
Дефекты и методы их контроля
Согласно действующим стандартам образуемые при пайке соединения должны удовлетворять определённым критериям качества, отдельно оговариваемым в регламентирующих документах.
При этом их качество определяется не только возможностями припоя и флюса, но и от соблюдением основных правил этого процесса.
Под правилами понимается грамотный выбор зазоров между соединяемыми заготовками, а также умение заполнять их именно в тот момент, когда расплавленный припой находится в оптимальном агрегатном состоянии.
Нарушение хотя бы одного из этих условий может явиться причиной образования дефектных паяных соединений, нередко классифицируемым как «холодна пайка».
Контроль качества получаемых паяных соединений является обязательной составляющей технологического процесса и предполагает два вида обследования: без разрушения и с разрушением образующегося шва.
Советуем изучить — Алгоритмы работы реле времени
К первому из этих методов относится самостоятельное обследование дефектных зон путём их визуального осмотра, просвечивание рентгеновскими лучами, а также проверка герметичности паяного соединения под давлением.
При необходимости для этого могут применяться и более эффективные способы выявления раковин и непропаев, такие, например, как люминесцентная дефектоскопия.
При выявлении брака паяных швов с применением разрушающих методов контроля применяются такие приёмы, как:
- испытание всех без исключения образцов изделий, проводимых с целью исследования свойств образующихся паяных соединений и их микроструктуры. В этом случае швы проверяются на предмет наличия в них микропор и микротрещин, а также включений различных окислов и загрязнений в самом припое;
- выборочная проверка готовых деталей, осуществляемая методом разрушения полученного шва. Указанные действия проводятся с целью выявления коэффициента заполнения шва припоем, который при высоком качестве пайки должен иметь значение не менее 0,8.
Данный коэффициент вычисляется как отношение общей площади закрытия припоем к площади обрабатываемых частей металлических изделий.
К методу разрушающего контроля также относится выборочное обследование вырезанных из спаянной детали участков.
Появление дефектных образований в паяных швах чаще всего объясняется низкой квалификацией исполнителей этих работ, а также небрежностью при подготовке изделий под пайку.
В отдельных случаях это происходит по причине низкого качества материалов припоя (флюса) или же неисправности отдельных элементов применяемого оборудования.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто – канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино – канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Читать также: Как проверить работоспособность реле регулятора
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Технологический процесс пайки металлов
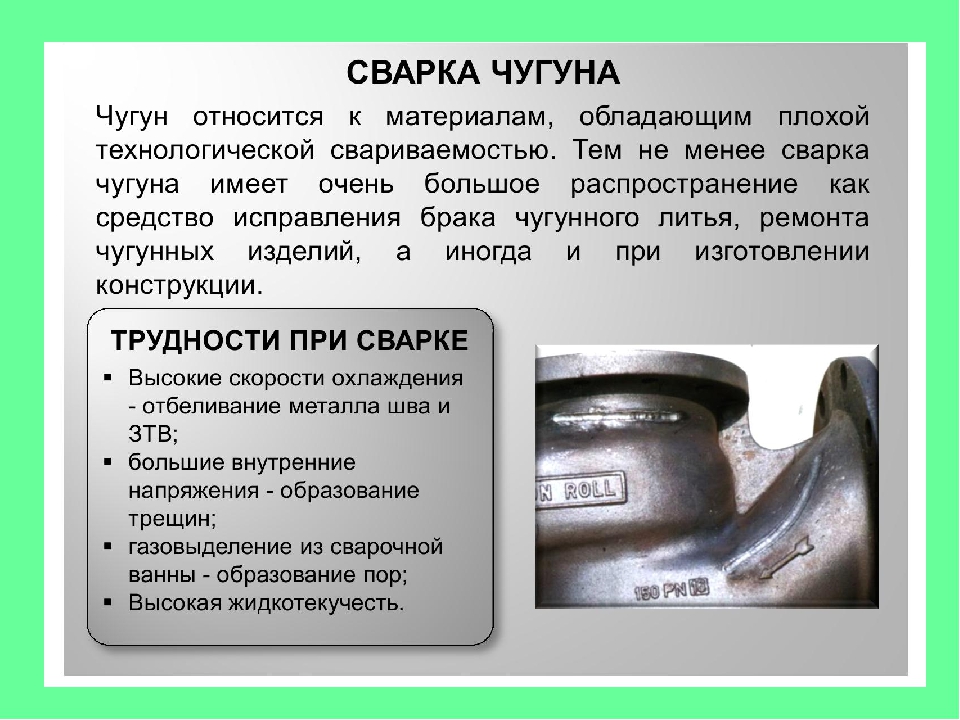
Чугуны разделяют на белые, серые, легированные, специальные и высокопрочные. Основная трудность при пайке чугуна наличие в его структуре графита, затрудняющего смачивание поверхности основного металла расплавленным припоем.
Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его путем электрохимической обработки в соляной ванне при 450-510°С.
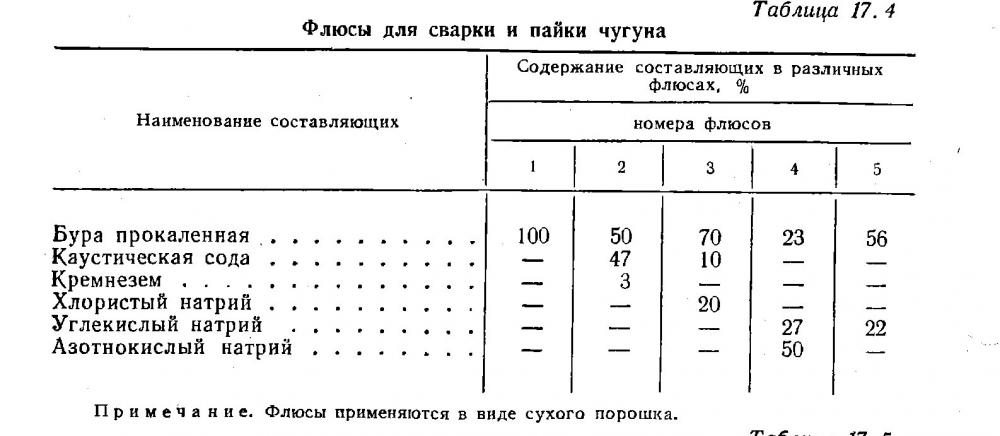
При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем обработки флюсом № 209 или 284 при температуре 600-700°С или электрохимически в соляной ванне, а затем обезжирить бензином, ацетоном или раствором щелочи.
Пайку нужно производить паяльником или газовой горелкой с использованием флюсов на основе хлористого цинка. Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова.
Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса.
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью, иногда применяют серебряные припои, которые содержат никель, имеют сравнительно низкие температуры плавления и образуют прочные паяные соединения.
При высокотемпературной пайке чугуна более целесообразно применять такие активные флюсы, как № 209 и 284, которые растворяют графит на поверхности чугуна в процессе пайки и благодаря этому обеспечивают надежное смачивание припоем соединяемых поверхностей.
Главное преимущество пайки чугунов серебряными припоями с флюсом № 209 или 284 в том, что нет необходимости принимать меры по удалению графита, а также и в том, что при пайке серебряными припоями при температуре до 900° С чугун не перегревается.
Перегрев чугуна связан со структурными превращениями, что при охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не применяют вообще из-за образования в швах хрупких железо-фосфорных соединений.
Нагрев при пайке чугуна можно производить газовой горелкой или паяльной лампой до температуры не выше 900° С. При этом пламя должно быть только нейтральным.
Для снятия внутренних напряжений и упрочнения паяных соединений чугунные изделия сразу же после пайки подвергают отжигу при температуре 700-750°С в течение 20 мин. Пайку в печах с контролируемой атмосферой производят с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор.





Пайку дефектных участков (усадочных раковин, пор и трещин) чугунных литых деталей осуществляют с применением оловянно-свинцовых припоев. Чаще всего применяют припой ПОС 30 с использованием в качестве флюса водного раствора хлористого цинка с добавками хлористых солей меди и олова. Паяют после механической зачистки и лужения соединяемых поверхностей.
Последовательность лужения:
1) места пайки очищают от литейной корки проволочной щеткой;
2) очищенную поверхность обезжиривают ацетоном, бензином или раствором щелочи и наносят флюс;
3) газовой горелкой равномерно прогревают место пайки до температуры, при которой начинает плавиться припой;
4) после лужения дефекты запаивают, применяя для этой цели паяльник или газовую горелку.
После пайки изделие тщательно промывают горячей и холодной водой.
- Назад
- Вперед
Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Правильная сварка чугуна
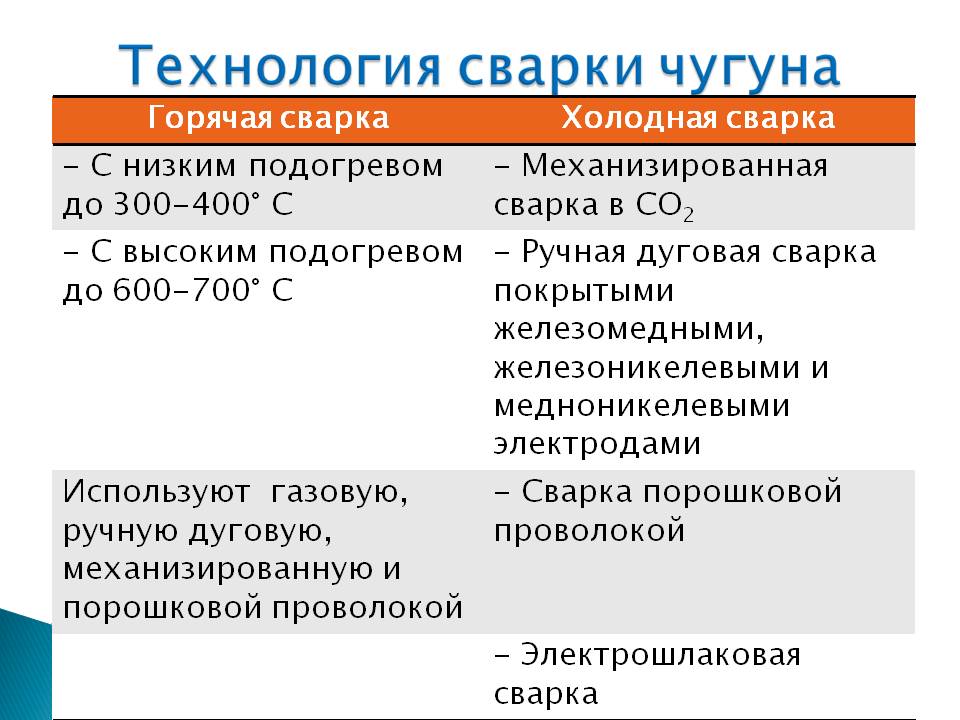
Прежде чем выяснить, как варить чугун электросваркой, нужно знать о двух основных методах:
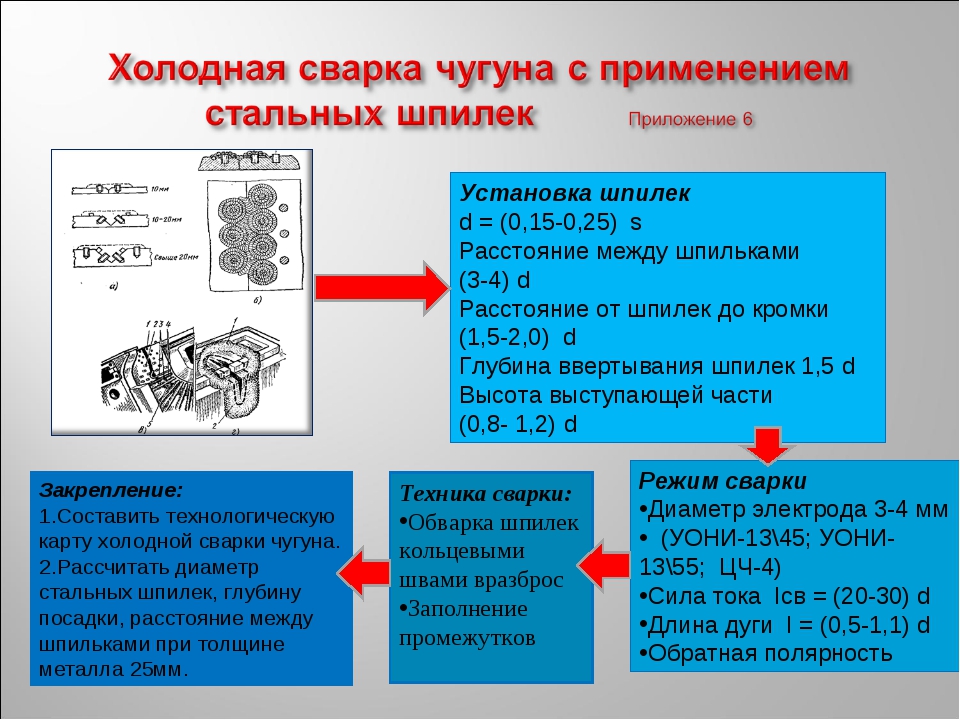
- Способ холодного сваривания без подогрева.
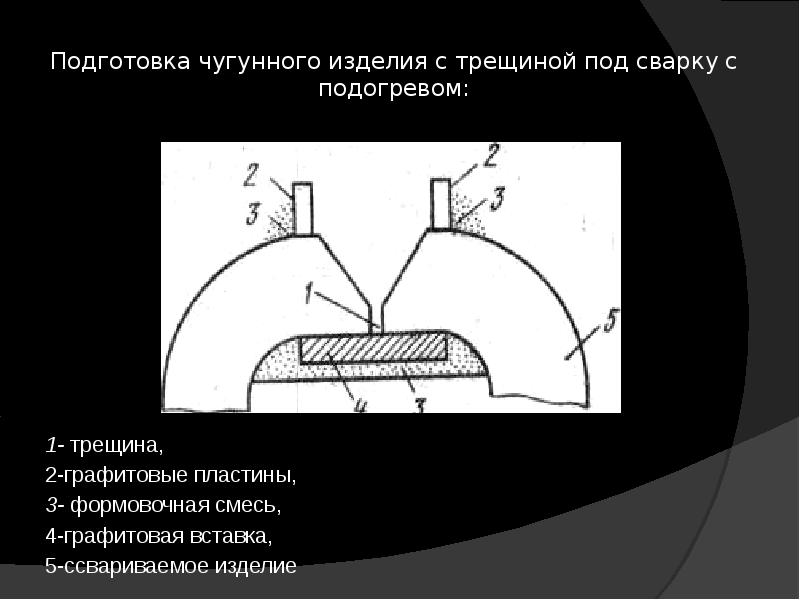
- Способ горячего сваривания с подогревом.
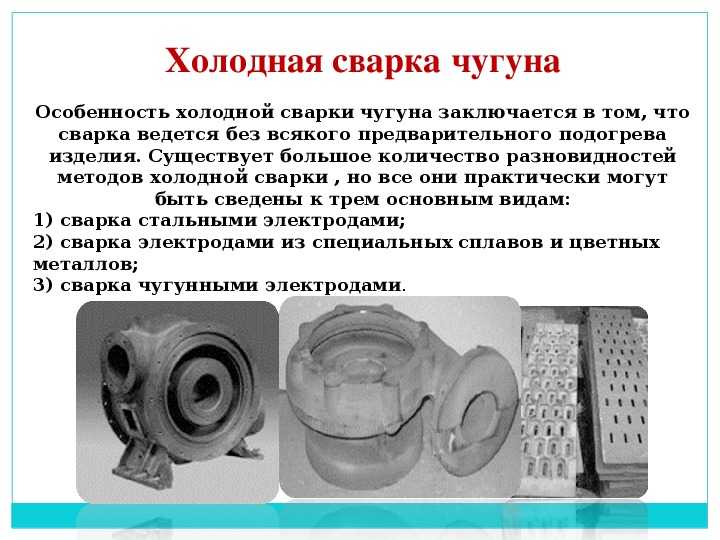
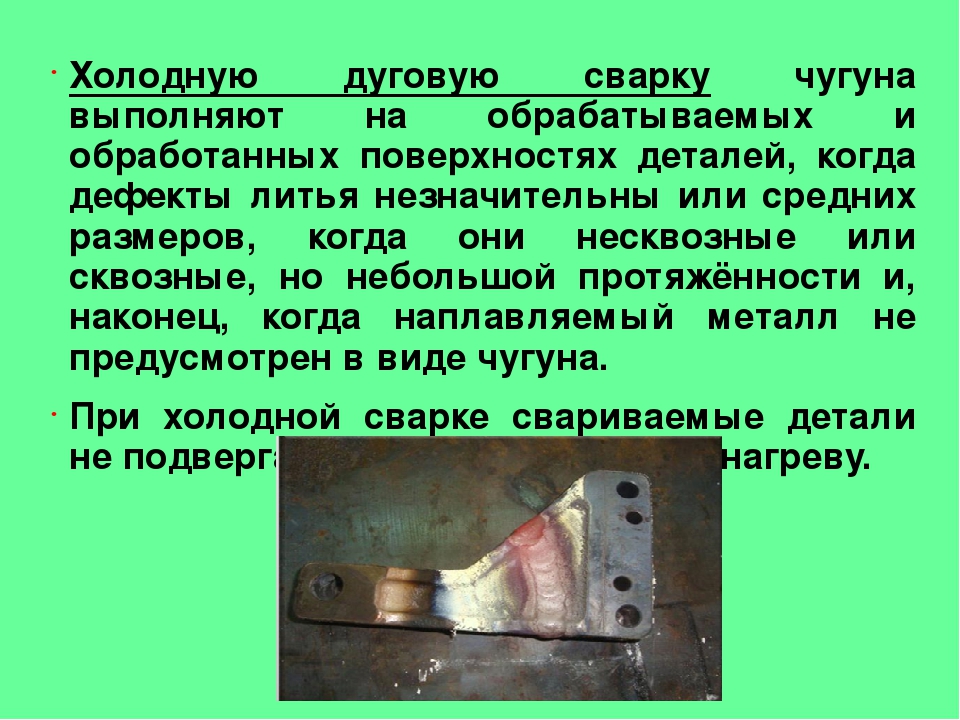
Метод холодной сварки
Метод сварки при помощи холодной сварки наиболее легок если используются специальные электроды, то и шов выходит прочный и высокого качества.
Когда используются электроды для металла в процессе холодного сваривания, получаемый шовный металл состоит из высокоуглеродистой стали со значительным количеством марганца, кремния, серы, фосфора и прочих ингредиентов, содержащихся в металле. Недостаток такого шовного образования в появлении растрескиваний и в невозможности его обработки режущим инструментом.
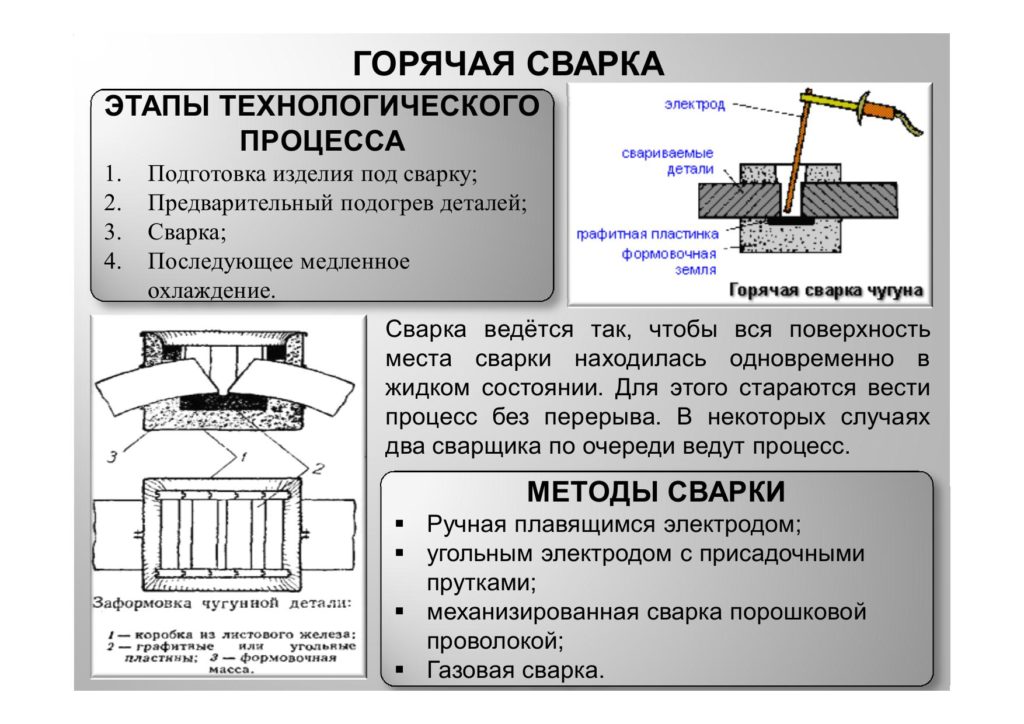
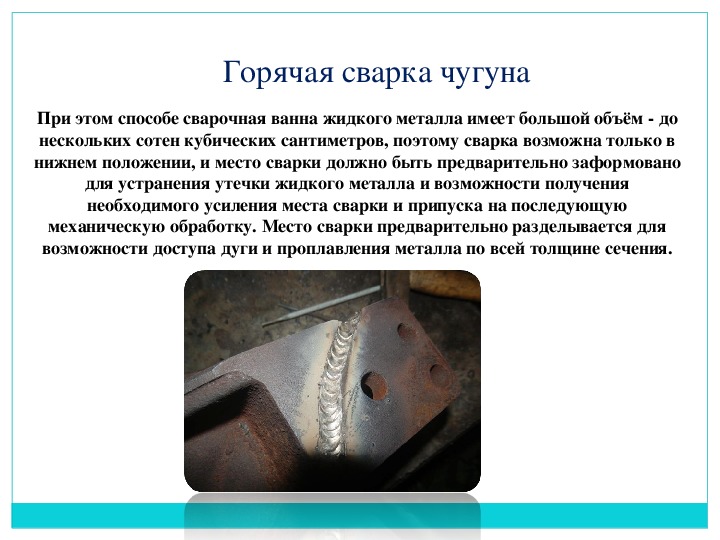
Горячая сварка
Горячая сварка поможет избежать значительного количества недостатков холодной, в том числе и закаливающих и отбеливающих процессов происходящих при сваривании. Чтобы знать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки горячим методом. Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Рассказываем в подробностях
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно применять специальные электроды, изготовленные с применением никеля и меди. Медь не растворима в железе и не склонна к реакции с углеродом, благодаря чему шов, наплавляемый такими электродами, выходит неоднородным с присутствием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, растворяться в железе, и не склонен к образованию соединений с углеродом, благодаря чему – нет участков образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас производится значительное количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
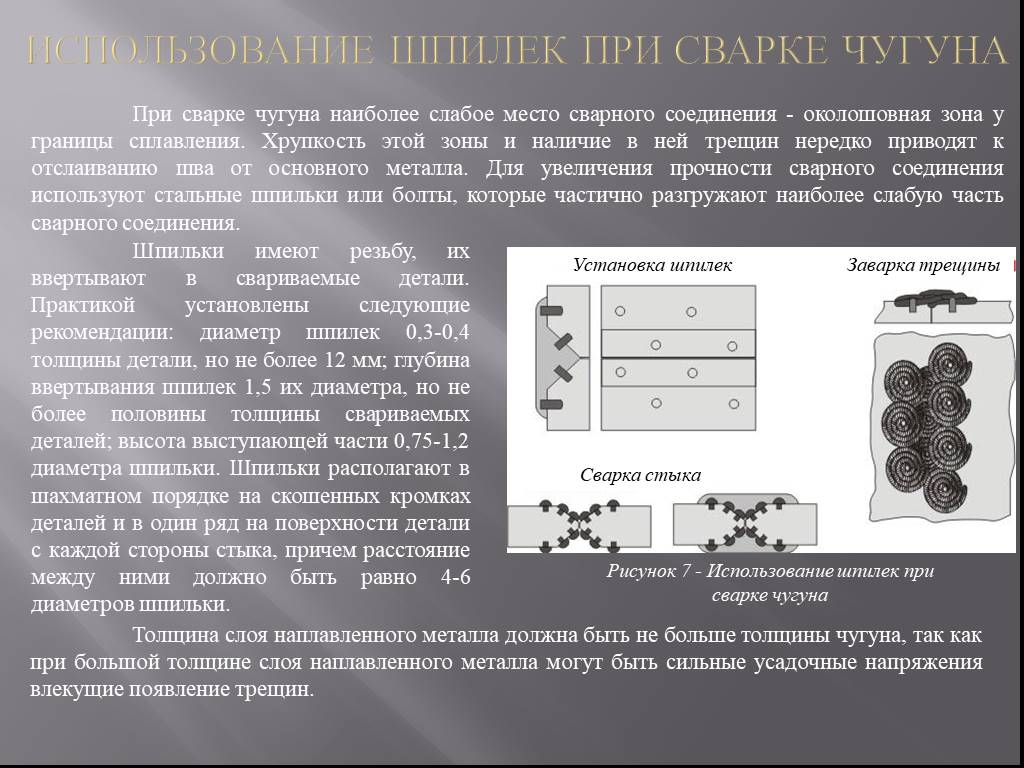
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры детали до 40-60 градусов.
Сварка стальными электродами
Здесь для чугунной сварки можно применить самый доступный метод – сварка чугуна в домашних условиях стальными электродами. Но при их использовании качество шва остается желать лучшего, из-за плохого сцепления чугуна с наплавленным металлом, происходящим благодаря разной усадке.
Пайка чугуна
Паяют чугун припоями, состоящими из свинца и олова, используя паяльную лампу или газовую горелку, при этом необходимо соблюдать режимы для пайки серого чугуна и не превышать температуру плавления припоя. Перед началом работ шов тщательно очищают, протравливают соляной кислотой и далее наносят флюс их хлористого цинка и облуживают металл.
Процесс облуживания заключается во втирании железной щеткой припоя в нагретое до температуры 600 градусов место пайки. Далее производится окончательный нагрев до 800 градусов, и запаивают дефекты или спаивают детали.
Для пайки чугунных изделий применяют и тугоплавкие припои из серебра и латуни, в состав которых входит железо, никель, марганец, олово и кремний в количестве от 1,1 до 1,6%.
Для получения прочного шва детали после пайки необходимо отжечь в течение 15 минут при температуре 710-740 градусов по Цельсию.
Знаете ли вы, что…
Свариваемость чугуна зависит от характера распределения в нем включений графита. Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Итог
Теперь вы знаете особенности сварки чугуна, на что надо обратить внимание, а также каким сварочным оборудованием производить процесс. Сергей Одинцов
Сергей Одинцов
Режимы и техника пайки-сварки
Процесс выполняют обычной сварочной горелкой, работающей на ацетилене или газе-заменителе. Мощность пламени должна быть несколько меньшей, чем при наплавке аналогичных толщин чугунными прутками: из расчета расхода 70-80 л/ч ацетилена на 1 мм толщины металла.





Лужение поверхности производят после выжигания из нее графита на глубину 0,2-0,8 мм. На такую глубину графит обычно выгорает при нагреве чугуна до 750-850°С в течение 30-50 с. Пламя горелки при этом может быть с небольшим избытком кислорода. Нагрев ведут факельной зоной пламени. О готовности металла к лужению свидетельствует плавление флюса, доставляемого к месту нагрева.
Как только флюс начинает плавиться, снижают немного мощность пламени и приступают к лужению поверхности. Припой при этом должен хорошо смачивать всю восстанавливаемую поверхность. Наращивают облуженную поверхность припоем нейтральным пламенем, восстановительной (средней) его частью. Перегрев присадочного металла влечет за собой выгорание цинка из латуни и образование пористости наплавленного металла. Перегрев основного металла сопровождается обильным выделением белых паров.
Иногда при пайке-сварке «горелого» чугуна (чугун, длительное время подвергавшийся высокому нагреву) присадочный металл не смачивает поверхность основного металла, при натирании его расплавленным присадочным прутком образуются мелкие капли латуни, слегка прилипшие к поверхности. В этом случае процесс приостанавливают и, нагрев чугун до плавления, металлическим скребком счищают поверхностный слой до появления чистого металла.
Нейтральные вещества
К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем.
Этот популярный реагент нужен для того, чтобы паять разнородные по структуре детали из меди и её сплавов при сравнительно невысоких температурах нагрева места стыка (не более 450-ти градусов). Причём проведение этой операции допустимо даже при наличии на поверхности заготовок тонких оксидных плёнок.
Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом.
При приготовлении рабочего состава в растолчённую до порошкообразного состояния канифоль добавляются спирт, глицерин или скипидар, что способствует улучшению качественных показателей смеси.
Продаются нейтральные флюс-гели, которые нужны для бессвинцовой пайки микросхем. Их удобно наносить специальным шприцем-дозатором.
Присадочный материал и флюсы
В качестве припоя при пайке-сварке используют прутки из латуни Л63, кремнистую латунь, припой ЛОМНА 54-1-4-02. Твердость металла, наплавленного припоем ЛОМНА, близка к твердости серого чугуна.
При пайке-сварке латунными припоями применяют флюсы ФПСН-1 и ФПСН-2. Они нейтрализуют действие свободного графита, облегчают процесс образования металлических связей на границе чугун-латунь. При температуре плавления 600-650°С эти флюсы являются индикаторами начала процесса пайки-сварки, т.е. расплавление флюса на детали является сигналом для расплавления припоя.
Флюс ФПСН-1 применяют для пайки латунью ЛОК, а флюс ФПСН-2 — припоем ЛОМНА. Для пайки прутками из латуни Л63 применяют флюс, состоящий из 50% буры и 50% борной кислоты.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Правильная сварка чугуна
Прежде чем выяснить, как варить чугун электросваркой, нужно знать о двух основных методах:
- Способ холодного сваривания без подогрева.
- Способ горячего сваривания с подогревом.
Метод холодной сварки
Метод сварки при помощи холодной сварки наиболее легок если используются специальные электроды, то и шов выходит прочный и высокого качества.
Когда используются электроды для металла в процессе холодного сваривания, получаемый шовный металл состоит из высокоуглеродистой стали со значительным количеством марганца, кремния, серы, фосфора и прочих ингредиентов, содержащихся в металле. Недостаток такого шовного образования в появлении растрескиваний и в невозможности его обработки режущим инструментом.
Горячая сварка
Горячая сварка поможет избежать значительного количества недостатков холодной, в том числе и закаливающих и отбеливающих процессов происходящих при сваривании. Чтобы знать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки горячим методом. Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Рассказываем в подробностях
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно применять специальные электроды, изготовленные с применением никеля и меди. Медь не растворима в железе и не склонна к реакции с углеродом, благодаря чему шов, наплавляемый такими электродами, выходит неоднородным с присутствием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, растворяться в железе, и не склонен к образованию соединений с углеродом, благодаря чему – нет участков образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас производится значительное количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры детали до 40-60 градусов.





Сварка стальными электродами
Здесь для чугунной сварки можно применить самый доступный метод – сварка чугуна в домашних условиях стальными электродами. Но при их использовании качество шва остается желать лучшего, из-за плохого сцепления чугуна с наплавленным металлом, происходящим благодаря разной усадке.
Пайка чугуна
Паяют чугун припоями, состоящими из свинца и олова, используя паяльную лампу или газовую горелку, при этом необходимо соблюдать режимы для пайки серого чугуна и не превышать температуру плавления припоя. Перед началом работ шов тщательно очищают, протравливают соляной кислотой и далее наносят флюс их хлористого цинка и облуживают металл.
Процесс облуживания заключается во втирании железной щеткой припоя в нагретое до температуры 600 градусов место пайки. Далее производится окончательный нагрев до 800 градусов, и запаивают дефекты или спаивают детали.
Для пайки чугунных изделий применяют и тугоплавкие припои из серебра и латуни, в состав которых входит железо, никель, марганец, олово и кремний в количестве от 1,1 до 1,6%.
Для получения прочного шва детали после пайки необходимо отжечь в течение 15 минут при температуре 710-740 градусов по Цельсию.Знаете ли вы, что… Свариваемость чугуна зависит от характера распределения в нем включений графита. Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Итог
Теперь вы знаете особенности сварки чугуна, на что надо обратить внимание, а также каким сварочным оборудованием производить процесс. Сергей Одинцов
Сергей Одинцов
Этапы проведения работ

Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
Очистка и обезжиривание места соединения.
Обработка поверхности флюсом.
После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
Начинаем постепенный прогрев поверхности
Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
Смываем остатки флюса.. Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу
Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.