Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.
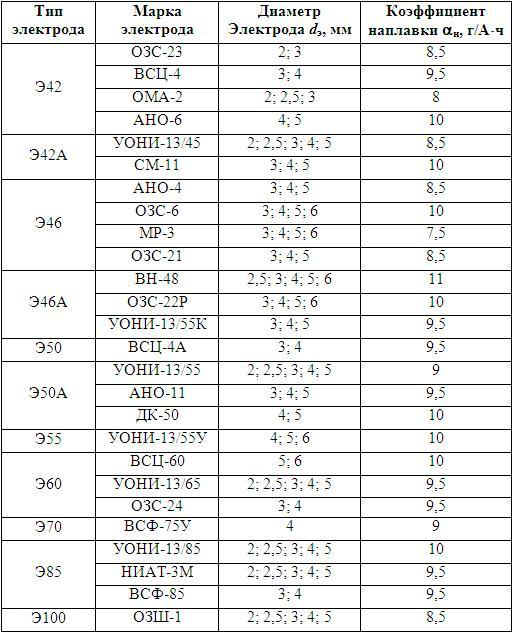
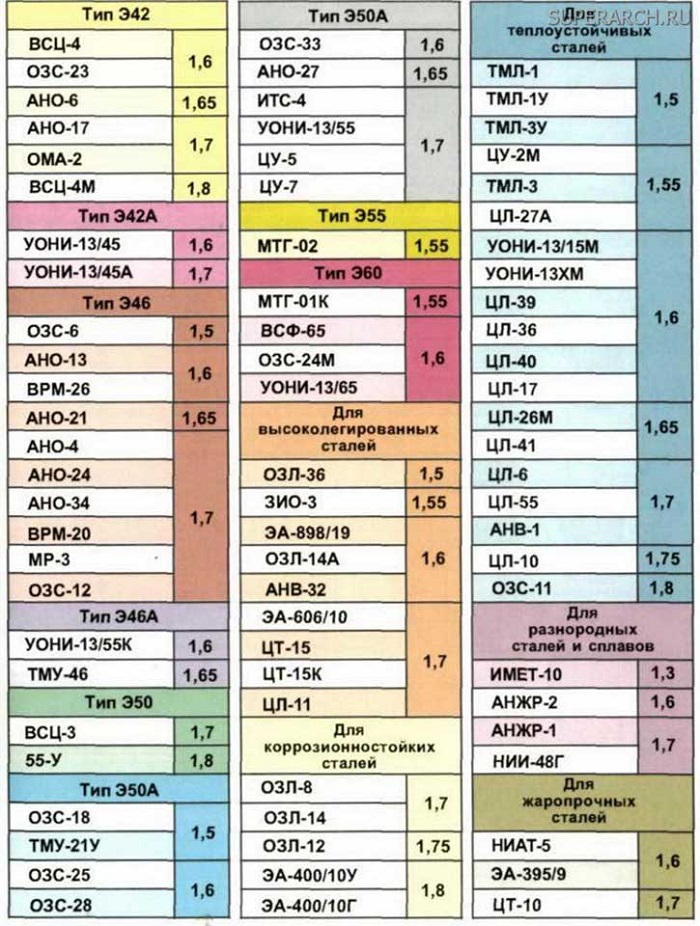 Таблица коэффициентов расхода электродов на одну единицу материала
Таблица коэффициентов расхода электродов на одну единицу материала
А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.
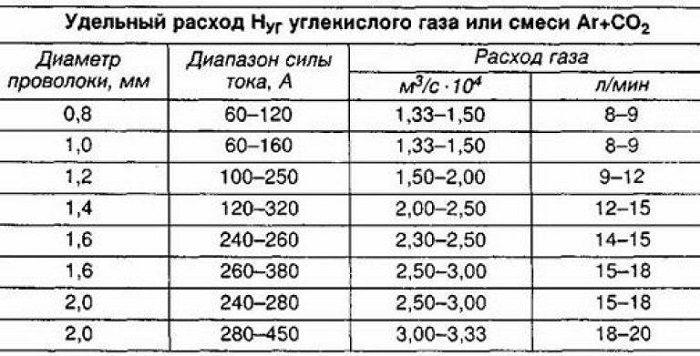 Таблица расхода газа при сварке
Таблица расхода газа при сварке
Лучшие производители
Сегодня даже самый непривередливый покупатель знает какой фирмы товар лучше купить. В нашем случае «Имя» производителя также имеет большое значение. Тем более, что производителей на современном рынке достаточно много и это несколько осложняет выбор. Нас интересует только качественный товар, поэтому познакомимся с лучшими производителями из разных стран.
Россия
Барс
Присадочные материалы этой торговой марки производит компания Barsweld с 2008 года. По характеристикам конечного продукта они составят конкуренцию любому европейскому производителю. В ассортименте компании различные виды расходников, в том числе: нержавеющие, алюминиевые, медные, омедненные, порошковые. Современное оборудование из Европы обеспечивает высокое конечное качество продукта.
ЧЗСМ
В 2012 году начался выпуск присадочных прутков на Череповецком заводе сварочных материалов. Сегодня это один из лидеров среди отечественных производителей, оснащенный самым современным оборудованием и персоналом высокой квалификации. Ассортимент марок и диаметров достаточно широк.
Свармонтажстрой (СМС)
Российская компания из г. Долгопрудный в Подмосковье. Производит сплошную проволоку на уровне мировых стандартов. Товар пользуется повышенным спросом у судостроителей, на предприятиях машиностроения и у моторостроителей, на предприятиях энергетического комплекса и т.д. Система контроля и управления качеством основывается на выполнении положений международного стандарта ISO 9001:2015. В ассортименте два варианта: омедненная и Ультра (без покрытия, с улучшенными характеристиками поверхности).
Судиславский завод сварочных материалов
Производство развернуто в Судиславском районе Костромской области. Основное направление деятельности – изготовление электродов. В 2011 году на заводе введена в строй технологическая линия по производству проволоки двух типов:
- омедненной, полированной с графитовым покрытием, диаметром от 0,8 до 1,6 мм для работ в газовой среде;
- омедненной для разных марок стали, диаметром от 2,0 до 5,0 мм, для сварки с флюсом.
Продукция компании пользуется повышенным спросом
Китай
Прутки китайского производства пользуются повышенным спросом ввиду приличного качества и бюджетной цены. На рынке присутствует значительное количество китайских производителей. Познакомимся с некоторыми из них.
DEKA
Компания производит и поставляет на рынке недорогие и качественные сварочные расходные материалы собственного производства. Ее товар предназначен для полуавтоматов и аргонных аппаратов.
Farina
Компания занята производством проволоки для соединения деталей из низколегированных и углеродистых сталей. Материал востребован в различных отраслях промышленности. Расходник от Farina отличается низкой стоимостью стабильной толщиной, быстрым розжигом дуги. Для сохранения рабочих качеств товара в период длительной транспортировка применяется герметичная упаковка.
Швеция
ESAB
Мировой лидер в производстве сварочных материалов имеет шведское происхождение. Его продукция пользуется повышенным спросом сварщиков во всем мире. Ассортимент марок чрезвычайно широк. Особым спросом пользуется полированная проволока от ESAB. Компания владеет более чем двумя десятками заводов в странах Европы, Азии, Америки.
Elga
Шведская компания. На рынке с 1938 года. В ассортименте все типы присадочных материалов. Продукция фирмы применяется в основном для сборки ответственных конструкций. Оборудование завода самое современное. Имеется исследовательский центр и лаборатория, где разрабатываются новые технические решения.
Италия
Quattro Element
ПРоизводитель известен надежной и качественной продукцией и широким ассортиментом, включающим нержавеющие, флюсовые, алюминиевые и омедненные присадочные прутки. По мнению сварщиков, некоторые из них являются лучшими в мире.
Novofil S.r.L.
Компания по праву считается одним из мировых лидеров в производстве проволоки для работы с низколегированными, малоуглеродистыми, алюминиевыми изделиями. Производятся материалы с медным и бронзовым покрытием. Качество продукции неизменно высокое.
США
Lincoln Electric
Товары для полуавтоматической сварки от этой американской компании гарантируют, стабильную дугу, высокую производительность. Пользуются повышенным спросом у мастеров во всем мире.
Hobart Brothers
Повышенным спросом пользуются сплошные, порошковые и алюминиевые присадочные прутки американской фирмы Hobart Brothers. Продвижением своей продукции на мировом рынке занимаются исключительно менеджеры компании в торговых представительствах по всему миру.
Особенности расчета
Существует формула, которая позволяет осуществить расчет сварочной проволоки на 1 метр шва. Она выглядит так:
В данном случае N означает искомый параметр, а именно, норму расхода, которая будет востребованная для создания шва длиною в 1 метр. Параметр G в формуле показывает вес металла на уже готовом соединении длиною в 1 метр. К – это коэффициент перехода, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Длина в 1 метр взята для удобства расчетов и последующего использования.
Чтобы выяснить G (вес наплавленного материала на отведенном участке), требуется следующая формула:
Здесь F показывает площадь поперечного сечения шва в квадратных миллиметрах. Следующее значение «у», обозначает удельную массу металла или его сплава в используемой проволоке, отсюда и возникает большая разница значений для каждой отдельной марки. L – берется за 1, так как показывает количество метров созданного шва. Соответственно, благодаря изменению L можно рассчитать параметр и для других значений длины.
Данные формулы предназначены для вычисления нижнего положения сваривания. Для других требуется итоговый параметр умножать еще на коэффициент поправки К. Соответственно, конечная формула будет N*К.
- Для нижнего положения коэффициент = 1;
- Для полувертикального положения коэффициент = 1,05;
- Для вертикального положения коэффициент = 1,1;
- Для потолочного положения коэффициент = 1,2.
При полуавтоматической сварке учитываются такие факторы как:
- Наличие и тип защитного газа;
- Характеристики оборудования для сварки;
- Диаметр присадочного материала;
- Характеристики основного металла.
Благодаря таким простым расчета можно легко определить нормы расхода проволоки при сварке под флюсом и другими методами. Некоторые данные, такие как вес 1 метр сварочной проволоки, можно узнать самостоятельно, другие же приходится узнавать из справочников и прочих мест.
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.
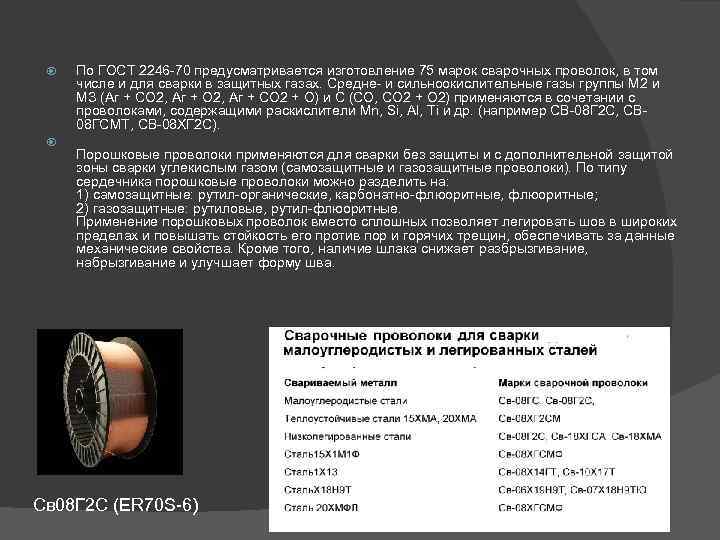
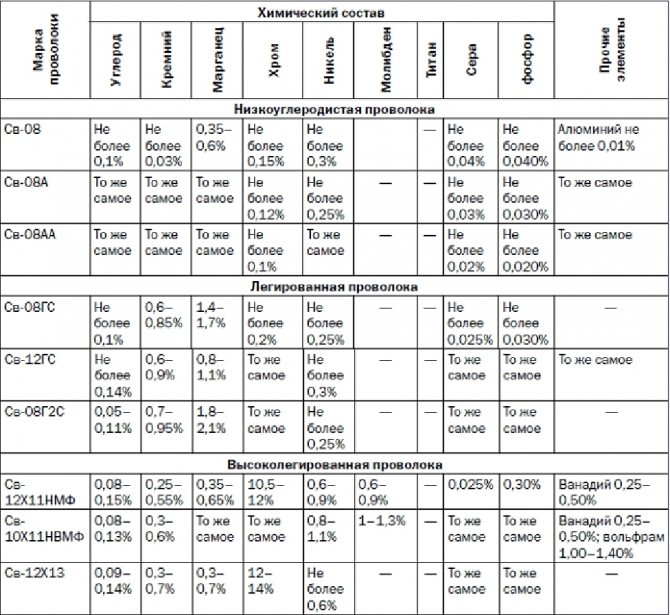
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
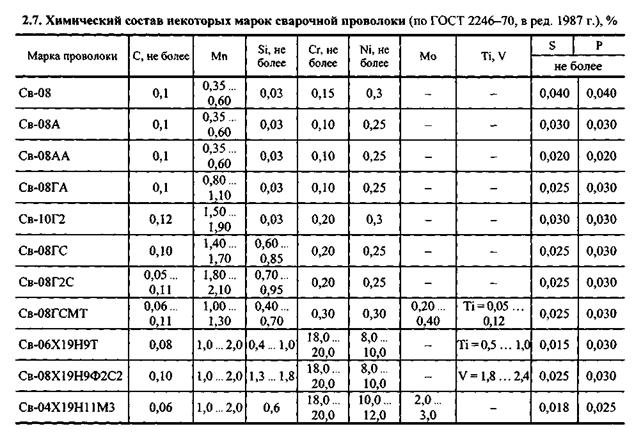
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
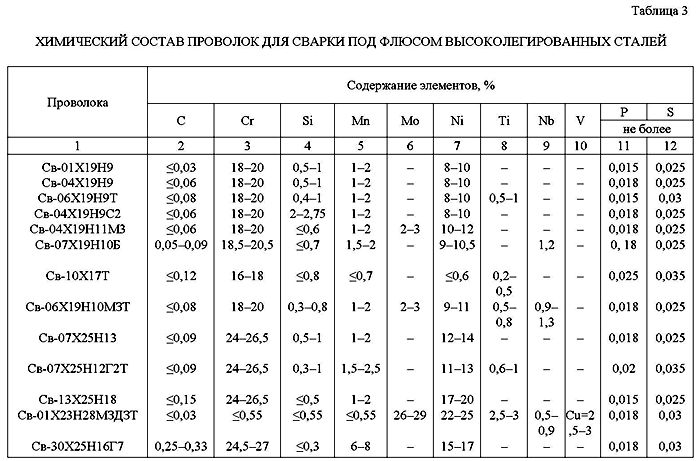
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
|
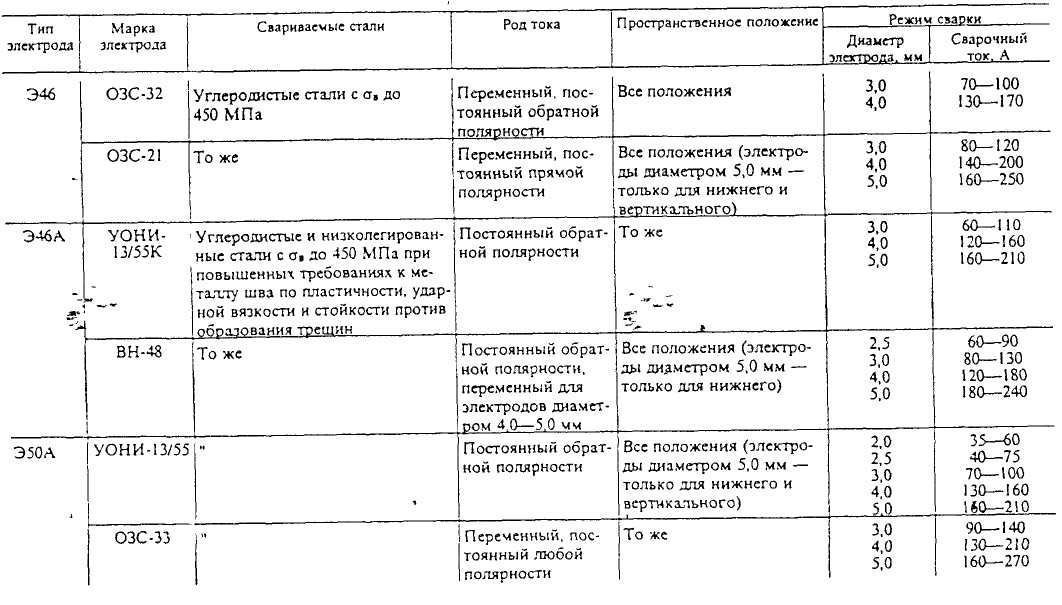
Условия сварки |
Рекомендуемая проволока |
|
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов |
Св-08Г2С |
|
Низкоуглеродистые и низколегированные стали в аргоне и гелии |
Св-08ГС |
|
Сварка в углекислом газе на открытом воздухе |
Св-20ГСЮТ |
|
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе |
Св-10ХГCН2MЮ |
|
Металлоконструкции из стали 10ХСНД в углекислом газе |
Св-08Г2СДЮ |
|
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе |
Св-10ХН2Г2СМА |
|
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе |
Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
|
Марка стали |
Марка проволоки при сварке |
|
|
в азоте, гелии |
в углекислом газе |
|
|
20ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-08Г2С |
|
30ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
|
12XM |
Cв-08XM |
Св-10ХГ2СМА |
|
15ХМ |
Св-08ХМ |
Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
|
12Х1МФ |
Св-08ХМФА |
Св-08ХГСМФА |
|
15Х1МФ |
Св-08ХМ |
Св-08X1М1ГСФ |
|
15X5M, 15X5, 15Х5ВФ |
Cв-10X5M, Св-08Г2С |
Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.



Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
|
Марка стали |
Марка проволоки |
|
Хромистых |
|
|
08X13 |
Св-12Х13, Св-08Х14ГНТ |
|
08X17Т |
Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
|
15X25T |
Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
|
0X13 1X13 |
Св-10Х13, Св-06Х14 |
|
2X13 |
Св-08Х14ГТ |
|
Высоколегированных |
|
|
12X18H10T, 12X18H12T, 08Х19Н10Т |
Св-06Х19Н9Т |
|
03X18H11 |
Св-01Х19Н9 |
|
08Х22Н6Т |
Св-07Х25Н13 |
|
08Х18Н12Б |
Св-07Х19Н10Б |
|
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т |
Св-06Х19Н10М3Т |
|
08Х20Н14С2 |
Св-04Х19Н9С2 |
|
10Х23Н18 |
Св-10Х20Н15, Св-07Х25Н13 |
|
06Х23Н28МДТ |
Св-01Х23Н28М3Д3Т |
|
03X16H15M3 |
Св-04Х19Н11МЗ |
|
08Х18Г8Н2Т |
Св-08Х20Н9С2БТЮ |
Лучшая активированная сварочная проволока
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки. Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.
СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
Плюсы: Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.

Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки. Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
- Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Метод пневматической проверки
 Пневматический контроль герметичности выполняется с помощью сжатого воздуха. Он применяется для контроля сварных швов трубопроводов, которые работают под высоким давлением. Для этого изделие погружают в ванную с водой, после чего внутрь его подают сжатый воздух до тех пор, пока давление внутри изделия не будет превышать рабочее на 30-50%.
Пневматический контроль герметичности выполняется с помощью сжатого воздуха. Он применяется для контроля сварных швов трубопроводов, которые работают под высоким давлением. Для этого изделие погружают в ванную с водой, после чего внутрь его подают сжатый воздух до тех пор, пока давление внутри изделия не будет превышать рабочее на 30-50%.
Если речь идет о крупногабаритном изделии, которое невозможно поместить в ванную с водой, то его покрывают специальным пенным раствором, после чего внутрь подается сжатый газ, который будет свидетельствовать о дефекте наличием на поверхности пузырьков.
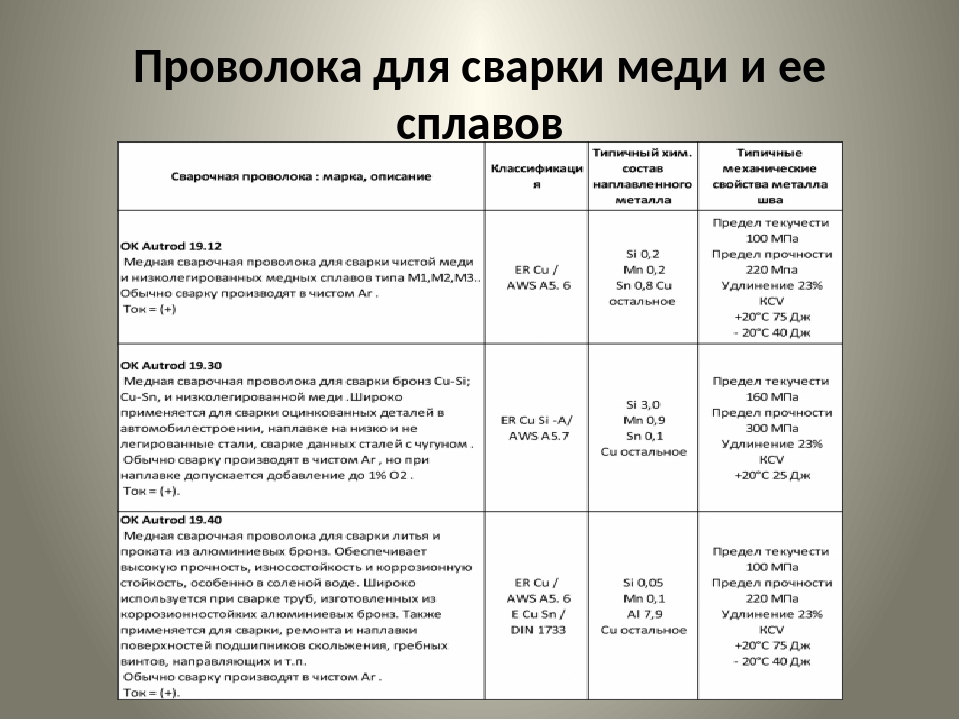
Алюминиевая проволока для полуавтомата
Проволока для сварки алюминия полуавтоматом применяется в тех случаях, когда необходимо соединить поверхности из алюминия и его сплавов в среде защитных газов. Кроме собственно алюминия, расходный материал содержит железо, кремний, марганец и магний. Процесс сваривания довольно сложен, так как алюминий имеет меньшую температуру плавления, чем образующаяся на его поверхности оксидная пленка
Крайне важно подобрать сварочный ток большей величины; токосъемные наконечники должны иметь больший диаметр отверстия
Проволока для сварки алюминия полуавтоматом широко распространена в промышленности (особенно пищевой), судо- и авиастроении. Можно выполнять тавровые, стыковые швы, а также соединять листы металла внахлест. Качественная алюминиевая проволока для полуавтомата, кроме легкоплавкости, должна иметь следующие характеристики:
- Отличную электро- и теплопроводность.
- Небольшую массу.
- Низкую биологическую активность.
- Устойчивость к влаге и агрессивной среде.
- Прочность.
- Гибкость.
- Большой срок хранения.
Межгосударственный стандарт предполагает, что алюминиевая сварочная проволока для полуавтомата изготавливается повышенной прочности (АТп), твердая (АТ), полутвердая (АТП) и мягкая (АМ). При сварке алюминиевой проволокой для полуавтомата стоит следить за тем, чтобы длина дуги не превышала 12-15 мм. Иначе вполне вероятно, что металл будет прожжен.
Для сваривания алюминия полуавтоматом без газа подойдет порошковая присадочная проволока. Однако учтите: она придает некоторую пористость сварному шву, поэтому ей лучше сваривать изделия, которые не подлежат интенсивной нагрузке.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Порошковая проволока для полуавтомата
Порошковая проволока для полуавтомата, она же проволока с флюсом, применяется без участия защитного газа. Она изготавливается в форме трубки, которая содержит флюс. Масса его может составлять от 15 до 40 % массы изделия.

Проволокой с флюсом можно производить сварку по нержавейке, по алюминию, меди, титану, стали. Кроме проведения сварки полуавтоматом в нормальных условиях, эту проволоку используют при варении под водой, соединении арматуры, принудительном создании шва. Однако, по свидетельствам профессионалов, полую трубку невозможно заполнить порошком, если в ней отсутствуют поры. Поэтому нельзя гарантировать, что зона сварки будет полностью сплошной и сверхпрочной. Кроме того, необходимо хорошо очищать металлические поверхности от образующегося шлака. Используется преимущественно в нижнем положении.
При всех ее недостатках, флюсовая проволока для полуавтомата без использования газа вам нужна, если:
- Планируется применение высокоплотного тока (примерно 200 А на мм2),
- Вам предстоит большой объем работ.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
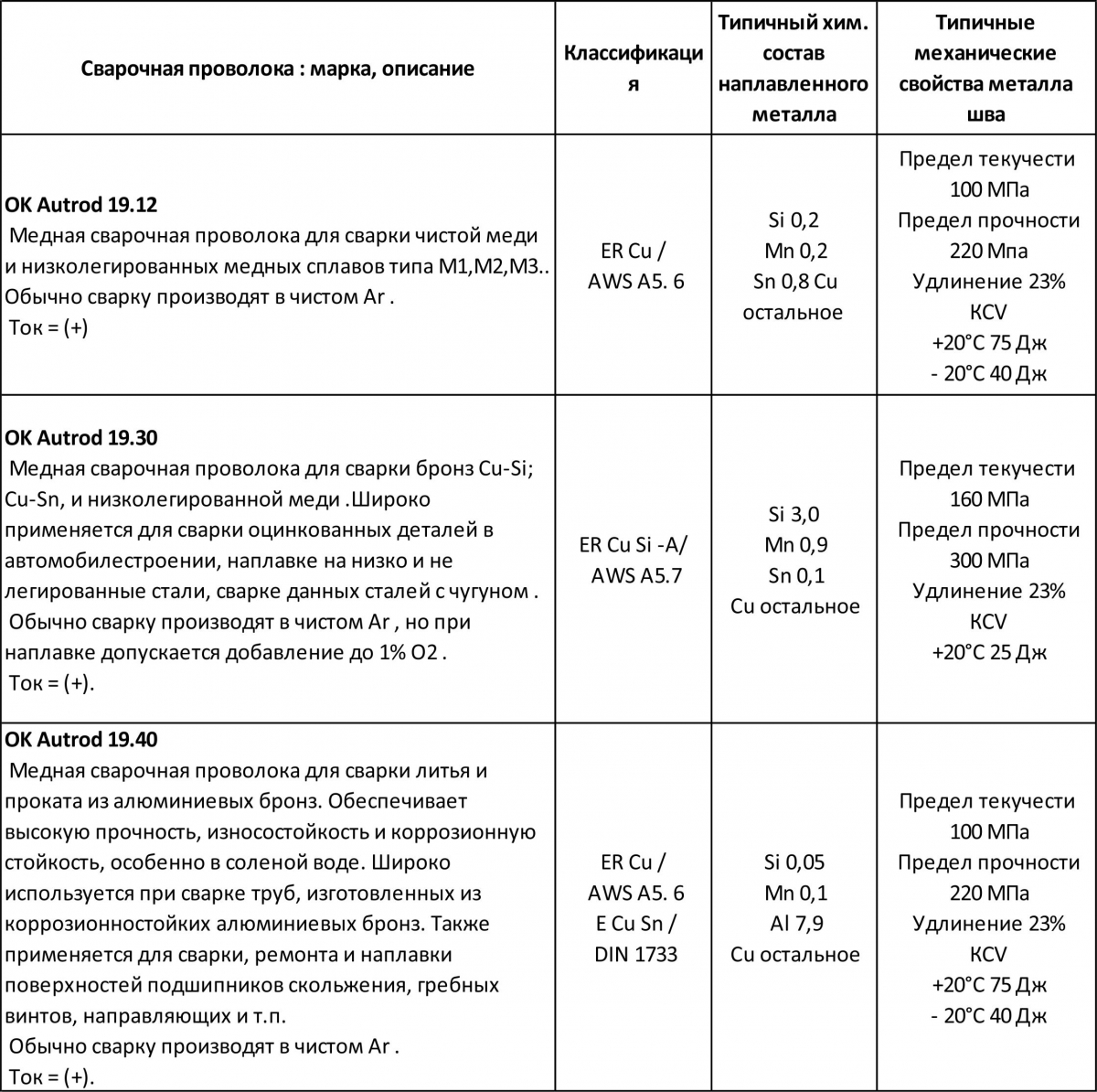
Проволока, прутки
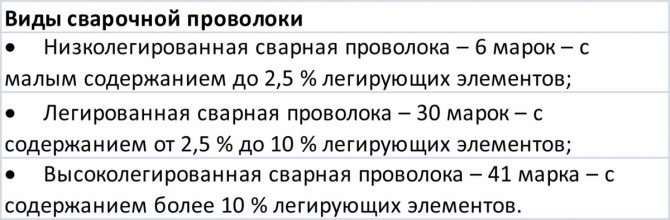
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.
 Проволока и прутки подбираются в зависимости от типа свариваемого материала
Проволока и прутки подбираются в зависимости от типа свариваемого материала
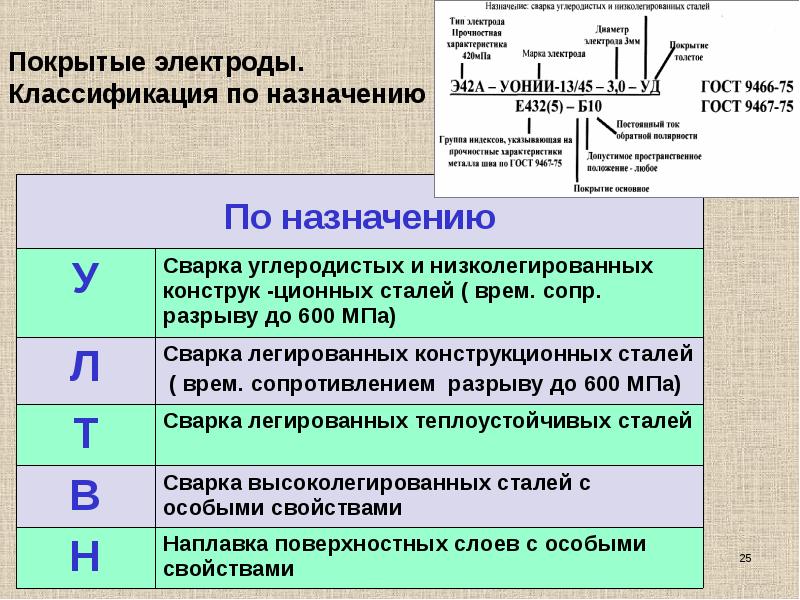
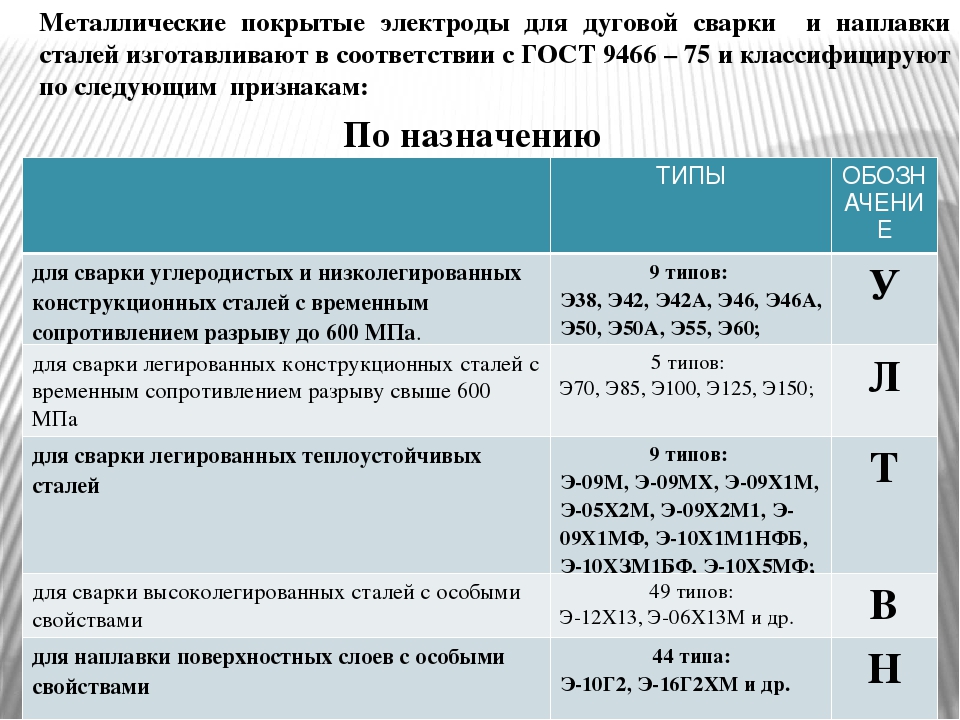
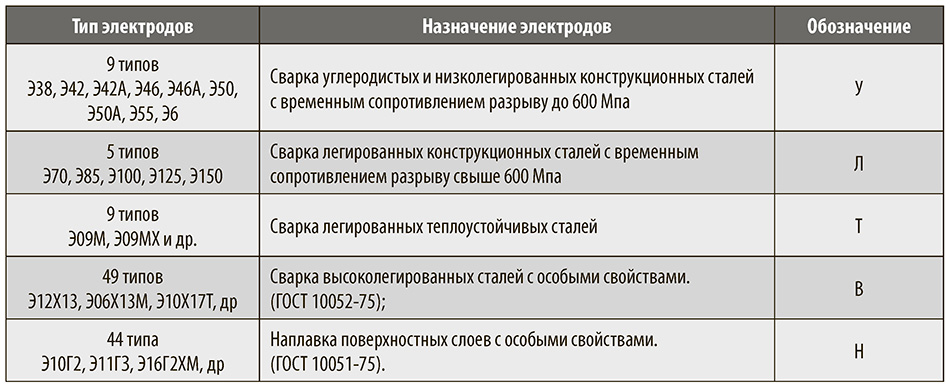
Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
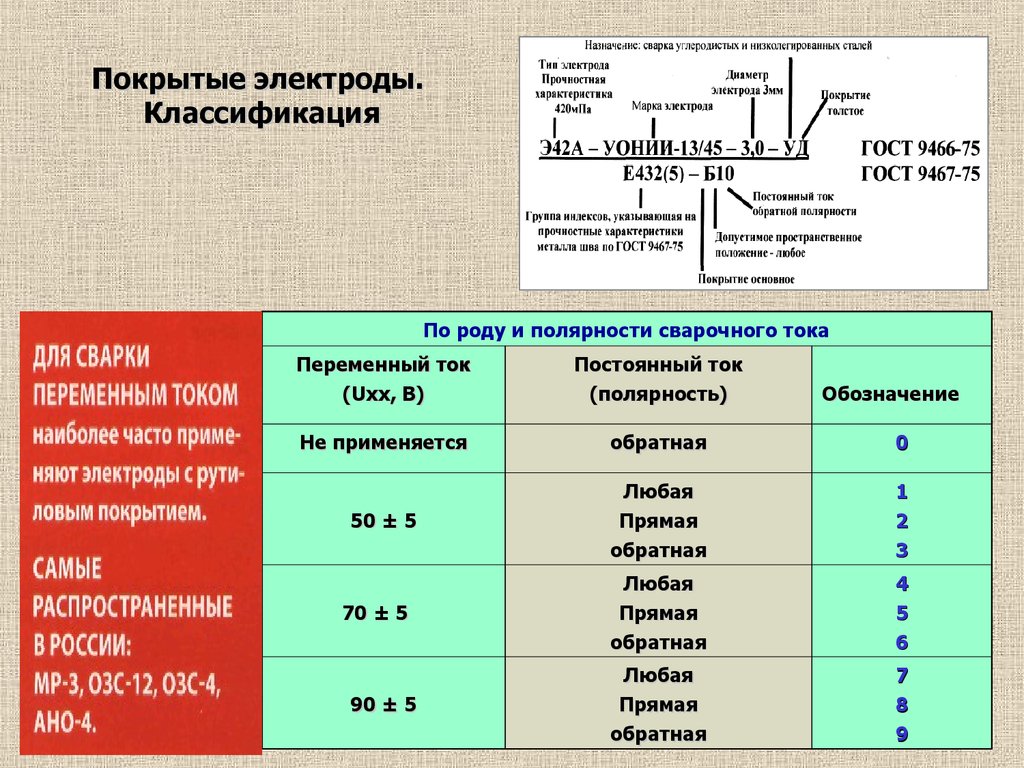
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.
 Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.
 Газ для сварки нужно подбирать в зависимости от их назначения
Газ для сварки нужно подбирать в зависимости от их назначения
Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.
 Флюсы защищают свариваемые поверхности от окисления
Флюсы защищают свариваемые поверхности от окисления
Подведём итоги
В нашей статье изложен материал об известных способах сварки нержавеющей стали с маркировкой 12х18н10т. Каждый год технологии расширяются и прогресс движется вперед.
Неизменным остается одно: для высококачественных изделий и швов нужно обладать большим опытом и придерживаться всех сварочных процессов. Немаловажным будет и наличие профессионального оборудования для сварки.
Если Вы только начинаете разбираться в сварочном деле, вам не стоит переживать. Сначала у вас не выйдет получать прочное соединение, это вполне нормально. По мере развития вы будете совершенствовать свои навыки.