Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.

BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой

Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Распределение по химическому составу
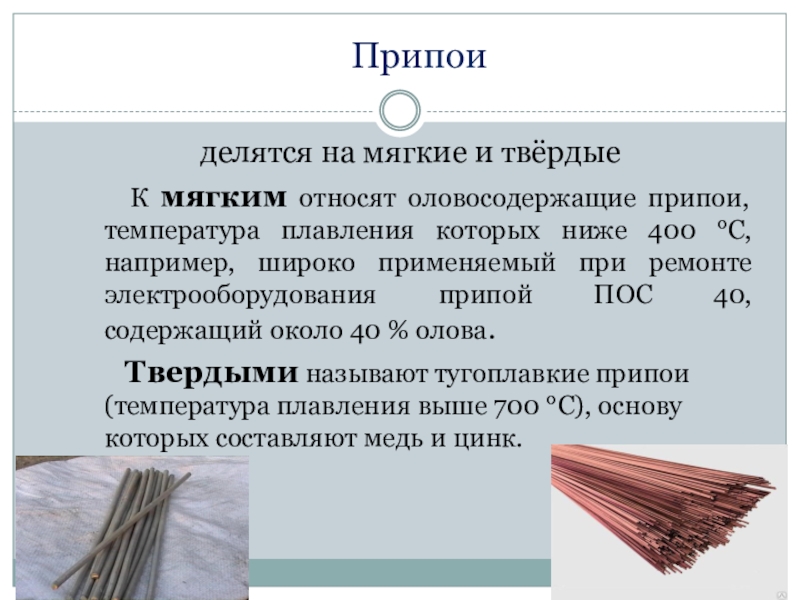
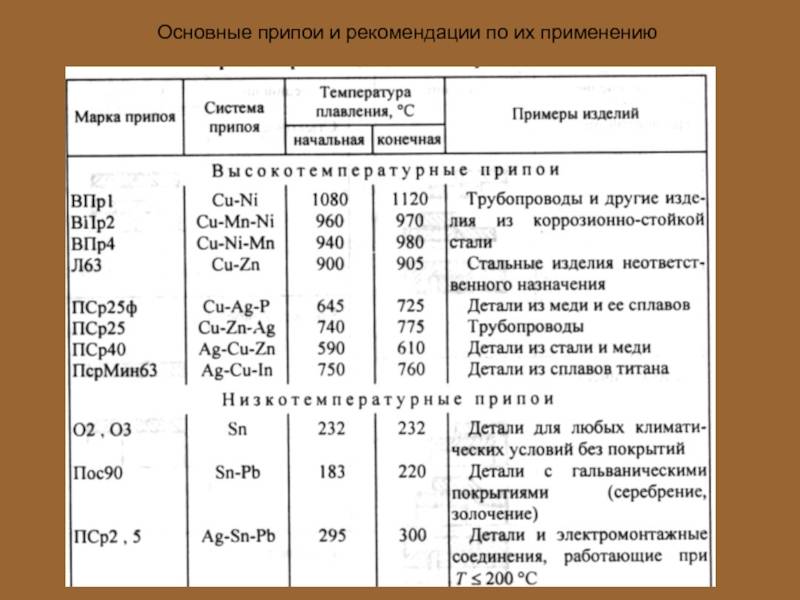
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.

Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.

Твердый припой для меди Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Изготовление своими руками
Для спаивания радиотехнических проводов используют припои в виде тонких прутков, которые имеют диаметр 2 миллиметра. Они легко делаются своими руками.
Для того чтобы их сделать нужно будет взять сосуд. На его дне сделать отверстие. А после этого нужно будет вылить в него расплавленный оловянно-свинцовый припой. При этом сосуд должен будет располагаться над металлической плитой или жестяным листом. После застывания прутья разрезаются на куски необходимой длины.
Можно разлить такую смесь в формы:
- Гипсовые.
- Дюралюминиевые ёмкости.
- Жестяные желобы.
Осуществляется это всё следующим образом:
- Нужно на весах взвесить необходимое количество олова и свинца.
- В металлической тигле над газовой горелкой расплавьте металл. Его стоит перемешивать с помощью стального стержня.
- С расплавленной поверхности необходимо снять плёнку, используя стальную пластину.
- Сплав стоит разлить по формам.
Вне зависимости от того, какой тип флюса вы применяете, готовую пайку протрите тряпочкой, предварительно смочив её в ректификате или ацетоне. Для очистки шва применяйте жёсткую щётку, окунув её перед этим в растворитель.
На сегодняшний день на рынке можно приобрести гелеобразные и жидкие флюсы, которые имеют следующие преимущества:
- После пайки не требуется очистка.
- Такой флюс не проводит ток.
- Отсутствуют компоненты, которые провоцируют возникновение коррозии и окисления.
Жидкий флюс наносится с помощью кисточки или ватной палочки. Можно самостоятельно сделать приспособление для его нанесения при помощи силиконового шланга и обыкновенного шприца. Именно шланг будет наполняться жидким флюсом.
Пайка является одним из лучших способов соединения металлов. С её помощью обеспечивается высокий уровень герметичности и прочности, а процесс, по сравнению со сваркой не занимает много времени и прост.
Но в процессе пайки выделяются вредные газы. Именно поэтому при работе не забывайте о таких средствах защиты, как фартук на основе плотной ткани, очки и перчатки. А ещё риск отравления будет минимальным, если использовать флюсы хороших производителей.
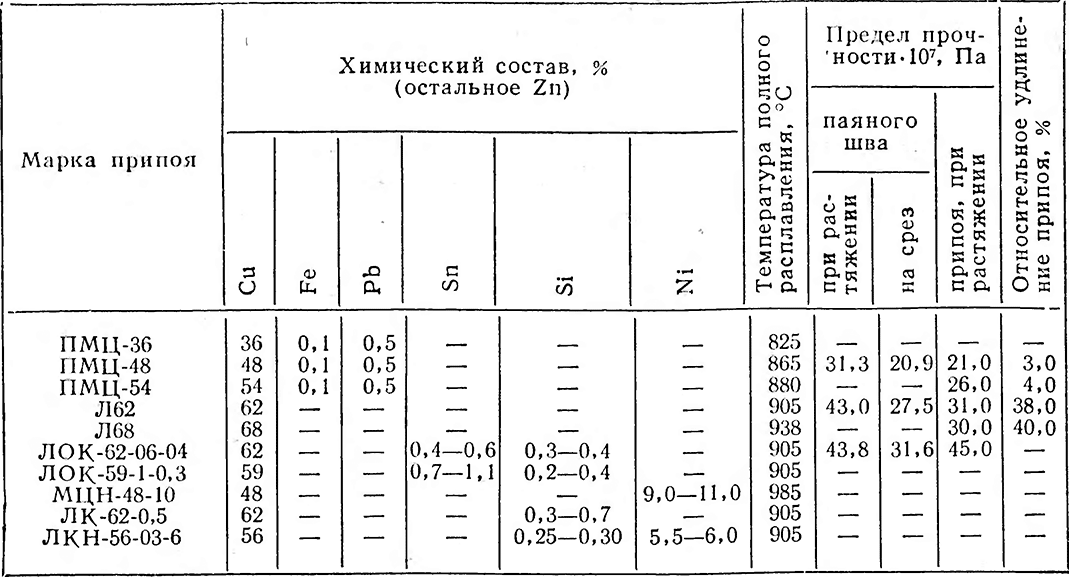
3.2. Свойства припоев
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1 Классификация и химический состав мягких и полутвердых припоев
|
Припой |
Химический состав, % |
|||||||
|
Вид |
Марка |
Олово |
Сурьма |
Кадмий |
Медь |
Свинец |
Серебро |
Индий |
|
Олово |
О2 |
99,9 |
– |
– |
– |
– |
– |
– |
|
Бессурьмянистые |
ПОС61 |
60–62 |
– |
– |
– |
Остальное |
– |
– |
|
ПОС40 |
39–41 |
– |
– |
– |
– |
– |
||
|
ПОС10 |
9–10 |
– |
– |
– |
– |
– |
||
|
ПОС61М |
60–62 |
– |
– |
1,5–2,0 |
– |
– |
||
|
ПОСК50-18 |
49–51 |
– |
17–19 |
– |
– |
– |
||
|
Малосурьмянистые |
ПОССу61-0,5 |
60–62 |
0,2–0,5 |
– |
– |
Остальное |
– |
– |
|
ПОССу40-0,5 |
39–41 |
– |
– |
– |
– |
|||
|
ПОССу30-0,5 |
29–31 |
– |
– |
– |
– |
|||
|
ПОССу18-0,5 |
17–18 |
– |
– |
– |
– |
|||
|
Сурьмянистые |
ПОССу95-5 |
94–96 |
4–5 |
– |
– |
Остальное |
– |
– |
|
Серебряные |
ПСрО10-90 |
Остальное |
– |
– |
– |
– |
10±0,5 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
– |
– |
– |
– |
8±0,5 |
– |
|
|
ПСрМО5 (ВПр-9) |
– |
– |
– |
2±0,5 |
– |
5±0,5 |
– |
|
|
ПСрОС3,5-95 |
– |
– |
– |
– |
3,5±0,4 |
– |
||
|
ПСрОС3-58 |
57,8±1,0 |
– |
– |
– |
– |
3±0,4 |
– |
|
|
ПСр3 |
– |
3±0,3 |
– |
|||||
|
ПСр3Кд |
– |
– |
95–97 |
– |
– |
3,0–4,0 |
– |
|
|
ПСрО3-97 |
Остальное |
– |
– |
– |
– |
3±0,3 |
– |
|
|
ПСр2,5 |
5,0–6,0 |
– |
– |
– |
91–93 |
2,2–2,7 |
– |
|
|
ПСр2,5С |
– |
– |
– |
– |
– |
2,5±0,2 |
– |
|
|
ПСр2 |
30±1 |
2±0,2 |
– |
|||||
|
ПСрОС2-58 |
58,8±1,0 |
– |
– |
– |
– |
2±0,3 |
– |
|
|
ПСр1,5 |
15±1 |
– |
– |
– |
– |
1,5±0,3 |
– |
|
|
ПСр1 |
35±1 |
– |
– |
– |
– |
1±0,2 |
– |
|
|
Индиевые |
ПОСИ30 |
42 |
– |
– |
– |
28 |
– |
3 |
|
ПСр3И |
– |
– |
– |
– |
– |
3 |
97 |
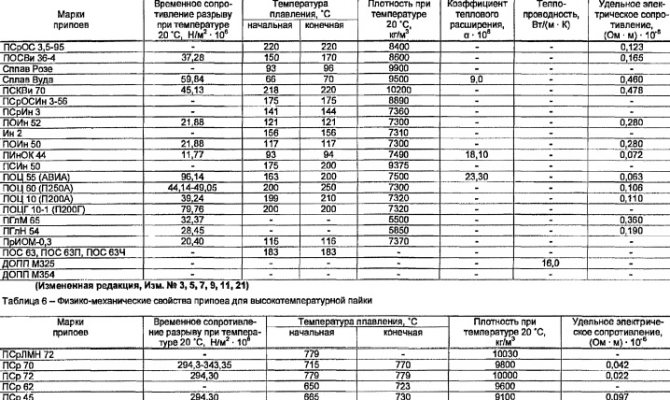
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.
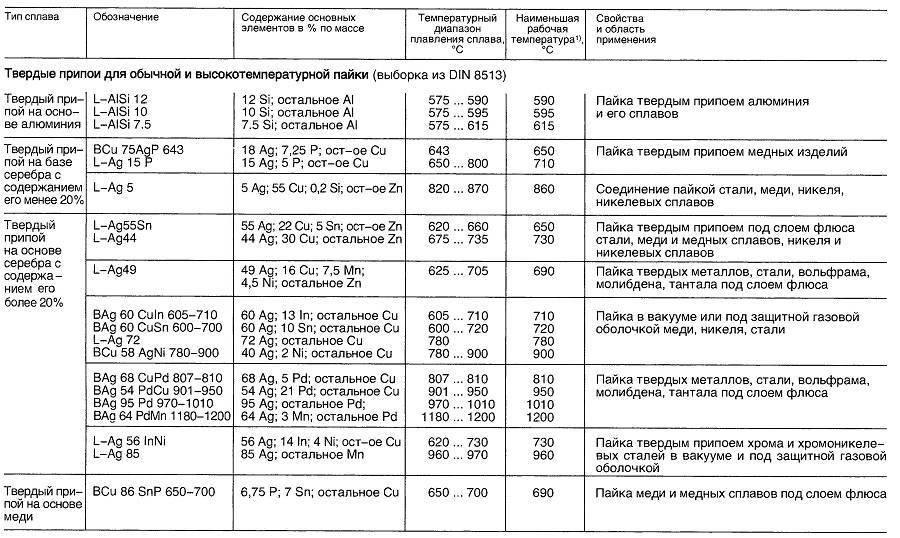




Таблица 3.2 Физико-механические свойства мягких и полутвердых припоев
|
Марка припоя |
температура плавления, °с |
ориентировочная температура пайки, °с |
плотность, кг/м³ |
удельное электрическое сопротивление, мком·м |
предел механической прочности при растяжении, Мпа |
|
|
солидус |
ликвидус |
|||||
|
О2 |
232 |
232 |
280 |
7310 |
– |
25 |
|
ПОС61 |
183 |
190 |
240 |
8500 |
0,139 |
43 |
|
ПОС40 |
183 |
238 |
290 |
9300 |
0,159 |
38 |
|
ПОС10 |
268 |
299 |
350 |
10800 |
0,200 |
32 |
|
ПОС61М |
268 |
192 |
240 |
8500 |
0,143 |
45 |
|
ПОСК50-18 |
142 |
145 |
185 |
8800 |
0,133 |
40 |
|
ПОССу61-0,5 |
183 |
189 |
240 |
8500 |
0,140 |
45 |
|
ПОССу50-0,5 |
183 |
216 |
– |
8900 |
0,149 |
– |
|
ПОССу40-0,5 |
183 |
235 |
285 |
9300 |
0,169 |
40 |
|
ПОССу35-0,5 |
183 |
245 |
– |
9500 |
0,172 |
– |
|
ПОССу30-0,5 |
183 |
265 |
306 |
9700 |
0,179 |
36 |
|
ПОССу25-0,5 |
183 |
266 |
– |
10000 |
0,182 |
– |
|
ПОССу18-0,5 |
183 |
277 |
325 |
10200 |
0,198 |
36 |
|
ПОССу95-5 |
234 |
240 |
290 |
7300 |
0,145 |
40 |
|
ПОССу40-2 |
185 |
229 |
– |
9200 |
0,172 |
– |
|
ПОССу33-2 |
185 |
243 |
– |
9400 |
0,179 |
– |
|
ПОССу30-2 |
185 |
250 |
– |
9600 |
0,182 |
– |
|
ПОССу25-2 |
185 |
260 |
– |
9800 |
0,183 |
– |
|
ПОССу18-2 |
188 |
270 |
– |
10100 |
0,206 |
– |
|
ПОССу15-2 |
184 |
275 |
– |
10300 |
0,208 |
– |
|
ПОССу10-2 |
268 |
285 |
– |
10700 |
0,208 |
– |
|
ПОССу8-3 |
240 |
290 |
– |
10500 |
0,207 |
– |
|
ПОССу5-1 |
275 |
308 |
– |
11200 |
0,200 |
– |
|
ПОССу4-6 |
244 |
270 |
– |
10700 |
0,208 |
– |
|
ПСрО10-90 |
– |
280 |
– |
7600 |
12,9 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
250 |
– |
7400 |
19,7 |
– |
|
ПСрМО5 (ВПр-9) |
– |
240 |
– |
7400 |
16,3 |
– |
|
ПСрОС3,5-95 |
– |
224 |
– |
7400 |
12,3 |
– |
|
ПСрОС3-58 |
– |
190 |
– |
8600 |
14,5 |
– |
|
ПСр3 |
– |
315 |
– |
11400 |
20,4 |
– |
|
ПСр3Кд |
300 |
325 |
360 |
8700 |
8,0 |
54 |
|
ПСр2,5 |
295 |
305 |
355 |
11000 |
21,4 |
– |
|
ПСр2,5С |
– |
306 |
– |
11300 |
20,7 |
– |
|
ПСр2 |
– |
238 |
– |
9500 |
16,7 |
– |
|
ПСрОС2-58 |
– |
183 |
– |
8500 |
14,1 |
– |
|
ПСр1,5 |
– |
280 |
– |
10400 |
19,1 |
– |
|
ПСр1 |
– |
235 |
– |
9400 |
26,0 |
– |
|
ПОСИ30 |
117 |
200 |
250 |
8420 |
– |
– |
|
ПСр3И |
141 |
141 |
190 |
7360 |
– |
– |
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.

Правильная технология выполнения работ
Согласно требованиям, которые регламентирует СНиП, пайка твердыми материалами необходима при ремонте холодильного оборудования либо системы кондиционирования.
Мягким припоем осуществляется подведение коммуникаций.
Как происходит пайка медных труб
Для того чтобы осуществить соединение медных труб, необходимо подготовить следующие материалы:
- Припой;
- Флюс;
- Труборасширитель;
- Газовую горелку;
- Паяльник;
- Щетку.
Использование флюса имеет очень большое значение. Он предназначен для:
- Очистки поверхностей деталей от окислов;
- Лучшего растекания сплава;
- Защиты соединений от кислорода.
При пайке меди применяются флюсы, которые регламентируются ГОСТом. В состав таких флюсов входят компоненты из чистой буры. Флюсы выпускаются в виде жидкости либо порошка.






При низкотемпературной пайке удобно использовать специальные строительные фены, которые способствуют прогреванию труб со всех сторон.
На сегодняшний день производители предлагают различные варианты газовых горелок для медных изделий:
- Профессиональные;
- Полупрофессиональные;
- Для разогрева труб.

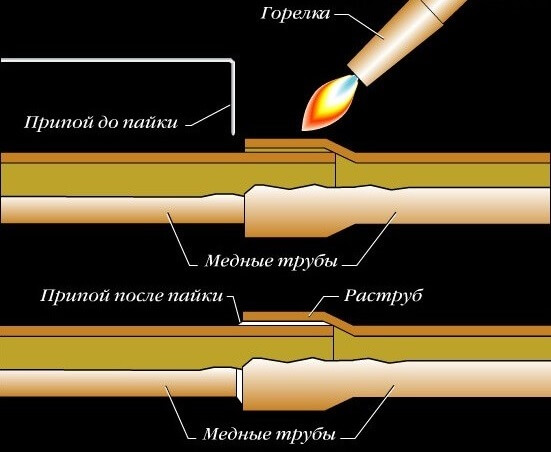
Процесс пайки медных труб
Соединение труб осуществляется в последовательном выполнении и соблюдении таких правил:
- Поверхность труб очищают от грязи и окислов щеткой;
- Детали подгоняют друг к другу и покрывают флюсом;
- Прикладывают припой и закрепляют мягкой проволокой;
- Детали нагревают, чтобы припой расплавился;
- Детали медленно охлаждают.
При высокотемпературном припое правильно, когда он плавится от тепла прогреваемого соединения, а не от пламени горелки.
При выполнении работ необходимо строго придерживаться всех норм по технике безопасности, так как при воздействии высоких температур со сплавами образуются опасные пары, что может привести к ожогам. Для соблюдения мер безопасности необходимо:
- Одевать специальную кислотостойкую спецодежду;
- Использовать защитные перчатки во избежание ожогов;
- Работу осуществлять в хорошо проветриваемом помещении.
Соблюдая все вышеперечисленные правила, пайка меди с помощью сплава будет выполнена качественно и надежно, а работа осуществлена без вреда для здоровья человека.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.

Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
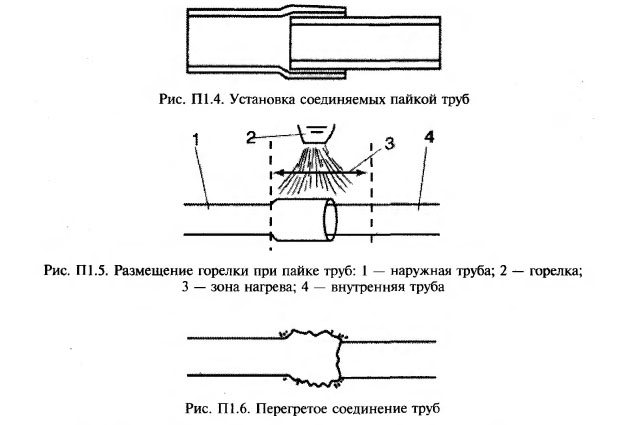
Особенности пайки трубных изделий
Порядок запайки труб мягкими припоями определяется следующей последовательностью рабочих операций:
- Сначала из труб подготавливается стыковой узел с раструбом, на внутреннюю поверхность которого наносится флюс для пайки мягким припоем.
- Затем тот же флюсовый состав наносится на внешнюю часть стыкуемой трубы, после чего паяльником большой мощности (не менее одного киловатта) готовый стык прогревается до температуры порядка 300-400 градусов.
- Контролировать степень нагрева стыковочного узла можно по изменению цветового оттенка флюса.
- После его потемнения в контактную зону вводится проволочный пруток припоя (иногда для лучшего контакта он приготавливается в виде мелкой стружки, заполняющей все стыковочные зазоры).
- При соприкосновении с прогретой зоной контакта припой плавится, а затем под воздействием флюса растекается по всей площади соединительного шва.
Высокотемпературная пайка с применением твердого состава отличается от уже описанных процедур следующими моментами.
Во-первых, при ее реализации на место стыка наносится флюс совсем иного состава, а во-вторых, вводимый в область пайки припой должен изготавливаться из тугоплавких составляющих.
И, наконец, для прогрева зоны контакта с твердыми свойствами используется специальное оборудование (термическая печь, газовая горелка или индукционное нагревательное устройство).

Как обработка медных заготовок, так и пайка стали в домашних условиях, предполагают использование обычной газовой горелки, всегда имеющейся в хозяйстве у любого частника.
Особое внимание нужно уделить последней стадии соединения трубных заготовок, когда после размягчения присадочной проволоки одна из труб проворачивается вокруг оси. Вследствие этой операции еще не застывший припой наматывается на стыковую зону с последующим образованием надежного кольцевого шва
Вследствие этой операции еще не застывший припой наматывается на стыковую зону с последующим образованием надежного кольцевого шва.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.

Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке
Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Читайте отзывы с обзорами и проверяете полученный товар.

Использование в быту
 Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта.
Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта.
Помимо этого, потребуется сам тугоплавкий припой, плавящийся при температурах свыше 450 градусов, а также специальная активная добавка, называемая флюсом.
Лишь при выполнении этих требований в результате паяльных работ удается получить достаточно надежное и твердое паяное соединение.
В качестве примера можно привести использование твердого припоя при спайке рамы велосипеда, восстановление которой другими методами не так эффективно и надежно.
 Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Чаще всего восстановительному ремонту подлежат растапливаемые углем самовары или подобные им нагревательные приспособления из тугоплавких металлов.
Добавим к этому, что бытовая пайка твердыми припоями широко востребована и при проведении ремонтных работ, касающихся восстановления отдельных узлов холодильного и теплообменного оборудования.
В последнем случае для спайки медных трубок посредством газовой горелки потребуется , позволяющий получать прочное и надежное соединение, пригодное для эксплуатации в критических условиях.
Рассмотрим особенности работы с паяльными составами различной степени тугоплавкости на примере такой распространенной операции, какой является запайка труб.
Правила пайки серебряных изделий
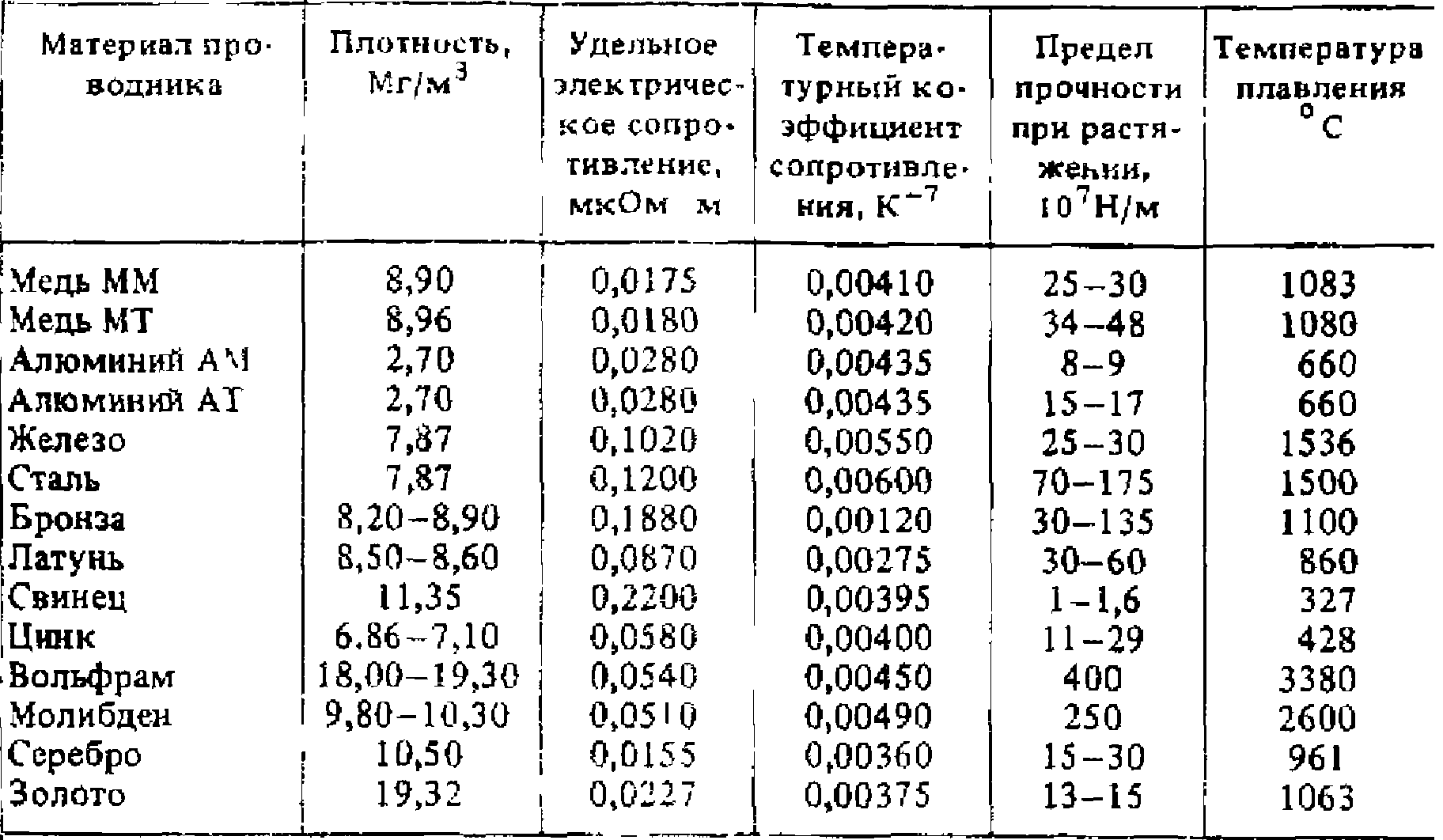
Для выполнения подобных действий важно владеть информацией о физико-химических характеристиках материала. Температура плавления серебра — 960 градусов по Цельсию
С точки зрения ювелиров, это средний показатель. К примеру, у меди плавление возможно при 1083ºС, золото плавится при 1063ºС.
В зависимости от компонентов, входящих в состав серебра, их температура будет меняться. Для того чтобы точно узнать характеристики сплава, можно воспользоваться техническими справочниками. Маркировка серебряных припоев подразумевает последовательность русских букв и цифр. Цифры характеризуют процентное содержание в припое благородного металла.
Чтобы отремонтировать серебряное изделие, нужно подготовить паяльник, зачистить поверхность изделия. Серебряный припой позволяет делать прочные, плотные швы, стойкие к коррозии. При ремонте ювелирных изделий применяют припой, содержащий более 70 процентов серебра, либо специальную пасту для пайки.
В домашних условиях для ремонта мелких ювелирных изделий подойдут сплавы серебра, цинка, меди, кадмия. Оптимальным для «новичков» будет следующий состав: 45 частей серебра, 25 – меди, 30 – цинка. Плавление компонентов осуществляется в муфельной печи, потребуется флюс. Готовую смесь выливают на подложку, после охлаждения пропускают через вальцовочный станок, чтобы получить тонкие листы. Их толщина не должна превышать 0,5 мм. Для домашней пайки нужны листы, ширина которых составляет 1-3 мм. Для домашней пайки ювелирных изделий из серебра нежелательно пользоваться составами, содержащими кадмий. Данный металл вызывает серьезные проблемы со здоровьем. Место пайки подвергается действию воздуха, образуются оксиды. Чтобы не допустить подобного явления, применяется в домашней пайке колофоний (флюс)
При плавлении серебряного припоя важно следить за равномерным распределением флюса по обрабатываемой поверхности. Если есть сомнения в своих навыках и теоретических знаниях процесса пайки, лучше обращаться к профессиональному ювелиру
Не рекомендуется применять в домашних условиях составы, содержащие кадмий, так как при испарении он негативно отражается на здоровье. Для предотвращения окислительного процесса и других негативных реакций можно использовать флюс (колофоний)
Важно, чтобы он равномерно распределялся по поверхности металла
Смачиваемость
Прежде всего, любой вид припоя должен иметь отличную смачиваемость. Без этой характеристики спаиваемые детали просто не смогут надежно контактировать друг с другом. Что такое смачиваемость? Это такое интересное явление, когда прочность связей между частицами твердого вещества и жидкости выше, чем у молекул жидкости. Если есть смачиваемость, тогда жидкость растечется по поверхности и попадет во все полости. Итак, если припой для пайки не смачивает, к примеру, медь, тогда его нельзя использовать с этим металлом. Для пайки ее не используют свинец в чистом виде. Его характеристики смачивания очень низкие и нельзя рассчитывать на высокое качество соединения.
Состав и его физико-химические свойства
Припои для пайки нержавеющей стали имеют определенный ряд металлов, которые входят в их состав. Каждый из них влияет на свойства общего материала, в зависимости от того, в каком процентном соотношении он там содержится. Среди них можно выделить следующие элементы состава:
Олово – является мягким металлом, температура плавления которого достигает 231 градус Цельсия. Оно растворяется в серной и соляной кислоте, но в большинстве случаев органические кислоты на него не воздействуют. При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.

Олово
Свинец – основным свойством данного материала является легкоплавкость. В чистом виде его практически не применяют, так как он оказывается слишком мягким, но это же помогает легче его обрабатывать. Окислению подвергается только та часть, которая контактирует с воздухом, то есть внешняя поверхность. Кислоты и щелочи с органикой и азотов легко растворяют свинец.

Свинец
Кадмий зачастую входит в легкосплавные припои, куда он добавляется в малых дозах, как правило, с оловом, свинцом или висмутом, так как в чистом виде является токсичным. Температура плавления достигает 321 градуса Цельсия. Обладает отличными антикоррозийными свойствами.

Кадмий
Висмут также относится к легкосплавным металлам. Температура плавления его достигает 271 градус Цельсия. Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.

Висмут
Сурьма относится к тугоплавким металлам. Температура его плавления составляет 630 градусов Цельсия. Материал имеет отличные антикоррозионные свойства. На него не действует воздух и он не подвергается окислению, но при этом металл является токсичным. Когда его применяют в припое, то он дает своеобразный глянцевый эффект.

Сурьма
Цинк является хрупким металлом, которые имеет серо-синий оттенок, температура плавления которого составляет 419 градусов. На воздухе быстро окисляется, поэтому, его применяют для спайки мест, которые находятся во влажных условиях, так как окислительная пленка сразу покрывает шов, которая его защищает. Он может легко растворяться в кислотах и используется преимущественно в твердых припоях.

Цинк
Медь это самый тугоплавкий из состава металл. Температура плавления достигает 1083 градуса Цельсия. Он не поддается воздействию воздуха, но через некоторое время может окислиться от влаги. Применяется в тугоплавких составах.

Медная проволока
Особенности выбора
Благодаря широкому выбору разновидностей всегда можно подобрать подходящий вариант. Твердые припои для пайки нержавейки используются в тех случаях, когда детали будут подвергаться механическому воздействию или же высоким температурам. Если особых сложностей в применении не предвидится, то подойдут и более дешевые легкосплавные материалы. Припой для нержавеющей стали стойкий к щелочам используется в химической промышленности.

Подготовка к пайке нержавейки
«Важно!Не стоит выбирать припой с температурой плавления ниже температуры эксплуатации.»
Особенности пайки нержавейки
- Сначала нужно очистить поверхность до блеска от различных пятен;
- Если требуется – нанести флюс на место будущей спайки;
- Разогреть металл до нужной температуры, как того требует технология;
- Когда флюс начнет действовать, то можно наносить припой;
- Разгладить припой по поверхности места спайки ровным слоем;
- Если не хватило материала, нанести еще, а потом дать остыть;
- Очистить остатки флюса.
Пайка трубы
Паять трубы из листового металла непросто: скрученный лист коробится при нагревании и стремится вернуть себе первоначальную форму. Поэтому здесь важны точная фиксация и равномерный нагрев.
Вспомогательный фиксирующий инструмент должен обеспечивать сильное зажатие и в то же время быть узким.
Широкий захват непосредственно в месте шва нарушил бы округлую форму трубы.
Паяльник большой мощности равномерно прогревает два лежащих друг на друге края листа. Экономно расходуйте оловянный припой: он должен только поплыть!
Подготовку к пайке также начинают с лужения. Поскольку лист соединяют внахлест, то один его край лудят с верхней стороны, другой — с нижней.
Фиксировать положение скрученной из листа трубы лучше струбциной. Нужно только нанести немного припоя снаружи, он протечет между краями листа и схватит их.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Пайка медных труб с применением медно-фосфорного припоя
Используя твердый припой, для качественного соединения труб, следует подобрать оптимальный вид пламени. Если пламя горелки сильно уменьшается, то это свидетельствует о слишком большом содержании газообразного топлива в газовой смеси. Быстрее нагревает и очищает поверхность металла незначительно уменьшающееся пламя. Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
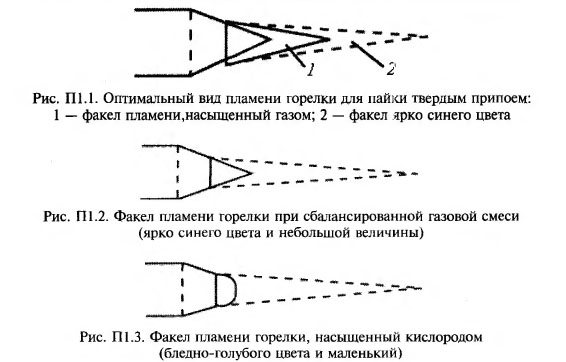
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
Припой не будет равномерно распределяться между соединяемыми трубами, когда внутренняя труба больше нагрета, чем наружная и в обратном порядке. Необходимо полностью равномерно разогревать всю поверхность свариваемых труб, только в этом случае припой будет равномерно проникать в зазор соединений.
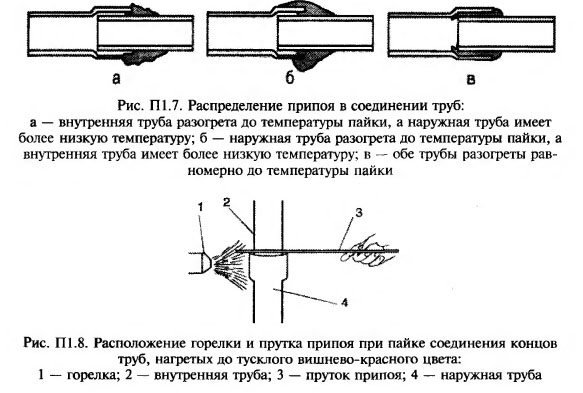
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.