
Сварочная горелка
Чтобы уменьшить трение проволоки, используют тефлоновую направляющую для головки. Желательно, чтобы рукав для сварки не был чрезмерно длинным и использовался только в работе с алюминием.
Для беспрепятственной подачи проволоки она должна быть в канале как можно прямее. Надо стараться держать рукав таким образом, чтобы не было петель и перегибов.
 Контактный наконечник необходимо использовать только тот, что предназначен для сварки алюминия (маркировка AL). Не подходят наконечники, применяемые при сварке нержавеек и черных металлов. Отверстие в диаметре должно быть немного больше диаметра проволоки. Оно не должно быть слишком большим для обеспечения хорошего электрического контакта.
Контактный наконечник необходимо использовать только тот, что предназначен для сварки алюминия (маркировка AL). Не подходят наконечники, применяемые при сварке нержавеек и черных металлов. Отверстие в диаметре должно быть немного больше диаметра проволоки. Оно не должно быть слишком большим для обеспечения хорошего электрического контакта.
Если полуавтоматическая сварка алюминия проводится на токах выше 200А, необходимо позаботиться о том, чтобы не было проблем с подачей проволоки и было снижено тепловыделение. Отличное решение — горелка с водяным охлаждением.
Выбор сварочного аппарата
Для того, чтобы решить, какой сварочный аппарат необходим, нужно определить, для чего его планируется приобрести. Для этого учитывают следующее:
- Требуется оценить собственный опыт работы с TIG сваркой. Если он недостаточный, то использование такой техники может стать неэффективным.
- Нужно участь толщину обрабатываемых деталей и обдумать возможность использования обычного вида сварки.
- Какие материалы необходимо сваривать. В некоторых случаях применение TIG сварки является наилучшим способом, в других — можно рассмотреть альтернативные варианты.
- Нужно определить, планируется ли регулярно использовать эту технику или она требуется для разового применения.
Ответив на эти вопросы, можно приступить к выбору подходящей модели сварочного аппарата.

Оборудование, нужное для проведения работИсточник srbu.ru
Существует модели, использующие как переменный, так и постоянный ток. Первый вариант подойдёт для работы с алюминием, магнием или с металлами, у которых имеется оксидная плёнка. Аппараты с постоянным током применяются для сварки стали, чугуна или меди. Существуют универсальные модели, позволяющие использовать тот вид тока, который необходим в конкретном случае. Их легко отличить по названию, так как в нём должны присутствовать символы «AC/DC».
Аппараты различаются в зависимости от величины используемого сварочного тока. Выбор зависит от вида тока, материала и толщины свариваемых деталей. Определив, какие нужно будет обрабатывать, выбирают технику, которая способна обеспечить подходящий режим работы.
Например, если речь идёт о стальных деталях толщиной до 6 мм, то необходимо обеспечить 200 А. В том случае, когда предстоит сваривать сталь до 1 мм или медь до 5 мм, то потребуется сила тока в диапазоне от 5 до 200 А.
При покупке надо оценить стабильность электрической дуги при токе менее 10 А
Это важно, если предполагается вести обработку тонких деталей.. Некоторые аппараты могут применять импульсный режим
Он применяется для обработки деталей небольшой толщины. Он действует с использованием малых токов. В этом режиме уменьшается тепловое воздействие на металл. В процессе работы ток периодически меняется с наибольшего до минимального и обратно.
Некоторые аппараты могут применять импульсный режим. Он применяется для обработки деталей небольшой толщины. Он действует с использованием малых токов. В этом режиме уменьшается тепловое воздействие на металл. В процессе работы ток периодически меняется с наибольшего до минимального и обратно.
Каждый аппарат может обеспечить ограниченное время непрерывной работы. Оно зависит от используемой силы тока и обычно составляет несколько минут. На практике такое время — не более 3-4. Поэтому можно выбрать сварочный аппарат с меньшей продолжительностью, сэкономив на этом.
Заниженный параметр приведёт к увеличению времени обработки. В этом случае потребуется часто прерывать сварку для охлаждения рабочего узла. Завышенный параметр приведёт к удорожанию стоимости аппарата.

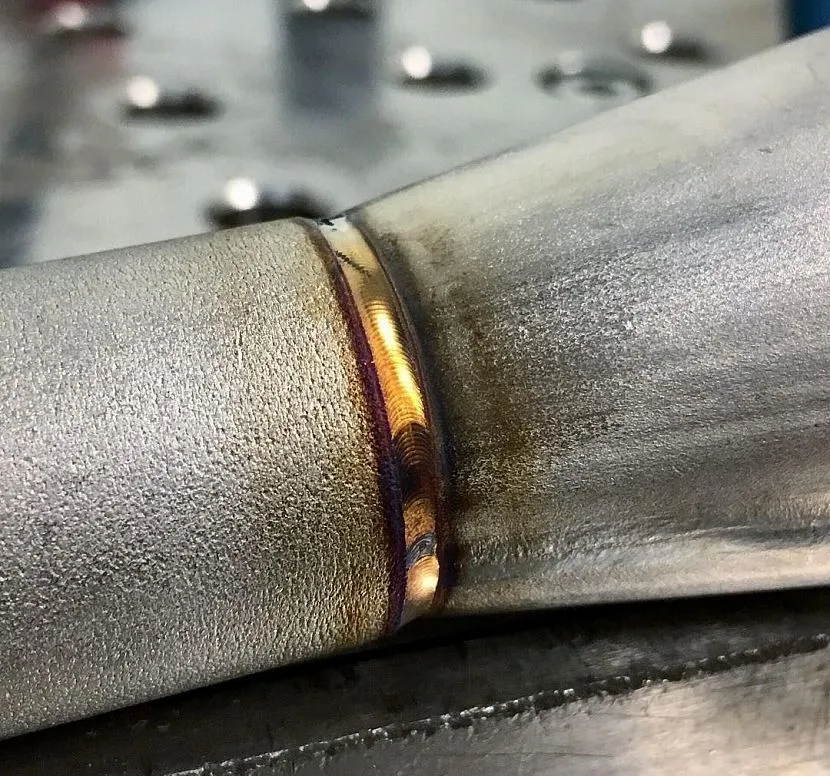
Труба, сваренная при помощи аргонодуговой сваркиИсточник stroy-podskazka.ru
Дополнительные функции
Нужно обратить внимание на возможность правильно проводить заварку кратера. При неаккуратной работе он может образоваться в финальной части шва
Чтобы избежать этого, необходимо обеспечить плавное уменьшение силы тока на заключительном участке. В сварочном аппарате для этой цели используется специальный режим.

Применение аргонной сварки требует профессионального уровня подготовкиИсточник stroy-podskazka.ru
Правильное выполнение включения дуги важно, так как оно исключит возникновение определённых проблем. Если электрическая дуга загорается в контакте с деталью, то возможен прожиг металла
Высокочастотный поджиг позволяет включить дугу, не прикасаясь к обрабатываемому металлу, исключая возникновение такой проблемы. При этом на детали не остаётся вольфрамовых включений. Эффект достигается за счёт кратковременной предварительной подачи более сильного тока.
Продувка инертным газом защищает шов от окисления. Она обеспечивает охлаждение вольфрамового электрода и керамической горелки. Её можно также выполнять предварительно или после отключения электрической дуги.
Нужно учитывать, какое напряжение питания необходимо для работы. Для большинства аппаратов подходит однофазное, равное 220 В. Более мощным потребуется трёхфазное, обеспечивающее 380 В.
В некоторых аппаратах дополнительно применяется жидкостное охлаждение горелки. Оно обеспечивает снижение износа и увеличение срока эксплуатации этого узла.

Швы на алюминиевой поверхности, полученные при помощи аргонной сваркиИсточник svarkaspec.ru
Современное промышленное сварочное оборудование
Промышленное сварочное оборудование существенно отличается от бытовых аналогов по нескольким критериям:
- полностью автоматический (или полуавтоматический) рабочий процесс;
- высокая точность сварки;
- качественный сварочный шов;
- габаритные размеры;
- производительность.
В зависимости от своего назначения такие аппараты могут использовать определенную технологию сварки.
Техническое обслуживание сварочного оборудования данного типа должно производиться специалистами, которые не только прошли необходимое обучение, но и обладают определенными практическими навыками.
Вне зависимости от типа, конструктивных особенностей и технологических аспектов сертификация и аттестация сварочного оборудования проводится согласно международным стандартам и ГОСТ.
На сегодняшний день производителями предлагаются самые разные виды сварочного оборудования.
Среди различных видов сварочного оборудования можно отметить:
- Профессиональные варианты для использования в рамках мероприятий,
- Профессиональные решения для работы на разрозненных объектах,
- Любительское и полупрофессиональное оснащение для выполнения бытовых работ или работ в небольших объемах.
Подобное техническое оснащение выпускается и предлагается широкими линейками, среди которых можно найти подходящий вариант буквально для любого случая жизни и любой рабочей ситуации.
Рассматривая новые виды сварочного оборудования и современную аппаратуру такого типа, каждый грамотный промышленник может уверенно принять решение в пользу того, что переоснащение рабочих бригад и использование новых разработок в данном направлении оказывается в полной мере перспективным решением, и вложения в этот процесс окупятся очень быстро.
Выпрямитель – настоящий компромисс
Выпрямитель для сварки.
Этот вид аппаратов является чистой воды техническим компромиссом. Они бывают двух типов – кремниевые и селеновые. По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
В основе конструкции выпрямителя все тот же трансформатор. Но он сопровождается дополнительными элементами: выпрямительным блоком, который может быть или тиристорным, или диодным. Главное то, что выпрямитель помогает получить постоянный ток, в отличие от трансформатора.
Постоянный ток проходит по вторичной обмотке в направлении к выпрямительному блоку. Если агрегат оснащен еще и дросселем, сварочный ток и другие показатели могут регулироваться.






Все дополнительные причиндалы, которые оснащают выпрямитель, направлены лишь на одно: повышение стабильности и непрерывности электрической дуги. Ведь хорошая дуга в качестве конечного результата дает качественный шов.
И еще одно весьма немаловажное преимущество выпрямителя из-за простоты в эксплуатации: на нем могут работать новички без особого опыта. Теперь преимущества выпрямителя по пунктам:
Теперь преимущества выпрямителя по пунктам:
- Возможность работать на аппарате новичкам.
- Высокое качество сварочного шва в итоге.
- Возможность варить чугун и цветные металлы, если использовать подходящие электроды.
- Можно варить нержавейку и низколегированные стали со специальными электродами.
- Стабильная и непрерывная дуга.
- Широкие функциональные возможности, которые позволяют использовать выпрямители в том числе и для домашней сварки в хозяйстве.
- Относительная дешевизна.
Недостатки выпрямителей почти такие же, как у трансформаторов: большие габариты, просадка сетевого напряжения и высокая зависимость от него. Следует заметить, что многие производители бытового электрооборудования потихоньку сокращают производство выпрямителей. Так что можно говорить о тихом уходе и этих аппаратов в дальнейшей перспективе.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА
Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.
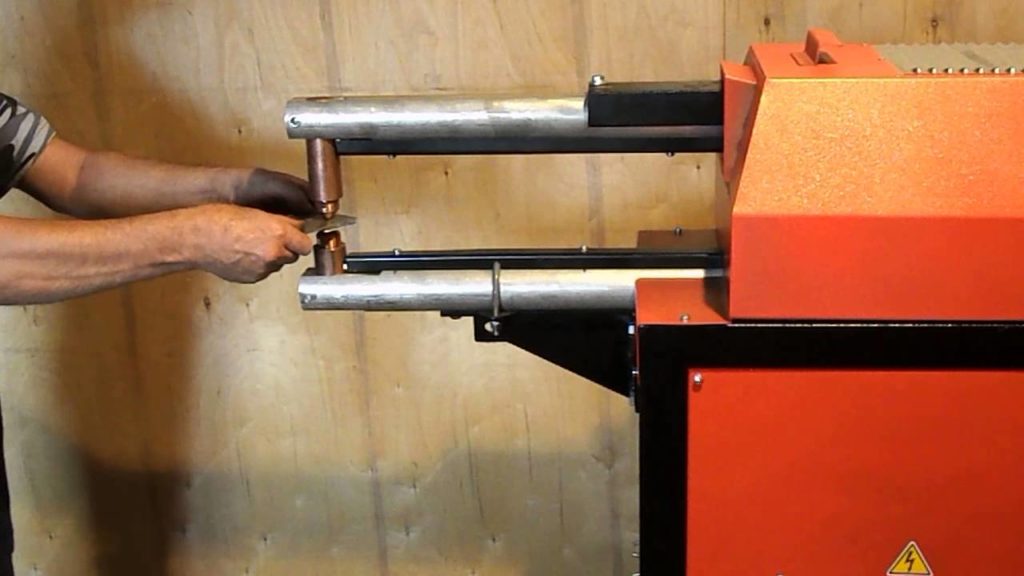 сварка алюминия при помощи машины контактной точечной сварки
сварка алюминия при помощи машины контактной точечной сварки
Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Оборудование для сварки алюминия аргонодуговым способом
Для осуществления сварочного процесса по технологии ТTIG требуется применять современные аргонодуговые установки. Мы предлагаем богатый ассортимент такого высокотехнологичного оборудования. С любой приобретенной в нашем магазине моделью, сварка алюминия аргоном будет произведена на достаточно высоком качественном уровне. Учитывая специфические особенности использования и финансовые возможности, каждый клиент может купить:
- КЕДР UltraTIG-200P AC/DC. Отличается хорошей универсальностью. В связи с этим без такой установки будет проблематично сделать качественное неразъемное соединение деталей из алюминия как в любой мастерской, так и ремонтной бригаде. Такой аппарат позволяет обеспечить постоянную глубину проплавления и стабильную дугу. Дает возможность сваривать изделия с привлекательным внешним видом и стабильными геометрическими параметрами.
- КЕДР MultiTIG-2000P AC/DC. Несмотря на небольшой вес и хорошую компактность, характеризуется богатым функциональным потенциалом. На данной модели можно организовать процесс сварки высокоответственных конструкций не только из алюминиевых сплавов, но и из нержавейки, титана и других материалов. Сварщик может осуществлять высокоточный подбор различного параметра процесса сварки в режиме TIG, а также использовать удобные решения по дистанционному управлению как сварочного тока, так и всего процесса сварки. Высокая мощность и выносливость обеспечивает решение широкого спектра задач с использованием аргонодугового процесса.
Мы также предлагаем приобрести присадочные прутки, электроды, маску сварщика, краги, клеммы, редукторы, регуляторы, манометры, сварочные горелки с воздушным и жидкостным охлаждением, проводные и беспроводные пульты управления и другие аксессуары, необходимые для осуществления качественного процесса аргонодуговой сварки.
Какой аппарат лучше всего подходит для сварки алюминия
Алюминий и сплавы на его основе сваривают аргоном или его смесью. Для работы используются аппараты, работающие от переменного тока, предварительно настроив соответствующие опции и режим. Особенного внимания требует качество инертного газа — от него зависит качество стыков, их эстетический вид.
| Тип аппарата | Принцип действия |
|
|
Сваривание осуществляется посредством плавящейся в горелке алюминиевой проволоки. Сварщик при этом направляет сварочную ванну по ходу шва |
|
|
Для сварки используются предварительно прокаленные электроды для испарения влаги |
| Работа осуществляется под дугой больших температур, в точку сварки непосредственно подается аргон. Для испарения влаги используют особые электроды, например, из вольфрама |



Видео — Выбор и настройка аппарата для аргонодуговой сварки
Аппараты аргонодуговой сварки
Лучше всего при работе с алюминием и его сплавами выбрать именно такой способ, как аргонодуговая сварка.
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Еще совсем недавно такое оборудование было доступно только в промышленных условиях. Сегодня, благодаря развитию производства, такие аппараты доступны каждому и за невысокую стоимость. Что собой представляет такой прибор? Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Это основные функции, которыми должен обладать прибор для сваривания «крылатого» металла в ручном режиме. Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
Полуавтоматическое TIG оборудование
Сварочные полуавтоматы также относительно недавно стали доступными простому пользователю. Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
Полуавтоматическое сваривание алюминия дает множество преимуществ, даже в сравнении с ручной аргонодуговой сваркой.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Дополнительное оборудование
Обычно сварочный аппарат приобретается вместе с аргоновой горелкой, однако в некоторых моделях премиального класса продаётся отдельно. Это относится, например, к определённым маркам EWM, Lincoln Electric.










Выбирая горелку, нужно учитывать следующее. Они могут кнопочным управлением или вентильного типа. Они различаются по способу включения. В первом случае их открывают при помощи нажатия кнопки, во втором — поворотом вентиля.
Аргонная сварка нержавейкиИсточник техсервис59.рф
Длина рукава 2-5 метров. Этот параметр зависит от конкретных задач сварщика. Он определяется размером обрабатываемых деталей и требуемой степенью мобильности.
Для работы потребуется баллон с инертным газом. При регулярном использовании сварочного аппарата достаточно ёмкости 10 литров. Он небольшой — удобен при хранении и транспортировке. При работе на производстве или в мастерской приобретают баллон на 150 литров.
Чтобы его использовать, нужен шланг, который связывает его с прибором. Дополнительно будут необходимы: редуктор, а также манометры высокого и низкого давления. С помощью первого из них контролируют остаток газа, второй позволяет регулировать его подачу для работы.
Для выполнения сварки необходимы вольфрамовые электроды. Их поставляют с различными цветами наконечника в зависимости от того, с какими типами металлов будет необходимо работать. Наиболее часто применяются те, у которых наконечник имеет синий цвет.
Диаметр электродов равен 1,6-4,0 мм. Он должен соответствовать толщине обрабатываемых деталей, используемой силе тока и глубине, на которую выполняется проплавка.
Если детали плотно соединены друг с другом и не предполагается значительной механической нагрузки, то присадочную проволоку можно не использовать. В других случаях нужно предусмотреть её приобретение. Материал должен быть таким же, как у свариваемых деталей.
Иногда с помощью присадочной проволоки делают наплыв металла подходящей толщины. Обычно это нужно для последующей его обработки с целью придания заданной формы.

Аргоновая сварка позволяет получить тонкий аккуратный шовИсточник metall.world
Технология сварки аргоном
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
Видео:
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их следующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
Подготовка деталей
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
Видео:
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Особенности сварки аргоном
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
ВАЖНО ЗНАТЬ: Технология сварки нержавейки
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
Видео:
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Аппараты по способу сварки
Из всей линейки сварочных аппаратов с аргоном самыми надежными считаются инверторы, способные преобразовывать переменный ток частотой в 50 Гц в постоянный или высокочастотный переменный до 50 кГц. К моделям для TIG режима подключается газовое оборудование.










Хороший вариант мастерской – инверторный аппарат с полуавтоматическим режимом и подачей аргона. Есть универсальные модели для всех режимов сварки сразу: ручной дуговой, аргоновой, им также пользуются как полуавтоматом.
Ручные компактные инверторы ММА приобретают для бытовых целей. К аппаратам дополнительно докупают горелку с держателем для тугоплавкого электрода, газовую смесь. Получится универсальный сварочный аппарат, для алюминия он тоже подойдет.
Особенности сварки
Несмотря на низкую температуру плавления, соединение алюминия посредством открытого пламени (электродугой) — это сложный процесс:

- Легкий металл при высоких температурах (свыше 1000°C) легко вступает в химическую реакцию с кислородом воздуха — начинает активно гореть. Кроме этого, начинает реагировать с азотом и углекислым газом.
- Окисная пленка — тугоплавкое вещество. Изменение агрегатного состояния начинается при 2050-2100°C. Стекающая масса моментально заменяется вновь образуемым оксидом алюминия.
В процессе соединения алюминиевых заготовок происходит падение силы постоянного тока, что вызывает снижение температуры — создаются предпосылки для интенсивного восстановления тугоплавкой защитной пленки. Результат — нарушение качества шва, ухудшение прочности. Снизить отрицательный эффект до минимума позволяет сварка на переменном токе. При переходе через «0» происходит интенсивное выделение тепла на поверхности детали. Растет температура, расплавляющая (разрушающая защитный покров) окисную пленку.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
|
Толщина металла, мм |
Величина тока, А | Диаметр электрода, мм |
|
2 |
50 — 60 |
2,5 |
|
3 — 4 |
80 — 90 |
3,2 |
| 5 — 6 | 90 — 140 |
4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.