
Резка металла с поворотом ножовочного полотна
а — без поворота полотна,
б — с повернутым на 90° полотном,
в — работа в замкнутом контуре
Ножовкой с полотном, повернутым на угол 90°, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка (рис. а), т. е. при глубоких прорезах.
1. Сборка ножовочного станка с поворотом полотна на 90°:
а) отпустить барашек и вынуть полотно из станка;
б) вставить полотно в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально (рис. б, в)
в) вставить штифты и натянуть полотно барашком.
Резание металла:
а) место прореза располагать сбоку или сверху от губок тисков в зависимости от конфигурации детали;
б) соблюдать все правила резания, указанные выше.
***
Выбор подходящего материала
- Для художественного вырезания используют листы толщиной меньше 5 мм, для элементов мебели используют 1-2-сантиметровые листы.
- Если вы собираетесь покрыть изделие бесцветным лаком, то цвет фанеры нужно выбирать внимательно. Если готовое изделие будет покрыто краской, цветным лаком или морилкой, то фанера может быть любой.
- Фанера должна быть высушена хорошо до 40-65%. Сырой материал приведет к тому, что будет застревать инструмент.
- Качество фанеры для художественной работы должно быть высоким, фанера первого или высшего сорта.
- Внимательно проверьте материал на наличие сучков и посторонних пятен.
- Проверьте, чтобы материал не имел вздутий, пустот и пятен от смолы.
- Проверьте лист на отсутствие расслоение материала.
Можно проверить качество фабричной проклейки фанеры так: отпилите кусочек 1-2 см шириной, если фанера качественная, то полоска не расслаивается и не будет крошиться.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.
 Резка алюминия
Резка алюминия
Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
Электрический лобзик
Для нарезания металла таким инструментом необходимо выполнение обязательных условий:
- Использование пилки для металлических изделий.
- Надежная фиксация заготовки.
Если отступить от этих правил — пострадает качество продукта. Это объясняется тем, что пилки для обработки дерева рассчитаны на более мягкий материал, а неудачное закрепление алюминия может сдвинуть изделие с места в процессе резки. В результате получится деформированное изделие с неровным срезом.
Пилки по металлу имеют более частый зуб и отличаются высокой прочностью Источник Oriontfmarket.ru
Электрический лобзик обеспечивает ряд преимуществ, а именно:
- высокую скорость проведения работы;
- ровную линия разреза;
- отсутствие недостатков среза в виде сколов и заусенцев;
- выигрышное положение по сравнению с любым ручным инструментом;
- дешевизна среди аналогичных электроинструментов;
- долгосрочная и качественная служба при условии корректного выбора пилок.
При выполнении рекомендаций электрический лобзик упростит труд мастера в процессе обработки.
Другие инструменты для резки профильного листа
Сегодня используются и другие инструменты для резки профлиста.
В список таких изделий стоит поместить насадки для болгарки.
В комплекте с ней болгарка является производительной высечной машиной, способной работать в разных позициях. Ей все равно, резать плоский металл или со сложным рельефным рисунком, который присущ профильному листу. Важна квалификация работника.
Пространственное положение болгарки необходимо постоянно изменять. Режущий орган насадки должен находиться в перпендикулярной позиции к высекаемому материалу.
Продольная электропила со специальным диском быстро разрезает металлопрофиль, оставляя после себя ровный срез.
Насадка «Сверчок» на дрель является ноу-хау в обработке металлолистов.
Инструментом безопасно работать. Производительная насадка.
Основы
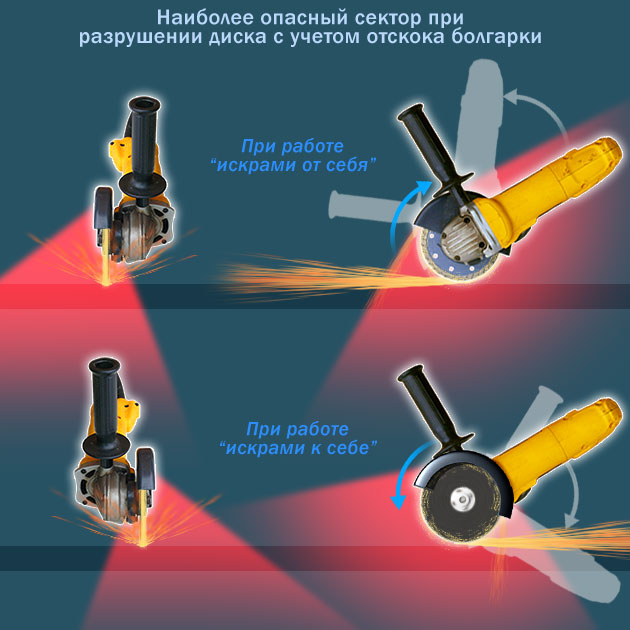
Для кого-то мои советы и рекомендации покажутся не слишком полезными и очевидными. Но вы удивитесь, что только половина владельцев болгарок понимают как нужно работать с данным инструментом. А тех, кто придерживается техники безопасности еще меньше. 57mm , f/4.6 , 1/200s , ISO250 , 01 августа 2012 )»>
Выбор болгарки и диска
Прежде чем дать ответ на вопрос «как правильно резать болгаркой», нужно разобраться с самой УШМ. Её выбор и покупка должна основываться не только на известности марки и качестве сборки. Первоначальным параметром является её размер. По моему мнению, болгарки должно быть две. Одна маленькая под 120 мм диск, а вторая большая, под 230 мм. Покупать УШМ среднего размера не имеет смысла, так как большой диск вы поставить не сможете, а работать небольшими изделиями таким электроинструментом неудобно.
От качества диска зависит не только скорость разки металла, а и безопасность. Советую не экономить на таком расходном материале и приобретать товары от проверенных производителей. Рекомендую использовать диски толщиной от 1.2 до 1.8 мм . Брать толстые диски в 2.5 мм можно, но, резать им гораздо дольше. Для выполнения домашних работ отлично подойдет изделие в 1.6 мм. С разнообразием дисков для болгарки и их приблизительной стоимостью можно ознакомиться по этой ссылке https://www.220-volt.ru/.
Где используют такое оборудование?
Инструменты по обработке металла используются в самых разных сферах. В бытовых условиях такой инструмент чаще всего нужен во время ремонта. Многие работы выполняются именно с участием дрели, тисков и других инструментов.
Небольшие мастерские и предприятия, которые занимаются изготовлением небольших деталей и их ремонтом, также не могут обойтись без металлорежущего оборудования. Наибольшей популярностью такие модели пользуются на СТО. Здесь без профессионального оборудования по обработке металла просто не обойтись.
Ну и конечно все виды инструментов, причем в большинстве своем в автоматизированном виде можно встретить в промышленности. Это и самолетостроение, и автомобилестроения, а также самые разные виды производств.
Материалы, для режущих деталей
При изготовлении режущей части инструментов по обработке металла используют наиболее стойкие варианты материалов. К ним относятся:
- Твердые сплавы с высоким уровнем износостойкости. Такое оборудование режет в несколько раз больше, чем классическая инструментальная сталь.
- Инструментальная сталь. Чаще всего подходит для резки несложных и не особо прочных деталей. Может не подойти для обработки жаропрочных деталей.
- Часто режущую часть покрывают минералокерамическими пластинами. Они имеют особый уровень прочности.
Последний материал, несмотря на прочность, отличается низкими показателями по пластичности. Поэтому его используют не так часто.
Фрезерная установка
Важно, чтобы это оборудование настраивалось оператором именно для работы по алюминию. Это обусловлено мягкостью и пластичностью металла
Также важно выбрать небольшие обороты фрезера (от 5000 до 9000 в минуту) и предварительно капнуть керосин на область реза. Подача — плавная, аккуратная, чтобы не повредить фрезу. Достоинства и недостатки аналогичны плазморезу и лазеру, но качество обработки детали чуть хуже.









Циркулярная пила
Аналог ручной пилы, но более мощный. Обладает следующими возможностями:
- выполняет продольный, поперечный, наклонный срез;
- могут пилить с любого места заготовки (не только с торца);
- современные устройства предотвращают перегрев, своевременно отключаясь или подавая сигнал оператору;
- пользователь может выбрать скорость работы исходя из толщины заготовки.
Достоинства:
- долговечность оснастки — диска для работы по металлу (лучше — по алюминию);
- быстрота работы;
- маневренность;
- возможность резки под углом до 45 градусов;
- стоимость, сопоставимая с более подходящими аналогами (торцовыми пилами для алюминия).
Недостатки:
- как правило, оборудование громоздко и много весит, чем осложняет работу;
- цена покажется высокой, если инструмент покупается для разовых работ;
- стоимость варьируется от допустимой толщины разрезаемого профиля (например, ручная циркулярка Evo 180 режет профиль до 56 мм при угле 90 град. И до 35 мм при 45 град.; при этом стоит почти 25 тысяч рублей).
Дисковая пила
Для примера рассмотрен настольный пильный станок Yilmaz KY 305. Это специальное устройство для резки профилей из металла малого сечения с небольшой толщиной стенок. Механический зажим фиксирует заготовку, выставляется угол резки до 45 градусов (в любую сторону), имеется возможность выбрать фиксированный угол (0, 15 град., 30 град и т.д.).
Достоинства:
- позволяет резать более крупные заготовки (до 130х65 мм);
- компактность;
- возможность угловой резки;
- высокая скорость и точность работы;
- доступность оснастки (пильный диск 300 мм).
Недостатки:
- высокая стоимость (средняя установка стоит 40-50 тыс. руб);
- не является компактным и легким.
Торцовочная (маятниковая) пила
Конструктивно напоминает ранее описанные, только рабочим органом служит не цельный металлический, а абразивный диск, как для УШМ. Считается наилучшим решением для резки алюминиевых профилей в домашних условиях по следующим причинам:
- режут прямо, вдоль и под наклоном;
- пользователю при работе нужно лишь опускать кулису (маятник) на заготовку, причем без особых усилий;
- надежна фиксация заготовки в зажимах;
- возможность работы с длинными профилями из алюминия;
- есть модели аналогичного с дисковыми ценового диапазона, но более функциональные.
В подтверждение последнего утверждения рассмотрена торцовочная пила Makita LF 1000. Ее характеристики:
максимальная глубина пропила — 68 (при 90 град.) и 50 мм (при 45 град.);
- ширина пропила — до 210 мм;
- широкий рабочий стол;
- до 2700 об/мин;
- мощность — 1650 Вт;
- масса — 32 кг.
В заключение — несколько советов:
- Если резка алюминиевого профиля производится нерегулярно, достаточно ручного инструмента — ножовки, болгарки и даже ножниц.
- При постоянных работах есть смысл приобрести переносную пилу, желательно торцовочную, поскольку она многофункциональна. Вложения окупятся через 2-3 месяца.
- Для работы предприятия, занимающегося серийным производством металлических профилей, потребуются плазморезы или лазерные установки.
Вкратце это все, что нужно знать о резке алюминиевых профилей. Если вам есть, что дополнить, поделитесь знаниями в обсуждении к данной статье.

Популярность материала обусловлена не только его небольшой стоимостью, но и простотой обработки. В этой статье мы рассмотрим, как правильно резать профнастил, чтобы не повредить его защитный цинковый и полимерный слой. Для резки понадобятся обычные инструменты, многие из которых наверняка найдутся в любом доме. Так как весит лист профнастила немного, распиливать его можно прямо на месте.

Суть технологии лазерной резки металла
Лазерная установка создает узкий направленный луч, который воздействует на поверхность заготовки на площади, равной нескольким микронам, при этом кристаллические решетки металлов нагреваются до температуры плавления.
Поскольку лазерный луч контактирует с поверхностью заготовки на минимальной площади, остальные ее области в процессе резки не нагреваются. Таким образом, установки не представляют опасности для обслуживающего их персонала.
К преимуществам лазерной резки круглых труб следует отнести также минимальную погрешность. При контакте луча с металлом он плавится и мгновенно испаряется. Длина луча при этом не превышает пары сантиметров.
При помощи лазера можно выполнять резку круглых труб небольшой толщины, в противном случае луч не будет эффективен.
Рекомендовано к прочтению
За счет аккуратности выполнения реза круглые трубы и другие конструкции или детали не нуждаются в дополнительной обработке, их можно сразу же использовать или передавать на следующий этап работы. Соответственно, еще одним преимуществом лазерной резки круглых труб является экономия затрат предприятия.
В основном, лазер предназначен для вырезания деталей и заготовок, однако его можно использовать и для фрезеровки или высверливания углублений заданной глубины и диаметра. К недостаткам можно, пожалуй, отнести, невозможность проводить работы внутри заготовки.
При помощи лазерных установок можно гравировать изделия, при этом нет необходимости в сложном оборудовании, достаточно минимального диаметра луча.
Достоинства и недостатки лазерной резки.
Несмотря на неоспоримые преимущества резки круглых труб лазером, у этой технологии имеются и определенные недостатки.
Достоинства:
- Отсутствие механического воздействия на заготовку позволяет обрабатывать как прочные, так и хрупкие металлы.
- Рез отличается высоким качеством и ровностью краев. Дефекты при резке отсутствуют.
- Вырезанные лазером детали можно сразу использовать, в дальнейшей обработке они не нуждаются.
- Благодаря точности резки можно работать с деталями независимо от их конфигурации.
- В установку можно загружать чертежи, созданные в любой соответствующей программе.
- Лазерная резка круглых труб отличается высокой эффективностью и производительностью.
- На одном листе можно компактно разместить большее число деталей.
- Позволяет экономить ресурсы, финансы и время.
Недостатки:
- Оборудование для лазерной резки круглых труб является дорогостоящим.
- Нельзя работать с металлами, имеющими высокие отражающие характеристики.
- Ограничения по толщине материала (максимум – 20 мм).
- Принцип работы установок для лазерной резки металлов.
Несмотря на простоту и компактность установок, они отличаются большей мощностью, чем иные станки для резки металлов.
Основу установки составляет стержень, являющийся сердцем излучателя. Непрерывный световой поток позволяет ему возбуждаться и накачиваться.
Установки оснащаются специальными системами, фокусирующими луч, и резонаторами, придающими ему силу, которая необходима для плавления металла.
Для управления установками используются специальные автоматизированные программы, заложенные в память ПО оборудования.
Наибольшей эффективности работы можно добиться при использовании кислорода, позволяющего добиться самой высокой температуры. Это обусловлено реакцией, происходящей в момент соприкосновении газа с раскаленной обрабатываемой поверхностью. На скорость резки влияет чистота кислорода.
Особенности инструмента
Электролобзик — это приспособление для распиливания различных материалов путем возвратно-поступательного движения пилящего полотна. Режущий элемент получает от электродвигателя возвратно-поступательные движения по вертикали. Так выполняются пропилы в заготовке. Некоторые модели дополнительно оснащаются маятниковым ходом, что позволяет пилке одновременно двигаться не только вверх и вниз, но и вперед-назад. Это ускоряет процесс разрезания.
Конструкция инструмента включает станину, корпус и пилку с механизмом ее крепления. Станина — это основа, на которой закреплены остальные элементы. Должна быть ровной, массивной и прочной. От этого зависит точность направления режущего узла, его вибрация. В корпусе находятся все узлы оборудования. Изготавливается в двух вариантах: с «утюжковой» или дугообразной рукояткой. Пользователь подбирает для себя наиболее удобную разновидность.
Механизм закрепления режущего элемента «отвечает» за надежность фиксации, точность направления и отсутствие люфта. Электролобзики оснащаются дополнительной оснасткой, помогающей выполнить ровный отрез. Это направляющая шина, боковой параллельный упор, антискольный вкладыш. Для вырезания окружностей пригодится упор-циркуль.

Instagram skupka_rublevka
Отделочные материалыКак и чем резать оргстекло: 6 подходящих инструментов
Особенности обработки алюминия
Много вопросов у обывателей вызывает резка мягких металлов. В частности – алюминия. Для обработки такого материала существует большое разнообразие насадок для распиливания, которые имеют разный диаметр. Также выпускают и круги для шлифовки по алюминию. Описание отрезных кругов для болгарки необходимо начать с их размеров. Так, внешний диаметр таких изделий варьируется от 125 мм до 230 мм. Толщина отрезных насадок находится в пределах от 1 до 3,2 мм. Как правило, больший диаметр диска соответствует и большей ширине. Что же касается кругов маленького диаметра, их толщина может быть любой, в зависимости от назначения.

Если говорить об алюминии, то для его обработки используют круги толщиной около 1 мм. Такой выбор объясняется легкоплавкостью данного металла. Во время работы толстой насадкой алюминий становится вязким от трения и начинает забивать своими частицами абразив круга. В такой ситуации диск просто перестает резать.
Что касается конфигурации и покрытия режущей части, то чаще всего круги для алюминия имеют алмазное мелкое напыление и режущую кромку в виде нескольких секторов. По сути, это пильный диск по бетону. Именно им удобно выполнять работы по резке алюминиевых конструкций. Например, резать профиль. Диаметр такого диска имеет минимальное значение, то есть 12,5 см.

Круги максимального диаметра в 23 см чаще всего являются мультифункциональными и режут не только металлы, но и бетон, пластиковые трубы и даже дерево с гвоздями.

Ножовка по металлу
Не всегда есть возможность использовать электрическое оборудование вроде торцовочных пил, поэтому приходится довольствоваться простейшими инструментами. Первый из них — ножовки по металлу. Ими можно резать листовой материал, а также профиль небольшой толщины. Резку начинают с ребра, продолжают на тыльной части и заканчивают по бокам.Достоинства:










- ножовка мало весит, поэтому руки не устают;
- простота действий;
- дешевизна инструмента;
- эффективность работы как у электролобзика.
Недостатки:
- уходит много времени;
- возможная деформация профиля;
- необходимость придерживать профиль, не гарантирующая точность работы.
Виды резки алюминиевого сортамента:
Лазерная резка.
Метод осуществляется при помощи лазерного резонатора, генерирующего узконаправленный луч с заданной длиной волны. Энергия луча, сконцентрированная на малом участке обрабатываемого материала, приводит к его расплавлению строго по линии реза.
Преимущества резки алюминиевого проката лазером:
- высокая производительность;
- обеспечение точных размеров изделия без последующей доводки;
- гибкость – широкие возможности для изготовления фигурных изделий;
- отсутствие деформаций в области среза.
Чаще всего, лазерная обработка используется для выполнения в металле сложных отверстий, с высокой точностью по допуску и посадке. Контакта со сплавом в процессе не происходит, металл не деформируется. Технология заключается в передаче импульсного излучения лазерного луча, генерируемого волоконной, газовой или углекислотной лазерной установкой.
Плазменная резка.
Поток плазмы создаётся в результате ионизации электрической дугой газового потока, нагнетаемого под давлением. Ионизированный газ (для алюминия применяют исключительно неактивные — водород, азот, аргон) достигает температур порядка нескольких тысяч оС. Термическое воздействие кратковременно, расплавленный металл мгновенно устраняется из области резания.
Преимущества плазменной резки металлов:
- экономичность;
- толщина до 200 мм и более;
- высокая производительность;
- широкий спектр обрабатываемых металлов и сплавов;
- превосходное качество изделий;
- возможность получения продукции сложной формы для серийного производства или по индивидуальному заказу.
Выбор газа для плазменной резки алюминия производят с учётом толщины: до 20 мм — азот, до 100 мм — азот-водородная композиция, свыше 100 мм — аргон в сочетании с водородом.
Гидроабразивная резка.
Вода, подаваемая через узкое сопло инструмента под высоким давлением, обогащённая мелкодисперсными абразивными частицами, выполняет функцию резака. При этом температура в зоне обработки не превышает 60-90С.
Преимущества гидроабразивной резки:
- высокое качество поверхности кромок (шероховатость Ra 1,6…6,3 мкм);
- возможность одновременной обработки нескольких заготовок;
- программируемая траектория перемещения инструмента позволяет получить воспроизводимый сложный контур;
- сохранение напылений, покрытий;
- отсутствие оплавления металла;
- взрыво- и пожаробезопасность, экологичность.
При помощи гидроабразивного станка можно осуществлять раскрой и вырезание отверстий в заготовках толщиной до 300 мм.
Рубка алюминия.
Это один из наиболее простых, надежных и точных методов раскроя. Высокая производительность, точность, отсутствие неровностей и шероховатостей. Рубка может быть выполнена для листов, кругов, полос, плит и других видов проката. Механическая рубка выполняется на гильотине, которая способна быстро и качественно отрубить нужную часть изделия от заготовки.
Преимущества рубки алюминия:
- высокая производительность;
- низкая энергоемкость;
- отсутствие термического воздействия на структуру материала;
- пожарная безопасность, экологичность;
- экономичность.
Рубка прутков и листов из алюминия — лучший метод осуществления несложного раскроя в отсутствие высоких требований к точности обработки.
Что влияет на точность реза
Чтобы срез получился ровным, надо подобрать подходящий для обрабатываемого материала электрический прибор. Перечислим, что нужно при этом учесть.
- Мощность оборудования. Чем она выше, тем меньше усилий прикладывается при распиле. Уменьшается вибрация, снижается риск изгибания пилки и перемещения ее в стороны.
- Число оборотов или частота хода. Для жесткого металла, к примеру, стали, выбирают низкие значения, для мягкого дерева — высокие.
- Длина пилки. Чем шире заготовка, тем длиннее должно быть лезвие. Несоответствие между этими размерами провоцирует вибрацию, пиковый режим работы прибора. Часто разбивается шов — образуются неровные кромки и сколы, увеличивается его ширина.
- Толщина лезвия. Определяет его жесткость. Чем толще элемент, тем лучше он сохраняет перпендикулярность относительно заготовки, увеличивается качество отреза, снижается риск «ухода» в сторону.
- Ширина пилки. Чем шире деталь, тем проще сохранить направление распила. Широкие пластины применяют для распиливания по прямой линии, узкие используют для криволинейных срезов.
- Шаг зубьев. Подбирается под тип материала. Например, шаг до 1 мм предназначен для металла, в пределах 2-3 мм — для мебельных щитов, ламината или паркетной доски, в пределах 3-6 мм — для грубой обработки дерева.
Материал лезвия может быть разным. Это влияет на его жесткость, прочность и остроту зубьев. Выпускают пилки с разными характеристиками для работы по металлу, дереву, керамике, пластику.

Instagram stroika_arenda
ИнструментыВыбираем, какая ножовка по дереву лучше: критерии и рейтинг
Особенности фрезерной резки алюминия
Фрезерная резка алюминия позволяет проводить работы с изделиями любых конфигураций, включая винтовую поверхность.
При этом фрезерная установка должна быть настроена именно на работу с алюминием, а не с каким-либо другим металлом.
Объясняются данные требования повышенной пластичностью алюминия, ведь даже его фрезерная обработка на установках с ЧПУ проходит с риском, что на поверхности металла, особенно в процессе крепления, появятся какие-либо дефекты.
И все же фрезерная обработка алюминия, с применением станков ЧПУ, незаменима при необходимости получить высокое качество продукции и повысить производительность труда.
Фрезерная обработка листового материала, с применением станков ЧПУ, может использоваться для металла с толщиной от 3 мм до 280 мм.
Кроме того, станок с числовым программным управлением – идеальный вариант для воссоздания копий с электронных чертежей.
Видео:
Фрезерный станок с ЧПУ позволяет с точностью изготавливать элементы различного назначения с минимально допустимой погрешностью.
В последнее время начала пользоваться спросом фрезерная 3D установка с ЧПУ.
Такой станок позволяет получить готовые 3D изделия различных конфигураций, его используют для изготовления форм для литья, различного рода рекламных вывесок с объемными символами и фигурками.
Резка алюминиевого профиля ручным инструментом
Все технологии резки делятся на две группы:
- С использованием ручного и компактного электрического инструмента.
- С применением промышленного оборудования (рассмотрим в соответствующем разделе).
К первой группе относится резка профиля с помощью таких инструментов, как:
- ножовки по металлу;
- ножницы по металлу;
- электролобзики;
- болгарки;
- пилы.

Остановимся подробнее на особенностях каждого метода.
Ножовка по металлу.
Не у каждого есть торцовочная пила, часто приходится использовать что-нибудь менее сложное. К категории простых инструментов относится ножовка по металлу, ею можно резать тонкий алюминиевый профиль и листовой алюминий. Порядок работы: начав резать с ребра, переходим на тыльную сторону, в заключение распиливаем боковые части.
Достоинства:
- инструмент легкий;
- простой в обращении;
- дешевый;
- по эффективности не хуже электролобзика.
- низкая скорость резки;
- не исключена деформация профиля;
- точность не гарантирована, так как заготовку приходится придерживать.
Рекомендуем статьи по металлообработке
Ножницы по металлу.
Тоже очень простой инструмент, работать им даже проще, чем ножовкой: нужно нанести разметку и резать металл по ней.
Достоинства:
- резка идет не так медленно, как при использовании ножовки;
- инструмент дешев;
- опытный мастер с хорошими ножницами может добиться хорошего результата.
- на ребрах заготовки легко уйти с линии разметки и резка пойдет криво, при этом можно также согнуть заготовку или вовсе ее испортить;
- чтобы разрезать алюминиевый профиль точно по разметке, придется перед началом работы хорошенько поупражняться на ненужных обрезках.
Электролобзик.
Нужно обязательно пользоваться полотном, предназначенным для металла. Пилка по дереву тоже может разрезать алюминиевый профиль, но результат работы точно не порадует. Рекомендуется резать сначала тыльную часть, затем пилить боковые стороны по отдельности.

![Резка алюминия [болгаркой, плазмой]](https://takorest.ru/wp-content/uploads/2/e/5/2e5abbe7533bd2b519bd271f78f76f53.jpeg)







Достоинства:
- электрическим инструментом работать легче, чем ручным;
- достигается отличное качество реза: никаких скосов или заусенцев;
- резка идет намного быстрее;
- правильно выбранное полотно можно использовать много раз;
- это самый дешевый электроинструмент в рассматриваемой группе.
необходимость надежной фиксации заготовки (иначе ее «поведет» в процессе работы).
Углошлифовальная машинка.
Болгарка – инструмент, способный на многое. Отлично режет алюминиевый профиль. Конечно, для резки используются не шлифовальные, а отрезные круги. Нужно выбрать оснастку малой толщины, чтобы сократить потери металла
Важно не забыть о защите глаз и кожи от искр
Достоинства:
- быстрая резка с отличным качеством реза;
- УШМ стоит относительно недорого;
- минимум усилий мастера;
- оснастка для резки алюминия служит долго.
- возможно обгорание заготовки;
- неопытному мастеру крайне трудно сделать ровный разрез;
- для достижения высокой точности резки болгарку лучше зафиксировать в специальной стойке, которая продается отдельно и не всегда доступна в магазинах (если ее нет, могут помочь тиски).
Циркулярная пила.
Выполняет ту же работу, что и ручная пила, но по мощности значительно ее превосходит.
Возможности циркулярки:
- резка вдоль, поперек и под углом;
- возможность начинать распил профиля с любой его стороны;
- пила подает сигнал или автоматически отключается при перегреве (современные пилы);
- доступен выбор скоростного режима.
Достоинства:
- диски для работы по металлу долговечны;
- быстрота работы;
- маневренность;
- доступна резка алюминиевого профиля под углом до 45 градусов;
- по стоимости циркулярная пила близка к торцовым пилам для резки алюминия.
- мощные модели пил громоздки и тяжелы, что осложняет работу;
- покупка пилы для резки алюминиевого профиля оправдана только при большом объеме работ;
- стоимость пилы зависит от максимально допустимого сечения разрезаемого профиля, например, ручная пила Evo 180 при вертикальной резке распиливает коробчатый алюминиевый профиль до 56 мм, а если резка идет под углом 45°, то справляется с сечением до 35 мм, стоит такая пила почти 25 000 рублей.
Как правильно отрезать?
Рассмотрим поэтапно, как надо правильно и ровно сделать распил алюминиевого профиля.
- Сперва понадобится нанести разметку на металлическую заготовку. Для этого можно использовать линейку или рулетку. Метки следует расставить маркером.
- На изделие нужно нанести перпендикулярную отметину. Именно по ней будет осуществляться подрезка боковых плоскостей.
- Потом по линии разметки делают сгибы. В самую последнюю очередь совершают распил по сгибу.
- Если речь идет о раскрое стоечного профиля, то мастеру надо помнить о том, что у него есть вспомогательные ребра жесткости. Иногда они выходят слегка неровными. Подравнять их можно ножницами. Рейки с длиной до 1 м возможно резать на весу, а вот более длинные детали потребуют фиксации в опорах или тисках.
- Для подготовки перемычек или небольших конструкций раскрой профиля надо делать под углом в 45 градусов. Сперва нужно отпилить рейки требуемой длины, после чего следует разметить угол надреза и завершить процедуру его срезкой.


Резка профиля обязательно должна проходить строго по технологии
Работая с любым инструментом, очень важно не забывать о соблюдении правил техники безопасности. Лучше запастись всеми необходимыми средствами индивидуальной защиты, а сами работы проводить аккуратно, не торопясь
Как правильно сделать распил алюминиевого профиля, можно посмотреть в видео ниже.
Как ровно разрезать толстый листовой металл
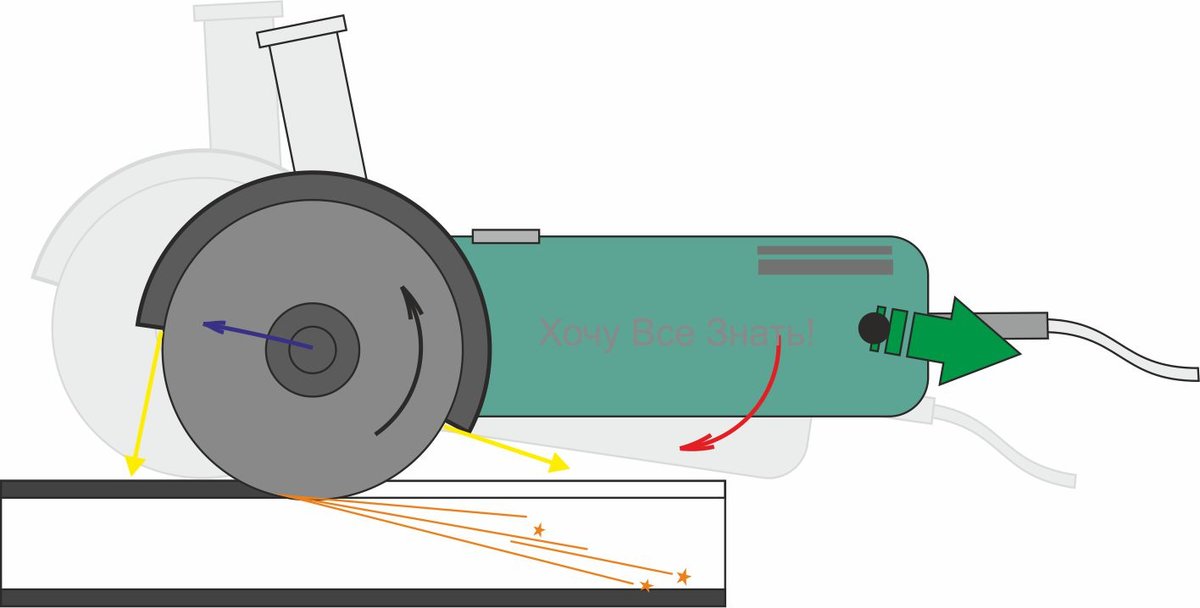
Для резки толстого листового металла желательно пользоваться болгаркой мощностью более 1 кВт. В этом случае разрезать изделие при помощи УШМ нужно по направлению вперед от его края. Сначала на листе необходимо прочертить линию, по которой будет осуществляться рез. Затем вдоль начерченной линии нужно положить стальной уголок либо ровный деревянный брус. При помощи струбцин уголок (брус), плотно приживается к поверхности листа.
Затем вдоль уголка, строго по начерченной линии необходимо пройтись УШМ и сделать небольшую канавку, глубина которой составляет около 1-2 мм. После выполнения этой процедуры уголок можно демонтировать и начать обычную резку металла.
Проделанная на его поверхности, по размеченной линии, канавка не позволит пильному диску отойти с заранее заданной траектории, благодаря чему получаются идеально ровные края на местах реза.
Также во время проведения работ, необходимо учитывать направление вращения круга болгарки, а также его размер. Нельзя на небольшие УШМ (125 мм), ставить большие диски (от 150 мм и более), предварительно демонтировав для этого защитный кожух.
Техника безопасности
Перед тем как вырезать профиль для гипсокартона, необходимо также ознакомиться с рядом правил, которые следует соблюдать при проведении работ:
- Перед тем, как использовать электроинструменты, необходимо подробно изучить их инструкцию.
- Перед началом работы обязательно надеть защитные перчатки и очки, а в некоторых случаях даже наушники не будут лишними.
Sources:
https://www.Tell-all.ru/chem-rezat-alyuminievyiy-profil/ https://smogem-sami.ru/remont/chem-rezat-metalloprofil-obzor-instrumenta-dlya-rezki-profilya-alyuminievogo.html https://remontstroimat.com/chem-rezat-profil-dlya-gipsokartona-osnovnye-varianty-dlya-kachestvennogo-provedeniya-rabot/