Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.
 Коротко говоря, без флюса невозможно ни одно качественное паяное соединение
Коротко говоря, без флюса невозможно ни одно качественное паяное соединение
Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства
Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование
Основные характеристики и область применения припоев
| Температур плавления, °С | Прочность при растяжении, кг/мм | Применение | ||
| ПОС-90 | Олово — 80…91, свинец — остальное | 220 | 4,9 | Для пайки пищевой посуды и медицинских инструментов |
| ПОС-61 | Олово — 60… 62, свинец — остальное | 190 | 4,3 | Для лужения и пайки в аппаратуре, где недопустим перегрев |
| ПОС-40 | Олово — 39…41, свинец — остальное | 238 | 3,8 | Для пайки в электроаппаратуре и деталей из оцинкованной стали |
| ПОС-ЗО | Олово — 29…31, свинец — остальное | 256 | 3,3 | Для лужения и пайки деталей из меди и ее сплавов и стали |
| ПОС-10 | Олово — 9.. .11, свинец — остальное | 299 | 3,2 | Для лужения и пайки контактных поверхностей в электроаппаратуре |
| ПОС-61М | Олово — 60…62, медь — 1,2.. .2, свинец — остальное | 192 | 4,5 | Для лужения и пайки электропаяльником тонких медных проводов, печатных проводников и фольги |
| ПОСК 50-18 | Олово — 49.. .51, кадмий — 17… 19,свинец — остальное | 145 | 6,7 | Для пайки чувствительных к перегреву деталей |
| ПОССр-15 | Олово — 15, цинк — 0,6, свинец — 83, 1 5, серебро — 1,25 | 276 | — | Для пайки деталей из цинка и оцинкованной стали |
| Авиа-1 | Олово — 55, цинк — 25, кадмий — 20 | 200 | — | Для пайки тонкостенных деталей из алюминия и его сплавов |
| Авиа-2 | Олово — 40, цинк — 25, кадмий — 20, алюминий — 1 5 | 250 | — | То же |
| 34А | Медь — 27…29, кремний — 5…7, алюминий — остальное | 525 | Для пайки деталей из меди и ее сплавов при высоких требованиях к прочности соединения | |
| МФ1 | Фосфор — 8,5.. .10, медь — остальное | 800 | — | Для пайки деталей из меди и сталей при невысоких требованиях к прочности |
| ПСр-25 | Медь — 40, серебро — 25, цинк — 35 | 780 | 28 | Для пайки деталей из сталей, меди и ее спагвов при высоких требованиях к прочности и антикоррозийной стойкости |
| Сплав Вуда | Олово — 12,5, свинец — 25, кадмий — 12,5, висмут — 50 | 60,5 | _ | Для пайки в тех случаях, когда требуется очень низкая температура плавления припоя |
| Сплав д’Арсе | Олово — 9,6, свинец — 45,1, висмут — 45,3 | 79 | — | То же |
Примечание. В припоях марок ПОС допускаются следующие примеси (%): висмут — 0,1. мышьяк — 0,05, железо, никель, сера — до 0,02, цинк, алюминий — до 0,002, медь — до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца.
ФЛЮС — это вещество или смесь, предназначенная для растворения и удаления оксидов с поверхности спаиваемых деталей. Он должен надежно защищать поверхности деталей и припоя от окисления в процессе пайки. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы разделяют на активные (кислотные), бескислотные, активированные и антикоррозионные.
Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, чем достигается высокая механическая прочность соединения. Такие флюсы используют, когда можно полностью удалить их остатки с поверхности соединяемых деталей и места пайки. При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя.
Бескислотные флюсы изготовляются на основе канифоли, которая при пайке очищает поверхность от оксидов и защищает ее от окисления. Их широко используют при монтаже радиоаппаратуры. Удаление этих флюсов после пайки не обязательно.
Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Они пригодны для соединения металлов и сплавов, плохо поддающихся пайке (сталь, никель, нихром и др.).
Антикоррозионные флюсы не вызывают коррозии после пайки. Некоторые из них можно не удалять с места пайки. Состав и область применения некоторых флюсов приведены в таблице ниже. При пайке медными и латунными припоями, которые отличаются высокой температурой плавления, в качестве флюссв используют главным образом буру (Na2B4O7) и смеси ее с борной кислотой (Н3ВO3) и некоторыми другими солями.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
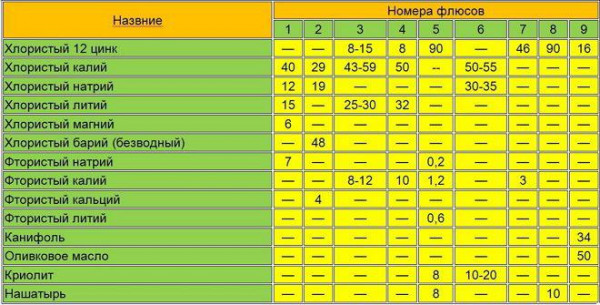
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.

Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Инструменты
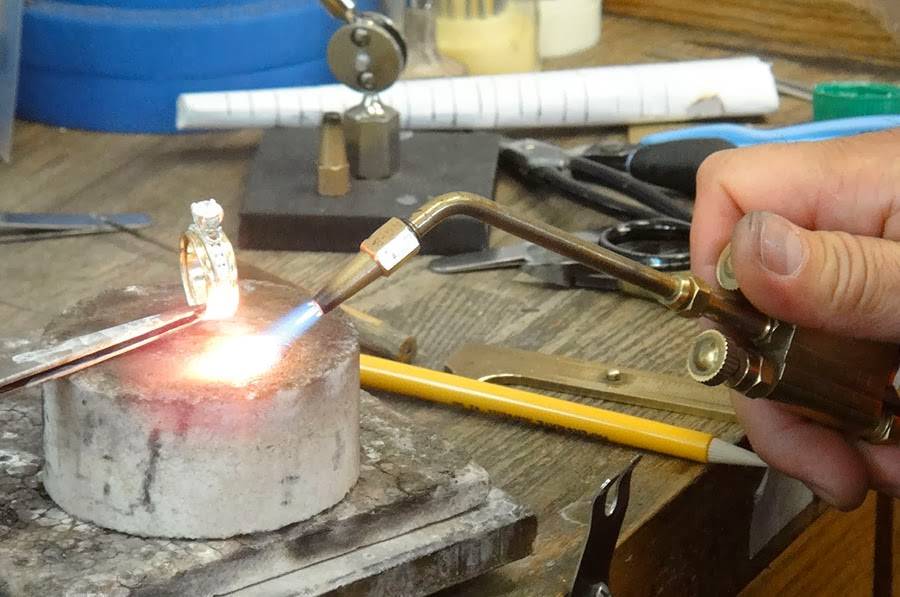
 Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Читать также: Очистить латунь от окислов в домашних условиях
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
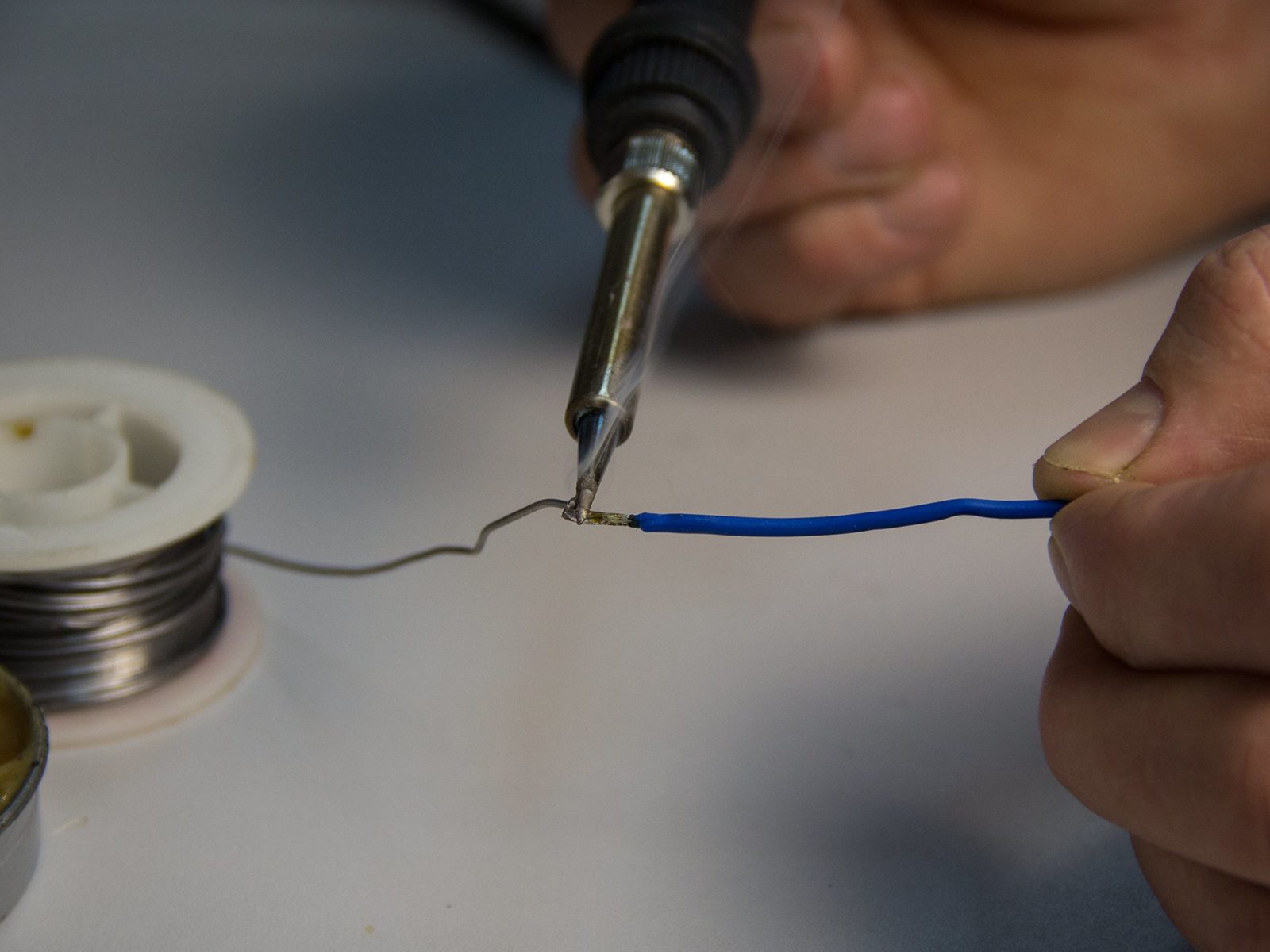
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
-
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
-
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
3.2. Свойства припоев
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1 Классификация и химический состав мягких и полутвердых припоев
|
Припой |
Химический состав, % |
|||||||
|
Вид |
Марка |
Олово |
Сурьма |
Кадмий |
Медь |
Свинец |
Серебро |
Индий |
|
Олово |
О2 |
99,9 |
– |
– |
– |
– |
– |
– |
|
Бессурьмянистые |
ПОС61 |
60–62 |
– |
– |
– |
Остальное |
– |
– |
|
ПОС40 |
39–41 |
– |
– |
– |
– |
– |
||
|
ПОС10 |
9–10 |
– |
– |
– |
– |
– |
||
|
ПОС61М |
60–62 |
– |
– |
1,5–2,0 |
– |
– |
||
|
ПОСК50-18 |
49–51 |
– |
17–19 |
– |
– |
– |
||
|
Малосурьмянистые |
ПОССу61-0,5 |
60–62 |
0,2–0,5 |
– |
– |
Остальное |
– |
– |
|
ПОССу40-0,5 |
39–41 |
– |
– |
– |
– |
|||
|
ПОССу30-0,5 |
29–31 |
– |
– |
– |
– |
|||
|
ПОССу18-0,5 |
17–18 |
– |
– |
– |
– |
|||
|
Сурьмянистые |
ПОССу95-5 |
94–96 |
4–5 |
– |
– |
Остальное |
– |
– |
|
Серебряные |
ПСрО10-90 |
Остальное |
– |
– |
– |
– |
10±0,5 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
– |
– |
– |
– |
8±0,5 |
– |
|
|
ПСрМО5 (ВПр-9) |
– |
– |
– |
2±0,5 |
– |
5±0,5 |
– |
|
|
ПСрОС3,5-95 |
– |
– |
– |
– |
3,5±0,4 |
– |
||
|
ПСрОС3-58 |
57,8±1,0 |
– |
– |
– |
– |
3±0,4 |
– |
|
|
ПСр3 |
– |
3±0,3 |
– |
|||||
|
ПСр3Кд |
– |
– |
95–97 |
– |
– |
3,0–4,0 |
– |
|
|
ПСрО3-97 |
Остальное |
– |
– |
– |
– |
3±0,3 |
– |
|
|
ПСр2,5 |
5,0–6,0 |
– |
– |
– |
91–93 |
2,2–2,7 |
– |
|
|
ПСр2,5С |
– |
– |
– |
– |
– |
2,5±0,2 |
– |
|
|
ПСр2 |
30±1 |
2±0,2 |
– |
|||||
|
ПСрОС2-58 |
58,8±1,0 |
– |
– |
– |
– |
2±0,3 |
– |
|
|
ПСр1,5 |
15±1 |
– |
– |
– |
– |
1,5±0,3 |
– |
|
|
ПСр1 |
35±1 |
– |
– |
– |
– |
1±0,2 |
– |
|
|
Индиевые |
ПОСИ30 |
42 |
– |
– |
– |
28 |
– |
3 |
|
ПСр3И |
– |
– |
– |
– |
– |
3 |
97 |
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.



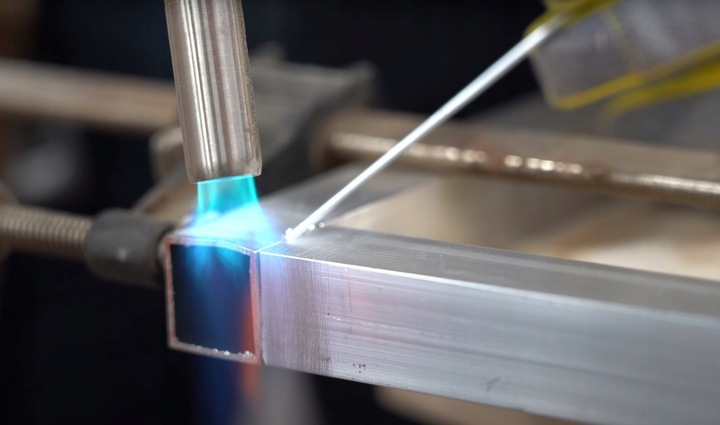






Таблица 3.2 Физико-механические свойства мягких и полутвердых припоев
|
Марка припоя |
температура плавления, °с |
ориентировочная температура пайки, °с |
плотность, кг/м³ |
удельное электрическое сопротивление, мком·м |
предел механической прочности при растяжении, Мпа |
|
|
солидус |
ликвидус |
|||||
|
О2 |
232 |
232 |
280 |
7310 |
– |
25 |
|
ПОС61 |
183 |
190 |
240 |
8500 |
0,139 |
43 |
|
ПОС40 |
183 |
238 |
290 |
9300 |
0,159 |
38 |
|
ПОС10 |
268 |
299 |
350 |
10800 |
0,200 |
32 |
|
ПОС61М |
268 |
192 |
240 |
8500 |
0,143 |
45 |
|
ПОСК50-18 |
142 |
145 |
185 |
8800 |
0,133 |
40 |
|
ПОССу61-0,5 |
183 |
189 |
240 |
8500 |
0,140 |
45 |
|
ПОССу50-0,5 |
183 |
216 |
– |
8900 |
0,149 |
– |
|
ПОССу40-0,5 |
183 |
235 |
285 |
9300 |
0,169 |
40 |
|
ПОССу35-0,5 |
183 |
245 |
– |
9500 |
0,172 |
– |
|
ПОССу30-0,5 |
183 |
265 |
306 |
9700 |
0,179 |
36 |
|
ПОССу25-0,5 |
183 |
266 |
– |
10000 |
0,182 |
– |
|
ПОССу18-0,5 |
183 |
277 |
325 |
10200 |
0,198 |
36 |
|
ПОССу95-5 |
234 |
240 |
290 |
7300 |
0,145 |
40 |
|
ПОССу40-2 |
185 |
229 |
– |
9200 |
0,172 |
– |
|
ПОССу33-2 |
185 |
243 |
– |
9400 |
0,179 |
– |
|
ПОССу30-2 |
185 |
250 |
– |
9600 |
0,182 |
– |
|
ПОССу25-2 |
185 |
260 |
– |
9800 |
0,183 |
– |
|
ПОССу18-2 |
188 |
270 |
– |
10100 |
0,206 |
– |
|
ПОССу15-2 |
184 |
275 |
– |
10300 |
0,208 |
– |
|
ПОССу10-2 |
268 |
285 |
– |
10700 |
0,208 |
– |
|
ПОССу8-3 |
240 |
290 |
– |
10500 |
0,207 |
– |
|
ПОССу5-1 |
275 |
308 |
– |
11200 |
0,200 |
– |
|
ПОССу4-6 |
244 |
270 |
– |
10700 |
0,208 |
– |
|
ПСрО10-90 |
– |
280 |
– |
7600 |
12,9 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
250 |
– |
7400 |
19,7 |
– |
|
ПСрМО5 (ВПр-9) |
– |
240 |
– |
7400 |
16,3 |
– |
|
ПСрОС3,5-95 |
– |
224 |
– |
7400 |
12,3 |
– |
|
ПСрОС3-58 |
– |
190 |
– |
8600 |
14,5 |
– |
|
ПСр3 |
– |
315 |
– |
11400 |
20,4 |
– |
|
ПСр3Кд |
300 |
325 |
360 |
8700 |
8,0 |
54 |
|
ПСр2,5 |
295 |
305 |
355 |
11000 |
21,4 |
– |
|
ПСр2,5С |
– |
306 |
– |
11300 |
20,7 |
– |
|
ПСр2 |
– |
238 |
– |
9500 |
16,7 |
– |
|
ПСрОС2-58 |
– |
183 |
– |
8500 |
14,1 |
– |
|
ПСр1,5 |
– |
280 |
– |
10400 |
19,1 |
– |
|
ПСр1 |
– |
235 |
– |
9400 |
26,0 |
– |
|
ПОСИ30 |
117 |
200 |
250 |
8420 |
– |
– |
|
ПСр3И |
141 |
141 |
190 |
7360 |
– |
– |
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.








Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Спирт, глицерин, канифоль
Можно получить неплохой спиртоканифольный флюс растворением канифоли в этиловом спирте. Предварительно нужно канифоль растолочь в ступке как можно мельче.
Канифоль в спирте растворяется очень медленно, и от тщательного ее измельчения будет зависеть скорость приготовления флюса. После перемешивания спирта с канифолью, лучше оставить будущий флюс на несколько часов для завершения растворения.
Можно ускорить процесс, поместив раствор в стеклянную закрывающуюся тару и нагревая до 80 ℃ на водяной бане. Спиртоканифольный флюс совершенно нейтрален и после производства пайки даже не требует смывки.
Этиловый спирт можно с успехом заменить глицерином. Такой глицериновый флюс получится гуще, чем спиртоканифольный и пользоваться им будет удобнее. Растворение канифоли в этом случае замедлится.
Гораздо эффективнее будет вначале растворить ее в спирте, и после этого перемешать с глицерином. В этом случае значительно повысится активность состава, но придется обязательно смывать остатки с паяных заготовок.
Даже канифоль вполне реально приготовить самостоятельно, хотя это потребует времени. Надо собрать в теплую сухую погоду смолу-живицу со стволов сосен и переплавить ее.
Можно использовать при пайке в роли флюса или его компонента, канифоль для струнных смычковых инструментов. Она очень высокого качества и хорошо очищена. Но цена ее гораздо выше, чем у паяльной канифоли.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Чем и как паять алюминий в домашних условиях
Для пайки алюминия и изделий из него в домашних условиях можно использовать как газовую горелку, так и паяльник. Он должен быть достаточно мощным, поскольку пайка алюминия требует высоких температур в отличие от пайки меди. Паяльник для пайки алюминия нужен не менее чем на 60 Вт.
Сам процесс пайки алюминия в домашних условиях выглядит так:
- В начале поверхность алюминия тщательным образом обезжиривается. Для обезжиривания допускается использовать бензин, ацетон и растворители;
- Затем производится удаление оксидной пленки с поверхности алюминия. Сначала наждачной бумагой, а затем флюсом для пайки алюминия;
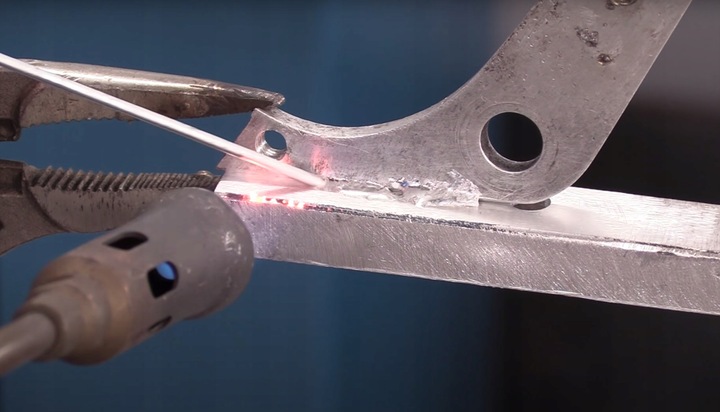
- После этого осуществляется нагрев места пайки (газовой горелкой или паяльником) и распределение припоя.
Припой подносится к месту пайки, после чего расплавляется паяльником и заполняет собой пустоты или место соединение деталей. Вся сложность здесь заключается в быстром остывании алюминия, поэтому часто флюс и припоя приходится подносить к месту пайки повторно, разогревая их паяльником или газовой горелкой.
Составы припоев для пайки алюминия

Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.

Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В прошлый раз мы рассматривали как запаять микросхемы в корпусах soic и ssop, и как ухаживать за «вечным» жалом
Но от одного жало мало что зависит, важно какой инструмент мы используем и какие припои и флюс
Не будем углубляться в дебри а постараемся рассмотреть поверхностно.
Флюс вещество, предназначенный для удаления оксидов с поверхности под пайку.Имеют три состояния: твердое, жидкое и пастообразное. Также бывает активным и неактивным. Активные нужно обязательно смывать. Неактивные я тоже смываю чтобы было эстетичней, и спалось спокойней.

Обычно начинающим достаточно вот такого неудобного минимального наборщика.

Далее немного о припоях.Обычно для пайки РЭК (Радио электронных компонентов) используют ПОС 60 (Припой оловянно свинцовой цифрой указывают содержание олово (в процентах) к свинцу) или его забугорные аналоги.Бывают с каналом канифоли и без нее (удобно использовать с каналом канифоли) благодаря такому припою я и забыл про канифоль, разного диаметра, для пайки удобно использовать диаметр не более 0.8мм.Существует еще такой тип как паяльная паста — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов.(со слов википедии) очень удобно для запайки чего нибудь однотипного, многоногого и безногого



Во многих отраслях промышленности и производстве используют флюс для пайки микросхем, который служит неотъемлемым атрибутом неразъёмного характера соединения твёрдых материалов между собой. Для того чтобы обеспечить качественное соединение понадобятся специальные наборы, рабочие инструменты, а также расходные вещества в виде припоя и жидкого флюса для пайки микросхем. Согласно общепринятым правилам, материал должен иметь отличную природу низкой температуры плавления, а также малый удельный вес. Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения.
Особенности и принципы процесса
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
 Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
Вопросы и ответы
Вопрос: Как и из чего можно сделать канифоль?
Ответ: Умельцы, проживающие поблизости хвойных лесов, собирают смолу с елей и сосен в баночки из жести. Затем ее медленно нагревают и убирают иголки и частицы дерева. Получается материал, максимально приближенный по составу к канифоли.
Вопрос: Можно ли паять без флюса?
Ответ: Без флюса припой сложно прицепить к металлу (а иногда и невозможно совсем). Скорее всего, пайка будет долгой и непродуктивной, а качество работы оставит желать лучшего. Как вариант, можно попробовать паять на губке, пропитанной подкисленной водой.
Заменить покупной флюс не составит труда. Его можно сделать из аспирина, лимонной кислоты, машинного масла и даже сала. Каждый паяльщик знает несколько таких рецептов. Они отлично подходят для решения мелких задач. В сложной и ответственной работы, естественно, нужно использовать специальный флюс. Приведенные способы – это «скорая помощь» для паяльщика. Не меньше и не больше того.
Использование меднения
Покрытие медью различных заготовок в последнее время часто проводится в домашних условиях. В большинстве случаев технология применяется для достижения следующих целей:
- Декорирование металла или пластика. Меднение металла в домашних условиях часто проводится для того, чтобы получить старинные на вид изделия, которые пользуются большой популярностью. Специальная процедура состаривания позволяет создать эффект длительного использования изделия. Кроме этого, медь после нанесения напоминает золото. Именно поэтому небольшой слой можно нанести для получения статуэтки или сувенира.
- Гальванопластика. Меднение стали подобным образом также может проводиться в домашних условиях. Суть технологии заключается в создании восковой или пластиковой основы, которая покрывается слоем рассматриваемого сплава. Гальванопластика часто применяется для получения ювелирных изделий или сувениров, матриц и волноводов. Применение специальных материалов позволяет существенно повысить качество покрытия.
- Получение деталей, используемых при создании различных механизмов. Меднение чугуна или другого металла проводят на производственных площадках при различных технологий. Покрытие заготовки медью позволяет существенно повысить электротехнические качества. Подобным образом можно получить клеммы или прочие подобные элементы, которые будут эксплуатироваться под напряжением. Изделия из чистой меди обходятся очень дорого. Именно поэтому часто применяется рассматриваемая технология.
Меднение стали
Меднение пластика в домашних условиях проводится крайне редко, так как подобный материал не выдерживает воздействие высокой температуры. Кроме этого, пластичность основания приводит к появлению структурных трещин.