Комплектующие

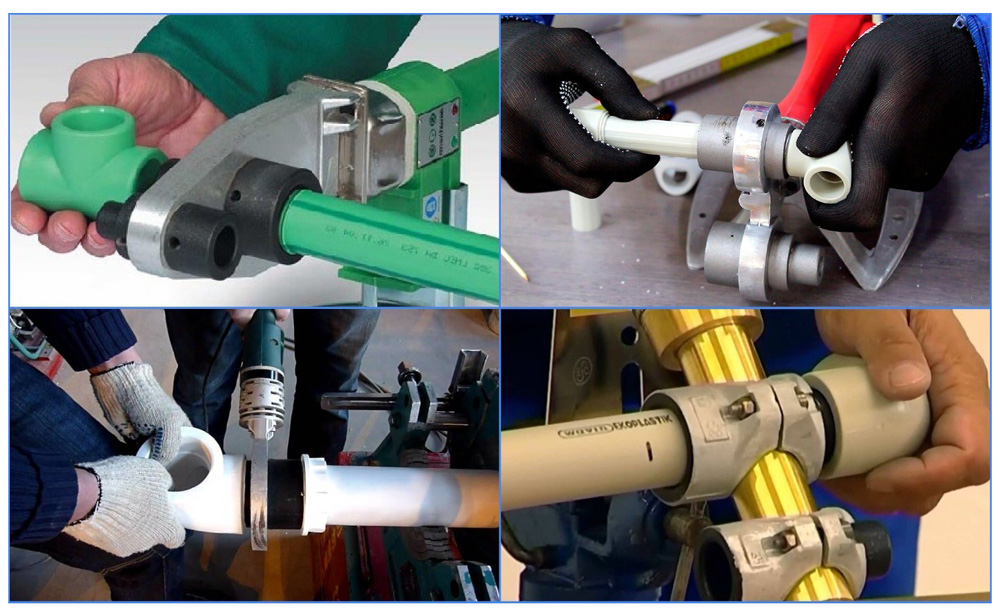
Механическое раструбное сваривание
Для работы с аппаратом муфтовой сварки, вам понадобятся дополнительные комплектующие: особые насадки и режущие инструменты.
Насадки для сварочных аппаратов нужны для нагрева деталей. В основном они покрыты тефлоном и достаточно долго служат. Но всё равно, периодически требуется их менять.
Для порезки труб необходимо иметь режущие инструменты. Эти комплектующие помогут смонтировать водопровод в соответствии с вашими размерами.
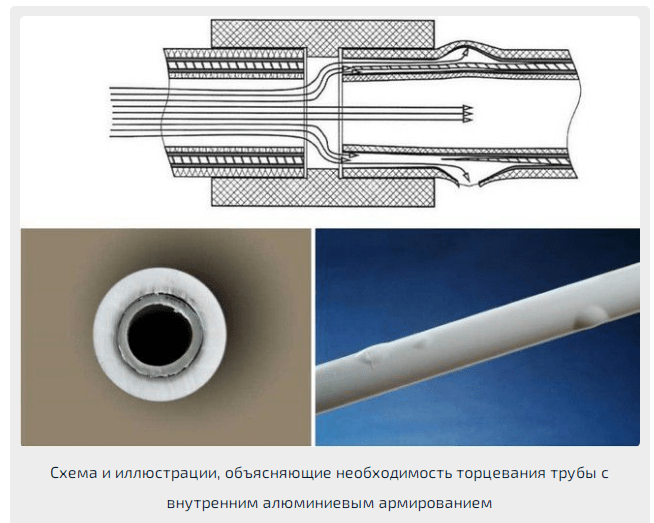
Но помните, что есть трубы, на которые в качестве армирующего слоя может быть нанесен алюминий. Перед началом проведения сварочных работ, алюминиевый слой необходимо удалить.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
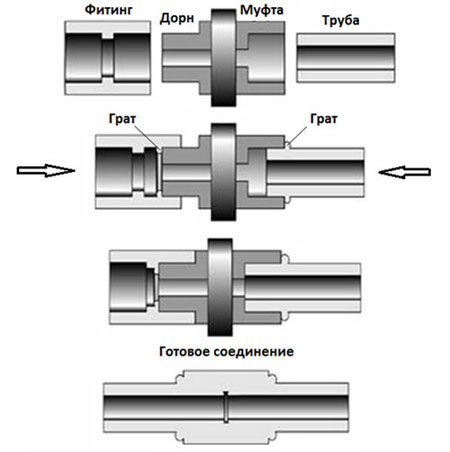
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Основные элементы приборов для пайки
Сборка трубопроводов из ПП элементов производится с использованием специального сварочного оборудования. Конструктивные особенности агрегатов не влияют на принцип их работы.
Устройства выполняют диффузную пайку — пластиковые детали сначала расплавляются путем нагрева, а потом соединяются между собой муфтовым или прямым (торцевым) способом.
Второй метод в домашних условиях практически не применяется. Популярность таких инженерных коммуникаций увеличила спрос на паяльники для полипропиленовых труб.
 Паяльник пп труб
Паяльник пп труб
В состав каждого прибора бытового назначения обычно входят следующие элементы:
- Модуль-термостат, позволяющий не перегревать детали с помощью регулирования мощности нагрева. Кроме того, защищающий от перепадов напряжения.
- Индикаторы нагрева красного и зеленого цвета. Первый показывает работу прибора, а второй — достижение установленной температуры.
- Зеркало нагрева, передающее тепловую энергию через насадки к соединяемым деталям.
- Рукоятка, являющаяся частью ручных моделей и предназначенная для удобного использования сварочника на весу в плохо доступных местах.
- Кабель для подключения к электрической сети 220 В.
Температуру на приспособлении нужно выставлять в соответствии с табличными значениями. Перегрев полипропилена приводит к образованию дефектов, так как трубные элементы теряют свою форму. Недогрев не позволяет создать герметичные соединения.
Какой паяльник для полипропиленовых труб выбрать
Перед тем как выбрать паяльник, нужно определиться, как вы будете его использовать. Если вам нужно спаять водопровод или отопление у себя дома, а потом закинете сварочный аппарат в кладовку, то
Он стоит недорого, удобен при работе с малыми диаметрами труб. Единственное, что вместе с ним сразу покупайте чешские насадки, например, Dytron. Кстати, Дитрон покрывает свои насадки тефлоном синего цвета. Я слышал, что это защита от подделок.
Если вы планируете зарабатывать монтажом отопления или водопровода, часто будете работать с полипропиленом и бюджет ограничен, то
Ну а если вы из тех, кто покупает самый надёжный инструмент, то вам . Да, этот сварочный агрегат дорогой, но он стоит своих денег.
Виды сварочных аппаратов

механический аппаратручной сварочный аппарат.
Для выравнивания концов труб есть электроторцеватель. Он выглядит как диск, который вращается, с двухсторонними ножами. Для безопасности в аппарате присутствует блокирующий механизм. Нагревательный элемент выглядит как диск из металла с антипригарным покрытием. Внутри данного диска располагаются ТЭНы. Так же он имеет датчики контроля температуры и терморегуляторы. Чаще всего его используют для установки труб, которые будут работать под высоким давлением или при резких перепадах температуры.
Второй вид — ручной сварочный аппарат, который используется при относительно не большем объёме работ. Он соединяет трубы разного диаметра до 50 мм. В его состав входит терморегулятор, нагревательная плита и эргономичная ручка. В нагревательной плите бывает от двух отверстий, в которых закреплены парные сварочные элементы с разным диаметром. Сваривающие элементы покрыты тефлоновым покрытием, что предотвращает прилипание пластика к нагреваемой поверхности. Терморегулятор регулирует температуру до которой нагревается плита. Как только нужная температура достигнута, включается красный индикатор.

мечевидные паяльники
- аппарат с ключом для насадок: такой вариант подходит если нужно провести сварку полипропиленовых трубодного или двух диаметров;
- аппарат плюс несколько популярных насадок: обычно продаётся в чемоданчике, насадки на 20,25,32 и 40 мм, если не оказалось нужных, то их можно отдельно докупить;
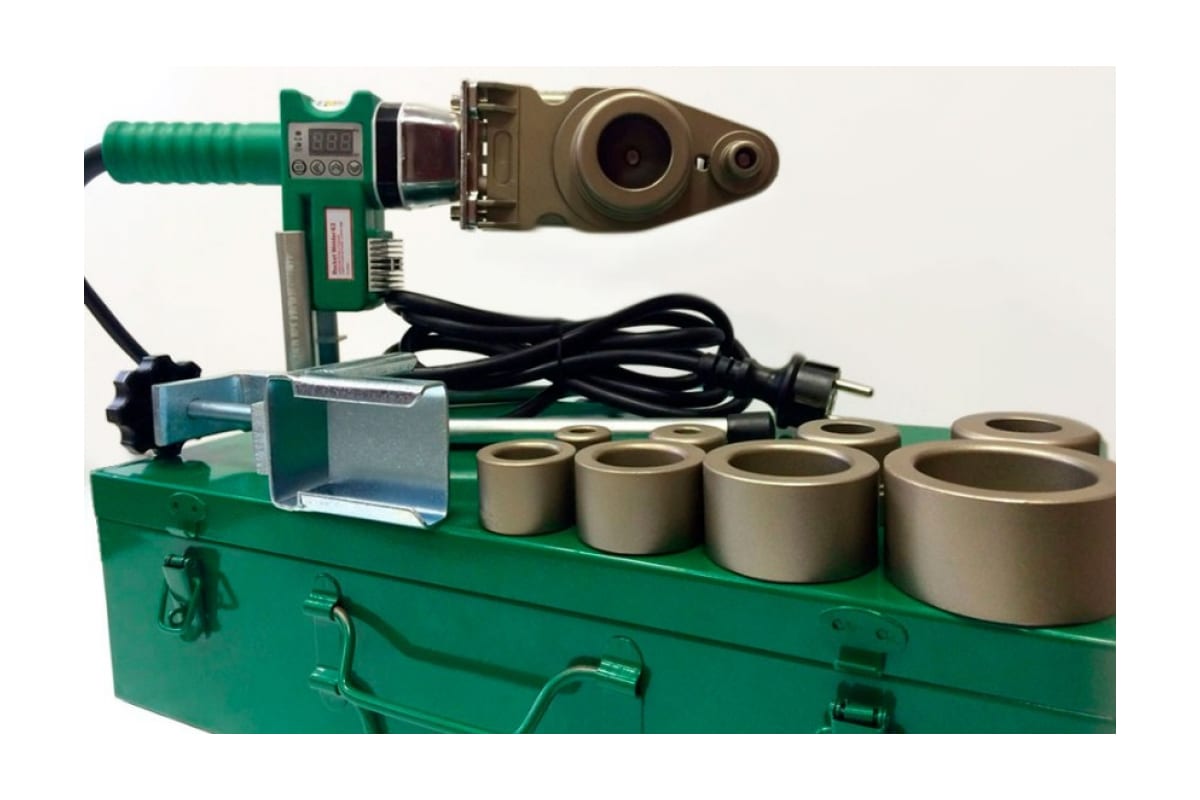
- полный комплект, включающий аппарат, насадки и инструменты, необходимые при сварке. Чаще всего его покупают профессионалы, но и в домашних условиях он пригодится.
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Для лёгкости понимания я буду объяснять простым языком и говорить: пайка ппр, паяльник. Хотя правильно нужно говорить: сварка и сварочный аппарат для ппр труб.
Всё-таки полипропиленовые трубы свариваются, а не паяются. Но я простой человек, поэтому буду говорить так, как меня понимают на стройке. Филологи, извините.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!
Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Евгений Гулов
Автор блога, специалист по монтажу систем отопления, водоснабжения и канализации. Сделаю теплотехнический расчет или проект системы отопления.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал при пайке труб 20-25 мм.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.
Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.
Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.









Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.
Основные виды сварочных аппаратов
На рынке строительных товаров сейчас представлены разнообразные сварочные аппараты, позволяющиеся производить работы по пайке пластика различными способами.
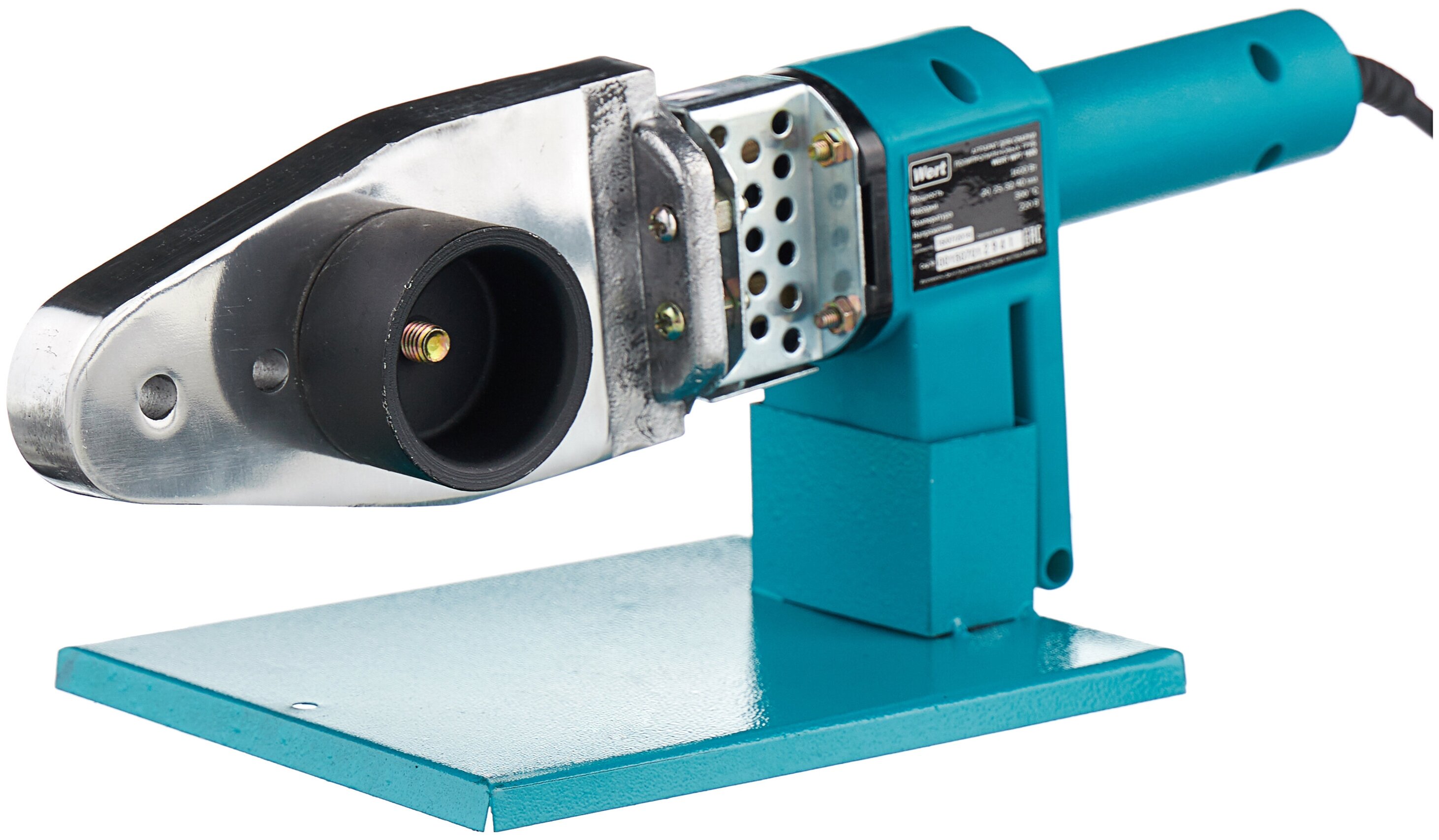
Ручные аппараты
Ручной сварочный аппарат для пайки полипропиленовых труб будет идеальным выбором для начинающих сварщиков или при небольших ремонтных работах дома. Его главный плюс – это предельная простота.
Различаются несколько типов подобных инструментов:
- Мечевидный прибор представляет нагревательный щит с отверстиями для труб разных диаметров. Материал, из которого изготовлен прибор, исключает прилипание полипропилена на нагревательные поверхности. Данный аппарат снабжен датчиком регулирования температуры, который дает возможность контролировать уровень нагрева пластиковых деталей. В различных модификациях устройство может быть снабжено экраном или звуковыми датчиками для оповещения о нагреве детали до нужной температуры. Преимуществом этого типа является его простота и износостойкость.
- Цилиндрический аппарат удобен для произведения работ в стесненных условиях. На него одеваются фитинги для соединения элементов. Устройство снабжено регулятором нагрева.
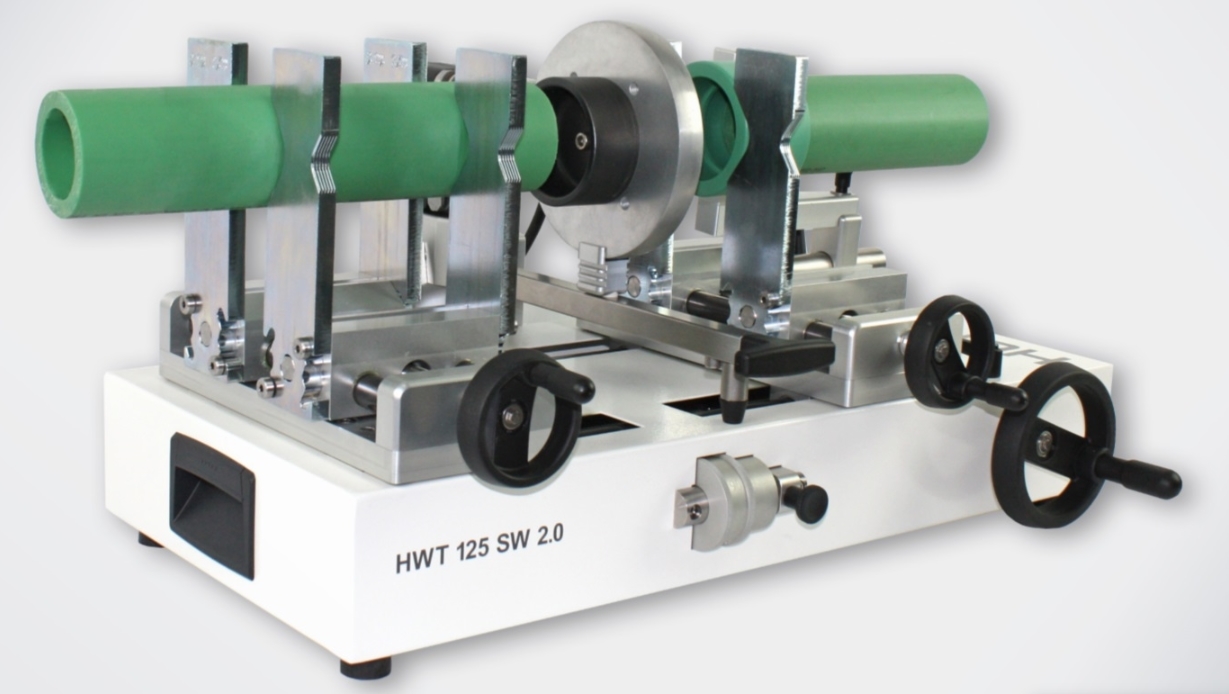
Механический сварочный аппарат
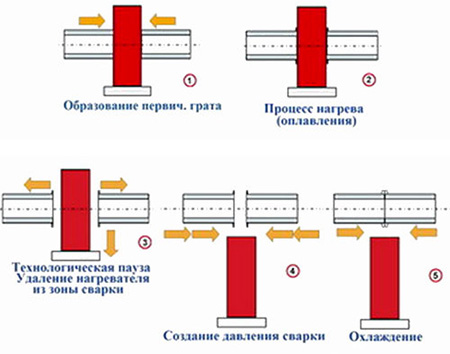
Данный тип рассчитан на стыковую спайку труб диаметра 4-16 см. Метод работы следующий:
- Концы элементов помещаются в захваты, которые нагревают их;
- Соединение элементов производится под ручным давлением, показатели которого передаются встроенным динамометром;
- Поскольку стыковое соединение требует ровных краев соединяемых деталей, аппарат комплектуется электрическим торцевателем.
Электрогидравлическое оборудование для сварки
Принцип сварки подобен механическому прибору с той разницей, что оборудование самостоятельно сжимает расплавленные элементы для их соединения. Подобные аппараты снабжаются дополнительными элементами, которые позволяют проводить сварку в виде Т-образных конструкций.
Покрытие электрогидравлического устройства должно исключать прилипание нагреваемых пластиковых элементов. Этому требованию отвечает металлизированный тефлон.
Аппараты для раструбной и муфтовой сварки
Данные устройства пользуются особой популярностью, так как сварка при помощи раструбов или фитингов является наиболее прочной и простой. Монтаж двух труб небольшого диаметра (до 12 см) вполне комфортен при использовании ручных аппаратов.
Необходимость сварки труб большего диаметра требует использования электромуфтовых приборов, которые оснащены рядом дополнительных устройств. Главные из них – это центрирующие элементы, благодаря которым происходит точное соединение трубы и фитинга. Подобное оборудование часто работает в режиме автомата и применяется профессионалами.
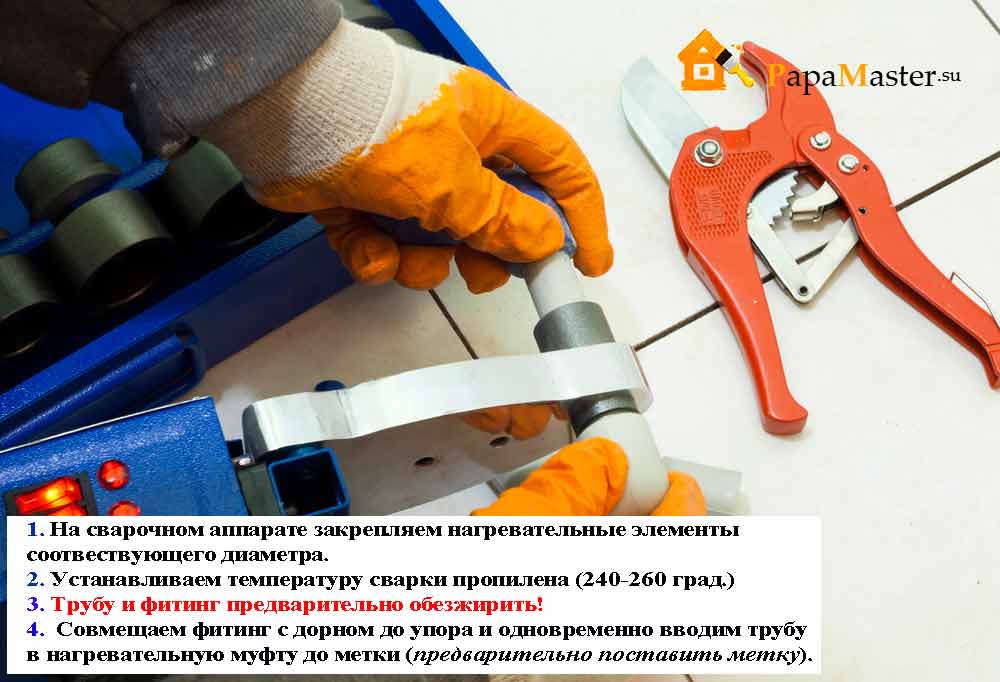
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
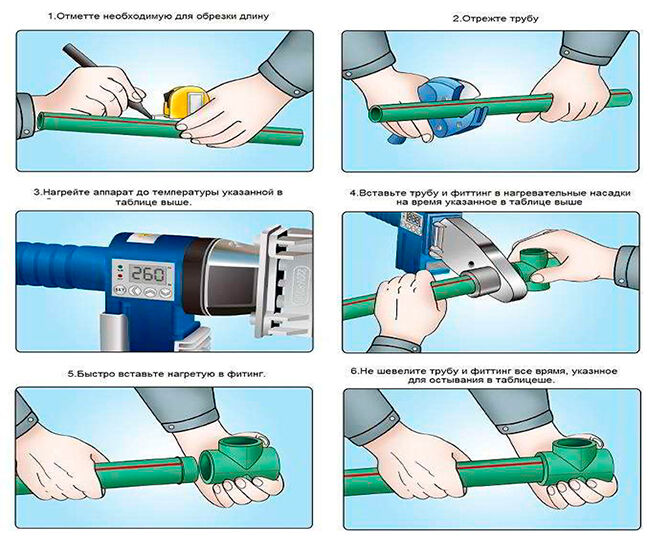
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
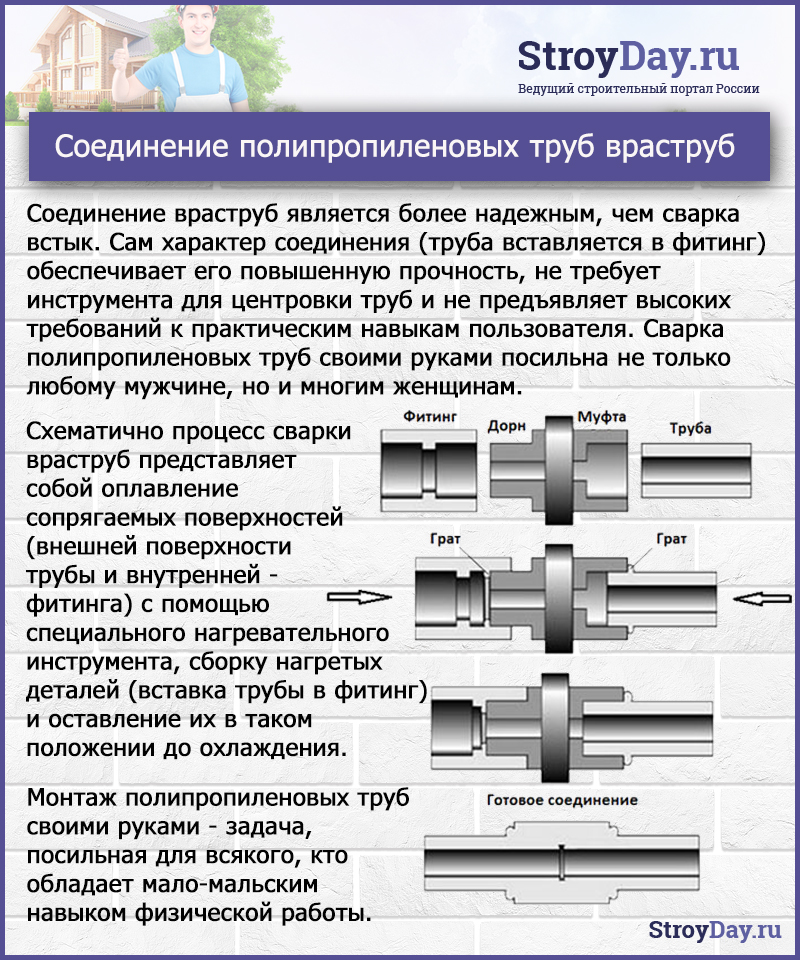
Сварка

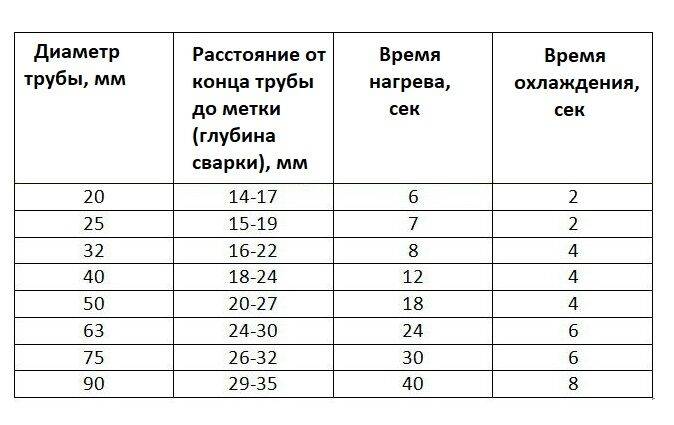
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
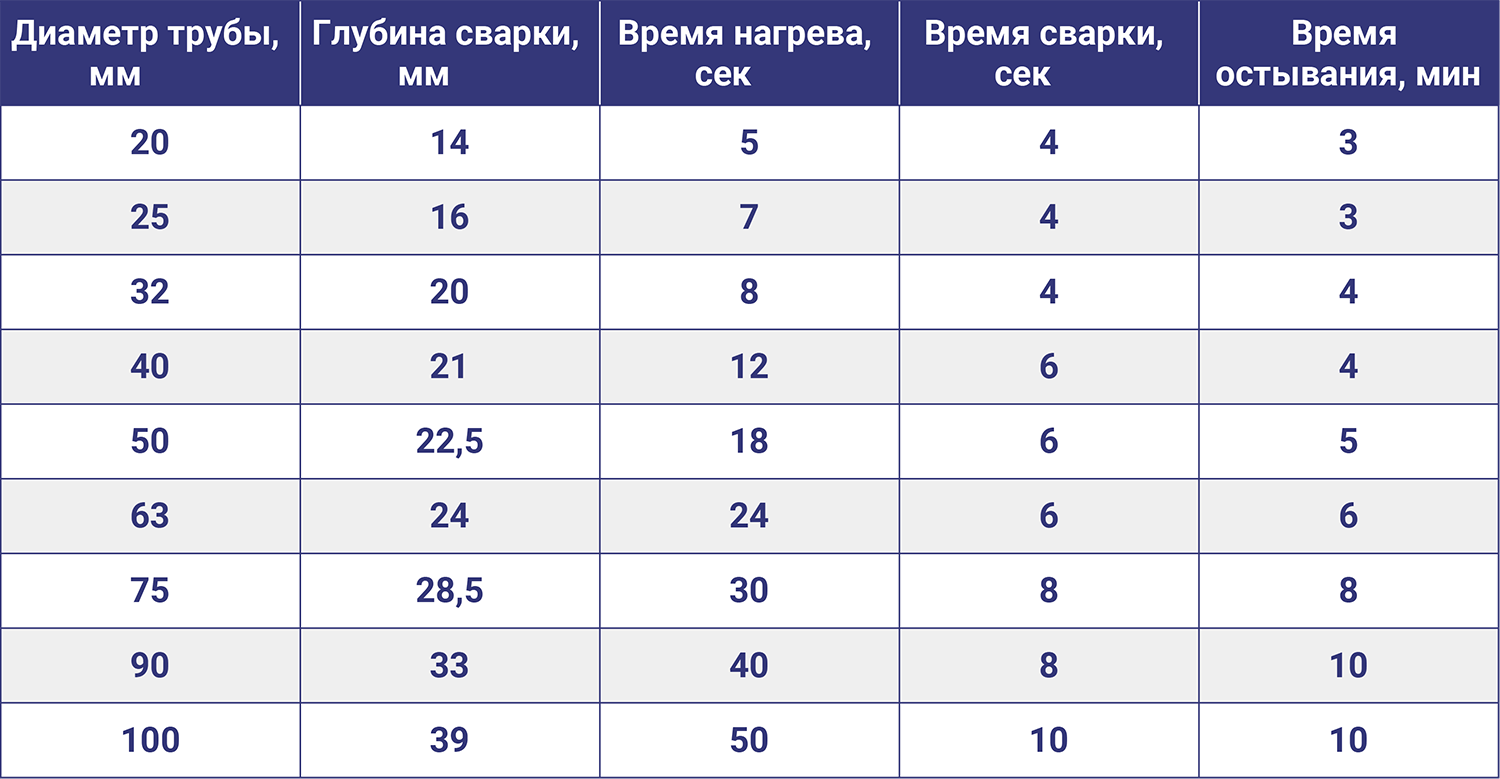
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
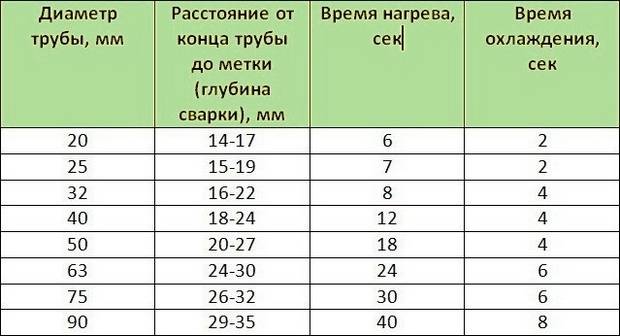
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.
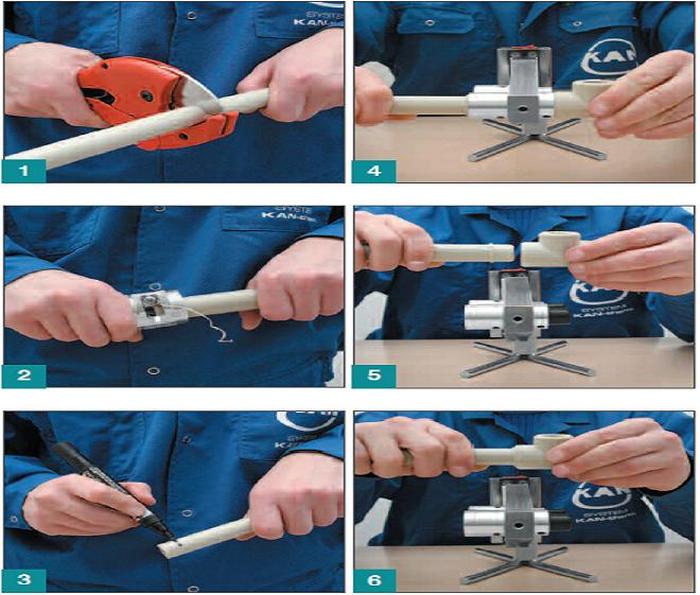
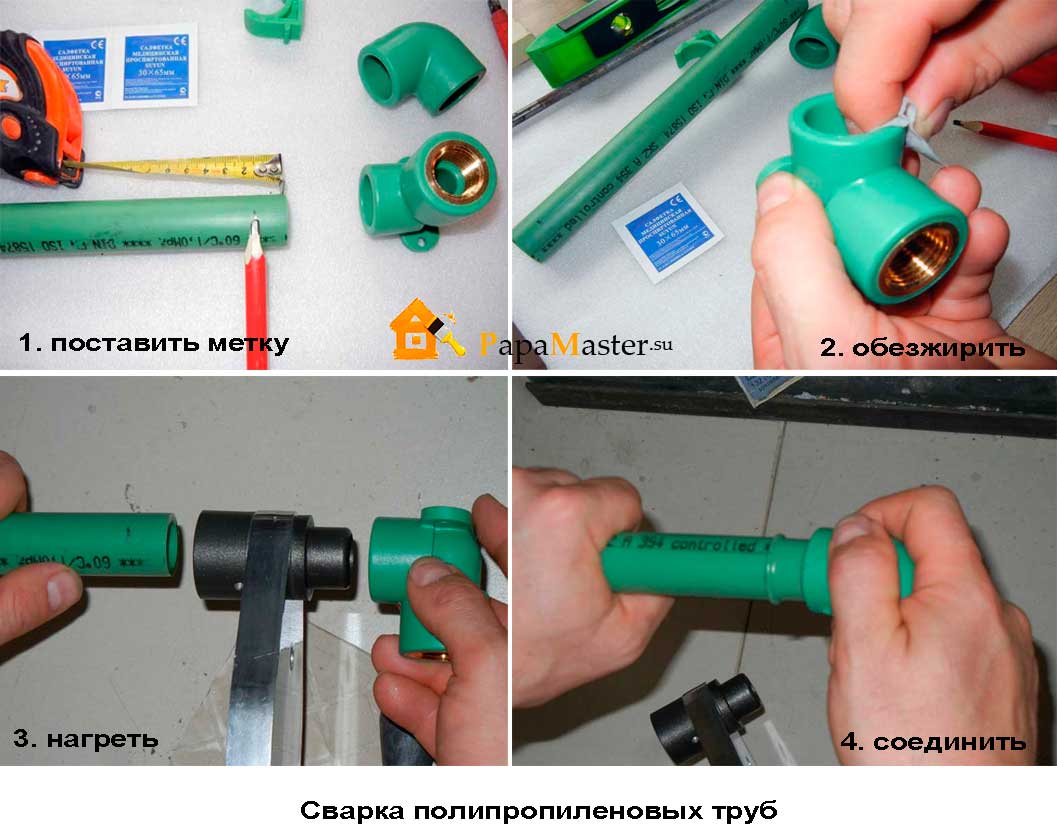
Этап второй. Сварка полипропиленовых труб
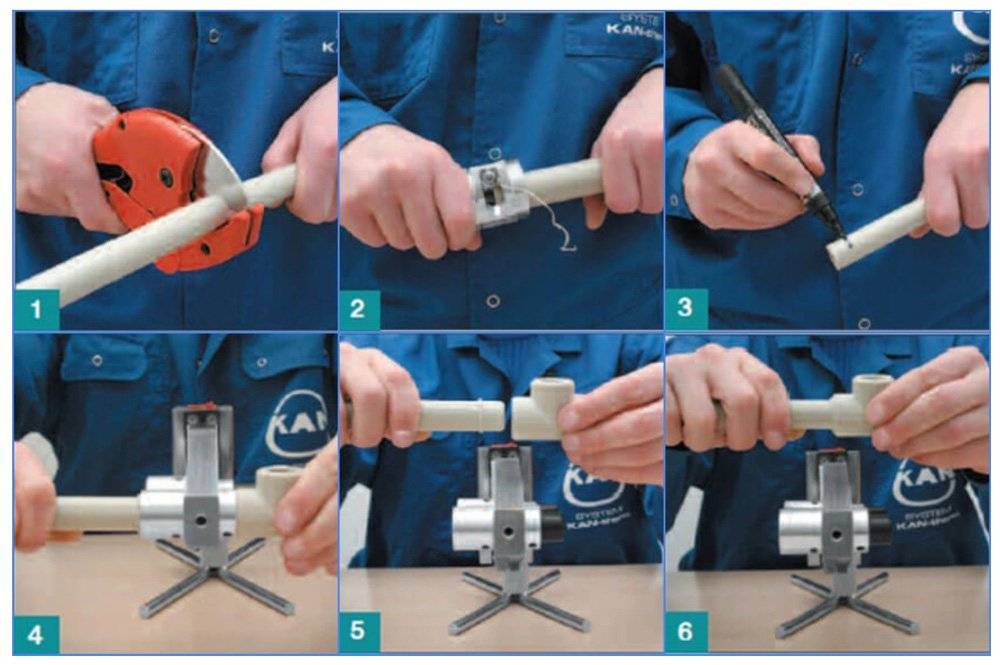
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
Последовательнос ть действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.







Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Критерии выбора
При выборе паяльника следует обращать внимание не только на его стоимость и бренд, но и на технические качества. Итак, что необходимо учитывать?
Электрическая мощность
Основной характеристикой, на которую стоит обращать внимание при выборе паяльника, является его мощность, поскольку от этого зависит максимальный диаметр труб и последующая их сварка. К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм
К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм.
В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
Комплектация устройства
Паяльники выпускаются в виде комплектов со вспомогательными приспособлениями и приборами. Они поступают в продажу вместе с основным устройством в специальном кейсе.
Комплектация зависит от модели и марки производителя. Но, чаще всего в набор входят:
- подставка или струбина для паяльника;
- насадки различного диаметра;
- ключи для замены деталей;
- резак;
- рулетка;
- уровень;
- маркер.
Наличие терморегулятора и его конструкция
Терморегулятор отвечает за установку и поддерживание рабочей температуры. Мастер может выставить диапазон от 220 до 350 градусов.
Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).
Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.
Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
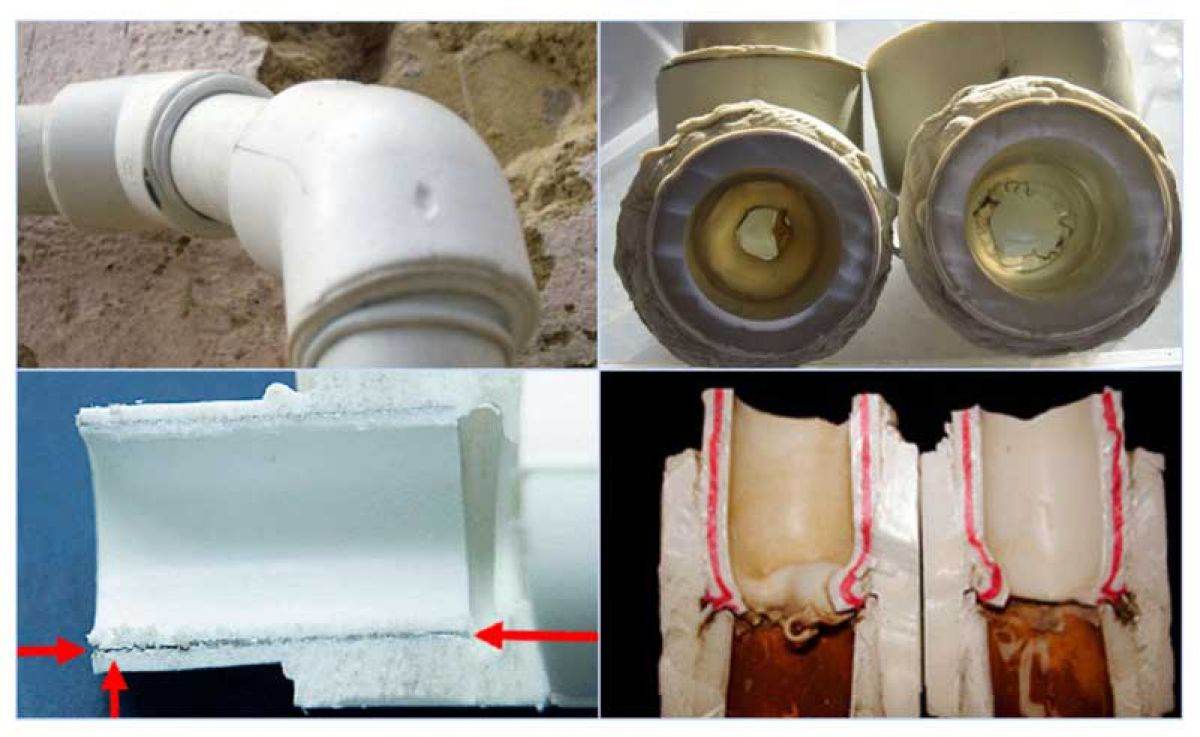
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.









Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 15.32%
Кирпичный дом 8.84%
Бревенчатый дом 5.52%
Дом из газобетонных блоков 17.43%
Каркасный дом 37.74%
Дом из пеноблоков 15.15%
Проголосовало: 3643
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Критерии выбора бытовых моделей
Популярны утюги и паяльники. Во время подбора учитывается продуктивность, температура нагрева, качество исполнения и число колодок в комплекте прибора
Принимается во внимание также цена
Мощность и температура
Возможности сварочного устройства зависят от мощности. При высокой продуктивности удастся быстрее нагревать и спаивать более крупные трубы, что повлияет на уменьшение времени монтажных работ.
Однако тратить лишние деньги на высокомощный агрегат для дома нецелесообразно по следующим причинам:
- Продуктивность не влияет на качество соединений.
- Увеличение скорости пайки из-за быстрого разогрева актуально только при большом количестве стыков. В домашних условиях освободившееся время, пока прибор нагревается, можно использовать для подготовки деталей.
- Для мощных агрегатов требуется больше электрической энергии.
Продуктивность аппаратов подбирается под диаметр свариваемых труб. Для определения минимальной мощности нужно размер сечения в миллиметрах умножить на 10. Монтаж обычно выполняется приборами на 1,2 кВт.
На герметичность стыков влияет стабильность разогрева. Паяльное оборудование способно нагревать полимерный материал до температуры от 50 до 300°C. Однако пайка всегда выполняется при 260°C независимо от диаметра трубных элементов.
 Сварочный аппарат для пп труб с LED-дисплеем
Сварочный аппарат для пп труб с LED-дисплеем
Новичкам рекомендуется использовать нормативные значения. Работать агрегатом с терморегулятором, маховик которого занимает устойчивое положение при выборе температуры и не смещается после легкого прикосновения.
У профессионалов же все действия отлажены. Нагрев и другие операции, специалисты выполняют интуитивно.
Более современные модели выпускаются с цифровыми табло, упрощающие выбор температурного режима. Однако высокотехнологичные устройства стоят больше по сравнению с аппаратами более простой конструкции.
Нагревательные насадки
Если приобретается оборудование с плоской греющей поверхностью, выбирается вариант, позволяющий сразу закреплять несколько разноразмерных насадок для паяльника полипропиленовых труб. Это позволит не тратить время на их смену при монтаже разветвленных инженерных коммуникаций.
Профессионалы советуют располагать греющие колодки максимально близко к торцу паяльника и по увеличению диаметра. Это упростит монтажный процесс. Набор с насадками можно дополнительно приобрести к головкам, входящим в комплект устройства.
Качественные колодки изготавливаются из материала с хорошей теплопроводностью. Такой металл позволяет быстро нагревать ПП части трубопроводных систем.
Все насадки имеют тефлоновое покрытие. Именно оно влияет на качество создаваемых соединений. Если используются колодки с плохим тефлоновым покрытием, к ним прилипает нагретый полипропилен.
 Насадки на паяльник
Насадки на паяльник
При дальнейшей работе он начинает подгорать. Некачественное покрытие быстро стирается. Для выполнения дальнейших работ придется приобретать новый набор насадок.
В комплект обычно входят головки, диаметр которых составляет 20, 25 и 32 мм. Продаются также наборы с колодками 40, 50 и 63 мм.
Комплектация и удобство
Цена оборудования для сварки труб из полимерных материалов зависит от подбираемой комплектации. Доступны три основных вида набора:
- Экономный вариант, состоящий из сварочного агрегата, ключа для регулировки и инструкции. Некоторые производители дополняют его одной или двумя насадками.
- Базовый вариант, реализуемый в компактном чемоданчике вместе с основными нагревательными колодками.
- Полный вариант, продающийся в удобном кейсе вместе с дополнительными приборами. Это подставка, труборез, винты, отвертка, шестигранный ключ. В некоторые комплекты даже входит рулетка и верхонки (руковицы).
 Инструмент для сварки пп труб
Инструмент для сварки пп труб
Удобно пользоваться паяльным оборудованием получится, если опорная часть прибора отличается устойчивостью. Ручка не нагревается и имеет не скользкое покрытие. Более качественные агрегаты оснащаются аварийной системой. В результате, предотвращающей перегрев аппаратов путем их отключения от электрической сети.
Цена и качество
Стоимость устройства для пайки полипропилена зависит от бренда, комплектации и вида прибора. На практике проверено, что хорошее оборудование выпускают зарубежные производители из Германии, Чехии и Турции.
Нередко также приобретаются устройства, изготовленные в России и Украине. Они примерно в 10 раз дешевле, чем германские или чешские модели. Для выполнения небольших объемов работ можно купить китайские аппараты. Недорогие модели продаются минимум за 15-20 у.е.