
Что такое художественная ковка
Первые находки, которые можно отнести к изделиям художественной ковки, датируются 2-3 тысячелетием до нашей эры, то есть технология изготовления элементов декора кузнецами использовалась еще задолго до появления стали и железа. В течение веков искусство только совершенствовалось, появились новые материалы и инструменты, вплоть до нашего времени с индустриальным оборудованием и точными приборами.
Пример художественной ковки: шлем, конец 12-начало 13 веков.
Это технология, с помощью которой производят изящные изделия как бытового назначения, так и для декора.
Продукция может быть различной, элементы художественной ковки украшают входные двери, ворота или калитки, детали мебели или светильники и многие другие вещи.
Главная черта, которую имеет такая ковка металла, это наличие определенных изображений и орнаментов: ветвей деревьев и цветов, животных и птиц и других узоров, простых и сложных.
Такие изделия ценились всегда, кованные изящные вещи были признаком достатка и определенного статуса. И даже сегодня в наш век современных машинных технологий ничего не изменилось, так как тонкая ручная работа стоит очень дорого и доступна определенному классу людей.
Она подчеркивает индивидуальность и вкус собственника, а также может стилизовать жилье под определенную временную эпоху.
В каких стилях используют
При подборе нестандартных металлических украшений и мебели, нужно обязательно учитывать стилистику интерьера. Преобладающие геометрические формы, узоры позволят найти подходящие модели. При поиске можно использовать и следующую подсказку:
прованс;
Модель должна включать тонкие цветочно-лиственные части.

скандинавский;
Строгая геометрия, отсутствие сглаженных деталей являются главными критериями подбора.
рококо;
Для такой стилистики подойдут изделия с утонченными линиями, переходами к массивным украшениям.
восточный;
Тончайшие витиеватые переплетения, волнообразные переходы считаются самыми подходящими для этого направления.
лофт.
«Грубые» переходы, резкость, преобладание точных геометрических форм — главные критерии подбора для такой стилистики.
Оборудование для ручной художественной ковки
В набор оборудования для художественной ковки входят три группы инструментов и приспособлений:
- Защитные средства, монтируемые на станки и приспособления (кожухи, экраны) или одеваемые на кузнеца (фартуки, рукавицы, шапки)
- Оборудование для температурной обработки – газовые, электрические (индукционные) или угольные горны, системы нагнетания воздуха в горн, системы подачи топлива в камеру горения, контрольно-измерительные приборы.
- Оборудование для черновой ковки – механические молоты, матрицы для вырубки и резки, прессы.
- Ручной инструмент для художественной ковки: молотки (средние – на 1,5 килограмма и крупные – на 10-15 килограмм), зубила, пробойники, клещи, оправки, матрицы для тонколистовых заготовок со сложным профилем.
- Шаблоны для «холодной ковки». С помощью таких инструментов можно выполнить холодную гибку, скручивание или навивку.
Кроме того, в комплекте «кузнечного» оборудования обязательно присутствуют сварочные аппараты, с помощью которых осуществляется сборка крупноформатных изделий, состоящих из множества мелких деталей.
Оборудование и инструменты
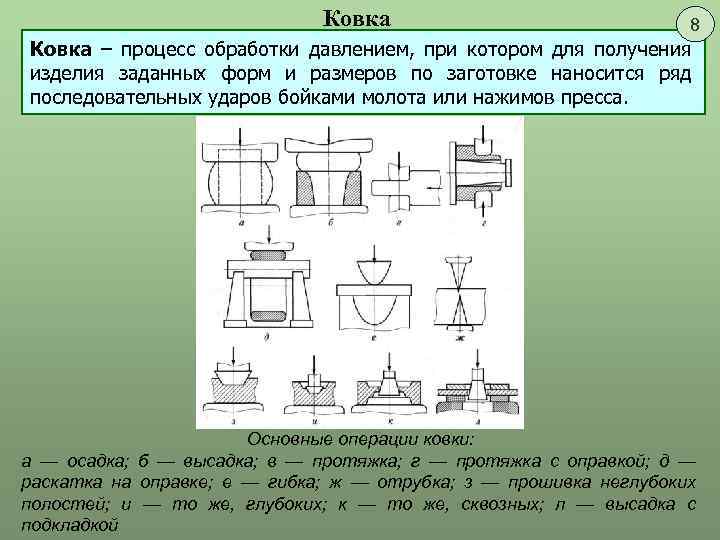
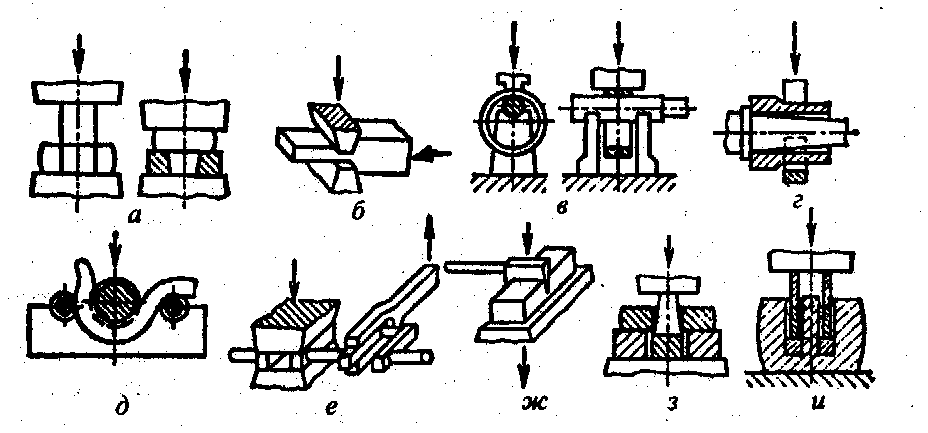
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием. Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу. Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.
Разновидности ковки
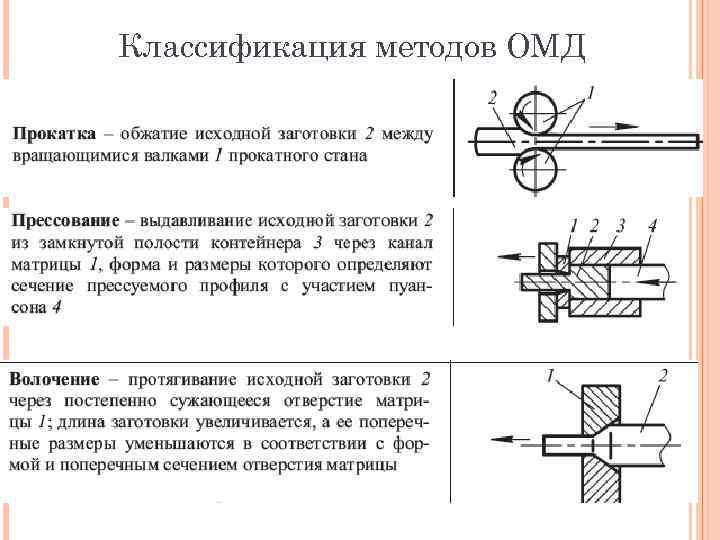
Классификация процессов ковки металла может быть произведена по следующим параметрам:
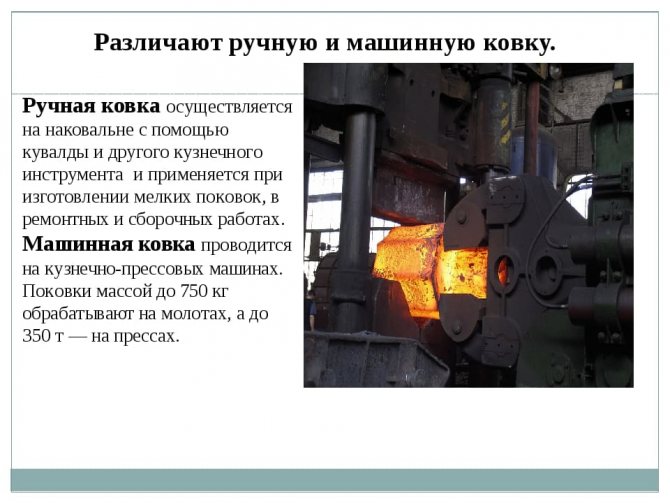
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.


Средний диапазон ковочных температур – от 12000С до 8000С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 1000С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 300С превышают верхнюю границу ковки.
При превышении температуры неопытными нагревальщиками могут произойти два неприятных явления – перегрев и пережог металла. В первом случае структура нагретого металла становится крупнозернистой, что повышает опасность растрескивания заготовки, особенно при интенсивном формоизменении. Перегрев устраняется медленным охлаждением исходной заготовки и её повторным нагревом до необходимых температур. Если же ещё больше перегреть заготовку, наступает пережог металла, сопровождающийся необратимыми изменениями в его микроструктуре. В частности, происходит расплав неметаллических включений (например, серы), и исправить такой брак уже невозможно.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…7000С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Разница между художественной ковкой и литьем
Иногда при выборе материалов могут возникнуть проблемы с подбором оптимального варианта. Что касается ковки, то многих путает разница между художественной ковкой и художественным литьем. Отличие состоит в том, что литье используется преимущественно для оформления улиц, а также для изготовления больших элементов для домов и квартир. Для массивных изделий используется чугун с различными добавками, а более мелкие детали и украшения изготавливаются из олова или бронзы.
В отличие от литья ковка более точная. В дополнение к этому она также более ажурная и прочная. Для ковки используются такие материалы, как медь, бронза, алюминий, латунь, титан, а также различные сплавы металлов. Для различных декоративных вставок обычно используются цветные металлы, часто с добавлением полимеров. Ажурные элементы художественной ковки можно сочетать с вставками из стекла или витражей, перламутра и др.
Преимущества и недостатки горячей ковки
Метод горячей ковки не предусматривает изготовление однотипных изделий. Поскольку при этой трудоемкой работе затрачиваются значительные человеческие ресурсы, то уникальные художественные композиции стоят недешево.
Таблица 2. Преимущества и недостатки горячей ковки
| Плюсы горячей ковки | Минусы горячей ковки |
| Эксклюзивность продукции: абсолютно одинаковые изделия отсутствуют | Низкая скорость изготовления |
| Широкий ассортимент: он ограничивается только фантазией кузнеца и заказчика | Высокие трудозатраты |
| Доступно изготовить изделие любой дизайнерской сложности | Невысокая точность при соблюдении размера |
| К подбору исходного материала не выдвигаются строгие требования | Невозможность массового производства |
| После горячей ковки упрочняется металл | Высокая цена |
| Обработанный горячим способом металл слабо подвергается коррозии и окислению | |
| У продукции горячей ковки высокая престижность |
Технология горячей ковки может подразумевать использование такого оборудования, как машинный, паровой или гидравлический молот. Но основная работа все равно выполняется руками.
Холодная художественная ковка

В процессе производства современных предметов мебели, а также разных видов бытовых защитных конструкций такой метод как холодная художественная ковка практически не используется. В первую очередь, это связано с тем, что данный метод основывается на применении заранее подготовленных металлических заготовок.
Сам процесс изготовления таких металлических заготовок происходит на специальном оборудовании в автоматическом режиме. В дальнейшем для ручной сборки применяется технология холодной сварки.
Как бы это ни странно звучало, именно использование заготовок уменьшает шанс получения оригинальной детали. Тем не менее, изделия полученные таким способом обладают достаточно неплохими эксплуатационными качествами: надежностью, качественностью, прочностью, износостойкостью, а также длительным сроком службы. Методом отличается также и своей доступной ценовой категорией.
Наиболее часто технологию используют для защитных сооружений, для которых такие качества как практичность и надежность находятся на первом месте. В редких случаях может использоваться в ювелирном промысле, поскольку под воздействием сильных ударов металл уплотняется, а также теряет свою пластичность, в результате чего появляется наклеп.
В спальне
Изысканное оформление спальни легко достигается при использовании металлической мебели. К ней относится кровать, туалетный столик с зеркалом, этажерки для книг и цветов. Оригинально дополнить спальное ложе поможет и выполненная в подобной стилистике скамейка
Важно, что для создания привлекательного оформления можно заменить всю привычную мебель, светильники. К примеру, обычные бра поменять на бра с металлическими филигранными каркасами
А вот прикроватную тумбочки можно заменить на прикроватный столик с уточненным каркасом и стеклянной столешницей. Привнести в общий вид помещения уют и комфорт поможет и установка журнального столика вместе с парой стульев. Их можно располагать возле окна или напротив декорированной картинками, зеркалом стенки. Такая композиция будет выглядеть изысканно и элегантно.
Этапы развития бизнеса
Большое значение имеет выбор места, где будет располагаться мастерская. В настоящее время осуществляется строительство большого количества поселков элитного класса. Дома в них будут принадлежать успешным предпринимателям, чиновникам, российской элите. Расположение мастерской на пути в эти места и должен предусматривать составляемый бизнес-план. Художественная ковка в этом случае быстрее станет востребованной.
Однако задуманное удается осуществить не всегда. Поэтому потребуется предусмотреть расходы на проведение рекламной компании в Интернете. Их также следует учесть в тот период, когда составляется бизнес-план. Художественная ковка может рекламироваться посредством объявлений на уличных билбордах, на телевидении и в местных СМИ. Только в таком случае бизнес-идея начнет приобретать реальные очертания.
Виды художественной ковки металла
Для проведения художественной ковки обязательно учитывается материал детали. От этого зависит вид ковки, которая бывает:
- Горячая.
- Холодная.
Горячий метод
Элементы художественной ковки, имеющие сложный орнамент, требуют предварительного нагрева материала, чтобы получить определённый уровень пластичности.
Особенности холодной ковки
Элементы холодной ковки, купить которые можно в специализированных магазинах, изготавливаются несколькими способами:
- Операция выполняется без нагрева, на холодную.
- Деталь нагревается до 200—250 градусов.
Основным преимуществом деталей, полученных холодной ковкой, считается высокая точность готового изделия. На поверхности таких кованых деталей отсутствует окалина. Холодная ковка даёт возможность изготавливать рельефные элементы, используя листовые заготовки. Такая методика применяется для обработки цветных металлов.


Чтобы получить художественную композицию, готовые элементы необходимо соединить. При обычной сварке получается некрасивый вид, шов имеет пониженную прочность, детали приходится зачищать. Профессионалы пользуются для соединения деталей кузнечной сваркой.
https://youtube.com/watch?v=fSFOri156Kk
Виды ковки
Если посмотреть на стилистику ковки, то можно понять, что выполняется она практически из любого вида. Это одно из важнейших преимуществ. Можно сделать как простые строгие вещи, так и насыщенные, обладающие весьма сложными и индивидуальными рисунками. А ещё очень легко сделать привязку к разным архитектурным стилям.
С точки зрения технического плана, ковка разделяется на несколько разновидностей:
- Горячая.
- Холодная.
Безусловно, эти разновидности имеют очень много общих черт, а ещё они оба на выходе предоставляют одинаковые изделия, но холодная и горячая ковка имеет ещё и множество различий. В первую очередь речь идёт об индивидуальности и стоимости. Чтобы понять всё вышесказанное, нужно более подробно разобраться с каждым из видов.
Горячий способ
Это классический метод изготовления декоративных изделий. Используют металл, который сначала разогревается до очень высокой температуры, а потом с помощью специальных приспособлений ему придают определённую форму. В современных цехах уже не используют горны на меха, да уже и нигде не встретишь здорового молотобойца.
На смену старым методам пришли электрические двигатели, пневматические молоты, сверлильные и отрезные станки, а также электросварка. Но необходимо отметить, что принцип ручной ковки остался все тем же, что и 200 лет назад. Прелесть и красота результата ковки заключается в том, что мастер способен придать нужную форму и очертание любому металлу.
Холодная ковка
В данном методе единичный ручной труд будет заменяться машинным. При помощи унификации и штамповки разнообразных художественных элементов получается очень красивый конструктор. Если имеется сварочный аппарат и минимальные навыки, то кованые изделия можно изготовить и своими руками. Производители предоставляют очень большие каталоги. В них можно очень легко найти различные эскизы, которые можно исполнить своими руками.
Плюсы холодной ковки:
- Относительно небольшая стоимость изделий по сравнению с ручной ковкой.
- Доступность материалов.
- Возможность получить разные рисунки и скрепить художественные элементы между собой.
- Можно изготавливать материалы своими руками.
Минусы:
- Ограниченность рисунков.
- Стандартизация элементов.
Изучив минусы и плюсы, можно понять, что холодная ковка является хорошей альтернативой ручной, особенно если не хочется тратить слишком много денег на продукт.
Торсионы
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.
Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Кованые часы в интерьере
Часы, включающие декоративные металлические части, смотрятся уместно в любом помещении. В качестве дополнительных материалов для них применяются дерево, разноцветное стекло, керамика. Мастерами изготавливаются и полностью металлические модели. Их индикация, циферблат, каркас производятся из железа, сплавов меди и алюминия. Существуют металлические модели настольного, настенного типа. Первые имеют прочный каркас-подставку. Вторые могут состоять полностью из металлических частей, оснащаться декорированным обрамлением вокруг корпуса. Размеры и формы моделей разнообразны. Одними из самых популярных считаются «скелетоны». Все детали в них хорошо просматриваются. Состоят «скелетоны» из прутов, шестеренок. В просторных комнатах рекомендуется вешать настенные крупные модели. При ограниченной площади лучше выбирать настольные часы.
Технология ковки
Настоящая кованая вещь ручной работы изготавливается методом горячей ковки. Только путем нагрева металла можно выковать эксклюзивную вещь, не похожую на другие. Следует отметить, что ковка без предварительного нагрева применяется, в основном, при работе с цветными металлами, которые обладают сравнительной мягкостью. Холодная ковка (хотя и существует такой термин) к стали не применяется и обозначает, скорее, сварку в единое целое заранее изготовленных элементов и деталей.
При нагреве металла около 800-900 грудусов (более высокая температура снижает качества кованой вещи) он приобретает необходимую мягкость и пластичность. Дальнейший процесс полностью зависит от мастерства и фантазии кузнеца: при помощи различных инструментов он превращает горячую заготовку в деталь, элемент или уже готовую вещь и охлаждает ее в холодной воде.
Кованые ворота и калитка из профнастила.
(фотографии, инструкция, видео мастер-класс)
Рассмотрим на примере как же сделать красивые ворота из профнастила своими руками?
Если вы считаете, что все ворота из профнастила однообразные, то вам стоит посмотреть на следующую модель. Она, как раз-таки, является примером обратного утверждения. Хоть эта модель и выглядит сложной в плане создания, в её основе лежат всё те же принципы, о которых я говорил вам ранее в этой статье. Всё так же начинается с создания каркаса из профильной трубы, только вместо внутренних перемычек мастер закрепил в нём кованный металлический узор, сделанный своими руками. Далее мастер просто покрыл каркас ворот и калитки чёрной краской, установил его и обшил профнастилом, ничего сложного в этом нет, но зато какой впечатляющий эффект производят эти распашные металлические ворота. Так что если у вас есть определённые умения, желание и немного времени, вы легко можете создать нечто подобное своими руками.
Подробная фото-инструкция Вам в помощь!
Источник идеи и фотографий, видео мастер-классПервая часть: https://www.youtube.com/watch?v=Z2pnmjgVxTwВторая часть: https://www.youtube.com/watch?v=qQelqyrYjSQТретья часть: https://www.youtube.com/watch?v=G_PDTc17PK0Четвёртая часть: https://www.youtube.com/watch?v=mfNOatHH7JgОригинальное название: Кованые ворота новая технология Автор видео: Миша Коваль

Как установить забор на наклонной поверхности.
(фотографии, видео мастер-класс)
С установкой забора на ровной плоской поверхности всё понятно. Но как же установить забор из профнастила на наклонной поверхности своими руками?
Это уже немного сложнее, но для нас не существует никаких проблем! Давайте поразмышляем над тем, что можно сделать в такой ситуации.
Существует три варианта установки забора на наклонной, неровной плоскости своими руками:
- Самый банальный способ – засыпать поверхность землёй, тем самым создав поверхность одного уровня;
- Немного сложнее – забетонировать плоскость;У этих двух методов борьбы с неровностями поверхности при установке забора своими руками один общий минус: большая трата времени, средств и материала, значит, они нам не подходят, ведь наши главные цели: практичность и экономия. Так что же делать? Есть ещё один выход!
- Установка столбов на разном уровне;Если наклон поверхности не изменяется на всём её протяжении или меняется незначительно, можно воспользоваться именно таким способом. Столбы из профнастила устанавливаются с понижением уровня от максимального к минимальному, при этом, высота их относительно поверхности земли должна оставаться неизменной. Ну и, перекладины между столбами, соответственно, крепятся по тому же принципу. Затем, в самом конце, на такую конструкцию просто крепится профнастил.
Пример использования такой системы вы можете увидеть на следующих фотографиях.
Источник идеи и фотографий, видео мастер-класс: https://www.youtube.com/watch?v=WBNS3tdf8fcОригинальноеназвание: Fencing Mildura – Panel Fence Video 2 002.movАвтор видео: FencingMildura
Камин и ковка
Наличие настоящего камина в просторном зале частного дома создает особый уют и комфорт. Для дополнительного выделения такого предмета в общем оформлении применяются металлические решетки. Они могут практически полностью закрывать топку или лишь обрамлять ее нижнюю часть. Для создания максимально безопасных условий использования камина металлические украшения могут фиксироваться не на кирпиче, а на стекле, закрывающем топку. Наличие небольшой ручки позволяет легко открывать и закрывать его, вкладывать дрова. Металлическое декорирование камина может проводиться и вокруг самой топки. Для такой стилизации крепление украшений осуществляется прямо к кирпичу. Хорошо дополнит общий вид камина и установка рядом с ним металлической поленницы, подставки для кочерги, совка и других аксессуаров.
Необходимый материал
После оснащения мастерской оборудованием понадобится вложить деньги в покупку расходного сырья и метизов. Прежде всего, это должны быть металлические пруты, имеющие диаметр от восьми до двадцати миллиметров. Такой расходный материал потребуется для изготовления спиральной завивки и продольного скручивания, для получения «корзинки».
Художественная ковка, своими руками производимая, потребует наличия квадратов и уголков, листов и труб. Как правило, ассортимент заготавливаемого сырья напрямую зависит от вида заказа. Что касается характеристик металла, то опытные кузнецы рекомендуют приобретать низкоуглеродистую сталь, имеющую маркировку «Ст0», «Ст1», а также «Ст2». Этот материал лучше всего подойдет для художественной ковки.
В списке расходных материалов находится краска, предназначенная для антикоррозийной защиты. При этом можно приобрести даже автомобильную. Два-три слоя такой краски с высокой степенью надежности защитят изделия от воздействия неблагоприятных факторов.
В качестве расходных материалов должны быть приобретены зачистные и отрезные круги, грунтовка и электроды, а также растворители.