростей представляет собой чугунный корпус, состоящий из двух главных элементов:
- шпиндельного редуктора;
- механизма смены скоростей.
Вертикально расположенный электродвигатель посредством передачи клиноременного типа передает движение на механизм скоростей.
Сам электрический двигатель сверлильного станка фиксируется на кронштейне. Кронштейн в состоянии делать движения вдоль корпусной оси. Благодаря движению кронштейна обеспечивается нужное натяжение ремней.
В передней части шпиндельной бабки имеется отверстие. Через него происходит регулирование шпинделя аппарата. В колонне станка подвешивается груз. Его задача — уравновесить шпиндель. Подшипники шпинделя требуют постоянной смазки. Каждую минуту подшипники смазываются одной каплей смазочного материала.

Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование;
- развертывание отверстий;
- зенкерование;
- подрезание заготовочных торцов;
- нарезание резьбовыми метчиками.

Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей;
- быстрорежущих сталей;
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:









- чугунные детали;
- заготовки из разных видов стали;
- детали из цветных металлов.

Обработка деталей на станке https://www.youtube.com/watch?v=ywmMxacPUeI
Регулировка и наладка сверлильного станка 2А135
После установки станка на рабочем месте, очистки, заливки масла и смазки, подключения к электрической сети, проверки работы на всех оборотах и подачах не требуется никакой регулировки. Наладка станка заключается в установке стола и кронштейна в необходимые для работы положения и зажиме клина кронштейна, а также в установке чисел оборотов и подачи.
Зазоры в подшипниках шпинделя выбираются через окно на передней стенке кронштейна, закрытое крышкой. При регулировке необходимо повернуть шпиндель так, чтобы винт регулировочной гайки находился в окне, затем, ослабив винт, подтянуть гайку и вновь зажать винт.
Глубина сверления устанавливается при помощи лимба следующим образом: вращая крестовый штурвал на себя, опускаем шпиндель до соприкосновения с обрабатываемой деталью. Отвертываем винт кулачка 17 (см. рис. ![]() выключения подачи и кулачка 18, поворачиваем до совпадения края кулачка 17 с делением лимба, соответствующим глубине сверления, и вновь затягиваем винты. При этом деление на лимбе соответствует полной глубине сверления, включая конусную часть заточки сверла.
выключения подачи и кулачка 18, поворачиваем до совпадения края кулачка 17 с делением лимба, соответствующим глубине сверления, и вновь затягиваем винты. При этом деление на лимбе соответствует полной глубине сверления, включая конусную часть заточки сверла.
Кулачок 18 служит для настройки автоматического реверсирования направления шпинделя при нарезании резьбы. Установка этого кулачка производится аналогично установке кулачка выключения механической подачи. При этом кулачок выключения подачи отводится назад на 10 мм. Перемена направления вращения шпинделя производится за счет реверсирования электродвигателя.
Колпачок с накаткой, расположенный в центре крестового штурвала, служит для выключения механической подачи, если необходимо сверлить или нарезать с ручной подачей. Для включения ручной подачи колпачок следует отжать от себя до отказа.
Натяжение ремней производится перемещением кронштейна с электродвигателем при помощи натяжных винтов, расположенных на задней стенке коробки скоростей. Для подтягивания пружины предохранительной муфты, выключающей подачу при перегрузке, служит специальный винт с внутренним шестигранным отверстием, расположенный под колпачком верхней крышки кронштейна. Нормально пружина отрегулирована так, чтобы выключать подачу при осевом усилии, превышающем номинальное усилие подачи на 10%, т. е. при 1800 кг.