
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
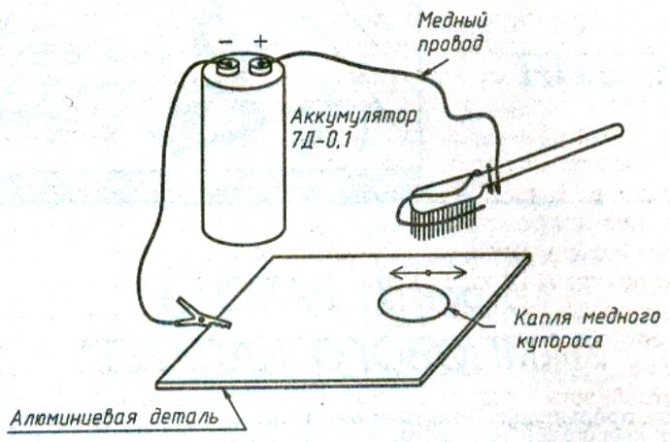
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия под масляной пленкой . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Читать также: Подкачка бензина на бензопиле
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения термовоздушной паяльной станцией .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
SMD-компоненты
Главной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов. В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания. Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.
Пайка SMD-компонентов
Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента. Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.
Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова. Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали. При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки .
На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы
, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
Достоинства:
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
Недостатки:
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять:
медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать:
спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.










Порядок применения
Перед тем как начинать пайку флюсом, необходимо разобраться с тем, как его применять. Процесс применения будет зависеть от того, какая разновидность легкоплавкого состава применяется:
- При использовании твёрдых припоев (оловянный прут) требуется окунуть паяльник в тело реагента и зацепить небольшое количество припоя.
- Если используется жидкая готовая смесь, её можно наносить с помощью кисточки.
- При работе с пастой требуется наносить её на место соединения палочкой, зубочисткой.
Также нельзя забывать про зачистку поверхности от окисления.
Весь процесс применения легкоплавкого вещества можно разделить на несколько этапов:
- Изначально поверхности зачищаются.
- После зачистки наносится слой флюса.
- С помощью паяльной станции разогревается соединяющий состав и детали.
Далее необходимо дождаться застывания шва и дополнительно обработать его.
Без специального состава соединить контакты не получится. Опытные мастера предлагают новичкам выполнить работу без флюса и посмотреть результат — работа займет гораздо больше времени, шок быстро отвалится. Наилучшим дополнительным материалом для спайки считается чистое олово. Однако это не дешёвый металл и его используют в соединении со свинцом.
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Что такое флюс и его ключевые особенности
Основным предназначением флюса является применение при спаивании нескольких материалов. Структура состоит из легко сплавных материалов, которую возможно изготовить самостоятельно. Флюс для пайки служит для соединения изделий, путем выдержки определенной температура на уровне шва. В зависимости от структуры и твердости вещества, температура пайки начинается от 50 ⁰C и достигает 500 ⁰C. Температурные показатели припоя учитываются выше, чем материала, только тогда возможно начинать процесс пайки.
Выбор подходящей структуры зависит от нескольких факторов, флюс для пайки подразделяется на множество структур. Основные параметры:
- Температура процесса пайки.
- Вид металла.
- Температурные режимы работы вещества.
- Поверхности близлежащих деталей к изделию.
- Устойчивость материала к коррозии, защита поверхностей от окисления и его прочность.

Состояние делится на твердые, имеющие порог к высокой температуре и мягкие, когда флюс плавится при низких температурах. Для того, чтобы разобраться, что такое флюсы необходимо изучить все свойства и предназначение материала.
Предназначение
Процесс пайки тугоплавкими видами припоя происходит при температурах более 500 ⁰С. За счет воздействия температур и свойств вещества, результатом получается прочный вид соединения. Недостаток применения заключается в том, что возможен перегрев детали, некорректная работа после сборки.
Флюс паяльный применяется как легко сплавная разновидность, в сфере монтажа радиотехники и других мелких работ. Температурные режимы работы составляют до 500 ⁰C, что позволяет не портить соединения и платы. Основные примеси при работе – свинец и олово. Сверх легкоплавкие виды используются при работе с транзисторами и других соединений, температура поверхности окисления не достигает 150 ⁰С.
Флюс для пайки тонких поверхностей используется в легко сплавном виде, твердотельные, объемные детали пропаиваются твердыми типами припоев. Зачем нужен флюс и основные требуемые характеристики
- Высокие показатели теплообмена, проводимости электрического тока.
- Прочное соединение.
- Допустимый размер растяжки.
- Устойчивость к процессам коррозии материалов.
- Показатели температуры плавки должны отличаться от размягчения материала.
Распространенной формой для производства вещества спайки является прут из олова, диаметр сечения применяется от 1 до 5 мм. Существует несколько других видов, такие как проволочные катушки, трубочки с канифолью, ленты и другие.
Существуют припои многоканальные, конструкция изделия состоит из некоторых материалов, используется для более надежной пайки. Продаются данные изделия в спиралевидной форме, содержатся в колбах и смотках. Пайка электро схем происходит с использованием трубочной разновидности состава. За счёт наличия смолы канифоли, соединение материалов меди, серебра или латуни происходит значительно надежнее.
Использование специального отсоса
Вакуумный отсос намного упрощает процесс демонтажа микросхем, а также является очень полезным инструментом для пайки радиодеталей, качественно удаляя излишки припоя с места соединения.
Промышленный отсос состоит из следующих элементов:
- корпуса с вакуумной колбой;
- термостойкого носика;
- рабочего поршня;
- обратной пружины.
Перед тем как выпаивать микросхемы отсос необходимо привести в рабочее положение. Для этого нужно нажать на поршень и произвести его фиксацию стопорным устройством.
Технология демонтажа выглядит следующим образом:
- Разогреваем паяльник до оптимальной температуры.
- Расплавляем припой на контакте радиодетали.
- Прижимаем носик отсоса к месту соединения.
- Нажимаем на кнопку фиксатора. При этом внутри колбы создается вакуум, за счет движения поршня, и расплавленное олово засасывается внутрь устройства.
При выполнении большого объема работы отсос необходимо периодически очищать.
Для выполнения разовых работ отсос можно сделать самостоятельно. Для этого необходимо из простого медицинского шприца вынуть поршень и вставить пружину, для возвратного движения. На носик устройства нужно надеть металлическую трубку подходящего диаметра. Устройство готово.









Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Что может быть в качестве материала для пайки
Технологический процесс паяния, и для чего нужна паяльная паста, подскажет одна из самых популярных технологий, где в качестве компонента используют 10 грамм хлорида аммония и 30 грамм химического компонента цинка хлорида, которые необходимо растворить в 60 миллиграммах водного раствора.
Точно таким же образом формируется вещество паяльная кислота или паяльная жидкость, которое готовятся из заранее подготовленного консервированного вещества в виде соляной кислоты и металлического цинка.
- Заполняем фарфоровую посуду в равных долях соляной кислотой и порционными частями цинка.
- Заполняя цинком, в кислоте происходит выделение кислорода, в итоге образуется готовый препарат хлорид цинка.
- После того, как начнётся замедление выделения кислорода, стеклянную посуду помещаем в тёплый раствор воды.
- По окончании процесса должно произойти сливание жидкости, где остаётся не растворившийся цинк, к которому необходимо добавить нашатырный компонент, представленный как 2 граммы аммония, рассчитанного на 3 граммы металлического порошка цинка.
Особенности флюсовых компонентов
Не стоит обольщаться тем, что этот простейший флюсовый препарат подойдёт практически ко всем металлическим поверхностям.

Флюс для пайки алюминия
Согласно ТУ и ГОСТ существует определённый критерий препаратов, которые по степени эффективности можно разделить на 3 условные группы:
- Защитные или некоррозионные компоненты. Благодаря невысокой активности препаратов, такие вещества слабо очищают обрабатываемую поверхность. Как правило, не коррозионная группа используется для сплавов меди, а также для медных групп, которые имеют покрытия из кадмия, серебра или олова. По всем правилам данной группы, все задействованные припои должны быть легкоплавными. К данной группе относятся традиционная канифоль, вазелин простой группы, а также древесные смолы, стеарин и восковые компоненты.
- Слабая коррозионная группа. Для этой группы характерно растворение в спиртовых растворах, воде, а также в минеральных и органических веществах природного и искусственного происхождения, например стеариновая кислота, олеиновая кислота, молочный и растительный жир. Ко всем материалам добавляется канифоль, которая играет антикоррозионную роль. В процессе пайки, слабая группа эффективно разлагается, испаряется и под воздействием температуры сгорает.
- Сильная коррозионная группа. В этом классе используют фториды и хлориды металлической группы, а также сильнейшие неорганические кислоты. Этот тип флюсов способен удалять стойкие плёночные группы, которые характерны для цветных, а также для черных металлов. Все исследуемые коррозионные материалы изготавливаются как в виде жидких паст, так и в твёрдом состоянии.
Технические регламенты
Единый государственный регламент определён для флюсов, которые используются для сварочных работ, в этом случае применяют ГОСТ 9087-81. В радиоэлектронной отрасли также применяют технический стандарт, который имеет свою маркировку, это ГОСТ Р 56427-2015, который распространяется на безсвинцовую технологию. Кроме этого, данный регламент был разработан на основе ранее утверждённых и действующих регламентов, в частности:
- ГОСТ 17325—79 Пайка и лужение.
- ГОСТ Р 53429—2009 Платы печатные.
- ГОСТ 29137—91 Формовка выводов и установка изделий электронной техники на печатные платы.
- ГОСТ 23752—79 Платы печатные
Кроме этого, существует ряд подведомственных нормативных актов, которые имеют отраслевую структуру использования.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.
- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус.
Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
https://youtube.com/watch?v=aGFDcvYie2w
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие.
При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.
Разновидности
Перед тем как делать флюс для пайки своими руками, нужно определить, какие нужны. К примеру, низкотемпературные, которые начинают плавиться при нагреве до 450 °C. А есть высокотемпературные, что плавятся, только когда нагреются выше 450 °C.
Делятся они и по составам:
Нейтральные подойдут под легкоплавкие припои, меди. К ним относятся воски, стеарин, канифоли.
Слабокоррозийные средства для пайки делаются из канифоли, жиров, воды, спиртов, слабых кислот. Канифоль помогает активным компонентам не вызвать быструю коррозию металлов.
Сильнокоррозийные смеси имеют в составе высокоактивные компоненты, иногда даже агрессивные, к примеру, фториды, хлориды, кислоты и т
д
Такие обычно продаются в виде гелей или паст, так как их важно наносить и использовать осторожно, ведь можно испортить качество спайки.
Также средства для пайки можно поделить на группы по агрегатному состоянию:
- Твердые, к примеру, канифоль.
- Жидкие, такие как паяльная кислота.
- Пасты и гели, которые имеют комбинированные составы.
Не для каждого вида можно изготовить средство своими руками в домашних условиях, но для самых распространенных рецепты есть. Их и рассмотрим далее.








